Что такое сварка ММА и ТИГ?
Виды сварки: MIG MAG TIG MMA
Сварка позволяет получить неразъемные соединения, отличающиеся исключительной прочностью. Данный показатель у шва должен быть не ниже основного материала, что достигается строгими требованиями к технологии и добавлением легирующих веществ. Кроме того, этот процесс характеризуется скоростью соединения, сложностью допустимой формы, возможностью контроля и варьирования базовых параметров. Наиболее динамично развивается в промышленном исполнении MIG/MAG сварка, но совершенствуются и прочие виды. Выбор конкретного подхода определяется рядом параметров:
- Материал соединяемых деталей.
- Производственные условия. MIG, MMA и TIG требуют различной организации и подготовки производства. Набор необходимого оборудования может варьироваться от простейшего источника тока до комплекта, включающего в себя механизм подачи с точной регулировкой и баллон со сжатым газом.
- Требования к качеству. MIG, MAG, MMA и TIG сварку не всегда стоит рассматривать, как взаимозаменяемые – у них отличающиеся возможности, в том числе, и в формообразовании сварного шва.
- Квалификация персонала. Наиболее доступны в этом MAG и MMA. Впрочем, РДС заметно труднее при повышенных требованиях и небольших размерах: катет, ширина, высота и пр.
- Ожидаемая производительность. Полуавтоматический и автоматический процесс оказывается гораздо быстрее, чем ручной. В зависимости от этого рассматриваются подходящие виды, и выбирается оптимальный из них.
 Схема mma технологии
Схема mma технологии
В нашей стране распространено определение ручная дуговая сварка (и сокращение РДС). Она дешевле и проще в организации производства и менее требовательна к оборудованию.
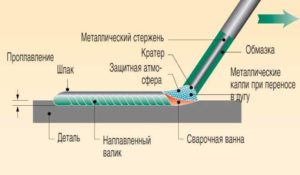
Соединение двух элементов при ММА происходит с помощью электрода – металлического стрежня, покрытого обмазкой, содержащей вещества способствующие поддержанию дуги, защите сварочной зоны, формированию шва с заданными свойствами. При подаче напряжения образуется стабильное замыкание между стержнем и заготовкой, приводящее к их взаимному расплавлению.
Сложность может доставить требование к квалификации сварщика. Чтобы получить аккуратный и надежный стык необходимо умение и долгий опыт.
Особое внимание в ММА уделяется состоянию электродов, которые не должны быть мокрыми или крошащимися. Не стоит пренебрегать предварительной сушкой и проверкой.
MIG/MAG
 Схема mig/mag технологии
Схема mig/mag технологии
Вопрос о том, что такое MIG/MAG сварка не должен вводить в заблуждение, несмотря на непривычное обозначение.
Английское сокращение MIG/MAG (МИГ/МАГ) скрывает под собой хорошо знакомую полуавтоматическую сварку электродной проволокой в среде защитного газа.
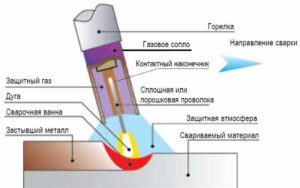
Вместо стержня в качестве электрода выступает тонкая проволока, которая полуавтоматом подается в зону образования сварочного шва. Это компенсирует процесс расплавления и упрощает задачу исполнителя.
Проволока небольшого диаметра (от 0,8 до 3,0 мм) позволяет получить компактные размеры соединения в несколько миллиметров.
Принципиально MIG от MAG отличается типом защитного газа, который необходим для изоляции от окружающей среды с её высоким содержанием кислорода в воздухе. Окислительные процессы негативно сказываются на структуре путем образования межкристаллитной ржавчины. МИГ сварка предполагает использование инертного газа, которые сам не вступает ни в какие химические реакции, но благодаря сравнительно большому весу стремиться вниз, вытесняя воздух. Образуется локальный микроклимат, который показывает хорошие результаты.
