Что происходит при отжиге стали?
Отжиг стали
Ассортимент изделий из металла огромен и в каждом случае требуются определенные, часто специфические качества материала. Обеспечить полный перечень марок производитель не в состоянии. Металлургические предприятия предлагают сырье, отвечающее ГОСТ, которое впоследствии дорабатывается на обрабатывающих производствах. Одна из ключевых операций — отжиг стали. На этой стадии металл приобретает необходимые технические свойства для последующей обработки. Чтобы понять, что такое отжиг стали, необходимо понимать для чего он делается, и какие процессы при этом происходят.

Почему необходима термическая обработка металла
Операцию проводят с целью улучшения технологических качеств сырья. Ключевым фактором становится температура отжига стали, которую необходимо выдерживать определенное время. При этом достигаются следующие цели:
- Снижение твердости. Качественные показатели после обработки позволяют существенно уменьшить трудозатраты, сократить время операций, используя более широкий перечень режущих инструментов.
- Улучшение микроструктуры. Под действием высокой температуры в определенный временной промежуток происходят существенные изменения на молекулярном уровне. Полученная однородная структура стали после отжига оптимальна для последующих механических и физических операций.
- Для снятия внутренних напряжений. В процессе первичной обработки на металлургических предприятиях в металле возникает дисбаланс кристаллической структуры. Правильно подобрав виды отжига стали, достигают необходимых характеристик металла для конкретного случая.
Иногда достаточен неполный отжиг стали для получения нужных технологических кондиций. В зависимости от желаемых качественных показателей металла могут использоваться сложные и длительные по времени режимы. Полный отжиг стали может длиться более суток для габаритных изделий. Большую часть этого времени занимают нагрев до нужной температуры и медленное остывание, регламентированное типом термической обработки при заданном стандарте.
Подробно режим отжига стали описан в специальной литературе. Некоторые операции предполагают соблюдение временного режима и точной температуры, вплоть да нескольких градусов. Если есть муфельная печь, то процедуру можно выполнить качественно. Когда такого оборудования нет, то точно провести отдельные виды термообработки будет затруднительно. Ориентироваться придется исключительно по цвету раскаленного металла.

Цвета каления стали
Сделать отжиг стали в домашних условиях можно по упрощенной схеме. Проконтролировать температуру предмета, нагретого газовой горелкой точно не получится. Регулировать режимы нагрева и остывания металла можно только примерно. При обработке стали в домашних условиях сделать структурный анализ невозможно. Определяется температура неполного отжига только визуально. Целями в бытовых условиях становятся снижение прочности и повышение обрабатываемости изделия. Микроструктура стали после отжига меняется и можно проводить дальнейшие операции.
Виды отжига
Принято делить эту операцию на два основных вида. Отжиг стали может быть 1-го и 2-го рода. В первом случае не происходит фазовой рекристаллизации, но металл приобретает нужные качества. Устраняются последствия механической обработки металла на прокатных станах, штампах.
Упрочнение поверхности стали после физического воздействия на металлургическом комбинате называют наклепом.
Главное назначение отжига стали 1-го рода — снижение прочности и повышение пластичности, необходимой для дальнейшей обработки. Частичная рекристаллизация снижает внутренние напряжения, что делает изделия более надежными и долговечными.
Отжиг стали 2-го рода характеризуется кардинальными изменениями структуры. Фазовая рекристаллизация достигается нагреванием металла выше критических точек и точным выполнением режима охлаждения по температуре и времени. Такие виды отжига и их назначение определяются производственными задачами для получения необходимых качеств металла. Критические температуры являются серьезным фактором риска. В ряде случаев, например, при пережоге, возникают необратимые изменения в структуре. Такой металл отправляется на переплавку. Термообработка, отжиг и нормализация сталей сложный процесс дающий возможность получить из исходного сырья продукцию, отвечающую по заданным характеристикам запросы производителей конечных изделий.
Полный, неполный отжиг
Применяют термическую обработку для достижения необходимых качеств металла. Цель отжига стали определена как получение заданных технологических свойств. Они могут быть как общими, так и достаточно специфичными. Так неполный отжиг заэвтектоидной стали допустим при изготовлении конструкционных элементов, но при производстве деталей с заданными характеристиками будет недостаточен. Изменения структуры металла в обоих типах обработки различны. Играет роль не только время отжига стали, но и температура. Важным фактором успешного решения задачи является и режим охлаждения.

Полный отжиг стали
При неполном отжиге стали температура не достигает верхней критической точки. Менее жестки и требования по выдержке времени охлаждения. Выполняя полный отжиг сталей, металл разогревают выше критической точки. Затем выдерживают указанное время и точно выполняют график охлаждения. При термообработке, отжиге важно учитывать марку сырья, твердость, химический состав, поскольку технология и режимы определяются нормами ГОСТ.
Изотермический отжиг
Этот вид обработки применяется главным образом для легированных сплавов. Изометрический отжиг стали заключается в нагревании металла до аустенитного состояния с последующим ускоренным охлаждением до 660-680° C. Затем заготовку выдерживают при этой температуре, пока аустенит не превратится в перлит. После этого металл охлаждают на воздухе естественным способом.
Это самый быстрый и эффективный способ повысить пластичность металлов с высоким содержанием хрома.
Высокотемпературный отжиг нержавеющей стали и некоторых других конструкционных, инструментальных сплавов делается таким способом. Подобная технология позволяет снизить твердость легированных материалов до уровня, позволяющего эффективно обрабатывать впоследствии заготовку на металлорежущем оборудовании.
Изотермический отжиг характеризуется особым методом охлаждения. Заданное время материал выдерживается при температуре, указанной в нормах на одном уровне, а не падает постепенно, как в других вариантах обработки. Формирование однородной структуры происходит за счет полного распада аустенита и преобразований ферритов и перлитов. Таким способом обрабатывают жаростойкие сплавы.
Эффективна эта методика для обработки небольших изделий, штамповок, инструментальных заготовок.
Изотермический отжиг имеет небольшой по времени технологический цикл, однако достаточно эффективный для решения многих производственных задач.
Диффузионный отжиг
Согласно отраслевым нормам, этот вид термообработки можно отнести к экстремальным. Металл нагревается до максимально возможной температуры, превышающей критические точки. Технология часто применяется для сплавов со сложными и легкоплавкими соединениями. При этом структура заэвтектоидной стали после отжига становится менее твердой и значительно пластичнее, что позволяет использовать широкий набор приемов для дальнейшей обработки. Метод требует полного контроля и соблюдения технологии, поскольку высоки риски перегрева и пережога, что может привести частично или полностью к утрате необходимых качеств и такой металл к дальнейшим операциям будет непригоден. Точная температура полного отжига доэвтектоидной стали и других марок металла есть в специальных справочниках.

