Что понимают под режимом сварки?
Основные режимы и параметры сварки
Содержание:
- Параметры сварки
- Как подобрать сварочный ток
- Взаимосвязь между силой тока и толщиной электрода
- Особенности длины дуги
- Диаметр электрода
- Угол наклона электрода
- Наклон заготовок
- Скорость провара
- Интересное видео
Во время любых строительных и промышленных работ часто применяется сварка. При помощи нее можно сваривать различные металлические конструкции, осуществлять ремонт оборудования и других изделий.
Существуют разные виды сварочных технологий, которые используются в зависимости от типа металла, его толщины, прочности и других важных параметров. Но также качество соединения зависит и от правильно выставленных настроек на сварочном оборудовании. Стоит предварительно рассмотреть основные режимы сварки, их особенности и правильную настройку.

Параметры сварки
Чтобы выполнить правильный выбор режима сварки стоит рассмотреть параметры сварочной технологии. Каждый сварщик должен знать, из каких веществ состоит металла, отличия состава, толщину и вид конструкции. После получения требуемой информации выставляют правильный режим. Имеется много критериев, от которых зависят качественные характеристики работ. По этой причине их разделяют на основные и дополнительные параметры режима сварки.
Основные
Основные параметры режима сварки оказывают влияние на объемы требуемой энергии, а также они определяют ее передачу на металлическую поверхность.
Среди главных показателей сварочной технологии можно выделить:
- сила тока;
- вид полярности тока;
- род тока;
- размер диаметра стержней;
- показатель длины дуги;
- уровень напряжения;
- скорость движения вдоль соединения;
- число проходов.
Каждый критерий параметр оказывает влияние на свойства формирования соединения. В процессе сваривания можно изменять показатели, это позволит получить более прочный и надежный шов.
Существуют определенные особенности основных параметров, которые необходимо учитывать при проведении сварочных работ:
- От показателя силы тока зависит интенсивность расплавления металла. Чем выше данный параметр, тем производительнее сварочный процесс. Если будет установлена высокая сила тока без учета требуемого диаметра электрода, тогда будет отмечаться снижение качественных характеристик шва. А при низком токе происходит обрывание дуги, и в результате этого появятся области с непроварами.
- Полярность тока является направлением движения энергии (от катода к аноду и наоборот). Совместно с направлением подбирают ток — он может быть постоянного или переменного типа. Если осуществляется сваривание с использованием постоянного тока с обратной полярностью, то соединение получится глубже на 40 %.
- При сваривании расплавляемый материал должен равномерно заполнять соединение. Иначе прочностные характеристики снизятся.
Дополнительные
Однако чтобы режим сварки был правильным, стоит выставить правильные настройки. Но они обычно устанавливаются с учетом дополнительных параметров, среди которых можно выделить:
- вылет стержней;
- вид материала и толщина покрытия электрода;
- температурные показатели свариваемых изделий;
- вид расположения элементов;
- форма кромок;
- степень подготовки поверхности.
Как подобрать сварочный ток
Расчет режимов ручной дуговой сварки осуществляется с учетом выставления главных параметров тока, а именно рода, полярности и силы. В зависимости от рода ток бывает переменным и постоянным. Полярность делится на прямую и обратную.
Рассматривая основные параметры режима сварки, стоит обратить внимание на величину силы тока. Она подбирается при помощи определенных таблиц. Показатель тока определяется в соответствии с толщиной свариваемых изделий из стали, сварочной проволоки. А вот точные показатели юстировки определяются в зависимости от вида дуги и соединения. Стоит учитывать, что чем сильнее ток, тем температурные показатели под основанием дуги будут выше. Это все отразится на скорости сварочных работ.
Проведение сварочной технологии с использованием тока с высокой силой и сильно тонкого сварочного провода может к перегреву и разбрызгиванию расплавленного металла. Если применяются слишком тонкие элементы, то данный режим может привести к их прожиганию.

При использовании тока со слабой силой может происходить обрывание дуги, она становится неустойчивой. В итоге соединение выходит низкого качества, образуется много зон с непроварами. По этой причине многие сварщики не советуют использовать данный режим.
Важно! Глубинные показатели сварочной ванны зависят от типа используемого тока. Если оборудование используется на переменном токе, то показатель глубины провара будет на 15 % выше, чем у переменного тока.
При прямой полярности отмечается сильное нагревание металлического изделия. По этой причине данную полярность рекомендуется применять для сваривания толстых элементов, потому что для образования качественного соединения требуется большее расплавление металла. Если прямая полярность будет применяться для тонких деталей, то они быстро сгорят и шов выйдет низкого качества. Для тонких изделий стоит применять ток с обратной полярностью.
Взаимосвязь между силой тока и толщиной электрода
Рассматривая параметры сварки, стоит обратить внимание на связь между силой тока и толщиной электрода. Размер стержня должен подбираться в соответствии с толщиной свариваемого шва и с используемым методом сварочной технологии. К примеру, для изделия с толщиной 3-4 мм рекомендуется применять стержни 3 мм. Сваривание многопрофильных элементов осуществляется в несколько проходов, на начальном этапе используется электрод с размером 4 мм.