MAG сварка же предполагает взаимодействие между естественной и создаваемой средой, сопровождающееся связыванием кислорода.
 Схема tig технологии
Схема tig технологии
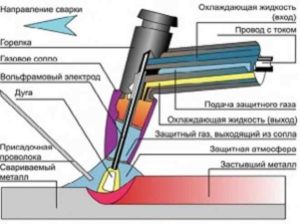
Расшифровка данной аббревиатуры приводит к сварке неплавящимся электродом в среде инертных газов. В качестве основного сварочного материала используются тонкие заточенные стержни вольфрама, обладающие достаточной стойкостью, чтобы не расплавляться при рабочих температурах. Проволока используется в качестве присадки, но её наличие не является непременным условием.
Защитная среда на основе аргона не только задает правильные литейные процессы, но и формирует зону расплавления, которая получается локальной и глубокой.
ТИГ требовательна к уровню сварщика и к оборудованию. Из-за минимального нагрева её обычно используют для работы с алюминием или тонколистовой нержавейкой. Это же касается и сварки MIG.
Из видов дуговой сварки помимо MIG MMA TIG ещё стоит упомянуть, протекающую под слоем флюса. То, что такое flux, предполагает немало вариантов. Объединяет все возможные материалы такие качества, как сыпучесть, возможность влиять на формирования шва на всех этапах переплавления (в том числе, и при неблагоприятных внешних условиях), способность к образованию монолитной корки после остывания. Использование флюса показывает очень хорошие результаты, но усложняет сам процесс и подразумевает дополнительные расходы. MIG, TIG и MAG оказываются экономичнее и проще в исполнении.
Виды сварки MMA, MIG-MAG, TIG в преимуществах и недостатках
Ручная электродуговая сварка (MMA) – легкий старт для новичка
Первое, что отличает данный способ – доступность и простота. Именно он является базой для многих сварщиков-новичков. Для проведения ручной дуговой сварки необходим сам аппарат, горелка и штучные электроды. Под действием теплоты электрической дуги электрод плавится, оставляя на месте соприкосновения с деталью неразъемное соединение – скрепляющий шов.
Сварочные аппараты (инверторы) доступны по цене
Легкая и компактная конструкция оборудования
Возможность сварки в любых положениях
Дополнительные функции для облегчения процесса сварки
Дешевые расходные материалы
Ограничение по виду и толщине свариваемых металлов
Низкая производительность относительно других видов сварки (MIG-MAG, TIG)
Дополнительные усилия и временные траты на удаление шлака и окалины
Когда пригодится сварочный аппарат для электродуговой сварки? Если оборудование необходимо периодически и производительность не играет особой роли, то инвертор прекрасно подойдет для решения ремонтных и строительных задач. Такой агрегат часто используется в быту и занимает почетное место среди инструментария у многих домашних мастеров.

Полуавтоматическая сварка в среде защитных газов (MIG-MAG) – производительность и перспектива
Аппараты MIG-MAG – шаг в сторону профессиональных сварочных агрегатов. Конечно же, полуавтоматы можно встретить и в быту, но чаще ими пользуются в промышленных предприятиях для производства и мастерских по ремонту автомобилей или слесарным работам.

Основные особенности вида сварки: использование тонкой проволоки вместо электрода и защитного газа для изоляции от окружающей среды. Во время варочного процесса проволока подается автоматически, а сам механизм работы позволяет добиться качественного и эстетичного сварного шва.

В зависимости от газа полуавтоматическая сварка может быть:
MIG (Metal Inert Gas) – с использованием инертного газа. MIG аппараты отлично подойдут для сварки алюминия, меди, титановых изделий, никеля и различных сплавов.
MAG (Metal Active Gas) — с использованием азота, углекислого газа и других газов, связывающих кислород. Вид сварки используют для заготовок из низколегированных, нелегированных и коррозионно-устойчивых сталей.