Диффузионный отжиг стали
Правильно выполненная термообработка позволяет получить:
- равновесный химический состав;
- рост зерна;
- растворение избыточных фаз;
- образование, рост пор.
Последний пункт является побочным эффектом, относится к дефектам и при производстве стараются избегать возникновения этого явления. Технология отжига стали этим методом требует навыков и знаний, понимания разницы между отдельными видами и марками металла.
Рекристаллизационный отжиг
Методика, позволяющая избавиться от многих нежелательных качеств металла. Рекристаллизационный отжиг стали проводят с целью снять наклеп и другие последствия после некоторых механических операций. Технология применяют для обработки:
- листового проката;
- проволоки;
- прутков;
- труб;
- штамповки.
После рекристаллизационного отжига стали металл приобретает необходимые характеристики для получения изделий с заданными качествами.
Выбор технологии определяется химическим составом. При процедуре материал нагревают до значений, превышающих температуру кристаллизации не менее чем на 100-200° C. Необходимые свойства появляются в разной степени в зависимости от вида обработки. Чаще используют полный отжиг. При этом структурные изменения более существенные. В ряде случаев достаточен неполный отжиг.

Температурные зоны для рекристаллизационного отжига
Особенности отжига различных видов стали
Все термические операции с металлом проводят в строгом соответствии с предписанными требованиями к каждой марке. Определяющим значением становится содержание углерода, других металлов в составе сплава. Фактором, влияющим на твердость после отжига стали, является время выдержки в печи и режим охлаждения.
Для того чтобы точно выполнить условия охлаждения часто используются 2 печи. В одной поддерживается максимальная температура, а во второй изделие выдерживают необходимое количество времени до завершения внутренних структурных процессов. Так температура отжига нержавеющей стали в первой камере может превышать 1000° С, а потом изделия выдерживают несколько часов при 900° С и охлаждают до 300° С со скоростью 50-100° С в час. Дальнейшее охлаждение проводится на воздухе.
Значительную долю в общем объеме термообработки занимают доэвтектоидные стали. Содержание углерода в них менее 0, 8%. Структуру составляют феррит и перлит, поэтому в большинстве случаев достаточно провести неполный отжиг доэвтектоидных сталей, что снизит твердость и повысит пластичность. Низкоуглеродистые сплавы используются в больших объемах в строительстве, в конструкциях, возводимых в народном хозяйстве. Однако в отдельных случаях требования к структуре металла более жесткие. Тогда необходимо проводить полный отжиг доэвтектоидных сталей для снятия напряжений и получения равновесной структуры с заданными качествами. Применяемый способ выбирается, опираясь на требования производителей, возможности имеющегося обрабатывающего оборудования. В технической документации обозначены температуры и время, необходимое при отжиге, для достижения качеств получаемых закалкой и отпуском.
В процессе термической обработки происходят сложные изменения структурного характера, которые можно анализировать только на специальном оборудовании. Разрабатывались нормы и рекомендации, опираясь на научные данные, выполнение которых в производственных условиях обязательно. Получаемая структура при отжиге и другие показатели строго регламентированы и в домашних условиях практически невыполнимы. Однако добиться изменения структурного строения, сделать металл мягким и податливым своими руками можно. Качество отожженной стали для бытового применения будет достаточным. Для домашнего мастера не важно, эвтектоидного или аустенитного класса сплав у обрабатываемой детали.
7 методов и технология отжига стали
Металлургия производит огромное количество марок стали. Для выполнения разных задач часто требуются специфические характеристики металла, которые обеспечить заводы не в состоянии. Тогда на обрабатывающих предприятиях производится доработка сырья до нужной кондиции. Отжиг стали — одна из наиболее частых операций по приданию нужных качеств.

История и технология отжига стали
Отжиг стали предполагает применение переменных температур: нагревание до высоких значений без потери формы и охлаждение в заданном температурном режиме приводит к структурным изменениям кристаллической решетки, сплав получает новые качества, нужные для решения конкретных задач.
Отжиг стали улучшает технологические характеристики металлов. Принято различать 2 разновидности отжига — 1 и 2-го рода.
При первом воздействие выполняется наклепом, который понижает внутренние напряжения рекристаллизацией. Этим устраняются последствия обработки давлением, снижение прочностных характеристик и увеличение пластичности. Изделия приобретают повышенную надежность и долговечность.
Второй род воздействия включает прогревание проката до уровня, превышающего критические точки, в особых режимах охлаждения по сроку и температуре. Итогом становится качественное изменение структурных решеток и получение заданных характеристик материала. Проведение отжига сопряжено с риском пережога. Возникновение необратимых негативных изменений структуры приводит к переплавке проката и изделий.
Точки Чернова
Расчет температурных режимов выполняют, используя открытые в 1868 г. русским ученым Д.К. Черновым критические точки, зависящие от значения температур и %-ого содержание углерода, в которых изменяются фазовые состояния и структурное строение металлов. Открытие Чернова — фундамент создания науки о металлах: впервые установлена связь между режимом обработки, структурным видом и характеристиками сплавов. Применение критических точек дает возможность построения различных режимов термообработки металла. Точки Чернова обозначают литерой А с добавлением индекса, указывающего соответствие точки воздействию:
- «c» — нагреву, от французского chauffage – нагревание;
- «r» — охлаждению, refroidissement – на французском языке.
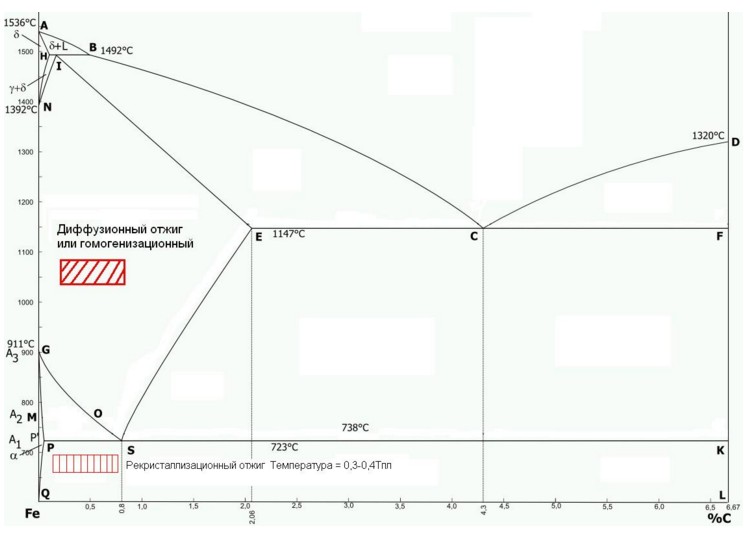
Диаграмма, построенная на точках Чернова:

Сечение «I» на диаграмме соответствует доэвтектоидной стали. Пересечение линии диаграммы, по горизонтали температуры и вертикали, соответствующей %-му содержанию углерода в сплаве, определяет искомые критические значения.
В процессе нагревания сечение «I»проходит следующие критические точки:
- При температуре 210°С пересекает пунктир, проходящий по линии QP — точка Ас 0, которая отмечает потерю цементитом магнитных свойств.
- t=727°С на линии PG находится точка Ас 1 превращения перлита в аустенит.
- t=768°С на линию PG приходится точка Ас 2 потери магнитных свойств — магнитного железо переходит в немагнитное.
- Последующее повышение t° до пересечения с линией GS показывает переход стального сплава в однофазное аустенитное состояние (перекристаллизация заканчивается. Температура этой точки зависит от состава конкретного металла.
Охлаждение не меняет номеров точек, не вызывает обратной перестройки материала.
Линия «II» выстроена для эвтектоидных сталей.
В промышленности для термообработки проката и изделий используют в печи конструкций:
- камерные — для заготовок небольшого объема;
- шахтные — работают на газе и электроэнергии, выполняют различные технологические задания;
- печи с выдвигающимся полом — обработка крупногабаритного проката и узлов;
- вакуумные — для быстротекущих сплавов, тугоплавкого металла, титана, меди.

Что даёт отжиг металлов
Отжиг выполняется для придания стали нужных качеств:
- снятия внутренних напряжений, полученных первичной обработкой металла — проявляется структурный дисбаланс, который можно снять определенным способом термообработки, получив необходимые характеристики сплава для решения конкретных задач;
- увеличения прочностных и механических характеристик — изделия после отжига долговечнее и прочнее;
- изменения внутренней структуры — под действием высокой температуры изменяется молекулярная структура металла, становится однородной (гомогенной), что упрощает проведение последующих обработок;
- улучшения пластичности, уровня сопротивления, вязкости при ударах — улучшение качественных характеристик после отжига снижает затраты на конечную доводку металлоизделий до требуемых параметров.
Способ и режим термообработки назначается по составу сплава.
Виды отжига
Рассмотрим, что означает термин «отжиг металлов». Термическая обработка металла, состоящая из нагрева выше температуры критических точек Чернова и охлаждение на профессиональном языке называется отжигом. Процедура применяется к различным металлам и их сплавам.
На промпредприятиях применяют режимы термообработки:
- полный, неполный;
- рекристаллизационный;
- диффузионный;
- изотермический;
- сфероизодизационный;
- нормализационный.

Полный отжиг стали
Полный обжиг проводится на изделиях из доэвтектоидных сплавов или сталей, содержащих карбон в количестве ≤ 0,8%. Цель проведения операции — измельчение зерна и улучшение качества обработки с применением режущего инструмента, снятие внутренних напряжений материала. Нагрев происходит на 30..50°С выше точки Ас3, затем деталь постепенно остужают, не вынимая из печи. Охлаждаясь, аустенит выделяет мелкозернистые, гомогенные (однородной структуры) ферриты и перлиты (франц. — жемчуг). Температура нагревания выбирается по типу стали и диаграмме состояний, данные зафиксированы в справочных материалах. Продолжительность охлаждения назначают по составу и структуре металла:
- углеродистые сплавы — 180…200°С/час;
- низколегированные — 90°С/час;
- высоко легированные — 50°С/час.
После проведения процедуры полного отжига неоднородная структура углеродистых или доэвтектоидных сплавов становится однородной, что дает податливость дальнейшей обработке.
Неполный
В отличие от полного, кардинально меняющего структурный состав металла, неполный отжиг изменяет только перлитовую, не затрагивая ферритовую структуру. Перлит , входящий в состав структур сталей, чугуна, других железоуглеродистых материалов, представляет собой цементит и феррит в эвтектоидной смеси. Основная задача неполного отжига — сделать сплавы максимально мягкими и податливыми.
Нагревание производится до t°, превосходящих на 30…50°С точку А1 (параметр перехода перлита в аустенит — начала перекристаллизации), но не достигающих Ас 3 — около 770°С. Затем производится охлаждение до 600°С в установке, со скоростью 60 град/ час, затем процесс продолжается на открытом пространстве.
Рекристаллизационный
Рекристаллизация — снятие структурных изменений, полученных в ходе механических деформаций, вызывающих наклеп. Наклепанный металл имеет меньшую пластичность, отличается жесткостью и неподатливостью.
Нагревание до 650…680°С приводит к равномерному распределению зерен феррита и перлита, вытянутых в направлении деформации, возвращает металлу пластичность.

Диффузионный процесс
Цель диффузионного способа — придание на уровне атомного строения однородности структуре сплава. Диффузионный отжиг иначе называется дендритной ликвацией. Придание гомогенности данным методом уничтожает дендритную ликвацию равномерным распределением атомов примесей по химической структуре слитка.
Процесс отличается использованием t≥1000°С, увеличением выдержки в нагретом состоянии свыше 12 часов, медленным остужением, поэтому он имеет высокую стоимость.
Метод изотермии
Изотермический отжиг используют на сплавах с большим содержанием легирующих и хромистых добавок. Особенностью процесса является нагрев металла на 30…50°С выше точки АС3, быстром остужение и выдерживание при t° ниже критической точки А 1, с дальнейшим естественным охлаждением в воздушной среде.
Преимущество метода изотермии — получение более гомогенного структурного строения деталей, уменьшение срока обработки, так как процесс охлаждения в печи занимает больше времени, чем в естественной среде.
Сфероидизация
При нагревании заэвтектоидных и легированных сплавов до превышения параметра АС 1 на 30…50°С происходит перекристаллизация строения, способствующая образованию перлита в форме правильных сфер. Для ускорения сфероидизации возможно проведение маятникового отжига.