После выбора стержней стоит воспользоваться специальными таблицами, в которых указывают требуемые показатели силы тока, именно они позволяют выполнить правильный расчет режимов сварки. К примеру, для стержней 3 мм соответствует показатель 65-100 А. Для вертикальной и потолочной сварки подходит электрод с диаметром не менее 4 мм. При горизонтальном сваривании сила тока снижается на 15-20 %.
Особенности длины дуги
На выбор и расчет режимов сварки оказывает влияние длина дуги, а именно расстояние от конца стержня до заготовки. Этот критерий зависит от выбранных стержней, обычно он указывается в специальных таблицах.
Стоит отметить! Чтобы получить прочное сварное соединение и качественное проваривание требуется добиться единого значения длины дуги по всей области шва. Для этого требуется опыт и определенные навыки.
Для стержней с диаметром 4 мм показатель длины дуги должен быть 4,5 мм. Сохранить данное состояние в течение сварочного процесса достаточно тяжело. Обычно для этих целей применяются сварочные каретки.
Диаметр электрода
Выбор параметров режима сварки осуществляется с учетом типа электрода. Диаметр зависит от показаний толщины металлического изделия и положения соединения. Независимо от толщины швы в разных положениях свариваются при помощи стержней с диаметром 4 мм.
Если шов обладает многослойной структурой, то для сваривания первого соединения стоит использовать стержни 3 или 4 мм. Остальные швы обрабатываются при помощи электродов с большим диаметром. Ниже имеется таблица режимов сварки, в которой указана толщина металла, диаметр электрода и сила тока.
Угол наклона электрода
Выполняя расчет режимов сварки полуавтоматом необходимо брать во внимание критерии угла наклона электрода. При сваривании стержень по отношению к шву должен быть с небольшим отклонением от нормы на 10 градусов. Глубина и ширина соединения зависит от расположения стержней к стыку.

Если сваривание осуществляется углом вперед, то глубинные показатели уменьшатся, а соединение расширится. Это происходит потому, что дуга нагоняет волну расплава перед собой, через которую выполняют расплавление металла.
Если выбирается режим с углом наклона назад, то расплав будет переходить в конец сварочной зоны. Электрическая дуга оказывает прямое влияние на соединяемые изделия. В результате этого будет увеличение глубины проплавления стыка и уменьшение ширины шва.
Наклон заготовок
Если вы думаете над тем, как рассчитать режим сварки, то не стоит упускать показатель наклона заготовок, которые используются для сваривания. В момент, когда держак проводят сверху вниз, то под дугой происходит утолщение расплава. В итоге глубина провара становится меньше, а соединение расширяется. Если сваривание начинается с нижней части с последующим движением вверх, то слой расплава под дугой истончается. Глубина ванны повышается, а соединение становится уже.
Важно! Если есть возможность при сварке производить наклон деталей, то их рекомендуется разместить так, чтобы область стыка располагалась под углом в 8-10 градусов.
Если соблюдать угол в пределах указанных параметрах, то будет формироваться нормальное соединение. При большем уклоне и при осуществлении сварки на спуск из кратера вытечет весь расплавленный металл. А при проведении сваривании сверху вниз будут возникать области с непроварами.
Скорость провара
Стоит учитывать, что расчет скорости сварки может влиять на прочностные качества соединения. При осуществлении сваривания расплавленная металлическая масса должна заполнять ванну. Должен выйти равномерный переход с образованием нормального покрытия кромок, а структура соединения должна быть без подрезов, наплывов.
Оптимальная длина шва должна быть в 1,5-2 раза больше диаметра применяемого стержня. Если будет превышена скорость сварки, то металлическая структура не сможет нормально прогреться, а прочность снизится.
Если изучить все важные параметры, то можно будет понять что такое режим сварки, и для чего он нужен. Правильные настройки и параметры позволяют выполнить качественное и прочное соединение, которое будет обладать высокой износостойкостью. Каждый показатель имеет огромное значение, особенно при изготовлении больших конструкций особого значения.
Интересное видео
Что понимают под режимом сварки?

- Главная
- О компании
- Наш бренд «AlfaMag»
- О компании «АльфаПром»
- Сертификаты
- Каталог оборудования
- Пресс-центр
- Новости компании
- Новости авиастроения
- Новости военно-промышленного комплекса
- Новости машиностроения
- Новости судостроения
- Новинки
- Технические статьи
- Видеообзор сварочного оборудования
- Инструкции
- Каталоги и брошюры
- Газовая сварка
- Дуговая сварка
- Контактная сварка
- Плазменная сварка
- Полуавтоматическая сварка
- Сварка цветных металлов
- Сварка полимеров
- Сварка разнородных металлов
- Сварка труб
- Сварочное оборудование
- Другие методы сварки
- Услуги компании
- Бесплатная доставка
- Пуско-наладка оборудования
- Демонстрация оборудования
- Гарантийное обслуживание
- Ремонт сварочного оборудования
- Контакты
Понятие о режиме сварки
 Важной составляющей в сварочном процессе является понятие о режиме сварки. Что же это такое, и что понимают под самим режимом сварки?
Важной составляющей в сварочном процессе является понятие о режиме сварки. Что же это такое, и что понимают под самим режимом сварки?