В ряде случаев можно не использовать газ вовсе. Для этого понадобится флюсовая проволока, которая изначально имеет достаточную защитную оболочку.
Экономия времени на замене электрода
Расширенный диапазон рабочих таков
Отсутствие необходимости в постобработке шва
Качественный и прочный шов
Удобство эксплуатации за счет широкого набора функций
Возможны затруднения в сварке в труднодоступных местах
Дорогостоящий стартовый комплект (помимо аппарата необходимы: горелка, катушка с проволокой, газовые баллоны, редукторы и шланги)
Резюмируя скажем: данный вид сварки предполагает частое использование и уже является настоящим вложением, которое требует отдачи. Хотя для бытового использования в линейках производителей есть доступные аппараты. Например, в серии полуавтоматов FUBAG к таким относится IRMIG 160 и его старшие аналоги.

Аргонодуговая сварка (TIG) – исключительное качество сварного шва
Данный вид сварки не принесет результата, если у сварщика нет должного опыта и подготовки. Начинать с него не стоит, все же инвертор или полуавтомат станут более взвешенным решением.

В отличие от предыдущих способов, здесь вместо проволоки или расходного электрода, используется тугоплавкий электрод из вольфрама с высокой температурой плавления. Процесс проходит в среде защитного газа – аргона. Сам по себе электрод для аргонодуговой сварки не поддается плавлению. Поэтому для шва может использоваться присадочный материал из того, же металла, что и заготовка. В некоторых случаях шов формируется в результате расплавления кромок.
Возможность работать с любыми металлами малых толщин
Высокое качество сварного шва
Широкий диапазон сварочного тока
Тонкая настройка параметров аппаратов
Дополнительные функции для облегчения процесса
Малая скорость сварочного процесса (относительно других видов сварки)
Ручная подача сварочного прутка
Тщательная подготовка заготовки
Дорогостоящий комплект оборудования
Необходимость использования аппарата в закрытом помещении
Тем не менее, данный способ сварки не имеет конкурентов в работе с тонкостенным материалом. Поэтому он всегда остается востребованным для специфических задач.
Что нужно знать о TIG аппаратах ? В зависимости от конструкции устройства могут варить на постоянном и (или) переменном токе. Выбирать сварочник на постоянном токе стоит для стали, нержавейки, титана и меди. Агрегаты на переменном токе подойдут для работы с алюминием и его сплавами.
Некоторые сварочные аппараты обладают функцией импульсной сварки. Она важна при работе с алюминием и материалами, содержащими данный вид металла. При помощи функции можно контролировать тепловложение.
Какие из основных видов сварки предпочтительнее?
Итак, обобщим все вышесказанное. Воспользуйтесь таблицей ниже, чтобы подобрать идеальный вариант сварочного аппарата под ваши запросы.
ВИДЫ МЕТАЛЛОВ
ТОЛЩИНА МЕТАЛЛА, мм
ПРЕИМУЩЕСТВА
ОГРАНИЧЕНИЯ
стали (углеродистая, низколегированная, высоколегированная)
Простота и доступность процесса сварки
Минимальный набор расходных материалов
Сварка в любых положениях
Ограничения по видам и толщинам свариваемых металлов.
Необходимость удаления шлака с деталей.
Все виды сталей, медь, алюминий и его сплавы, чугун
Необходимость в дополнительных расходных материалах и доп. оборудовании
Все виды сталей, медь и ее сплавы, чугун, титан
Алюминий и его сплавы
От 0,5 мм и выше
Возможность сварки любых металлов
Эстетический и качественный шов
Необходимость в дополнительных расходных материалах и доп. оборудовании
Вы можете закрепить материал и узнать больше из нашего видео, в котором приведена классификация видов сварки:
Расшифровка методов сварки – MMA, TIG, MIG, MAG
Неспециалисту порой бывает трудно разобраться в терминах и определениях, применяемых в сварке. Сложность дополнительно вызвана тем, что не существует жестко регламентированных и классифицированных методов и приемов. Однако производители сварочного оборудования и материалов придерживаются общепринятых английских аббревиатур, речь о которых и пойдет в данной статье.