Нормализационный способ
Нормализация производится как промежуточный процесс перед закаливанием и другими видами воздействий для устранения наклепа и удаления внутренних напряжений. Доэвтектоидная сталь нагревается выше точки АС3 на 30…50°С, и постепенно охлаждается в естественной среде. Отличие метода в переохлаждении, из-за которого получают гомогенное мелкозернистое тонкое строение решетки металла.
Преимущество нормализационного способа заключено в снижении срока обработки при высокой производительности. В результате углеродистые сплавы рекомендуют не отжигать, а нормализовать.
Особенности отжига различных сплавов
При назначении способа и режима термообработки важен процент содержания в нем углерода и других примесей. Для точности соблюдения режима рекомендуют использовать две печи: в 1-ой изделие проходит нагрев при t=max , во 2-ой — проходит выдержку, обеспечивающую завершение структурных преобразований металла.
Обработка нержавеющей стали в первой печи происходит с t=1000°С, затем выдержка несколько часов во 2-ой при t=900, завершает охлаждение до t=300° на скорости 50…100 град/ час, окончательное охлаждение производят на открытом пространстве.
Отжиг в домашних условиях
В быту для снижения прочности и упрощения последующей обработки металла возможно выполнить процедуру отжига упрощенным сспособом неполного отжига.
Использование газовой горелки для нагревания не дает возможности проконтролировать температурный режим, поэтому температуру определяют «на глазок», в затененном месте. Изделие последовательно приобретает цвет разжаривания в зависимости от температуры (в градусах):
- темно-коричневый — t=530…580;
- коричнево-красный — t=580…650;
- темно-красный — t=650…730;
- темно-вишневый -t= 730…770;
- вишнево-красный — t=770…800;
- светло-вишневый — t=800…830;
- светло-красный — t=830…900;
- оранжевый — t=900…1050;
- темно-желтый -t= 1050…1150;
- светло-желтый — t=1150…1250;
- светло-белый — t=1250…1350.