Так, под этим понятием, понимают всю совокупность условий, при которых происходит сварочный процесс. Параметры в сварке подразделяются на основные и дополнительные параметры. Что же их между собой различает? – Сейчас на это и посмотрим.
Основными параметрами режима сварки, является величина, вид и полярность электрического тока, диаметр сварочного электрода и напряжение, при котором протекает сварка. Также, к основным параметрам относится скорость сварки и величина поперечного колебания наконечника электрода. К дополнительным же параметрам относятся несколько иные параметры. Так, к этому относится величина вылета электрода и состав покрытия электрода. Немаловажным дополнительным параметром является толщина покрытия электрода, а также начальная температура поверхности, которая будет свариваться, и положение электрода (собственно, вертикальное, или наклонное). Важным является и положение изделия при сварке.
Во время сварки, важно соблюдать правильную глубину провара и ширину шва. Собственно, эти две величины и зависят от всех перечисленных основных параметров в режиме сварки. Так, например, увеличение сварочного тока и неизменная скорость сварки, приведет к увеличению глубины провара, а это может быть губительно для детали. Объясняется это тем, что фактически изменяется величина погонной энергии и давление, которое оказывает столб дуги на поверхность сварочной ванной.
Кроме того, на форму и размеры шва, существенно влияют полярность и рот тока. Во время сварки с постоянным током обратной полярности, величина провара (глубина) больше на 40-45%, нежели при постоянном токе прямой полярности. Во время сварки переменным током, глубина провара на целых 15-20% меньше, нежели при сварке постоянным током и обратной полярностью.
Напряжение в ручной дуговой сварке не играет существенной роли, однако ширина шва, несколько зависит от напряжения на электродах. С увеличением напряжения, также увеличивается и ширина шва. Как правило, сварочный ток подбирается из расчета около 40-60А на 1 мм диаметра стержня сварочного электрода, который в свою очередь подбирается соответственно толщине изделия и пространственному положению шва. Например, для металла, имеющий толщину 2-3 мм, необходимо взять сварочный электрод, диаметром 2-3 мм, а для металла в 8 мм, уже 4-5 мм в диаметре. Сварка в вертикальном положении лучше проходит с малыми электродами (до 4мм), в остальных положениях можно использовать и более толстые электроды.
Режимы сварки — правильный выбор и расчет

Почти каждое строительство зданий, возведение и монтаж конструкций требуют сварочных работ. В зависимости от типа соединяемых заготовок, их толщины и других параметров необходимо применять различные методы.
Под режимами сварки подразумевают настраиваемые параметры, основываясь на которых протекает сварочный процесс. Чем точнее мастер придерживается выбранного режима, тем прочнее будет соединение. Рассмотрим базовые режимы сварки и уточним, как рассчитать их для отдельных видов работ.
Параметры сварки
Перед тем как выбрать нужный режим сварки, необходимо точно определить состав металлов, толщину и тип конструкции. После получения данных устанавливают подходящий режим. Всего факторов, от которых зависит качество сварки, много, поэтому их разбили на две группы: основные и второстепенные.

Основные
От этих параметров зависит количество энергии, а также способ ее передачи на поверхность металла. К основным параметрам режима сварки относятся:
- величина тока, полярность и род;
- диаметр электрода;
- длина дуги сварки и напряжение;
- скорость движения вдоль шва;
- количество проходов.
От каждого из параметров зависит формирование шва. Изменяя тот или иной показатель, можно получить более надежное соединение. Вкратце рассмотрим некоторые пункты.
- От силы тока зависит, насколько интенсивно расплавляется материал. Чем выше показатель, тем производительнее сварка. Если установить слишком большую силу тока, не взяв достаточный диаметр электрода, тогда качество снизится. И наоборот: при низких показателях силы тока сварная дуга может обрываться, из-за чего появятся непровары.
- Под полярностью тока подразумевают направление движения энергии — от катода к аноду или обратно. Вместе с направлением выбирают тип тока – либо постоянный, либо переменный. Так, при сварке деталей постоянным током с обратной полярностью шов будет получаться глубже на 40 %.
- Важно, чтобы расплавляемый материал успевал заполнить шов и делал это равномерно. В противном случае прочность снизится.
Дополнительные
К второстепенным параметрам относятся:
- вылет электрода;
- материал и толщина покрытия электрода;
- температура свариваемых деталей;
- положение заготовок;
- форма кромок;
- качество подготовки поверхности.
Диаметр электрода от толщины металла (листа или детали), сила тока сварки от диаметра электрода. Режимы — выбор режима ручной дуговой сварки. Траектории движения электрода. Схема, скорость сварки, влияние наклона электрода, силы сварочного тока , кромок, положение сварочной ванны
- Режимы дуговой сварки представляют собой совокупность контролируемых параметров, определяющих условия сварочного процесса. Правильно выбранные и поддерживаемые на протяжении всего процесса сварки параметры являются залогом качественного сварного соединения. Условно параметры можно разделить на основные и дополнительные.
- Основные параметры режима дуговой сварки: диаметр электрода, величина, род и полярность тока, напряжение на дуге, скорость сварки, число проходов.