Расшифровка аббревиатур
ММА (РДС)
MMA (Manual Metal Arc)-ручная дуговая сварка штучными (покрытыми) электродами с помощью инвертора или трансформатора. Техническая литература советских времен оперировала обозначением РДС.
Процесс сварки происходит за счет плавления металлического стержня – электрода, покрытого специальной обмазкой, которые имеют свою классификацию. Основное ее предназначение заключается в защите сварочной ванны от воздуха, предотвращая окисление металла. Расплавленный стержень образует сварочный шов, а использованное покрытие остается в виде шлака.
РДС возможна как на постоянном, так и на переменном токе. При постоянном токе возможны два варианта подключения зажима массы и держателя электрода, поэтому существует сварка на прямой и обратной полярности. Переменный ток такой особенностью не обладает – как подключать электрод в данном случае не имеет значения. Приведенный рейтинг надежности сварочных инверторов поможет подобрать аппарат, который прослужит долгие годы.
Поскольку метод ММА самый популярный ввиду его простоты и относительно недорого применяемого оборудования, с вопросом как научиться варить электросваркой самостоятельно стоит ознакомиться непременно.
TIG(WIG) или РАДС
TIG (Tungsten Inert Gas) – технология дуговой сварки в среде инертного газа неплавящимся электродом. Вольфрам – (англ.Tungsten) очень тугоплавкий металл с температурой плавления около 3500 С, поэтому он является основой для производства подобного рода электродов. Иногда можно встретить иные вариации этого способа:
- WIG(Wolfram Inert Gas) – название образовано от немецкого написания;
- GTA (Gas Tungsten Arc) – в данной аббревиатуре опущено химическое взаимодействие защитного газа.
Выбор материалов осуществляется согласно цветовой маркировке вольфрамовых электродов, обозначающей типы свариваемых металлов , а также сварочные режимы.
Т.к. электрод является неплавящимся, процесс аргонной сварки происходит по другому сценарию:
- электрическая дуга возбуждается между концом электрода и свариваемым металлом;
- заполнение сварочного шва происходит путем подачи в сварочную зону специального присадочного материала – прутка;
- сварочная ванна защищается газовым облаком.
Защитным инертным газом, т.е. газом, молекулы которого химически не взаимодействуют в процессе сварки с основным и присадочным материалом, в данном случае выступает аргон. Именно поэтому за ним закрепилось название “ручная аргонно-дуговая сварка” или РАДС.
Стоит отметить, что данное название не совсем правильно, т.к. в роли защитного газа могут применяться другие газы – азот, гелий, а также газовые смеси.
Аргон может использоваться при сварке плавящимся электродов – MIG метод, речь о котором пойдет ниже.
В технических характеристиках сварочного оборудования помимо обозначения TIG всегда дополняется упоминанием рода сварочного тока DC (Direct Current) – постоянный ток или AC/DC (Alternating Current/Direct Current) – переменный/постоянный ток. В данном случае это очень важно. К примеру, сварка алюминия аргоном производится на переменном токе.
MIG / MAG
MIG/MAG (Metal Inert/Active Gas) – метод дуговой сварки в защитной среде инертного/активного газа с помощью плавящегося электрода в виде стальной или иной проволоки в зависимости от типа соединяемого металла.
Под МИГ или МАГ сваркой обычно подразумевают полуавтоматическую. Основной задачей данного способа была идея создания “бесконечного электрода”, чтобы тем самым добиться значительной производительности сварочных работ. Ведь при РДС методе приходится часто менять электрод по мере его расходования, что в некоторых случаях является крайне не удобным. Как и при ТИГ сварке здесь применяются защитные газы.