Изделия следует нагревать на нагретых металлических подставках. Для охлаждения используют различные среды — воду комнатной температуры или нагретую до 50°С, водные растворы, масла, воздух. Ускоряет охлаждение добавка кухонной соли, едкого натра, селитры. Замедляет процесс добавка жидкого мыла, масляной эмульсии, жидкого калиевого или натриевого стекла, известкового молочка.
Охлаждение с высокой скоростью дает твердый закал, приводящий к высоким внутренним напряжениям, возможны трещины, а медленное охлаждение не даст твердости закала. Для получения деталей одинаковой степени закалки следует использовать ванну большой емкости или заменять среду закаливания после каждой операции.
Следует помнить, что режимы высоких температур потенциально пожароопасны, их проводят с соблюдением правил пожарной безопасности в подготовленных помещениях с огнезащитой поверхностей и качественной приточно-вытяжной вентиляцией. При проведении отжига обязательно использовать средства защиты — спецодежду и обувь, рукавицы, головной убор с защитным козырьком.
Отжиг сталей
По книжному определению, отжиг — это нагрев стали до температуры выше критической, выдержка при этой температуре и медленной охлаждение вместе с печью. На самом деле это общее определение, под которое попадают не все виды отжига. Режимы отжига зависят в первую очередь от конечных требований к стали или изделию, в первую очередь это требования по механическим или технологическим свойствам металла.
Содержание
Отжиг первого рода (І-го рода)
Отжиг І рода – термическая операция, состоящая в нагреве металла в неустойчивом состоянии, полученном предшествующими обработками, для приведения металла в более устойчивое состояние. Этот вид отжига может включать в себя процессы гомогенизации, рекристаллизации, снижения твердости и снятия остаточных напряжений. Особенность этого вида отжига в том, что указанные процессы протекают независимо от того происходят ли фазовые превращения при термообработке или нет. Различают гомогенизационный (диффузионный), рекристаллизационный отжиг и отжиг, уменьшающий напряжения и снижающий твердость.
Гомогенизационный отжиг
Гомогенизационный отжиг – это термическая обработка, при которой главным процессом является устранение последствий дендритной и внутрикристаллитной ликвации в слитках сталей. Ликвация повышает склонность стали, обрабатываемой давлением, к хрупкости, анизотропии свойств и таким дефектам, как шиферность (слоистый излом) и флокены. Устранение ликвации достигается за счет диффузионных процессов. Для обеспечения высокой скорости диффузии сталь нагревают до высоких (1000–1200 °С) температур в аустенитной области. При этих температурах делается длительная (10–20 час.) выдержка и медленное охлаждение с печью. Диффузионные процессы наиболее активно протекают в начале выдержки. Поэтому во избежание большого количества окалины, охлаждение с печью обычно проводят до температуры 800 — 820°С, а далее на воздухе. При гомогенизационном отжиге вырастает крупное аустенитное зерно. Избавиться от этого нежелательного явления можно последующей обработкой давлением или термической обработкой с полной перекристаллизацией сплава. Выравнивание состава стали при гомогенизационном отжиге положительно сказывается на механических свойствах, особенно пластичности.
Рекристаллизационный отжиг стали
Рекристаллизационный отжиг, применяемый для сталей после холодной обработки давлением, – это термическая обработка деформированного металла или сплава. Может применять как окончательная, так и промежуточная операция между операциями холодного деформирования. Главным процессом этого вида отжига являются возврат и рекристаллизация соответственно. Возвратом называют все изменения в тонкой структуре, которые не сопровождаются изменениями микроструктуры деформированного металла (размер и форма зерен не изменяется). Возврат сталей происходит при относительно низких (300–400°С) температурах. При этом процессе наблюдается восстановление искажений кристаллической решетки.
Рекристаллизацией называют зарождение и рост новых зерен с меньшим количеством дефектов кристаллического строения. В результате рекристаллизации образуются совершенно новые, чаще всего равноосные кристаллы. Между температурным порогом рекристаллизации и температурой плавления имеется простое соотношение: ТР ≈ (0,3–0,4)ТПЛ., что составляет для углеродистых сталей 670–700°С.
Отжиг для снятия напряжений
Отжиг для снятия напряжений – это термическая обработка, при которой главным процессом является полная или частичная релаксация остаточных напряжений. Такие напряжения возникают при обработке давлением или резанием, литье, сварке, шлифовании и других технологических процессах. Внутренние напряжения сохраняются в деталях после окончания технологического процесса и называются остаточными. Избавиться от нежелательных напряжений можно путем нагрева сталей от 150 до 650°С в зависимости от марки стали и способа предыдущей обработки.
Высокий отжиг стали
Эта операция часто называется высоким отпуском. После горячей пластической деформации сталь имеет мелкое зерно и удовлетворительную микроструктуру. Такое состояние сталь получает при ускоренном охлаждении после пластической деформации. Однако в структуре могут быть составляющие: мартенсит, бейнит, троостит и т. д. Твердость металла при этом может быть достаточна высока. Для повышения пластичности и соответственно снижения твердости делается высокий отжиг. Его температура ниже критической Ас1 и зависит от требований к металлу для следующей операции обработки.
Отжиг второго рода (ΙΙ-го рода)
Отжиг ΙΙ рода основан на использовании фазовых превращений сплавов и состоит в нагреве выше температуры превращения с последующим медленным охлаждением для получения устойчивого структурного состояния сплавов.
Полный отжиг
Полный отжиг производится для доэвтектоидных сталей. Для этого стальную деталь нагревают выше критической точки А3 на 30–50°С и после прогрева проводят медленное охлаждение. Как правило, детали охлаждают вместе с печью со скоростью 30–100°С/час. Структура доэвтектоидной стали после отжига состоит из избыточного феррита и перлита.
Основные цели полного отжига:
— устранение пороков структуры, возникших при предыдущей обработке (литье, горячая деформация, сварка, термообработка), – крупнозернистости и видманштеттовой структуры;
— смягчение стали перед обработкой резанием – получение крупнозернистости для улучшения качества поверхности и большей ломкости стружки низкоуглеродистых сталей;
Неполный отжиг
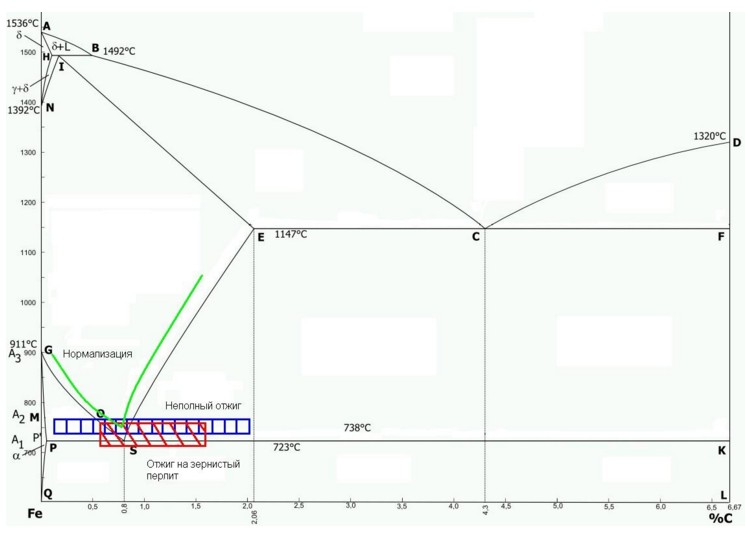
Неполный отжиг отличается от полного тем, что нагрев производится на 30–50 °С выше критической точки А1 (линия РSК на диаграмме «Железо – цементит»). Неполный отжиг доэвтектоидных сталей проводят для улучшения обрабатываемости резанием. При неполном отжиге происходит частичная перекристаллизация стали — вследствие перехода перлита в аустенит. Избыточный феррит лишь частично превращается в аустенит. Такой отжиг проводится при температуре 770 — 750°С с последующим охлаждением со скоростью 30 — 60°С/с до 600°С, далее на воздухе.
Неполный отжиг широко применяется для заэвтектоидных углеродистых и легированных сталей. Нагрев этих сталей на 10 — 30°С выше Ас1 вызывает практически полную перекристаллизацию сплава и позволяет получить зернистую (сферическую) форму перлита вместо пластинчатой. Такой отжиг называют сфероидизацией. Частицы цементита, не растворившегося при нагреве, или области аустенита с повышенной концентрацией углерода за счет неполной его гомогенизации после растворения цементита, служат центрами кристаллизации для цементита, выделяющегося при последующем охлаждении до температуры ниже А1 и принимающего в этом случае зернистую форму. В результате нагрева до температуры значительно выше А1 и растворения большей части цементита и более полной гомогенизации аустенита последующее выделение цементита ниже А1 происходит в пластинчатой форме. Если избыточный цементит находился в виде сетки, то перед этим отжигом нужно сделать нормализацию с нагревом выше Асm (желательно с охлаждением в направленном потоке воздуха).
Стали, близкие к эвтектоидному составу, имеют узкий температурный интервал нагрева (750 — 760°С) для отжига на зернистый цементит, для заэвтектоидных сталей интервал рсширяется до 770 — 790°С. Легированные заэвтектоидные стали можно нагревать до более высоких температур 770 — 820°С. Охлаждение и сфероидизация цементита происходит медленно. Охлаждение должно обеспечить распад аустенита на феррито-карбидную структуру, сфероидизацию и коагуляцию образовавшихся карбидов до 620 — 680°С.
Отжиг на зернистый перлит (маятниковый отжиг)
Для получения зернистого перлита применяют отжиг с различными вариациями термоциклирования в надкритическом и межкритическом интервале температур, маятниковые виды отжига с различными выдержками и количеством циклов.
Сталь с зернистым перлитом имеет более низкую твердость, временное сопротивление разрыву и соответственно более высокие значения характеристик пластичности. Например эвтектоидная сталь с пластинчатым перлитом имеет твердость 228НВ, а с зернистым 163НВ и соответственно временное сопротивление 820 и 630МПа, относительное удлинение 15 и 20%.
Микроструктура стали после отжига на зернистый перлит (ОЗП) выглядит следующим образом

После отжига на зернистый перлит стали обладают наилучшей обрабатываемостью резанием, при этом достигается более высокая чистота поверхности. В ряде случаев, отжиг на зернистый перлит является обязательной предварительной операцией. Например для избежания трещинообразования при высадке болтов и заклепок.
Изотермический отжиг
Изотермический отжиг заключается в нагреве стали до температуры Ас3 + (30–50°С), последующего ускоренного охлаждения до температуры изотермической выдержки ниже точки А1 и дальнейшего охлаждения на спокойном воздухе. Изотермический отжиг по сравнению с обычным отжигом имеет два преимущества:
— больший выигрыш во времени, т. к. суммарное время ускоренного охлаждения, выдержки и последующего охлаждения может быть меньше медленного охлаждения изделия вместе с печью;
— получение более однородной структуры по сечению изделий, т. к. при изотермической выдержке температура по сечению изделия выравнивается и превращение во всем объеме стали происходит при одинаковой степени переохлаждения.
Патентирование
Патентирование — операция отжига, как правило назначаемая для пружинной проволоки, с содержанием углерода 0,65 — 0,9%, перед волочением. Процесс заключается в аустенитизации металла и последующим пропускании его через расплав солей с температурой 450 — 550°С (на ДИПА это температуры изотермической выдержки в области минимальной устойчивости аустенита). Это приводит к образованию тонкопластинчатого троостита или сорбита, который позволяет получать степени обжатия более 75% для волочения и окончательное временное сопротивление 2000 — 2250МПа после ХПД.
Нормализационный отжиг (нормализация стали)
Нормализационный отжиг или нормализацию стали применяют как промежуточную операцию для смягчения стали перед обработкой резанием и для общего улучшения ее структуры перед закалкой. При нормализации доэвтектоидную сталь нагревают до температур Ас3 + (30–50°С), заэвтектоидную до Асм + (30–50°С) и после выдержки охлаждают на спокойном воздухе.
Ускоренное охлаждение по сравнению с отжигом обуславливает несколько большее переохлаждение аустенита, поэтому при нормализации получается более тонкое строение эвтектоида (тонкий перлит или сорбит) и более мелкое эвтектоидное зерно.
Прочность стали после нормализации несколько выше, чем после отжига. В заэвтектоидной стали нормализация устраняет грубую сетку вторичного цементита. При нагреве выше точки Асм вторичный цементит растворяется, а при последующем ускоренном охлаждении на воздухе не успевает образовать грубую сетку, понижающую свойства стали. В доэвтектоидной стали, как говорилось выше, нормализация позволяет устранить крупное зерно после перегрева и видманштетт после нарушения цикла ГПД.
Отжиг стали – что происходит со структурой сплава?
В металлургии часто встречаются такие виды обработки, как нормализация и отжиг стали. Что же это такое? Зачем нужно? И каким способом осуществляется? На все эти вопросы ниже приведены подробные ответы.
1 Отжиг металла – это что, и каких видов бывает?
В работе с металлами тяжело добиться идеального состояния прямо с первой выплавки, нужно произвести с деталями еще ряд операций. В этой статье мы разберем, что такое отжиг стали, когда применяют такой метод обработки, какие дефекты возникают во время этой операции и как с ними бороться. По сути это является самым первым этапом термического преобразования сплава. Заключается он в том, чтобы произошел нагрев стали до определенной температуры, далее некоторое время это состояние выдерживается, а затем следует и постепенное охлаждение. В результате такого вида обработки изменяется структура сплава и, соответственно, его свойства.
Существует несколько видов подобной термообработки, а уж какой из них применять, зависит от материала и желаемых свойств. Таким образом, полный отжиг предполагает нагрев до температуры, превышающей критическую не более чем на 20–40 °С. Что же насчет времени выдержки, так оно должны быть таковым, чтобы деталь смогла полностью прогреться, а в материале произошли все структурные превращения. Скорость охлаждения будет различной, в зависимости от типа стали, так для углеродистой она составит 180–200 °С/час, для низколегированной – около 100 °С/час, а для деталей, сделанных из высоколегированных сплавов, падать температура будет приблизительно на 50 °С за один час.

В случае когда не нужны серьезные структурные изменения, применяют неполный отжиг, при этом температура нагрева будет только чуть больше критической. А для того чтобы в результате получился зернистый перлит в структуре высокоуглеродистой стали, необходим специальный вид термической обработки. В этом случае невероятно важным является точное соблюдение температурного режима и скорости охлаждения. Сплав нагревают до 760–780 градусов Цельсия, а затем, немного выдержав, охлаждают до 700 °С и повторяют эту процедуру несколько раз. При изотермическом отжиге нагрев превышает критическую точку не более чем на 50 градусов Цельсия. Добиться химической однородности можно гомогенизацией, осуществляемой при очень высоких температурах, длительной выдержке (10–15 часов) и медленном охлаждении. Для рекристаллизационного отжига необходим нагрев до 680 градусов Цельсия.

Также одним из видов термической обработки металлов является нормализация, ее суть аналогична выше описываемому процессу. Сплав нагревают до заданной температуры, которая превышает критическую на 30–50 °С, выдерживают, а затем постепенно охлаждают.
2 Печи для отжига металла – используемое оборудование сегодня
Так как данный вид обработки предусматривает очень сильный нагрев, то, соответственно, необходимо и специальное оборудование. Так, для термического преобразования проволоки, стержней, канатов, а также легированной, средне- и низкоуглеродистой сталей нашли свое применение печи для отжига металла шахтного типа. Суть процесса заключается в следующем: среда внутри разогревается до тех пор, пока не будет достигнута номинальная температура, после этого же нагрев прекращается и осуществляется загрузка материала специальными подъемниками. Затем крышка печи плотно закрывается, и осуществляется подогрев до заданной отметки уже непосредственно для отжига. Далее следует выдержка и остывание изделия.

Иногда данный процесс включает в себя и подачу эндогаза, она осуществляется при температуре 750 °С и длится до тех пор, пока не закончится вся термообработка. Затем на нагревательные элементы перестает поступать электроэнергия, избыточное давление сбрасывается, открывается затворка, и изделия выгружаются опять-таки с помощью цеховых подъемников.

Одними из последних разработок являются непрерывно нормализующие печи. Они могут быть как с газовым нагревом, так и с косвенным. В последнем случае система подбирается в зависимости от конкретно нужной температуры и назначения. К их преимуществам относится возможность управления мощностью, повышенная безопасность, отличная термоизоляция и экологичность, по крайней мере, количество выбросов вредных веществ в атмосферу в разы меньше, чем при использовании устаревшего оборудования.
3 Какие процессы происходят в металле при отжиге?
Отжиг металла – это нагрев до весьма значительных температур, зачастую превышающих даже критическую, что не может не отразиться на его структуре. Однако, так как и режим при разных видах термообработки различен, да и изначально структура сталей неодинакова, то и изменения в них будут происходить непохожие в зависимости от этих факторов.