- Дополнительные параметры: величина вылета электрода, состав и толщина покрытия электрода, положение электрода, положение изделия при сварке, форма подготовленных кромок и качество их зачистки.
- Выбор диаметра электрода
- Диаметр электрода выбирают в зависимости от толщины свариваемого металла, положения, в котором выполняется сварка, катета шва, а также вида соединения и формы кромок, подготовленных под сварку. Для того чтобы правильно выбрать диаметр электрода, можно воспользоваться таблицей 1:
Таблица 1. Примерное соотношение диаметра электрода и толщины свариваемых деталей
| Толщина свариваемых деталей, мм | 1-2 | 3-5 | 4-10 | 12-24 | 30-60 |
| Диаметр электрода, мм | 2-3 | 3-4 | 4-5 | 5-6 | 6-8 |
- Однако такое соотношение является примерным, так как на этот фактор накладывает отпечаток размещение шва в пространстве и количество сварочных проходов. К примеру, при потолочном положении шва не рекомендуют применять электроды с диаметром более 4 м. Не пользуются электродами больших диаметров и при многопроходной сварке, так как это может привести к непровару корня шва.
- Сила тока выбирается в зависимости от диаметра шва длины его рабочей части, состава покрытия, положения сварки и т.д. Чем больше сила тока, тем интенсивнее расплавляется его рабочая часть и тем выше производительность сварки. Но это правило может приниматься с некоторыми оговорками. При чрезмерном токе для выбранного диаметра электрода происходит перегрев рабочей части, что чревато ухудшением качества шва, разбрызгиванием капель жидкого металла и даже может привести к сквозным прогораниям деталей. При недостаточной силе тока дуга будет неустойчива, часто будет обрываться, что может привести к непроварам, не говоря уже о качестве шва. Чем больше диаметр электрода, тем меньше допустимая плотность тока, так как ухудшаются условия охлаждения сварочного шва.
- Опытные сварщики силу тока определяют экспериментальным путем, ориентируясь на устойчивость горения дуги. Для тех, кто еще не имеет достаточного опыта, разработаны следующие расчетные формулы: Для наиболее распространенных диметров электрода (3 -6 мм):
- Iсв = (20 + 6dэ )dэ
- где Iсв — сила тока в А, dэ — диаметр электрода в мм
- Для электродов диаметром менее 3 мм ток подбирают по формуле:
- Icв = 30dэ
- Для сварки потолочных швов сила тока должна быть на 10 — 20% меньше, чем при нижнем положении шва.
- Кроме того, на силу тока оказывает влияние полярность и вид тока. К примеру, при сварке постоянным током с обратной полярностью катод и анод меняются местами и глубина провара увеличивается до 40%. Глубина провара при сварке переменным током на 15 — 20% меньше, чем при сварке постоянным током. Эти обстоятельства следует учитывать при выборе режимов сварки.
Выбор режима дуговой сварки
- При выборе режимов сварки следует учитывать и наличие скоса свариваемых кромок. Все эти обстоятельства учтены и сведены в таблицах 2 и 3. Особенности горения сварочной дуги на постоянном и переменном токе различны. Дуга, представляющая собой газовый проводник, может отклоняться под воздействием магнитных полей, создаваемых в зоне сварки. Процесс отклонения сварочной дуги под действием магнитных полей называют магнитным дутьем, которое затрудняет сварку и стабилизацию горения дуги.
Таблица 2. Режим сварки стыковых соединений без скоса кромок
| Характер шва | Диаметр электрода, мм | Ток, А | Толшина металла, мм | Зазор, мм |
| Односторонний | 3 | 180 | 3 | 1,0 |
| Двухсторонний | 4 | 220 | 5 | 1,5 |
| Двухсторонний | 5 | 260 | 7-8 | 1,5-2,0 |
| Двухсторонний | б | 330 | 10 | 2,0 |
Примечание: максимальное значение тока должно уточняться по паспорту электродов.
Таблица 3. Режимы сварки стыковых соединений со скосом кромок
| Диаметр электрода, мм | Ток, А | Толщина металла, мм | Зазор, мм | Число слоев креме подваренного и декоративного | |
| Первого | Последующего | ||||
| 4 | 5 | 180-260 | 10 . | 1,5 | 2 |
| 4 | 5 | 180-260 | 12 | 2,0 | 3 |
| 4 | 5 | 180-260 | 14 | 2,5 | 4 |
| 4 | 5 | 180-260 | 16 | 3,0 | 5 |
| 5 | 6 | 220-320 | 18 | 3,5 | 6 |
Примечание: значение величины тока уточняется по паспортным данным электрода.
Особенно ярко выражено магнитное дутье при сварке на источнике постоянного тока. Магнитное дутье ухудшает стабилизацию горения дуги и затрудняет процесс сварки. Для уменьшения влияния магнитного дутья применяют меры защиты, к которым относят: сварку на короткой дуге, наклон электрода в сторону действия магнитного дутья, подвод сварочного тока к точке, максимально близкой к дуге и т.д. Если полностью избавиться от действия магнитного дутья не удается, то меняют источник питания на переменный, при котором влияние магнитного дутья заметно снижается. Малоуглеродистые и низколегированные стали обычно варят на переменном токе.