В роли инертного обычно выступает аргон и его смеси, который подходит, к примеру, для сварки алюминия и его сплавов полуавтоматом. Активным газом, т. е. взаимодействующим в процессе со свариваемым металлом, как правило является углекислый газ( углекислота). Вы можете услышать от сварщика словосочетание “сварка полуавтоматом в среде углекислого газа“, подразумевающий способ MAG(МАГ).
Данный способ наиболее распространен ввиду повышенной производительности по сравнению с MMA, и дающий лучший результат в качестве сварного шва.Определиться с выбором сварочного аппарата поможет рейтинг бытовых полуавтоматов на основе отзывов опытных сварщиков.
Надеемся, что данная статья поможет разобраться в классификации основных методов сварки, а также будет полезной при выборе оборудования и материалов с английскими аббревиатурами.
Различия MMA, MIG/MAG и TIG сварки: преимущества и недостатки
Сварка — сложный технологический процесс получения неразъёмных соединений металлических деталей. Устанавливается межатомная связь посредством нагрева и пластического деформирования соединяемых краев металлических заготовок. Среди многочисленных способов основополагающими видами сварки являются MMA, MIG/MAG и TIG технологии. Что представляет каждая из них и в чём их различия – этому посвящена данная статья.
Что означают буквенные сокращения MMA, MIG/MAG и TIG?
Нужно знать, как расшифровываются сокращения из латинских букв, означающие определённые виды основных технологий.
Три аббревиатуры – это:
Manual Metal ARC (MMA) означает, что ручная сварка осуществляется с помощью отдельных электродов. В Российской Федерации этот метод знают, как ручная дуговая сварка (РДС);
Metal Inert/Active Gas (MIG/MAG). Рабочий процесс осуществляется расплавленным концом подвижного металлического шнура в окружении специального газа. В России такой способ называют дуговой сваркой полуавтоматом;
Tungsten Inert Gas (TIG). Аргонодуговая сварка осуществляется с помощью трудноплавкого электрода в виде вольфрамового прутка в потоке инертного защитного газа.

Характеристики
В данной главе представлены особенности характеристик вышеуказанных методов сварки, их преимущества и недостатки.
Это единственный самый простой метод ручной дуговой сварки, с его освоения стартует обучение профессии сварщика. Отличие метода заключается в том, что сварки осуществляется отдельными металлическим стержнями. Они, плавясь, образуют монолитный шов, соединяющий металлические заготовки. На расстоянии нескольких миллиметров между электродом и заготовками зажигается дуга (длительный разряд электрического тока), Её основной функцией является оплавление кромок подготовленных деталей и электрода с его покрытием.
В процессе сварки, на пройденных участках наплавленный слой металла подвергается кристаллизации в результате формируется сварной шов. Данная технология имеет свои плюсы и минусы.
Преимущества
Достоинства MMA ручной дуговой сварки заключаются в следующем:
лёгкий старт для ученика;
небольшие габариты инвертора дают возможность сваривать детали в любом положении, также в труднодоступных местах и на высоте;
возможность работы на открытом пространстве независимо от состояния погоды;
простые сварочные инверторы можно приобрести по невысокой цене.
Недостатки
MMA способ при своих достоинствах имеет определённые минусы:
данный метод не годится для сваривания заготовок из алюминия и цветных металлов;
невысокая производительность не сравнима со сваркой полуавтоматом;
очистка поверхности сварных швов от шлака и окалины отнимает много времени.
Однако, несмотря на вышеперечисленные недостатки, непостоянная занятость сварочного аппарата (инвертора) и низкие характеристики производительности не являются основными критериями метода. Во время производства различных сварочных работ на строительной площадке ММА инвертор необходим, как мобильный аппарат, обеспечивающий надёжность и прочность полученных сварных швов, благодаря простоте его применения.