Таким образом, углеродистые доэвтектоидные стали, подвергшиеся полному отжигу, в результате получат перлитную структуру с включением зерен феррита. Низко- и среднеуглеродистые стали с содержанием углерода, не превышающим 0,45%, в основном имеют неоднородную структуру, после же обработки их зерна измельчаются и становятся более однородными.

При неполном отжиге изменению подвергается структура перлита, что же насчет феррита, так он неизменен. Таким образом, снимаются внутренние напряжения в материале, и он становится более мягким. При гомогенизации происходит распределение атомов (диффузия), при этом довольно часто следствием может служить укрупнение зерен. После нормализации структура стали становится мелкозернистой и более однородной.
4 Обязательно ли отжигать сталь?
Очень часто бывают случаи, когда последствиями какой-либо обработки является неустойчивое состояние материала. Например, результатом холодной пластической деформации может послужить искажение кристаллической решетки. Диффузионные процессы, которые должны пройти при затвердевании, не успевают произойти, что способствуют неоднородности сплава. Быстрое охлаждение, а также неравномерное распределение усилий приводит к неравномерному распространению упругой деформации. Без теплового движения атомов неустойчивое состояние стали будет сохраняться надолго. Таким образом, для того чтобы снять напряжение, свести искажение кристаллической решетки до минимума, а также осуществить диффузию и рекристаллизацию, необходим нагрев.

Кроме того, в случае нагрева выше температуры фазового превращения и дальнейшего медленного охлаждения произойдет структурированное равновесие сплава. Таким образом, с помощь отжига добиваются повышения уровня механических свойств, снятия внутренних напряжений, материал лучше поддается резке специальным инструментом, становится более мягким, а также данный этап считается подготовительным для дальнейшей термообработки.

5 Какие дефекты может создать отжиг стали?
При этом очень важно знать и о вероятных дефектах. Среди них окисление – возникновение на поверхности окислов железа и окалины. Связано это с выгоранием углерода в поверхностных слоях. Этот брак может привести к искажению геометрии деталей, снижению прочности, возникновению трещин, а также короблению. Дабы избежать данных дефектов, необходимо использовать защитные газы, чтобы снизить содержание кислорода в рабочей среде до минимума.

Еще виды дефектов, которые могут встретиться при отжиге, это перегрев и пережог. Возникают они при воздействии чрезвычайно высоких температур и длительной выдержке. В первом случае происходит укрупнение зерна, что приводит к появлению горячих трещин, снижению вязкости и прочности сплава. Бороться с этим можно только лишь повторной нормализацией. Второй же дефект характеризуется окислением самих зерен, а значит, и оплавлением поверхности. Исправить такой брак невозможно, поэтому деталь просто переплавляют.
Что такое отжиг стали
Чтобы обеспечить надежность и долговечность металлоконструкций, прибегают к отжигу сталей. Завод металлоконструкций ЧЗМК располагает всем необходимым для этого оборудованием.
Почему нужна термическая обработка металла
В процессе эксплуатации металлоконструкции изделия из стали и других сплавов подвергаются различным нагрузкам – статическим, динамическим, циклическим. На них оказывают воздействие агрессивные среды, перепады температур. Чтобы обеспечить высокую эксплуатационную надежность, необходимо упрочнить структуру материала. Для этого используют разнообразные процедуры, включая термообработку.
Для упрочнения и стабилизации эксплуатационных свойств металла, предстоит повысить его механические и физико-химические показатели. Отжиг стали – термическая обработка, которая и позволяет достичь желаемого эффекта путем последовательного нагрева, выдержки и охлаждения сплава.
Такая процедура позволяет целенаправленно поменять характеристики металла. Благодаря отжигу стали этого удается достичь с максимальной точностью. Хотя схожего эффекта добиваются и другими способами. Например, вовлекают химические вещества, подвергают материал электромеханической обработке.
Во время отжига сталей в структуре происходят важнейшие изменения:
- меняется фазовый состав;
- перераспределяются компоненты;
- колеблются размеры и формы кристаллических зерен.
Конечный результат зависит от точности соблюдения технологии. Чтобы получить желаемый эффект, выполняя отжиг стали, учитывают химический состав сплава. Под него подбирают температурно-временные параметры, защитную среду. В противном случае в процессе возможно обезуглероживание, окисление, науглероживание.

Чаще всего к отжигу стали прибегают перед дальнейшей обработкой металла. Воздействуя на сплав посредством высоких температур, удается понизить показатель его твердости. Благодаря этому будет легче придавать заготовкам желаемые формы при помощи резательного и другого инструмента.
Поскольку структура стали становится более однородной, химические, механические и физические характеристики улучшаются.
Виды отжига
Чтобы получить равновесную структуру, к сталям применяют несколько вариантов термообработки. Но в любом случае предполагается три этапа процедуры:
- Нагрев.
- Выдержка.
- Охлаждение.
Параметры выдержки на каждом этапе подбирают под марку стали. В таком случае удается снизить внутренние напряжения и повысить пластичность для уравновешивания структуры.
Основное отличие между разными видами заключаются в том, какая используется температура. Однако имеет значение также способ и скорость охлаждения – иногда его выполняют крайне медленно, оставляя металл в печи, а порой процесс протекает на открытом воздухе.
Полный и неполный отжиг
Благодаря грамотной термообработке после устранения структурной неоднородности легче подвергать металлы резке и другим процедурам. К классическим видам отжига стали относят полный и неполный.
Первый предполагает нагрев металла на 30-50 градусов выше критической точки на начальной стадии. Когда структура превратится в аустенит, начинается медленное охлаждение в печи. Как правило, для этого выдержка длится около одной четверти времени, которое требовалось для нагрева.
Скорость медленного охлаждения при полном отжиге сталей зависит от марки:
- углеродистым требуется около 100-150 градусов в час;
- легированным – 30-50 градусов в час.
Температура снижается до 400-600 градусов. В результате образовывается феррит и перлит. Во время отжига охлаждение выполняют не только в печи, но и на воздухе, если хотят добиться нормализации.

Такой способ гарантирует полную перекристаллизацию. В крупнозернистых сталях структура становится мелкозернистой. Из металла уходят напряжения, он более вязкий и мягкий. Данный способ помогает также устранить дефекты, которые образовались при предыдущей обработке. Например, к нему прибегают после литья или деформации, сварки либо термообработки, которая привела к неблагожелательным результатам.
При неполном отжиге сталей температуру удерживают, не превышая верхнюю критическую точку. Однако она должна быть выше нижней критической. Далее следует медленное охлаждение.
К неполному отжигу стали прибегают для того, чтобы облегчить их обработку методом резки. Поэтому по отношению к мягким сплавам он применим редко. Кроме того, данный вид не поможет избавиться от дефектов.
Наиболее востребован данный вид отжига при работе с инструментальными сталями. Так как они становятся более податливыми к резанию, уменьшаются затраты на последующую обработку.
Изотермический отжиг
Некоторые марки стали не поддаются полному и неполному отжигу. Например, сталь конструкционная 18Х2Н4ВА. Даже самое медленное охлаждение не помогает поменять структуру должным образом. В таком случае прибегают к изотермическому отжигу.
Отличие заключается в том, что охлаждение происходит с остановкой. Благодаря этому удается добиться цели и придать сталям необходимые характеристики.
Процесс изотермического отжига начинается с нагрева до определенной температуры. Какой именно, зависит от марки стали. Далее переходят к охлаждению, но, когда доходят до 670-600 градусов, на этом на некоторое время останавливаются. После продолжают охлаждать сплав.
К преимуществам изотермического отжига относят увеличение производительности печей. Поскольку сокращается время, необходимое для термообработки.
Если говорить о специфике воздействия на металл, определенным сталям удается придать желаемую структуру благодаря тому, что поддерживается определенная температура, при которой происходит распад аустенита на ферритно-цементитную смесь. Когда этот процесс завершается, нет необходимости продолжать медленное охлаждение – оно может идти быстро, поэтому заготовку выставляют на воздух.

При работе с легированными сталями изотермический отжиг наиболее целесообразен. Альтернативой может быть только процесс с крайне медленным охлаждением. И все равно не получится добиться такой идеальной однородной структуры, как при интервальном способе.
Диффузионный отжиг
Если приходится работать со стальными слитками, тогда вышеперечисленные методы бывают недейственными. Литым сталям свойственна неоднородность химического состава. Из-за дендритной кристаллизации сплавов неоднородным становится химический состав дендритных кристаллов. Поэтому и приходится прибегать к особому отжигу сталей. Его называют диффузионным, хотя еще считают подвидом полного.
В данном случае на первой стадии отжига стали нагревают до отметки, которая намного выше интервала превращений. А именно, разница в большую сторону составляет в пределах 180-300 градусов. Дальше переходят к медленному охлаждению, чтобы придать стали желаемую структуру.
Этот способ помогает сделать сплав однородным, уменьшив микроликвацию. Поэтому встречается еще одно название такого отжига сталей – гомогенизация. Путем диффузии удается выровнять химическую неоднородность.

Длительность диффузионного отжига достигает до сотни часов. Только на выдержку уходит около 12-15 ч. Последующее охлаждение с температур в 1100-1150 до 250-200 градусов весьма долгое. Причем нередко требуется еще один отжиг. Поскольку после гомогенизации стали получаются крупнозернистыми. Однако, когда их готовят под прокат или ковку, то в дополнительной термообработке нет необходимости. Так как пластическая деформация поможет измельчить зерно.
Рекристаллизационный отжиг
Если металл прошел процесс холодной деформации, его термообработка требует особого подхода. Тогда прибегают к рекристаллизационному отжигу. Благодаря специфике процесса удается уменьшить прочность и увеличить пластичность параллельно со снятием наклепа, который неизбежно образовывается в ходе холодной пластической деформации.
Для выполнения рекристаллизационного отжига необходимо достичь температуры, которая на 100-150 градусов выше порога рекристаллизации. Далее следует выдержка и охлаждение. Для отжига холоднодеформированной стали самое главное – не перегреть металл. В противном случае зерно станет крупнее, а пластичность будет утрачена.
Этот вид отжига особенно часто применим по отношению к цветным металлам, а со сталями таким образом работают реже. Если его используют, то преимущественно перед очередным холодным деформированием либо перед окончательной термообработкой.

Для данного метода прибегают к помощи диаграмм рекристаллизации, чтобы правильно рассчитать продолжительность и температуру. Чтобы исключить укрупнение зерен и разрозненности структуры после отжига холоднодеформированной стали, прибегают к ускорению нагрева. Быстрее добиться достижения нужной температуры удается, погрузив заготовку в соляную ванну.
Особенности отжига различных видов стали
Чтобы не возникали сложности разного рода, к процедуре прибегают, изучив состав сплава. Большое значение имеет содержание углерода в стали. На основании сведений о свойствах рассчитывают температуру нагрева, длительность выдержки и время охлаждения.
Время рассчитывают, учитывая назначение отжига. От него требуются структурные изменения в сталях, поэтому продолжительность процедуры должна быть такой, чтобы металл успел не только прогреться, но и измениться. В случае нарушения регламента или в результате ошибок в расчетах возникают дефекты.
Например, после отжига, выполненного с нарушениями, образовывается окисление поверхностного слоя с образованием окалины. С нею борются при помощи химических реактивов. Но возможна очистка стали механическим образом.
Для отжига необходимы специальные печи не только по той причине, что металл разогревают до очень высоких температур: важно исключить воздействие кислорода. Иначе произойдет выгорание углерода, что приведет к ухудшению механических и технологических свойств стали. Поэтому в печи подают специальные газы, именуемые защитными.
Если температура будет превышена, в результате зерно станет слишком крупным, а металл обретет нежелательную хрупкость. Подобный дефект исправляют, повторяя процедуру заново. Однако, если все допустимые значения нагрева и выдержки значительно превышены, может произойти пережег. В таких сталях нарушаются связи между зернами. Поэтому металл бесповоротно портится.
Чтобы исключить ошибки, необходимо понимать процессы, протекающие в сталях, и обладать профессиональными навыками. У нас трудятся компетентные специалисты, которые знают, что такое отжиг, умеют работать с различными сплавами. Они выбирают необходимый режим в соответствии с маркой и поставленной целью. Череповецкий завод металлоконструкций располагает необходимым оборудованием и инструментами для работы с различными сталями.