Основные подсчеты

Как разный режим влияет на результат
Для качественного результата, необходимо обучиться правильному, точному расчету организации этого процесса.
Сделать это достаточно легко, если проявить внимательность, терпение, желание выполнить качественную работу.
Нужно учесть, что индивидуальный расчет для разного вида сваривания будет отличаться друг от друга. Далее пойдет речь о исключительно режиме дуговой сварки.
Сварочный ток

Одним из главных параметров, о котором нельзя забывать, является сила сварочного тока. От показателя силы тока напрямую зависит скорость нагревания и плавления металла.
Нередко неопытный мастер может остановиться на минимальной отметке напряжения, чем только усложнит дальнейшую работу.
Неравномерное горение дуги и плохо сваренные швы –это только незначительные последствия таких действий.
Чтобы избежать неприятностей, можно воспользоваться вспомогательной таблицей о настройках режима сварочного тока.
Нужными будут знания о применении особой формулы для расчета, найти которую можно в интернете.
Об правильной установке рода, полярности этого параметра тоже забывать не нужно.
Прямая полярность способна уменьшить глубину сварки на 30-40%, а обратная полярность –наоборот.
Постоянное напряжение увеличит глубину сварки на 10 или даже 15%, переменный –уменьшит.
Чтобы правильно установить полярность, нужно наблюдать за показателями стабильности, не забыть о процессе горения дуги.
Скорость сваривания

Показатели скорости сварки будут зависеть от типа метала. Если шов без прожогов, наплывов и проваренных мест, он правильный.
Согласно прописанным пунктам в нормативных документах, ширина хорошего шва составляет двойную ширину электрода, который использовался в работе.
Слишком повышая или понижая скорость сварки мастер может достаточно негативно влиять на металл.
Слишком быстрой скорости будет недостаточно для качественного прогрева материала, этого приведет к тому, что соединения просто не успеют провариться.
Маленькая скорость приведет к очень интенсивному плавлению, вследствие — образованию нежелательных наплывов.
Толщина материала равна окружности электрода
Следует сказать несколько слов об электродах. Диаметр электрода необходимо выбирать, учитывая используемый вид материала.
Толщина метала должна соответствовать диаметру электрода. Чтобы увидеть соотношение показателей, можно изучить таблицу со значениями.
В заключение стоит сказать следующее: перед работой, достаточно изучить нужную информацию о режиме сварки, о тонкостях правильной настройки.
Соблюдая рекомендованную технологию, получить можно получить хороший шов. Настройка режима требует усидчивости, внимательности во избежание неприятных последствий.
Не имея достаточно опыта в этом деле, можно сначала пользоваться составленными таблицами, а далее ориентироваться на собственный опыт, приобретенные со временем навыки.
Выбор режима сварки
Под режимом сварки понимают совокупность факторов, определяющих протекание процесса сварки. Эти факторы называются элементами режима. Основными элементами режима дуговой сварки являются: ток, род и полярность тока, диаметр электрода, напряжение дуги и скорость сварки. При ручной сварке к ним добавляется величина поперечного перемещения конца электрода. Остальные факторы — вылет (длина) электрода, свойства покрытия, начальная температура металла, наклон электрода и основного металла, — являются дополнительными элементами режима сварки.
Влияние элементов режима сварки на размеры и форму шва.
Размеры шва и форма провара не зависят от типа шва (валиковый шов, угловой, стыковой, сварка без разделки и зазора, сварка с разделкой и зазором), а определяются в основном режимом сварки. Основным показателем формы шва является коэффициент формы провара, представляющий отношение ширины шва к глубине провара. При дуговой сварке и наплавке он может изменяться в широких пределах — от 0,8 до 20. Уменьшение ширины шва и увеличение глубины провара уменьшает коэффициент формы провара, а противоположное изменение этих величин — увеличивает его.
В ел и ч и н а т о к а. Увеличение тока увеличивает, а уменьшение— уменьшает глубину провара. При глубине провара более 0,7—0,8 толщины металла резко изменяются условия отвода тепла от нижней части сварочной ванны и может произойти сквозное проплавление металла. Чем больше плотность металла (чем тяжелее металл), тем больше провар при данном токе. На ширину шва величина тока почти не оказывает влияния.
Род и полярность тока. При сварке постоянным током прямой полярности глубина провара меньше на 40—50%, а при сварке переменным током — меньше на 15—20%, чем при сварке постоянным током обратной полярности. Ширина шва при сварке постоянным током прямой полярности меньше, чем при сварке постоянным током обратной полярности и переменным током. Изменение ширины шва становится заметным при более высоких напряжениях дуги (свыше 30 в).
Диаметр электрода. Уменьшение диаметра при том же токе повышает плотность тока в электроде и уменьшает подвижность дуги, что увеличивает глубину провара и сокращает ширину шва. Соответственно, при уменьшении диаметра электрода глубина провара возрастает; ширина же шва с увеличением диаметра электрода увеличивается за счет повышения подвижности дуги. Заданная глубина провара может быть достигнута и при меньшем токе за счет уменьшения диаметра электрода, однако это вызывает затруднения вследствие повышенного разогрева электрода малого диаметра.
