Что такое флюс в сварке?
Что такое флюс для сварки
Для снижения активности разогретых сталей и цветмета во время высокотемпературного воздействия применяется флюс сварочный. Выпускается композиционный материал в порошковой, гранулированной или пастообразной модификации. Цвет зависит от химсостава: белый, грязно-зеленый или оттенков коричневого. Некоторые изолирующие компоненты реагируют со сплавами, легируют диффузионный слой.

Используются многокомпонентные флюсы при всех способах сварки, если необходимо:
- создание изоляции, уберегающей от окисления, насыщения содержимого ванны водородом, азотом (возрастает риск охрупчивания);
- стабильное горение дуги (улучшается токопроводимость);
- исключить нежелательные сварочные примеси, увеличивающие риск образования трещин, других дефектов, ухудшающих прочностные характеристики металлоизделий;
- уменьшить разбрызгивание, образование искр.
Подача неметаллических композиций, улучшающих качество соединений, оберегающих от контакта с воздухом в процессе нагрева, дозированная. предусмотрена в область, прошиваемую электродугой. Некоторые марки содержат элементы, легирующие шов.
Принцип работы сварочных флюсов
Композиционные защиты при нагреве электродугой вступают во взаимодействие с расплавленными металлами с образованием характерной шлаковой пленки или газового пузыря – так называют образуемое скопление выделяемых паров. Увеличивают временной интервал кристаллизации, шов получается качественнее, кристаллизуется без внутренних дефектов.
Флюс для сварки – это неметаллические минеральные вещества, увеличивающие концентрацию тепла в месте дуги при дуговой электросварке, при газовой выполняют аналогичную функцию. Выпускаются в гранулированном, пастообразном или порошковом состоянии. Важная характеристика – активность, измеряется в долях единицы. Группируют пассивные, малоактивные, активные и высокоактивные композиции, подбирают их в зависимости от марки ферросплава, условий сварочного процесса, для каждой производственной ситуации индивидуально, учитывается толщина свариваемых частей.
Как достигается функциональность:
- Изоляция создается разложением составляющих:
с выделением газообразных химэлементов, формируется облако-пузырь;
с созданием рыхлой структуры, покрывающим зеркало ванны.
По специальным таблицам определяют вес расходников, физическая форма значения не имеет.
- Стабилизация сварочной дуги объясняется увеличением электропроводности промежутка между электродом и заготовкой. Усиливается плотность прогревающего разряда, скорость термодинамики увеличивается.
- Воздействие легирующих присадок основано на способности Si и Mn при высокой температуре обогащать ферросталь, благодаря этому усиливается сопротивляемость шовного валика, возрастает прочность на разрыв.
- Флюсы влияют на степень пластичности шва, регулируют межфазное натяжение. Формируется равномерная кристаллическая решетка. Различают расходники:
«длинные», сохраняющие вязкость длительное время, защищают детали от остывания;
«короткие, которые быстро остывают, переходят в твердую фазу.
Остатки легко удаляются с заготовки, могут использоваться без ограничений, сохраняют свои свойства, если не подвергались термовоздействию.
Классификация
Сварочные флюсы группируют по нескольким признакам, оценивается фазовая структура, химсостав и другие важные свойства химсоединений. Виды объединяют в группы, предназначенные для какого-то одного состава металла, маркируют соответствующим образом. Главный критерий маркировки – базовая основа.
Технологии с использованием флюсов соответствуют нормам стандарта. Например, ГОСТ 8713-89 регламентирует электросварку:
- железоникелевых деталей;
- заготовок на никелевой основе;
- металлоизделий и металлоконструкций из сталей.
Основные критерии группировки сварочных защитных смесей стоит рассмотреть подробнее.
По физическому состоянию
Получаемый порошок для удобства формируют в форме:
- цементированных или стекловидных зерен (для дуговой сварки чаще используют стеклогранулы, обладающие большой насыпной массой);
- пемзообразные – легкие, пористые, овальной или округлой формы, насыпаются плотным слоем;
- газообразные состоят из фтористых и хлористых солей, моментально распадающихся при нагревании с выделением газа;
- пасты формируются на основе органических или водных растворов, сделаны для удобства пользования, когда нужно наносить равномерный слой на вертикальные, наклонные поверхности.
При выборе химсостава учитывают условия работы, факторы риска, которые минимизируются применением защитных смесей.
По химическому составу
Классификация сварочных порошков схожа с группировкой плавящихся электродов. Неплавящийся сварочный флюс востребован при соединении цветнины.
Порошки градируются по содержанию двуокиси кремния или заменителя – плавикового шпата:
- В низкокремнистых много марганца, связывающего кислород в рабочей зоне. Кремний снижает риск пористости, угнетает процесс окисления.
- В кремнистых концентрация основного компонента колеблется от 35 до 80%.
- Бескислородные – солевые, универсальные.
Источники Mn, Mg – марганцевые руды, каустический магнезит.
Теперь о взаимодействии флюсов со сплавами:
- Пассивные не влияют на диффузный слой и шовный валик.
- Слаболегирующие насыщают марганцем, кремнием, другими упрочняющими молекулами повышающими показатель ударной вязкости.
Солевые флюсы содержат хлор, фтор, кальций, натрий, барий. Оксидные – металлические окислы и галогениды. Технологи предупреждают, что увлекаться универсальными флюсами чревато. Швы не приобретут устойчивость к изгибающим и вибрационным нагрузкам.
По способу изготовления
Флюсы в больших объемах производят несколькими способами:
- Плавленые получают в электропечах. Компоненты расплавляют до аморфного состояния, затем остужают. Полученные листы или комки измельчают, просеивают через фракционные сетки. Мелкодисперсные обычно серого цвета.
- Неплавленные представляют собой механически перемешанные вещества. Минус – фракционное и химическое деление пороков при транспортировке и подаче.
- Керамические скрепляются жидким стеклом или спекаются без расплавления. Сформированные комки дополнительно разбиваются до нужного размера после остывания. Особенность – сохранность легирующих элементов в несвязанном виде.
Нередко при производстве гранул смешивают различные виды сварных флюсов.
По назначению
Для низкоуглеродистых сталей применяют оксидные смеси с содержанием:
- кремниевых компонентов от 5 до 35%;
- марганцовистых от 1 до 30%.
При выборе сварочного флюса учитывают химический состав используемой присадочной проволоки. Чем больше Mg в сухих сварочных защитах, тем меньше должно быть легирующих металлических примесей в проволоке.
Для активных низколегированных сталей нужны флюсы с содержанием галогенов щелочных и щелочноземельных металлов. Должны присутствовать хлориды, фториды элементов I и II групп периодической таблицы Менделеева.
Для высоколегированных сталей пользуются оксидами и солями. Суммарно рекомендованная доля компонентов для сварочного флюса:
- с двуокисью кремния – до 15%;
- марганцем – от 1 до 9%;
- фтором – до 30%.
Флюсы, создающие облако, применяют для:
- тонколистовой стали;
- алюминия;
- другого цветмета;
- литья из пористого чугуна;
- инструментальных ферроплавов с высоким порогом текучести.
Насыпают флюсовые композиции в соответствии со сварочной технологией, регламентированной стандартом для данного вида сварки. Возможные варианты расположения флюса:
- закрывают только свариваемые кромки;
- защищают сварочную ванну полностью, пока идет разогрев;
- присыпают подаваемую присадочную проволоку.
Некоторые группы взаимозаменяемые, другие – узкоспециальные.
Флюсы для газовой сварки
Порошки в рабочую зону подаются дозаторами или расходомерами. Желательно следить, чтобы защищающий слой не раздувался горелкой. Пасты намазывают вручную, закрывают кромочную область, зону термического влияния.
- медных сплавов (меди, латуни, различных бронз) применяют кислые флюсы, содержащие борную кислоту или другие соединяя с бором;
- алюминиевых сплавов – с фторидами щелочных металлов;
- чугуна – смеси с Na, К.
При соединении углеродистых заготовок флюсы не нужны.
Флюсы для автоматической сварки
Чаще для автоматов применяют:
- окисляющие, слабоокислительные, безокислительные флюсы категории АН (разработка Академии наук);
- керамические класса К или KBC.
Грануляты применяют по типу сплавов, расход указывается в технологических картах. Сухие защиты при сварке в нижнем пространственном положении наносят на поверхность металла. Рекомендованная толщина слоя – от 40 до 80 мм, ширина от 50 до 100 мм. Сварка осуществляется в нижнем пространственном положении.
Сварочные флюсы. Защита сварочной зоны

 В процессе газовой и электродуговой сварки высокотемпературная зона обработки чрезвычайно увеличивает свою химическую активность. Следствием являются интенсивное окисление металла, испарение части материала сварочной проволоки, снижение интенсивности металлургических процессов, что препятствует эффективному плавлению. Наконец, с увеличением продолжительности сварки в ванне начинается скапливаться всё больше шлаков. Поэтому такую зону необходимо эффективно изолировать, что и выполняется сварочными флюсами – неметаллическими композициями с определённым набором свойств.
В процессе газовой и электродуговой сварки высокотемпературная зона обработки чрезвычайно увеличивает свою химическую активность. Следствием являются интенсивное окисление металла, испарение части материала сварочной проволоки, снижение интенсивности металлургических процессов, что препятствует эффективному плавлению. Наконец, с увеличением продолжительности сварки в ванне начинается скапливаться всё больше шлаков. Поэтому такую зону необходимо эффективно изолировать, что и выполняется сварочными флюсами – неметаллическими композициями с определённым набором свойств.
Принцип действия
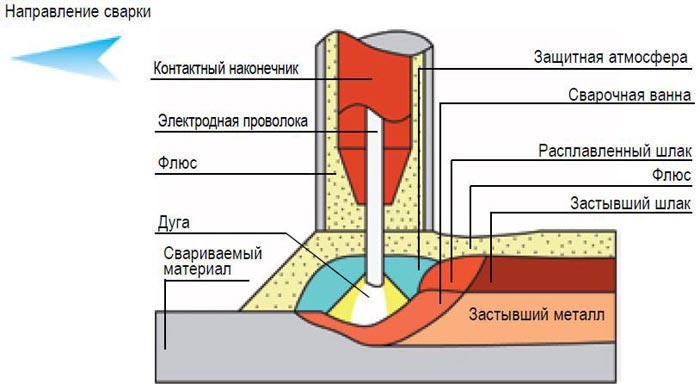
Типовая сварочная зона при установившейся стадии процесса включает в себя следующие области:
- Зону дугового столба с внутренней температурой не менее 4000…5000 °С.
- Зону газового пузыря, которая образуется вследствие интенсивного атомарного испарения компонентов в кислородной среде.
- Шлаковый расплав, который, будучи легче металла, располагается в верхней части газовой полости.
- Слой расплавленного металла в нижней части полости.
- Шлаковую корку, которая образует верхнюю, твёрдую границу сварочной зоны.
Кроме того, свой вклад в поведение свариваемого металла вносит также сварочная проволока. Таким образом, при всех разновидностях сварки в миниатюре моделируется обычный металлургический процесс получения металла, но без защитного покрытия и чёткой протяжённости, которые в первом случае ограничиваются объёмом мартеновской или электропечи. 
Обезопасить свариваемый металл от окисления и шлаковой корки, ухудшающей качество готового шва можно, применив непрерывную подачу в сварочную зону легкоплавких и в то же время – химически инертных компонентов. Ими и являются сварочные флюсы. Они могут применяться также для целей поверхностной наплавки. Применение флюсов снижает уровень пыли, которая всегда образуется при сварке.
При использовании данных материалов должны обеспечиваться следующие условия:
- Сварочный флюс не должен снижать производительность сварки, а, наоборот, стабилизировать её;
- Материал не должен вступать в химические реакции, как с основным металлом, так и с металлом сварочной проволоки;
- На протяжении всего рабочего цикла должна обеспечиваться изолированность зоны сварочного пузыря от окружающей среды;
- После окончания процесса остатки флюса, связываясь со шлаковой коркой, должны легко удаляться из зоны обработки. При этом до 70…80% материала флюса можно, после соответствующей очистки, вновь использовать при сварке.
Эти требования довольно сложны и противоречивы, поэтому оптимальный состав и технология подачи сварочных флюсов определяется под конкретный вид сварки, конфигурацию соединяемых частей металла и производительность процесса.
Классификация сварочных флюсов
Все разновидности сварочных флюсов характеризуются следующими параметрами:
- Своим внешним видом – могут быть порошковидными, зернистыми/кристаллическими, пастоподобными и даже газовыми. Например, для целей электросварки или наплавки оптимальными считаются сварочные флюсы в виде порошка или мелких гранул (при этом материал должен обладать ещё и соответствующими показателями электропроводности). В то же время при газосварке или пайке лучше применять флюсы в виде паст, порошка или газа.
- Химическим составом, к которому предъявляются требования химической инертности при весьма высоких температурах, а также способности к эффективной диффузии некоторых составляющих флюсов в металл сварного шва.
- Способом получения. Различают плавящиеся и неплавящиеся флюсы. Первые эффективнее при наплавке, когда поверхность металла должна быть эффективно дополнена иными химическими элементами (например, для улучшения внешнего вида и повышения антикоррозионных свойств). Неплавящиеся флюсы призваны улучшить механические показатели готового шва, поэтому их используют при сварке высокоуглеродистых сталей и цветных металлов, например, алюминия, которые в обычных условиях плохо свариваются.
- По своему назначению. Например, легированная сварочная проволока с флюсом позволяет улучшить химсостав, и повысить уровень механической прочности исходного металла. Особо ценятся флюсы универсального применения, которые можно использовать не только для сварки стали, но также для сварки цветных металлов и сплавов.

Типовыми составляющими любого сварочного флюса являются кремнезём и марганец. Однако для целей легирования в состав флюсов могут включаться различные ферросплавы и металлы.
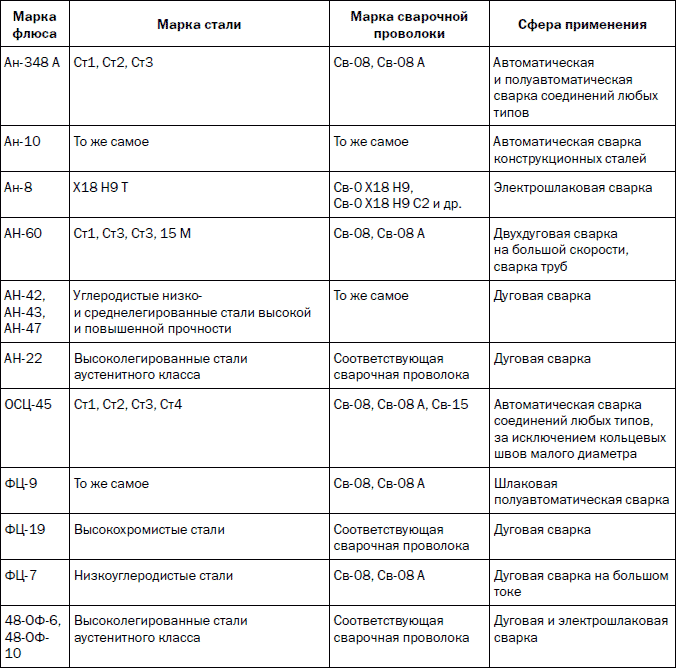
Классификацию рассматриваемых материалов часто производят также и по их марке. Она определяется предприятием-разработчиком. Например, все марки флюсов, которые были разработаны Институтом электросварки имени Патона, в своём обозначении обязательно имеют буквы АН (академия наук). Своё «фирменное» обозначение ФЦ имеют и флюсы, разработанные Центральным НИИ транспортного машиностроения. Несмотря на то что рецептура практически всех флюсов стандартизирована (например, флюсы, предназначенные для автоматической сварки под флюсом сварочными тракторами, выпускаются по требованиям ГОСТ 9087), единой маркировки данных материалов нет.

Технология получения
Она определяется химическим составом сварочного флюса.
Неплавленые флюсы имеют керамическую основу, и получаются механическим измельчением компонентов на шаровых мельницах. В зависимости от размера фракций такие флюсы подразделяются на мелкие с размером зерна 0,25…1,0 мм, и нормальные, с размером зерна до 3…4 мм. Первые применяются при сварке проволокой небольших диаметров, не превышающих 1,0…1,5 мм; в обозначение таких флюсов добавляют букву М. В случае значительного количества компонентов в марке неплавленого флюса, их предварительно связывают между собой склеиванием, а затем уже размалывают до требуемого размера частиц.
В состав неплавленых флюсов входят, кроме кремнезёма, марганцевая руда, ферросплавы, металлические порошки и оксиды некоторых элементов. Критерием отбора считается способность этих компонентов усиливать металлургические процессы, которые протекают в зоне сварки. В результате улучшаются условия для поверхностного легирования и раскисления металла, сварной шов приобретает более мелкозернистую структуру, а количество вредных примесей в шве уменьшается. Легирующие способности неплавленых флюсов позволяет применять более дешёвую сварочную проволоку.
Вместе с тем, неплавленые флюсы имеют и свои недостатки. Например, их упаковка должна быть гораздо более тщательной, поскольку все компоненты таких флюсов гигроскопичны и легко впитывают влагу, ухудшающую качество материала. Неплавленые флюсы более требовательны к соблюдению технологического процесса сварки, поскольку при этом могут существенно измениться условия легирования.

К неплавленым флюсам относят также магнитные. По своей эффективности они подобны керамическим, но содержат дополнительно ещё железный порошок, что увеличивает производительность сварки.
Плавленые флюсы используются преимущественно в технологиях автоматической сварки всех разновидностей. Технология их получения более сложная, и включает в себя следующие этапы:
- Подготовку, и размол всех компонентов, которые должны быть в составе флюса (кроме тех, что используются в неплавленых флюсах, туда включают также плавиковый шпат, глинозём, мел и ряд других);
- Перемешивание механической смеси в специальных вращающихся мельницах;
- Плавку в газопламенных печах с защитной атмосферой или в электродуговых печах;
- Гранулирование, которое выполняется для того, чтобы итоговые фракции имели нужных размер зёрен. Для этого расплав флюса выпускается в воду, где и затвердевает в шарообразные частицы;
- Сушку во вращающихся сушильных барабанах;
- Окончательное просеивание и упаковку.

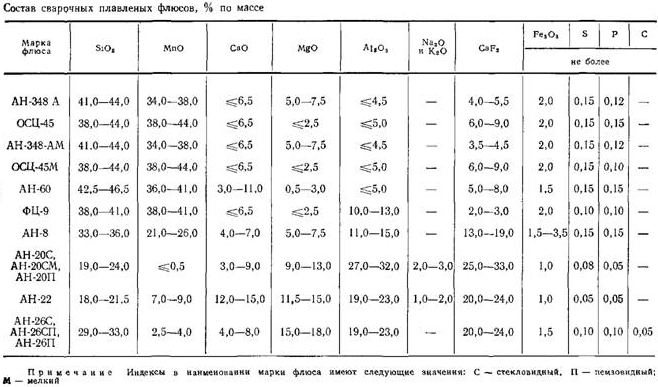
Плавленые сварочные флюсы состоят из оксида марганца и кремнезёма SiO2. Марганец обеспечивает восстановление оксидов железа, которые постоянно образуются в процессе сварки, а также связывает находящуюся в шлаках серу в сульфид, который впоследствии легко удаляется с поверхности сварного шва. Кремний, в свою очередь, повышает сплошность металла в зоне шва, поскольку препятствует росту концентрации окиси углерода при сварке. Хорошие раскисляющие свойства кремния способствуют увеличению однородности химического состава металла при сварке под флюсом.
Плавленые флюсы имеют прозрачную или светло-жёлтую окраску. Их плотность не превышает 1,6…1,8 г/см 3 .

Действие сварочных флюсов при проведении сварки
Для ручной сварки флюс насыпается слоем толщиной до 60 мм на поверхности металла, которые прилегают к будущему стыку. При недостаточной толщине слоя флюса может быть непровар металла, с образованием трещин и раковин. После этого возбуждается разряд (при электросварке) или поджигается горелка – при газопламенной. По мере перемещения сварочного электрода слой флюса подсыпается на новые поверхности. Поскольку размеры столба в дуги больше высоты флюса, то разряд протекает полностью в жидком расплаве компонентов, которые воздействуют на металлический расплав с удельным давлением до 8…9 г/см 2 . В результате проведения сварки под флюсом исключается разбрызгивание металла, сокращается расход сварочной проволоки и повышается производительность процесса. Это происходит потому, что наличие флюса позволяет использовать более высокие значения рабочего тока без опасности получения прерывистого сварочного шва. Для сравнения – токи 450…500 А при открытой сварке применять невозможно, т. к. дуга выплёскивает металл из сварочной ванны.
В условиях автоматической или полуавтоматической сварки сварочные флюсы используются так. Флюс подаётся из бункера по специальной трубке. Чуть позже включается подача электродной проволоки с катушки, которая расположена после ёмкости с флюсом. По мере выполнения сварки часть флюса, которая не была использована и связана шлаками, пневматически отсасывается в специальную ёмкость. Расплавленная и охлаждённая шлаковая корка впоследствии механически удаляется с поверхности сварного шва.
Положительными факторами применения сварочных флюсов являются:
- Отсутствие потребности в предварительной разделке кромок будущего шва, поскольку при больших токах (для электросварки), либо повышенной концентрации кислорода (при газовой сварке) расплавление металла протекает значительно интенсивнее.
- Отсутствие угара металла, как в зоне шва, так и на поверхностях, которые прилегают к нему. Всё это сопровождается повышением качества готового сварного шва.
- Более устойчивое горение дуги.
- Увеличение КПД источника питания, поскольку снижаются потери энергии, затрачиваемой на нагрев металла, его разбрызгивание и повышенного расхода сварочной проволоки с флюсом.
- Более комфортные условия труда сварщика, поскольку значительная часть пламени дуги экранируется слоем флюса.
Ограничением для применения сварочных флюсов считается невозможность быстрого осмотра места выполненной сварки. Это повышает требования к качеству подготовительных работ, особенно, если сваркой соединяют детали сложной конфигурации. Кроме того, сами флюсы достаточно дороги, а их расход сопоставим с затратами на сварочную проволоку.
Что такое флюс для сварки

Принцип работы флюсов для сварки
Флюс для сварки выполняет функцию, аналогичную той, которую выполняет обмазка на электродах для ручной дуговой сварки. При поднятии высоких температур сварочной зоны флюс плавится, частично перекрывая доступ кислорода в зону сварки, и растворяя оксиды, которые образуются на кромках свариваемых деталей. Таким образом, улучшаются условия горения сварочной дуги.
Каждому виду соединяемых металлов подбирают свой, предназначенный специально для них флюс. Поэтому существует множество их видов и составов. Наиболее часто используемые элементы в их составе, это фториды, оксиды и другие соединения.
Классификация флюсов для сварки
Для удобства подбора флюсов при различных технологиях сварки их классифицируют. Существуют различные системы классификации, но, в основном, общепринятыми считаются классификации по составу химических элементов, способу, которым они были изготовлены, их назначением и физическим свойствам.
По составу химических элементов, делят на:
- Марганце-силикатные;
- Кальций-силикатные;
- Алюминатно-основные;
- Флюоритно-основные;
- Алюминатно-рутиловые;
- Другие типы.
Отличаются флюсы и по активности взаимодействия с основным и присадочным металлами. Пассивные флюсы только создают газовое облако, но никак не воздействуют на химический состав стали. Слаболегирующие флюсы — это категория флюсов, производимая путем плавления, которые легируют свариваемые материалы небольшим количеством кремния, марганца, и другими элементами. Это придает шву большую прочность и ударную вязкость. Легирующие гранулированные составы обогащают металл в значительной степени, улучшая его физические и химические свойства.
По физическому состоянию
По физическому состоянию флюсы классифицируются следующим образом:
- порошкообразные;
- стекловидные;
- кристаллические.
Порошкообразные сварочный флюс представляет собой гранулы белого или светло-коричневого цвета. Встречаются гранулы круглой или овальной формы. При использовании такого флюса необходимо учитывать их малую плотность и насыпать более толстым слоем. Объемная масса таких флюсов находится в пределах от 0,6 до 1 кг/дм 3.
Стекловидными назвали флюсы за прозрачность, что напоминает стеклянные шарики. Они бывают совершенно бесцветными или окрашенными в цвета от синего до черного. Имеют высокую плотность и качественно укрывают место сварки. Их объёмная масса 1,4 – 1,8 кг, дм 3 .
Несколько иначе выглядят кристаллические виды. Их окраска во многом повторяет цвета пемзовидного флюса, но зерна имеют кристаллическое строение.
По способу изготовления
По типу производства различают несколько видов флюсов:
- Плавленные. Такие флюса изготавливают из минеральных руд путем плавления в пламенных или электропечах с последующим гранулированием, фракционированием и прокаливанием.
- Механические смеси. Это соединение нескольких видов флюса в один состав путем физического перемешивания гранул между собой. Технология применяется для конкретных видом металлов. Постоянного состава не существует, а изготовление производится на заказ. Имеет существенный недостаток в виде разности веса и размера частиц, что приводит к их разделению при транспортировке и подаче из бункера.
- Керамические. Первые получают путем смешивания сухих компонентов. Далее подготовленную смесь минералов и ферросплавов замешивают на жидком стекле, сушат, прокаливают и фракционируют. Преимущества такого вида флюса: низкий расход, возможность повторного использования (в системах рециркуляции), высокое качество получаемого шва.
По назначению
Флюсы классифицируются в зависимости от того, какие металлы свариваются с их помощью:
- низкоуглеродистые стали;
- низколегированные стали;
- высоколегированные стали;
- цветные металлы и сплавы.
Также, они классифицируются по виду сварки: электродуговой, газовой, электрошлаковой, неплавящимися электродами. Существует большая группа флюсов, которые можно применять для нескольких видов металлов.
Флюсы для дуговой сварки
Технология сварки под флюсом предполагает применение материалов, которые должны обладать следующими качествами:
- иметь температуру плавления ниже, чем у свариваемых металлов;
- хорошо растекаться и не выделять ядовитых веществ;
- образовывать легкоотделимые шлаки;
- быть легкодоступными и не дорогими.
Работы с применением электродуговой сварки ведутся при использовании флюсов в виде гранул размером 0,2 – 0,4 мм. По мере расплавления гранулы создают защиту сварочной ванны в виде газов и шлаков. Это способствует лучшему переносу металла электрода и высокую стабильность дуги. При этом количество оксидов резко уменьшается, а те, которые образовываются, выводятся в шлаковую зону.
За длительное время применения электродуговой сварки разработано множество материалов для предотвращения попадания кислорода в зону образования шва. Такое разнообразие позволяет обеспечить качественное соединение огромного количества вариантов металлических деталей. В настоящее время этот способ соединения металлов практически полностью вытеснил все остальные виды и продолжает развиваться в сторону упрощения и удешевления процессов.
Какой флюс используется для сварки, основные виды флюсовых смесей
Выполнение работ, связанных с использованием газовой или электродуговой сварки, всегда сопряжено с увеличением химической активности высокотемпературной зоны, в которой формируется сварной шов. Вследствие химических реакций происходит окисление металла с образованием характерной пленки, испарение присадки, а также общее снижение скорости и качества металлургического процесса. Все это негативно сказывается на качестве и эффективности работы в целом. Увеличение времени формирования шва приводит к скоплению шлаков в сварочной ванне. Решение проблемы заключается в изолировании зоны от атмосферного воздуха.

Для создания защитных условий используют специальные средства, защищающие околошовную зону от кислорода и препятствующие вытеснению углерода из расплавленного металла. Такие средства называются флюсами. Они дополнительно могут укреплять материал легирующими элементами. Выглядит сварочный флюс, как мелкие гранулы, подающиеся в зону плавления. Подача флюса должна осуществляться именно в тот момент, когда через участок проходит зажженная электрическая дуга. Различные гранулы отличаются по цвету. Можно встретить крупнозернистый порошок желтого, черного, белого или прозрачного цвета.
Как работает
Вне зависимости от материалов при ведении дуговой сварки можно выделить основные элементы рабочей зоны, в которой формируется шов. В верхнем слое аккумулируется шлак, так как он легче расплавленного металла. Сам металл находится в нижнем слое в жидком состоянии. Температура внутри электрической дуги достигает 5000°C градусов. Наконец, в результате испарения материалов образуется газовый пузырь.
При ведении сварки в полуавтоматическом режиме картина несколько изменяется за счет наличия проволоки, однако основные элементы остаются неизменными. Негатив в весь процесс вносит шлаковая корка и процесс окисления. В результате образуются трещины, поры и примеси в металле, что ухудшает показатели прочности соединения. Чтобы исключить химическую активность материала, необходимо использовать вещества, дающие защиту в виде слоя инертного газа. Для облегчения работы флюс изготавливают из элементов, имеющих относительно невысокие температуры плавления.

Флюсы, помимо защиты от воздуха, обеспечивают изоляцию сварной ванны от пыли и инородных частиц, служат расходным материалом при проведении наплавки. К веществам предъявляются некоторые требования. Прежде всего, флюс не должен осложнять сварочный процесс. Его изоляционные свойства не могут проявляться частично. Если обеспечивается защита от атмосферного кислорода, то она должна быть надежной. Остатки флюса должны с легкостью удаляться с застывшего металла.
Выполнять все требования достаточно сложно, поэтому и существует много разных марок флюсов, в которых наиболее выражены те или иные свойства.
Принцип работы сварочного флюса достаточно прост. Порошок насыпается на поверхности деталей. Под действием температуры электрической дуги он плавится, в результате чего образуется газ. Этот газ и защищает поверхность ванны от проникновения кислорода.

Функции флюсовых смесей
Гранулированная флюсовая смесь может быть использована в ручной дуговой сварке. В режиме MMA сварка ведется плавящимися покрытыми электродами. Флюс выступает в качестве дополнительного расходного материала. При ведении работ в режиме MIG/MAG флюс подается в зону контакта проволоки и металла, а также может содержаться в проволоке в виде порошка. Защита применяется и при газовой сварке, когда происходит соединение цветных металлов или легированных сталей в пропан-кислородном пламени.
- Стабилизация дуги. Подобрав правильную для конкретной задачи флюсовую смесь, можно в значительной степени упростить процедуру сварки. Порошок благоприятно воздействует на электрическую дугу, повышая ее стабильность. Дуга образуется между электродом и свариваемой поверхностью. Примерный зазор между электродами составляет около 5 мм. Скачки тока и сложности при удержании электрода приводят к нарушению стабильного горения дуги, в результате чего внутри шва образуются дефекты. Наличие флюса делает дугу менее чувствительной к указанным внешним факторам. Это не только облегчает работу новичкам, но и позволяет вести сварку переменным током, а также увеличивает возможности ведения работ в других режимах.
- Защитная функция. От проникновения атмосферного кислорода в зону формирования шва должно защищать газовое облако, образующееся при плавлении флюса. Оно представляет собой непроницаемую оболочку, иначе очень быстро будет образовываться оксидная пленка, ведь металлы начинают активно взаимодействовать с кислородом. От сварщика требуется правильно рассчитать дозировку и состав порошка, чтобы последний успешно справился с поставленной задачей. Здесь важно руководствоваться двумя принципами. Первый заключается в том, что более мелкая структура позволяет создать более надежную защиту, но, в то же время, чрезмерно высокая плотность порошка негативно влияет на качество шва. Чтобы рассчитать массу порошка, необходимо воспользоваться специальными таблицами. Они приведены в различных справочниках и отражают количественный состав порошка, в зависимости от видов проводимых работ.
- Легирование. Процесс формирования сварного шва начинается после плавления основного металла и присадки. Происходит физическое взаимодействие веществ, в результате которых после кристаллизации образуется шов и околошовная зона. Химический состав этой зоны зависит от материала присадки. При высокой температуре некоторые химические элементы выгорают или осаждаются в шлаке. Без этих элементов металл уже не может обладать теми свойствами, которые учитывались при планировании работ. Восстановить эти свойства возможно внесением веществ извне. В флюсовые порошки добавляют легирующие элементы. В процессе сварки происходит обогащение металла. Легирующие добавки препятствуют оседанию в шлаковых массах марганца и кремния. В тех случаях, когда легирование носит целенаправленный характер, параллельно используется специальная присадочная проволока.
- Формирование поверхности. При кристаллизации металла начинает формироваться кристаллическая решетка. Ее структура влияет на прочность материала, а также на внешний вид. Любые воздействия на кристалл могут негативно отразиться на форме сварного шва. Вот почему после проведения сварочных работ зачастую не приходится говорить об эстетике. Применяя флюсы, можно существенным образом повысить качество поверхности. Некоторые элементы флюса обладают формирующими способностями. В качестве примера можно привести использование «длинных» порошков. Они применяются при соединении деталей большой толщины с помощью электродуговой сварки на большом токе. Порошок обладает высокой вязкостью, вследствие чего процесс застывания несколько затягивается, позволяя равномерно проплавить кромки. Образуется кристаллическая решетка с характерной структурой, которая внешне выглядит аккуратно и эстетично. Если вязкость не нужна, то применяются «короткие» порошки. Они застывают практически моментально.

Разнообразные флюсовые порошки подлежат распределению по группам. Все, что касается сварочных работ с использованием флюсовых порошков, регламентировано ГОСТ 8713-89. Этот документ является своеобразной «настольной книгой» для профессионального сварщика. Чтобы усвоить общий принцип классификации флюсов, необходимо знать, по каким критериям идет разделение.
Классификация по типу гранул
Внешний вид гранул дает возможность выделить несколько типов флюсов, в зависимости от размеров зерен и их внешнего вида. Структура и консистенция флюсового порошка подразумевает следующие типы:
- зернистые;
- газообразные;
- порошки;
- пасты.

Гранулы и порошки чаще всего используются в наплавке или при ведении дуговой сварки. Для газовой сварке больше подходят пасты или газовые флюсы. В зависимости от внешнего вида гранул флюсы делятся на стекловидные, пемзовидные и цементированные.
По составу
Химический состав флюса важен при определении его инертности в условиях высоких температур. Помимо этого не стоит забывать о функции легирования, когда происходит диффузия отдельных элементов в основной металл. При всей богатой альтернативе различных флюсовых составов можно выделить два обязательных составляющих элемента, это марганец и кремнезем. Остальные элементы являются добавками и легирующими элементами. От доли и разнообразия добавок зависит принадлежность флюса к одной из трех групп.
Группа оксидных флюсов применяется при сварке низколегированных фтористых сплавов. В составе порошка присутствуют оксиды металлов, а также соединения фтора. В бескремнистых флюсах доля кремния не превышает 5%. Существуют еще низкокремнистые порошки, содержащие 6-35% кремнезема, и высококремнистые. Определена градация и по содержанию марганца. Безмарганцевыми флюсами считаются порошки, содержащие менее 1% марганца. Высокомарганцевые флюсы содержат от 10% до 30% марганца.

В составе смешанных флюсов не так много оксидов. Их место занимают соли. Обычно доля кремнезема и марганца не так высока, но зато такие порошки содержат соединения фтора, что способствует работе с легированными сталями.
В солевых флюсах оксиды отсутствуют полностью. Зато содержание солей хлора, фтора, кальция, натрия и бария доведено до максимума. Подобные флюсы применяются в работе с химически активными металлами. Считается, что солевые флюсы являются универсальными, так как их можно использовать при сварке цветных металлов, высокоуглеродистых и легированных сталей.

Важным показателем в классификации считается химическая активность флюса (Аф). Этот показатель напрямую зависит от окислительных способностей составных элементов. Активными флюсами являются вещества с Аф, превышающими значение 0,6. Если Аф ниже 0,1, то такой флюс считается пассивным.
По способу действия и назначению
По данному критерию флюсы различаются так же, как и электроды. Они делятся на плавящиеся и неплавящиеся порошки. Плавящиеся флюсы используют в тех случаях, когда необходима диффузия дополнительных элементов. Примером может служить формирование поверхности шва или повышение антикоррозийных качеств. Неплавящимися флюсами пользуются при сварке цветных металлов. Известно о капризности и трудоемкости данного процесса. Флюс здесь предназначен для формирования тех или иных механических свойств шва.

Данный вид классификации (по назначению) выглядит наиболее естественно, так как использование флюсовых порошков продиктовано определенными целями. Некоторые вещества специально предназначены для легирования. Существуют и универсальные флюсы, сочетающие в себе все функции. Тем не менее, актуально разделение порошков для конкретных металлов. Хорошо известен, к примеру, алюминиевый флюс, изготовленный на основе натрия, калия и лития.
Сварочные флюсы
Чтобы качественно выполнить соединение электродуговой сваркой, необходима сила тока достаточной величины, присадочный материал для заполнения шва, и газовая среда для защиты расплавленного металла от воздействия кислорода из окружающего воздуха. Для реализации последнего условия используют сварочный флюс. Что это такое? Каков функционал этого вещества, и как он классифицируется? Где применяются флюсы для сварки?

Определение и предназначение
Сварочный флюс — это гранулированное средство, подаваемое в зону сварки, непосредственно перед проходом через данный участок плавящегося электрода и зажженной электрической дуги. Вещество похоже на крупнозернистый порошок, бывающий прозрачного, белого, желтого, зеленого или коричневого цвета.
Это средство используется для защиты сварочной ванны от взаимодействия с атмосферой, и препятствия вытеснению углерода из состава основного металла. Некоторые марки флюсов дополнительно обогащают шов укрепляющими связками в виде легирующих элементов.
Используется гранулированное вещество в:
- электродуговой сварке плавящимся электродом, где последним выступает проволока, подающейся с катушки в горелку;
- электрическом методе сваривания покрытыми электродами как дополнительное средство;
- полуавтоматической сварке в среде инертного газа, где порошок находится во внутренней части трубчатой проволоки;
- газовой сварке пропан-кислородным пламенем на легированных сталях и цветных металлах;
- электрической сварке угольными электродами.
Функционал гранулированного средства
Сварочные флюсы играют большую роль в обеспечении процесса соединения металлов. Их функции, в зависимости от состава вещества и свариваемого материала, могут заключаться в поддержании четырех действий.
Изоляция
Главной целью флюсов является создание непроницаемого газового облака, позволяющего основному и присадочному металлам беспрепятственно сплавляться в сварочной ванне. Чтобы порошок выполнял эту функцию необходима правильная дозировка вещества на линии соединения. Хорошими изоляционными газовыми свойствами обладают мелкие гранулы плотной структуры. Но возрастающая плотность укладки фракций на поверхности соединения отрицательно сказывается на формировании поверхности шва.
На изолирующую способность оказывает влияние не только размер посыпаемых частиц, но и их насыпная масса. Применяя специальные таблицы с данными можно устанавливать точную подачу стекловидного средства в сварочную зону.
Стабилизация
Кроме защитных свойств порошка, позволяющих вести сварочные работы без внешних газовых включений, флюсы создают благоприятную среду для горения электрической дуги, которая проявляется в разряде электрического тока между концом электрода и изделием. Расстояние между сторонами полюсов составляет около 5 мм. Для стабилизации горения дуги в состав гранул добавляют специальные вещества, позволяющие более устойчиво проходить электрическому разряду. Это дает возможность работать не только на постоянном, но и на переменном токе, и применять разнообразные режимы сварки.
Легирование
Благодаря воздействию высоких температур и взаимодействию основного и присадочного металлов, создается сварочный шов. Его химический состав зависит от используемых материалов. Из-за электрической дуги некоторые полезные элементы могут выгорать или передаваться с металла шва в шлаковые массы. Чтобы этого не произошло, в некоторые флюсы добавляют легирующие вещества, обогащающие шовный металл, и препятствующие насыщению шлака кремнием и марганцем. Для большего легирования используют соответствующую присадочную проволоку.
Формирование поверхности
Когда кристаллическая решетка в расплавленном металле только начинает образовываться, все, что соприкасается с ней, оказывает влияние на вид будущего шва. Флюсы, благодаря различной степени вязкости и межфазного натяжения, имеют сильные формирующие способности, благоприятно сказывающиеся на сварочном соединении.
Например, при работе на большой силе тока и толстых материалах, более практичны флюсы с долгим вязким состоянием. Такие порошки называют «длинными». Это позволяет глубоко прогретому сплаву постепенно кристаллизоваться и остыть, образуя гладкочешуйчатую структуру. Для сварки на малых токах, сильная жидкотекучесть будет мешать видеть сварочную ванну и качественно выполнять процесс, поэтому здесь применяются «короткие» флюсы, у которых вязкость быстро переходит в твердое состояние при снижении температуры.
Классификация
Классификация сварочных флюсов имеет четыре критерия, которые разделяют присадочное средство. Заключаются они в следующих пунктах:
- назначение флюса;
- способ его изготовления;
- структура и физические параметры;
- химический состав.
Назначение
В зависимости от состава и свойств гранулированного средства, оно может быть применено для обеспечения сварочных процессов в работе с углеродистыми, легированными и цветными металлами. Его используют для электродуговой, газовой и электрошлаковой сварки, а также работах с неплавящимися электродами. Некоторые классы флюсов взаимозаменяемы. Так, флюс для сварки алюминия, может быть использован и для создания соединений на легированных сталях. В его состав входят натрий, калий и литий, которые будут положительно сказываться и на других металлах. «Алюминиевый» флюс хорошо подойдет для сварки угольными электродами. Другие гранулированные смеси узко специализированны и не пригодны для широкого применения.
Способ изготовления
В промышленности имеются три способа производства флюса:
- Плавленные. Для этого применяют электрические или угольные печи. Компоненты шихты разогревают до жидкого состояния и, сплавляясь, образуют полезную смесь. Брикеты и комки материала разбиваются до мелких частей. В готовом виде такие порошки имеют мелкодисперсную структуру серого цвета.
- Механические смеси. Это соединение нескольких видов флюса в один состав путем физического перемешивания гранул между собой. Технология применяется для конкретных видом металлов. Постоянного состава не существует, а изготовление производится на заказ. Имеет существенный недостаток в виде разности веса и размера частиц, что приводит к их разделению при транспортировке и подаче из бункера.
- Керамические. Соединение образовывается за счет скрепления порошкообразных веществ клеем, в роли которого выступает жидкое стекло. Альтернативным методом является спекание без сплавления. Компоненты шихты разогреваются до слипания в комки. После остывания они проходят процедуру измельчения. Благодаря недопущению сплавления сохраняются легирующие вещества.
Структура и параметры
Внешний вид и физическое строение порошкообразных средств для сварки может отличаться. Наиболее распространенными являются стекловидные зерна. Они имеют прозрачный цвет и круглую структуру. Отличаются более высокой насыпной массой, поэтому плотно укрывают соединение, защищая его от внешней среды.
Вторая категория флюсов создается в виде пемзообразного вещества. Это пенистые гранулы овальной или круглой формы. Цвет может варьировать от белого до коричневого. Порошок, из-за легкого веса, требует более высокого слоя присыпания соединения.
Химический состав
Из компонентов, входящих в состав порошкообразного вещества для присыпки сварного соединения, выделяются низкокремнистые смеси, где оксида последнего содержится меньше 35%. При этом участие марганца граничит на уровне 1%. Вторая группа — это флюсы с высоким содержанием оксида кремния, которое начинается от 35%. Третья категория называется бескислородной.
Отличаются флюсы и по степени взаимодействия с основным и присадочным металлами. Пассивные смеси только создают газовое облако, но никак не воздействуют на химический состав стали. Слаболегирующие порошки — это категория флюсов, производимая путем плавления, которые снабжают свариваемые материалы небольшим количеством кремния, марганца, и других полезных включений. Это придает шву большую прочность и ударную вязкость. Легирующие гранулированные составы обогащают металл в значительной степени, улучшая его физические и химические свойства. Швы после такой сварки лучше сопротивляются коррозии.
Обозначения
Флюс, используемый в ручной дуговой сварке, должен не мешать формированию шва, обеспечивать стабильное горение электрической дуги, и предотвращать образование дефектов в виде трещин и пор в застывающей структуре соединения. Во время плавления нижнего слоя порошка требуется минимальное выделение вредных веществ, угрожающих дыхательной системе сварщика. После окончания горения дуги, корка над швом должна легко отделяться, а гранулированное средство иметь низкую стоимость ввиду больших объемов выполняемых сварочных работ.
Все это нашло отображение в таблице обозначений типов флюса, чтобы пользователи могли легко ориентироваться и приобретать необходимое вещество для конкретного вида работ.
Нормативы по применению
В зависимости от выполняемых сварочных работ определяется количество и иные факторы задействования флюса. Это происходит по следующей таблице:
| Сила тока, А | Высота слоя присыпки, мм | Грануляция частиц, мм |
| 200-400 | 25-35 | 0,25-1,2 |
| 600-800 | 35-40 | 0,4-1,6 |
| 1000-1200 | 45-60 | 0,8-2,5 |
В зону сварки флюс подается предварительной ручной присыпкой, либо автоматически из специального бункера. Недостатком метода считается возможность вести сварочные работы только в нижнем положении. Но для сварки труб решение нашлось в прокручивании изделия, а не головки горелки. При использовании трубчатой порошковой проволоки сварку можно проводить в любом пространственном положении.
Применение этого относительно недорогого гранулированного вещества значительно улучшает качество сварки, защищая процесс горения дуги, и содействуя образованию прочного соединения.