MIG/MAG
Полуавтоматическая сварка МИГ/МАГ — высокопроизводительный и прогрессивный способ сварки. Сегодня практически невозможно найти какую-либо промышленную сферу, где не применяется такая сварочная технология. В силу своих особенностей, аппараты МИГ/МАГ приобрели популярность у малых предприятий, небольших мастерских разной направленности. Например, без них практически невозможна реставрация автомобильных кузовов.
Существует несколько разновидностей полуавтоматов, отличающихся своими характеристиками: от эргономичных в обращении и надёжных инверторов, которые могут быстро справляться с задачами в быту или в условиях строительной площадки, до высокотехнологических инверторов с энергетическим управлением и мощного 3-х фазного оборудования для серийного производства сварных изделий.
В основу принципа работы такого типа инверторов заложен принцип «бесконечного» электрода. Им является подвижная проволока. Её подача в рабочую зону осуществляется через отверстие в горелке вращением катушки. Применение металлического шнура ø 0,8 — 3 мм даёт возможность получить чистое надёжное и эстетически идеально ровное соединение металлических заготовок в виде тонкого сварного шва.

Разогрев и плавление «бесконечного» прутка осуществляется электрической дуги с температурой горения в несколько тысяч градусов. Поток газа надёжно защищает от воздействия кислорода варочную зону, электрод и дугу. Газ подаётся через специальное сопло держателя. Его основная функция – это ограждение зоны формирования шва от воздействия активного окислителя — кислорода окружающей среды.
Принципиальное различие между технологиями MIG и MAG заключается в виде применяемого газа. В первом случае применяют газ инертный к вступлению в химические связи с окружающей средой. Из-за большой массы газ оседает в зоне полуавтоматической дуговой сварки, что создаёт непреодолимый барьер на пути проникновения атмосферного кислорода. Инвертором МИГ сваривают детали из алюминия, титана, меди, никеля и различных сплавов из этих металлов.
МАГ – это применения активного газового потока, который связывает кислород. В этом качестве применяют азот, углекислый газ и пр. Инверторами такого типа варят низколегированную, нелегированную и нержавеющую сталь. Следует отметить преимущества и недостатки этой сварки.
Преимущества
Плюсы заключаются в следующем:
высокая производительность обеспечивается беспрерывной работой, без остановок для смены электрода;
получение качественного чистого и прочного шва за счёт высокой степени газовой защиты сварочной ванны;
не нужно тратить время на очистку готовых сварных швов от шлака и окалины;
эргономичность оборудования создаёт удобные условия для работы независимо от положения сварочной ванны в пространстве.
Технологии MIG/MAG позволяют отслеживать, создавать и править шов, осуществляя визуальный контроль.
Недостатки
Минусы МИГ/МАГ можно представить следующим перечнем:
большой вес оборудования лишает инвертор мобильности;
сварочная горелка обладает массивностью. отчего руки сварщика быстро устают;
сварочная зоны должна находиться только в горизонтальной плоскости.
Следует заметить, что высокая стоимость инверторов МИГ/МАГ требует серьёзного вложения финансовых средств, которое может быть оправдано реальной необходимостью в постоянном пользовании оборудованием. Несмотря на недостатки, МИГ/МАГ технология полностью удовлетворяет высокие требования качества швов.
ТИГ технология, представляющая аргонодуговую сварку, приобретает всё большую популярность, благодаря возможности получения сварных швов исключительно высокого качества. Пользование ТИГ инвертором требует профессиональной подготовки оператора. Сварочный TIG процесс происходит в потоке защитного газа – аргона, чтобы металл не успевал окисляться в зоне процесса.
При отсутствии зазора соединение металлических деталей происходит за счёт расплавления их кромок без присадочного материала. Если есть промежуток между краями металлических заготовок, то шов формируется за счёт плавления прутка из того же металла, что и детали.
Преимущества
сваривает детали из практически любых металлов небольшой толщины;
сварного швы получаются с ювелирной точностью;
инверторы аргонодуговой сварки функционируют в широком диапазоне рабочего тока с точной регулировкой его параметров;
уникальный вид сварочного оборудования, позволяющий обрабатывать тонкостенные материалы такие, как алюминиевые, стальные нержавеющие, цветные металлические детали;
улучшенный поджиг обеспечивает быстрое начало простого рабочего процесса.
Аргоновые инверторы могут работать, как на постоянном, так и переменном токе. Аппараты могут оснащаться функцией импульсной дуговой сварки.
Недостатки
К минусам TIG метода можно отнести следующее:
ТИГ не обладает большой скоростью формирования сварочного шва;
удержание прутка рукой требует большого напряжения оператора;
необходимость работы в закрытом помещении, чтобы исключить перерасход аргона;
требуется особая подготовка, соединяемых металлических кромок деталей.
Объёмный пакет оборудования содержит инвертор, газовые баллоны, редукторы, манометры, горелку, шланги, вольфрамовые электроды, присадочную проволоку по составу аналогичная рабочему материалу. Всё это требует стационарного размещения в отдельном помещении.
Какой инвертор лучше выбрать?
Когда пользователь только учится варить для реализации бытовых нужд время от времени и в труднодоступных местах, где требуется мобильность оборудования, а рабочим материалом являются углеродистые, низколегированные и другие виды стали, то правильным выбором будет являться MMA аппарат ручной дуговой сварки.
Если нужно пользоваться оборудованием довольно часто и длительное время, а его мобильность не важна, то верным выбором будет приобретение сварочного полуавтомата МИГ/МАГ. В случае, когда не требуется быстрота работы, а востребовано качество шва ювелирной точности, а рабочим материалом является алюминий и сплавы цветных металлов, то следует выбирать TIG инвертор.
Заключение
Содержание данной статьи должно помочь сориентироваться в обширном ассортименте сварочного оборудования. Овладение профессией сварщика позволяет не только самостоятельно выполнять сварочные работы, но и даёт возможность получить дополнительный заработок.
Что такое MIG-MAG сварка?
Содержание:
- 1. Как это работает?
- 2. Преимущества MIG-MAG метода по сравнению с другими видами сварки
- 3. MIG-MAG метод – нужен выпрямитель или инвертор?
В зависимости от материала или специфики изделий мастера выбирают различные методы сварки, например, ММА — ручная дуговая сварка штучными электродами с покрытием, или TIG — аргонная ручная сварка вольфрамовыми неплавящимися электродами с защитным газом (аргоном). Однако наибольшее распространение получила MIG-MAG сварка:
- MIG – сварка, при которой в качестве изолирующей среды выступает инертный газ, такой как гелий или аргон.
- MAG – вид сварки с использованием активного газа, например азота, углекислого газа и т.п.
На сегодняшний день нет такой отрасли промышленности, где не использовалась бы MIG-MAG сварка. Основной сферой является машиностроение, производство автомобилей, рельсовых транспортных средств, а также локомотивов. Не обходится без сварки судостроение и мостостроение. Применима она и при возведении различных конструкций из стали, в производстве кранов, бурильных установок и силовой техники. Нужна она и на заводах по производству металлоконструкций и металлических изделий. Реже MIG-MAG используется в приборостроении, трубопроводном производстве, где предпочтительна сварка основными стержневыми электродами. Помимо промышленности MIG-MAG не редкость и в мастерских, таких как слесарные или по ремонту автомобилей.
Как это работает?
Принцип сварки типа MIG-MAG достаточно прост. Проволока во время работы подается через сварочный пистолет в зону сварки. Ее плавление в свою очередь происходит от тепла дуги. Помимо того, что проволока играет роль токопроводящего электрода, она еще является присадочным материалом. Сама зона сварки (сварочная ванна, зона дуги и электрод) защищены потоком газа.
Преимущества MIG-MAG метода по сравнению с другими видами сварки
- наибольшая степень защиты расплавленного металла за счет использования защитных газов. Они не позволяют воздуху проникнуть в рабочую зону, отлично изолируя сварочную ванну от внешнего воздействия;
- удобство эксплуатации. MIG-MAG дает возможность работы в любом положении и позволяет визуально прослеживать процесс сварки, формировать шов и при необходимости править его;
- отличный результат. Шов получается более ровный и с полным отсутствием шлака. Это позволяет сэкономить время на зачистке обработанной поверхности металла;
- производительность данного метода является одной из самых высоких.
MIG-MAG метод – нужен выпрямитель или инвертор?
В качестве источников питания сварочных полуавтоматов, работающих на постоянном токе, применяются выпрямители и инверторы, каждый из которых отличается от других аппаратов некоторыми особенностями и имеет свои преимущества. Для того чтобы определиться с выбором конкретного типа устройства, нужно задать условия, в которых преимущественно и будет производиться сварка.
Например, для нечастого использования в быту подойдет и универсальный полуавтомат инверторного типа FUBAG INMIG 160, способный работать не только в MIG-MAG, но и в режиме ММА. Он оснащен специальным евроразъемом, который позволяет быстро подключить или поменять горелку (можно использовать продукцию другого производителя, подходящую по стандарту). Купив Fubag INMIG 160, вы сможете сделать теплицу, навес для автомобиля, мангал. Подойдет он и для кузовного ремонта.
В модельном ряду аппаратов PRORAB стоит обратить внимание на сварочный полуавтомат-инвертор MIDFIELDER 160 MOS. Им можно варить как с защитными газами, используя проволоку диаметром 0,6–0,8 мм, расположенную в механизме подачи проволоки рядом с панелью управления, так и плавящимся электродом диаметром 2,5–3,2 мм (подойдут основные, целлюлозные, рутиловые и т.д.). MIDFIELDER 160 MOS отлично варит детали и конструкции, изготовленные из углеродистой и нержавеющей стали, а также алюминия. Отлично соединяет детали и конструкции, изготовленные из низколегированной и нержавеющей стали, а также чугуна и стали.
Среди выпрямителей для работы MIG-MAG методом наибольшим спросом пользуется модель Fubag TSMIG 180. Им можно работать как в среде защитного газа, так и с защитной флюсовой проволокой. Возможность плавной регулировки значения сварочного тока и ступенчатая подача проволоки к месту работы позволяют установить оптимальные значения для выполняемой операции. Аппарат надежно защищен от перегрева благодаря принудительному воздушному охлаждению. Максимальная сила тока составляет 145 А.
| Технические характеристики/модель | Fubag TSMIG 180 | FUBAG INMIG 160 | MIDFIELDER 160 MOS |
| Max сварочный ток, А | 145 | 160 | 160 |
| Диаметр электрода/проволоки,мм | 0,6-0,9 | 0,6-1 | 2,5-3,2 |
| ПВ на макс. Токе, % | 15 | 30 | — |
| Номинальное напряжение, В | 220 | 220 | 220 |
| Габариты, мм | 535х300х443 | 450х240х340 | — |
| Вес, кг | 27,5 | 14,3 | — |
Универсальные полуавтоматы, безусловно, имеют преимущество перед простыми инверторами для MIG/MAG сварки. Используя различные режимы, с одним аппаратом можно выполнить любую работу. Подобная универсальность вполне окупает более высокую стоимость, по сравнению с простыми инверторами. Они будут незаменимым помощником для работы в частном хозяйстве: в гараже, на даче или небольшой автомастерской. Выбрать и заказать любой подходящий аппарат вы можете в каталоге на нашем сайте уже сейчас.
Вам также могут быть интересны статьи:
-
MIG-MAG — сварка под надежной защитой газа
MIG-MAG сварка — одна из наиболее распространенных и повсеместно используемых. В этом тексте вы узнаете об отличиях сварки в среде защитных газов от других видов, о технике, используемой в процессе работы, и о влиянии основных характеристик на выбор покупателем полуавтоматического оборудования.