Напряжение дуги почти не оказывает влияния на глубину провара, но влияет на ширину шва. При возрастании напряжения ширина шва увеличивается, при снижении напряжения — уменьшается, что широко используется при механизированных способах сварки для регулирования ширины шва особенно при наплавке.
При ручной сварке напряжение изменяется незначительно (от 18 до 22 в), что не оказывает практического влияния на ширину шва.
Скорость сварки. При малых скоростях ручной сварки, составляющих 1 —1,5 м/ч, глубина провара получается минимальной, так как в этом случае интенсивность вытеснения жидкого металла сварочной ванны из-под основания столба дуги невелика. Образующийся у основания дуги слой жидкого металла препятствует проплавлению основного металла. Повышение скорости сварки до некоторого значения, соответствующего максимальной погонной энергии дуги, увеличивает глубину провара. Для практических пределов применяемых при сварке режимов скорость сварки незначительно влияет на глубину провара.
Ширина шва зависит от скорости сварки: увеличение скорости уменьшает, а уменьшение скорости — увеличивает ширину шва. Это соотношение сохраняется при всех скоростях сварки и широко используется в практике для регулирования ширины шва.
Поперечное перемещение электрода сильно влияет на глубину провара и ширину шва, поэтому его широко используют при ручной сварке для регулирования формы шва. Увеличение ширины поперечных перемещений конца электрода увеличивает ширину шва и уменьшает глубину провара, и наоборот. Это связано с соответствующим изменением концентрации тепла дуги на металле.
Длина (вылет) электрода. При увеличении длины электрода (или его вылета) он больше нагревается и скорость плавления его возрастает, что приводит к уменьшению тока и глубины провара. Если диаметр проволоки более 3 мм, изменение вылета ±6—8 мм не оказывает влияния на формирование шва. Если используется проволока диаметром 1—2,5 мм, указанные колебания вылета могут ухудшать формирование шва.
Физические свойства покрытия или флюса. При использовании легкого флюса и электрода с легкоплавким покрытием подвижность дуги увеличивается, возрастает ширина шва и сокращается глубина провара. При повышении толщины слоя или тугоплавкости покрытия на конце электрода образуется чехольчик, ограничивающий подвижность дуги, что приводит к уменьшению ширины шва и увеличению глубины провара.
Начальная температура металла в пределах от — 60 до +80° С не влияет на форму шва. Подогрев основного металла до 100—400° С приводит к увеличению ширины шва и глубины провара, причем быстрее растет ширина шва, чем провар. Предварительным подогревом свариваемого металла объясняется увеличение ширины верхних слоев при многослойной сварке и наплавке.
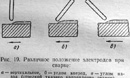
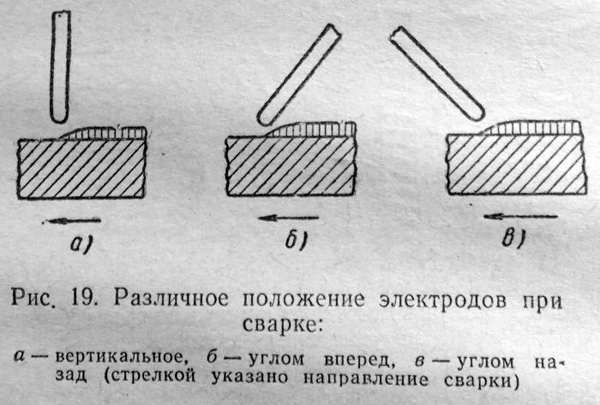
Наклон электрода. Сварку ведут вертикальным электродом, с наклоном углом вперед и углом назад (относительно направления сварки). При сварке углом назад дуга сильнее вытесняет металл из ванны и глубина провара возрастает, а ширина шва уменьшается. При сварке углом вперед давление столба на поверхность металла снижается, что уменьшает глубину провара
и увеличивает ширину шва по сравнению со сваркой вертикальным электродом.
Наклон изделия. При сварке сверху вниз (на спуск) растет толщина слоя жидкого металла под основанием столба дуги и глубина провара от этого уменьшается; увеличивается блуждание дуги и ширина шва возрастает. При сварке снизу вверх (на подъем) толщина слоя жидкого металла под дугой уменьшается, глубина провара возрастает, а ширина шва уменьшается, так как дуга блуждает меньше. Для нормального формирования шва при ручной сварке угол наклона должен быть 8—10°. При большем угле и сварке на спуск происходит подтекание жидкого металла из-под основания дуги, а при сварке на подъем — появляются непровары и подрезы по кромкам шва. Сварка на спуск применяется при выполнении круговых швов (труб, сосудов). Это снижает опасность прожогов, улучшает формирование шва и предупреждает стекание жидкого металла ванны.
Выбор режима сварки. Режим сварки (тип и марку электрода, диаметр его стержня, род, полярность, напряжение, величину тока) выбирают в зависимости от вида, толщины свариваемого металла и конструкции сварного соединения. Определив условия сварки, обеспечивающие получение высококачественного сварного соединения, выбирают диаметр электрода (проволоки) и величину сварочного тока.
Диаметр проволоки электрода выбирается в зависимости от толщины свариваемого металла. Для стыковых швов можно принимать:

При большом диаметре электрода повышается производительность сварки, но возможно проплавление свариваемого металла, затрудняется выполнение швов в вертикальном и потолочном положениях, возможен непровар корня шва. Поэтому первый слой многослойного шва всегда сваривается электродом диаметром 4—5 мм, за исключением швов с U-образной подготовкой, где весь шов можно сваривать электродами одного (максимально допустимого) диаметра.
Вертикальные и потолочные швы свариваются электродами диаметром не более 5 мм; сварщики высокой квалификации могут такие швы сваривать электродами диаметром 6 мм. Прихваточные швы и наплавка валиками небольшого сечения выполняются электродами диаметром не более 5 мм.
Сварочный ток выбирается в зависимости от диаметра электрода и марки электродного покрытия. В табл. 5 были приведены рекомендуемые величины тока для электродов различных марок.
Если ток мал, то в сварочную ванну будет поступать недостаточно тепла и возможно несплавление основного и наплавленного металла (непровар), резко понижающее прочность сварного соединения. При слишком большой величине тока весь электрод, спустя некоторое время после начала сварки, сильно разогревается, его металл начинает быстрее плавиться и стекать в шов. Это создает излишек наплавленного металла в шве и также связано с опасностью образования непровара в случае попадания жидкого электродного металла на нерасплавленный основной металл.
При выборе величины тока для сварки встык низкоуглеродистой стали в нижнем положении можно пользоваться формулой акад. К. К. Хренова

где Iсв — сварочный ток, а;
d — диаметр металлического стержня электрода, мм.
При толщине металла менее 1,5 d ток уменьшают на 10—15%, а при толщине более 3 d — увеличивают на 10—15% по сравнению с полученным по формуле. При сварке на вертикальной плоскости ток уменьшают на 10—15%, а при сварке потолочных швов — уменьшают на 15—20% по сравнению с током, выбранным для сварки в нижнем положении металла той же толщины.
Для сварки соединений внахлестку и тавровых можно применять больший ток, гак как в этом случае опасность сквозного проплавления меньше.
Автор: Администрация
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Выбор режима сварки
Понятие о режиме сварки. Под режимом сварки понимают совокупность условий, создающих устойчивое протекание процесса сварки.
Параметры режима сварки подразделяют на основные и дополнительные. К основным параметрам режима сварки при ручной сварке относят величину, род и полярность тока, диаметр электрода, напряжение, скорость сварки и величину поперечного колебания конца электрода, а дополнительным
— величину вылета электрода, состав и толщину покрытия электрода, начальную температуру основного металла, положение электрода в пространстве (вертикальное, наклонное) и положение изделия в процессе сварки.
Глубина провара и ширина шва зависят от всех основных параметров режима сварки. Увеличение сварочного тока вызывает при неизменной скорости рост глубины проплавления (провара), что объясняется изменением величины погонной энергии (теплоты, приходящейся на единицу длины шва) и частично изменением давления, оказываемого столбом дуги на поверхность сварочной ванны.
Род и полярность тока также влияют на форму и размеры шва. При сварке постоянным током обратной полярности, глубина провара на 40-50% больше; чем при сварке постоянным током прямой полярности, что объясняется различным количеством теплоты, выделяющейся на аноде и катоде. При сварке переменным током глубина провара на 15-20% меньше, чем при сварке постоянным током обратной полярности.
Напряжение при ручной дуговой сварке на глубину провара оказывает незначительное влияние, которым можно пренебречь. Ширина шва связана с напряжением на электродах прямой зависимостью, при увеличении напряжения ширина шва увеличивается. Величина поперечного колебания электрода позволяет существенно изменять глубину провара и ширину шва.
Под режимом сварки понимают совокупность факторов, определяющих протекание процесса сварки. Эти факторы называются элементами режима.
Основными элементами режима дуговой сварки являются: ток, род и полярность тока, диаметр электрода, напряжение дуги и скорость сварки. При ручной сварке к ним добавляется величина поперечного перемещения конца электрода. Остальные факторы — вылет (длина) электрода, свойства покрытия, начальная температура металла, наклон электрода и основного металла, — являются дополнительными элементами режима сварки.
Влияние элементов режима сварки на размеры и форму шва. Размеры шва и форма провара не зависят от типа шва (валиковый шов, угловой, стыковой, сварка без разделки и зазора, сварка с разделкой и зазором), а определяются в основном режимом сварки. Основным показателем формы шва является коэффициент формы провара, представляющий отношение ширины шва к глубине провара. При дуговой сварке и наплавке он может изменяться в широких пределах — от 0,8 до 20. Уменьшение ширины шва и увеличение глубины провара уменьшает коэффициент формы провара, а противоположное изменение этих величин — увеличивает его.
Величина тока. Увеличение тока увеличивает, а уменьшение— уменьшает глубину провара. При глубине провара более 0,7—0,8 толщины металла резко изменяются условия отвода тепла от нижней части сварочной ванны и может произойти сквозное проплавление металла. Чем больше плотность металла (чем тяжелее металл), тем больше провар при данном токе. На ширину шва величина тока почти не оказывает влияния.
Род и полярность тока. При сварке постоянным током прямой полярности глубина провара меньше на 40—50%, а при сварке переменным током — меньше на 15—20%, чем при сварке постоянным током обратной полярности.
Ширина шва при сварке постоянным током прямой полярности меньше, чем при сварке постоянным током обратной полярности и переменным током. Изменение ширины шва становится заметным при более высоких напряжениях дуги (свыше 30 в).
Диаметр электрода. Уменьшение диаметра при том же токе повышает плотность тока в электроде и уменьшает подвижность дуги, что увеличивает глубину провара и сокращает ширину шва. Соответственно, при уменьшении диаметра электрода глубина провара возрастает; ширина же шва с увеличением диаметра электрода увеличивается за счет повышения подвижности дуги.
Заданная глубина провара может быть достигнута и при меньшем токе за счет уменьшения диаметра электрода, однако это вызывает затруднения вследствие повышенного разогрева электрода малого диаметра.
Напряжение дуги почти не оказывает влияния на глубину провара, но влияет на ширину шва. При возрастании напряжения ширина шва увеличивается, при снижении напряжения — уменьшается, что широко используется при механизированных способах сварки для регулирования ширины шва особенно при наплавке.
При ручной сварке напряжение изменяется незначительно (от 18 до 22 в), что не оказывает практического влияния на ширину шва.
Скорость сварки. При малых скоростях ручной сварки, составляющих 1 —1,5 м/ч, глубина провара получается минимальной, так как в этом случае интенсивность вытеснения жидкого металла сварочной ванны из-под основания столба дуги невелика. Образующийся у основания дуги слой жидкого металла препятствует проплавлению основного металла. Повышение скорости сварки до некоторого значения, соответствующего максимальной погонной энергии дуги, увеличивает глубину провара. Для практических пределов применяемых при сварке режимов скорость сварки незначительно влияет на глубину провара.
Ширина шва зависит от скорости сварки: увеличение скорости уменьшает, а уменьшение скорости — увеличивает ширину шва. Это соотношение сохраняется при всех скоростях сварки и широко используется в практике для регулирования ширины шва.
Поперечное перемещение электрода сильно влияет на глубину провара и ширину шва, поэтому его широко используют при ручной сварке для регулирования формы шва. Увеличение ширины поперечных перемещений конца электрода увеличивает ширину шва и уменьшает глубину провара, и наоборот. Это связано с соответствующим изменением концентрации тепла дуги на металле.
Длина (вылет) электрода. При увеличении длины электрода (или его вылета) он больше нагревается и скорость плавления его возрастает, что приводит к уменьшению тока и глубины провара. Если диаметр проволоки более 3 мм, изменение вылета ±6—8 мм не оказывает влияния на формирование шва. Если используется проволока диаметром 1—2,5 мм, указанные колебания вылета могут ухудшать формирование шва
Физические свойства покрытия или флюса. При использовании легкого флюса и электрода с легкоплавким покрытием подвижность дуги увеличивается, возрастает ширина шва и сокращается глубина провара. При повышении толщины слоя или тугоплавкости покрытия на конце электрода образуется чехольчик, ограничивающий подвижность дуги, что приводит к уменьшению ширины шва и увеличению глубины провара.
Начальная температура металла в пределах от — 60 до +80° С не влияет на форму шва. Подогрев основного металла до 100—400° С приводит к увеличению ширины шва и глубины провара, причем быстрее растет ширина шва, чем провар. Предварительным подогревом свариваемого металла объясняется увеличение ширины верхних слоев при многослойной сварке и наплавке.
Наклон электрода. Сварку ведут вертикальным электродом, с наклоном углом вперед и углом назад (относительно направления сварки). При сварке углом назад дуга сильнее вытесняет металл из ванны и глубина провара возрастает, а ширина шва уменьшается. При сварке углом вперед давление столба на поверхность металла снижается, что уменьшает глубину провара и увеличивает ширину шва по сравнению со сваркой вертикальным электродом.
Наклон изделия. При сварке сверху вниз (на спуск) растет толщина слоя жидкого металла под основанием столба дуги и глубина провара от этого уменьшается; увеличивается блуждание дуги и ширина шва возрастает.
При сварке снизу вверх (на подъем) толщина слоя жидкого металла под дугой уменьшается, глубина провара возрастает, а ширина шва уменьшается, так как дуга блуждает меньше. Для нормального формирования шва при ручной сварке угол наклона должен быть 8—10°. При большем угле и сварке на спуск происходит подтекание жидкого металла из-под основания дуги, а при сварке на подъем — появляются непровары и подрезы по кромкам шва. Сварка на спуск применяется при выполнении круговых швов (труб, сосудов). Это снижает опасность прожогов, улучшает формирование шва и предупреждает стекание жидкого металла ванны.
Выбор режима сварки. Режим сварки (тип и марку электрода, диаметр его стержня, род, полярность, напряжение, величину тока) выбирают в зависимости от вида, толщины свариваемого металла и конструкции сварного соединения. Определив условия сварки, обеспечивающие получение высококачественного сварного соединения, выбирают диаметр электрода (проволоки) и величину сварочного тока.
Диаметр проволоки электрода выбирается в зависимости от толщины свариваемого металла. Для стыковых швов можно принимать:
