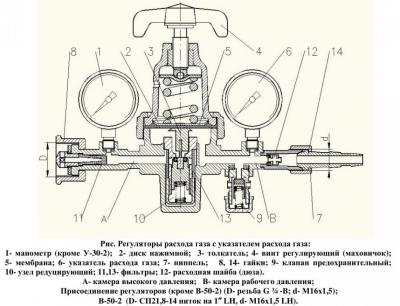
Давление углекислоты при сварке полуавтоматом на редукторе
Углекислотный редуктор давления. Регулировка подачи защитного газа

 Для нормального проведения газовой сварки основное оборудование сварочного поста комплектуется устройствами, обеспечивающими понижение и последующую стабилизацию давления двуокиси углерода, поступающей из газового баллона. В нашем случае, таким устройством является углекислотный редуктор. О выборе хорошего редуктора и его правильной настройке, мы и поговорим.
Для нормального проведения газовой сварки основное оборудование сварочного поста комплектуется устройствами, обеспечивающими понижение и последующую стабилизацию давления двуокиси углерода, поступающей из газового баллона. В нашем случае, таким устройством является углекислотный редуктор. О выборе хорошего редуктора и его правильной настройке, мы и поговорим.
Устройство и принцип работы углекислотного редуктора
Углекислотный редуктор производит подачу газа под требуемым давлением, а также перекрытие клапана подачи СО2 из баллона при прекращении сварки. Конструкция узла включает в себя:
- Впускающий клапан.
- Уплотняющие элементы.
- Камеру с регулирующей мембраной.
- Выпускающий клапан.
- Верхнюю пружину.
- Управляющую пружину.
- Присоединительный штуцер.
- Корпус.
- Два манометра, которыми контролируется давление двуокиси углерода на входе и выходе.
- Запорный вентиль.
Обычный однокамерный углекислотный редуктор работает следующим образом. Газ под давлением (которое контролируется манометром) из баллона поступает во входной штуцер. Пройдя в камеру, поток СО2 преодолевает сопротивление пружины, и отжимает её вниз, в результате чего газ поступает в полость камеры. Поскольку площадь её сечения значительно больше, чем площадь проходного сечения штуцера, то давление газа в камере понижается. Это изменение фиксируется вторым манометром.

Регулировка
Регулировка натяжения основной пружины производится при помощи регулировочного винта, в зависимости от первоначального давления газа в баллоне. Управляющая пружина опускается вместе с мембраной, открывая отверстие для прохода двуокиси углерода под сниженным давлением к запорному вентилю. Оттуда поток газа по шлангу движется к горелке. Мембрана углекислотного редуктора выполняется из маслостойкой резины, и обеспечивает своё точное позиционирование относительно выходного отверстия. Поскольку со временем давление газа в баллоне снижается, то верхняя регулирующая пружина может опускаться, изменяя площадь проходного сечения впускающего клапана. Углекислотным редуктором возможно и ручное управление потоком газа, для этого достаточно вывернуть/ввернуть регулировочный винт, в зависимости от текущих показаний манометров.
Постоянство давления в камере редуктора обеспечивается за счёт того, что при снижении давления газа, поступающего из баллона, мембрана перемещается вверх, сжимая обратную (верхнюю) пружину, а при увеличении давления – опускается вниз. Выходное же давление остаётся стабильным вследствие соответствующего изменения площади проходного сечения запорного вентиля.

Для обеспечения стойкости мембраны от резкого превышения давления газа (что может вызвать разрыв мембраны) углекислотные редукторы снабжаются предохранительным клапаном. Он срабатывает, когда входной штуцер по каким-либо причинам теряет герметичность и начинает пропускать увеличенный объём двуокиси углерода из баллона.
Конструктивные исполнения
Типоразмеры и характеристики устройств должны соответствовать требованиям ГОСТ 13861-89, ISО 2503-83 и ГОСТ 12.2.052-81. Классификация углекислотных редукторов может быть выполнена по следующим параметрам:
- По числу рабочих камер. Преобладающее количество подобных устройств – однокамерного типа, однако для улучшения стабильности функционирования в условиях пониженных температур наружного воздуха производят и двухкамерные редукторы. Рабочие камеры в таких устройствах расположены последовательно.
- По условиям работы. Различают рамповые, сетевые и баллонные редукторы. Рамповые предназначаются для работы на многопостовых участках, а сетевые питаются от стационарной сети, проложенной от углекислотной станции предприятия. Для работы отдельных постов предназначаются баллонные углекислотные редукторы, которые рассчитываются на меньшие показатели удельного расхода газа и ограниченный диапазон рабочих давлений.
- По принципу открытия/закрытия впускающего клапана редукторы для углекислотного баллона могут быть прямого и обратного действия. Принцип действия редуктора второго типа рассмотрен выше, а в редукторах прямого действия все изменения расхода и давления происходят в обратном порядке. Такие редукторы менее удобны при эксплуатации, а потому используются значительно реже.

Чем отличается кислородный редуктор от углекислотного?
Конструкции углекислотных редукторов весьма схожи с кислородными, и отличаются в основном способами присоединения к вентилям, и – иногда – отсутствием второго манометра. Поэтому часто возникает вопрос – взаимозаменяемы ли кислородный и углекислотный редукторы.
К кислородному редуктору предъявляются гораздо более высокие эксплуатационные требования. Они связаны с тем, что, в отличие от СО2, кислород не сжижается, а потому находится в баллоне под гораздо более высоким давлением (до 200 ат против 70…80 ат – для сжиженного углекислого газа). Поэтому при попадании кислорода в углекислотный редуктор будет происходит постепенное разрушение уплотняющих мембран. Поэтому углекислотный редуктор не используются для подачи кислорода (обратная замена – допустима).

Отличаются редукторы и возможностями вариантов присоединения к баллону. Углекислотный редуктор можно подсоединять при помощи хомута, а не накидной гайки, поскольку СО2 не обладает свойствами пожаро- и взрывоопасности в случае утечек.
Для повышения чистоты газа, поступающего в редуктор, в конструкции впускающего клапана часто предусматриваются очистные фильтры. Наличие фильтра уменьшает опасность стравливания газа обратно в баллон, где он может образовывать поверхностную подушку над сжиженным газом.
Редуктор давления УР 6-6
Отечественной промышленностью выпускается несколько разновидностей редукторов давления – БУО-5МГ, БУО-5-4, БУО-5 MINI, УР 5-3 и др., но наиболее компактным и популярным считается редуктор марки УР 6-6. Его особенности:
- Корпус, изготавливаемый из специального сплава, стойкого к различным тепловым и механическим воздействиям;
- Минимальное значение коэффициента неравномерности давления – не выше 0,3;
- Низкое давление для срабатывания предохранительного клапана – 1,2 МПа;
- Наличие двух манометров, что облегчает процесс регулирования давления углекислого газа.
- Повышенная пропускная способность — до 6 м 3 газа в час.
- Демократичная цена (до 1100 руб., против, например, 1700…1800 руб. за углекислотный редуктор модели БУО-5-4).
Выбор конкретного исполнения углекислотного редуктора для полуавтомата не считается особо критичным, за исключением ситуаций, когда варить/резать металл приходится при пониженных температурах.

Редуктор с ротаметром
Повышенную функциональность (в сравнении с редукторами) обеспечивают регуляторы расхода углекислого газа с ротаметром. В отличие от традиционных манометров, для которых расход приходится устанавливать в зависимости от текущего давления, ротаметры расход показывают сразу. Универсальные регуляторы расхода, в составе которых имеются ротаметры, существенно облегчают работу сварщика, и позволяют оптимизировать расход углекислого газа во время сварки. Цена вопроса – от 1800 до 2000 руб. Технические характеристики регуляторов – расход, давление, температурный диапазон применения – должны соответствовать требуемым режимам сварки.

Регуляторы отличаются от обычных редукторов следующим:
- Если в редукторах выходной штуцер соединяется непосредственно с магистралью, то в регуляторе предусматривается специальная заслонка, которая дросселирует поток СО2, в зависимости от давления газа в баллоне.
- Отверстие в дросселе – калиброванное, что увеличивает точность регулировки расхода. Поэтому большинство моделей регуляторов оснащается одним манометром, показания которого устанавливаются не в единицах давления, а в единицах расхода.
- В некоторых регуляторах предусматривается встроенный электроподогрев газа. Это позволяет проводить сварку при отрицательных температурах, и повышает точность определения фактического расхода газа (в редукторах расход, как правило, перестроить на иное значение невозможно).
- Регуляторы для полуавтоматов могут быть установлены не только на баллон со сжиженной углекислотой, но и на так называемые смесевые баллоны, в которых содержится смесь двуокиси углерода с инертным газом, в частности, аргоном (в соотношении 1:4).
При выборе типоразмера углекислотного редуктора обращают внимание на такие особенности конструкции как устройство регулировочного винта и наличие на нём невыпадающей резьбы (иначе можно выкрутить седло), а также на наличие дополнительного запорного вентиля. Важно также и качество газа: пищевая углекислота отличается пониженной влажностью, поэтому баллон изнутри не ржавеет.
Подскажите как варить полуавтоматом
Прикупил себе аппарат вот такой(картинка внизу). Приобрел баллон 12л..
Теперь вопросы
какое давление должно быть в полном баллоне? (на кртинке полный баллон)
какое давление должно быть на выходе при сварке?
какая длина проволоки должна торчать из горелки?
А то у мене то искры летят в разные стороны, если ближе подвести вроде чуть получше, но получается совсем почти наконечником касаюсь. Если дальше отвести то рывками проволока идет(в смысле отгорает потом опять искра и опять отгорает) пробовал скорость подачи увеличивать эфект тот же только с большей амплитудой.
Вобщем сильно не ругайте, я только учусь.
С флюсом получилось почти сразу, а с газом чё то никак. Клеммы местами перекинул.


У нас вот таже трабла вот и решил блок управления переделать, у тебя напрежение не заниженно?
alan62 написал :
какое давление должно быть в полном баллоне? (на кртинке полный баллон)
зависит от температуры.
alan62 написал :
какое давление должно быть на выходе при сварке?
зависит от диаметра дроссельной шайбы на выходе редуктора.
alan62 написал :
какая длина проволоки должна торчать из горелки?
Zifrius написал :
У нас вот таже трабла вот и решил блок управления переделать, у тебя напрежение не заниженно?
Янн: -Сталкивался с аналогичной проблемой ,низкое напряжение в сети . Сделал повышающий трансформатор . Прибавка в 20 вольт, решила проблему.
Напряжение нормальное.
Про температуру интересный ответ. А если так, на картинке с баллоном на манометре показывает давление при только что заправленном баллоне. Температура -5. Просто хотелось бы узнать как хотя бы ориентироваться при заправке. Ато если много газа то сверкает и плескается все вокруг, если мало то проваришь 3см, а такое ощущение , что пол мотка проволоки сожрало. Как ориентироваться?
Какой расход примерно должен быть(ну понятно, зависит от сварщика) но все же.
И если так все зависит от температуры,то если вруг она поднимется в плюс, то что к баллону не подходить? убьет? Я фото специально выложил с полным баллоном и открытым вентилем.
И что такое дроссельная шайба, мне хотя бы понять, как сильно должно дуть на дугу?, если так вот по русски.
alan62 написал :
Просто хотелось бы узнать как хотя бы ориентироваться при заправке.
ориентироваться надо по весу. в 12-ти литровый (если у вас действительно 12-ти литровый) баллон можно залить примерно 7 кг жидкой углекислоты.
alan62 написал :
к баллону не подходить? убьет?
на печку ставить точно не советую.
дроссельная шайба находится между корпусом редуктора и выходным штуцером.
расход газа — 8-12 литров в минуту.
Может вам опыьного сварщика пригласить для консультации. Эти дела не столько знать, как чувствовать нужно. Мне прищлось цех сварочный по производству рулей жигулей обслуживать. Варить ручной сваркой могу, и автоматы мне легко дались. Но затем видел, как новички тыкались. Но быстро осваивались, так как профи рядом были. Мне было проще, на списанном мог отрабатывать навыки и проблемы рещать технические. Прошло уже немало лет, но марки помню. ТДМ 400 и 303. Неплохие машины, но не все были качественные. Даже в сварке различались мною. Профи сразу замесали и выбирали машины. Молодым понятно похуже
ориентироваться надо по весу. в 12-ти литровый (если у вас действительно 12-ти литровый) баллон можно залить примерно 7 кг жидкой углекислоты.
Вообще конечно интересТно получается, вроде все пользуются редукторами, на них установлены манометры, но все смотрят на них прищурив глаз, типа примерно, мож там 3 очка, а мож триста.
Мож вообще мнометры молоточком покоцать? чтоб не смущали, а ориентироваться по звуку, сильней шипит знач еще мнооого. Страноо как то. Да и еще весы с собой возить.
Да нафига вообще придумали тОки какието, напряжения, давления . муть какая то. Прищурил глаз, навострил уши, да еще носом мождно понюхать и вари себе потихоньку, Забрызгало немного,. снасался генератор купил, чё там про напругу думать. Взвесил баллон, и вот тебе скорость движения газа помноженная на метры проволоки за минусом ее веса и толщины детали, деленное на кривые руки. А лучше подождать пока солнце выглянет, может железки сами прилипнут.
нафига понавешали всяких стекляшек на редектора? не пойму, мешают только, да и разбить можно.
расход газа — 8-12 литров в минуту.
действительно, че я голову забиваю, имеешь 12литровый баллон, значит минуту поварил и заправляй
alan62 написал :
Ато если много газа то сверкает и плескается все вокруг
газа , как и денег, много не бывает главное чтобы дугу не сдувало , а так 10 л/мин минимум.
А считать как? на калькуляторе? Вот если пользоваться краскопультом, то давление на выходе около 2 атм. а не чтоб краску не сдувало. Неужели нет никаких значений, все на глазок?
ОФФ Я когда то работал регулировщиком радиоаппаратуры, так вот у нас один дядя работал, мы его звали «пол шкалы».
На вопрос про напряжение на вольтметре он отвечал. «примерно пол шкалы».
alan62 написал :
А считать как? на калькуляторе?
если по хорошему то — ротаметром , а так обычно ставится калиброванная шайба с дыркой на выходе из редуктора и можно примерно по значению манометра низкого давления прикинуть расход.
alan62 написал :
А считать как? на калькуляторе?
если по хорошему то — ротаметром , а так обычно ставится шайба с калиброванной дыркой на выходе из редуктора и можно примерно по значению манометра низкого давления прикинуть расход.
2 alan62
Добрый день! Сварка — дело хорошее и во многих случаях даже нужное. Особенно, когда без фанатизма. Этот технологический процесс по своей природе достаточно многогранен и, если относиться к нему профессионально, требует учета:
- Материала основного металла
- Толщины основного металла
- Типа и пространственного расположения шва (задается конструктором изделия)
- Диаметра сварочной проволоки
- Материала сварочной проволки
- И т.д. и т.п.
Исходя из вышеуказанного выбирают (в Вашем случае):
- Материал и диаметр сварочной проволоки
- Скорость подачи проволки
- Сварочный ток
- Расход газа
Причем «приборчики» здесь очень даже пригождаются.
Научить выбирать режим в конференции вряд ли возможно, как собственно и варить.Если Вы будете применять сварку в разных условиях, то рекомендую раздобыть таблицы выбора режимов сварки. Они обычно идут в качестве приложений к учебным пособиям для профессиональных училищ или приводятся в специализированных справочниках.
Если Вы будете применять сварку для узкого круга задач и материалов, то самый быстрый способ научиться — найти опытного сварщика, чтобы «живьем» показал Вам необходимый в Вашем случае опорный режим и основные приемы работы, а дальше Вы сможете самостоятельно совершенствовать свой навык.
ПС - Сварка «в защитной среде углекислого газа» самая «искристая» из всех мне известных.
- Емкость баллона с защитным газом — его конструктивный параметр. В баллон заправляют сжиженный (!) газ, т.е. собственно жидкость, а расход газа при сварке считают для «нормального газа» т.е. вещества в состоянии «газ». Так что баллона в 12 л с 7 кг углекислоты при расходе в 12 л/мин хватит весьма на долго.
- Сам подход к выбору режимов можно посмотреть, например в » > .
Но там я, к сожалению, не нашел нужной в Вашем случае полуавтоматической сварки в СО2.
Как правильно настроить сварочный полуавтомат. Таблица настройки полуавтомата для сварки

Многие домашние мастерские укомплектованы не хуже специализированных профессиональных сервисов. В том числе – и оборудованием для выполнения сварочных работ. Но далеко не все возможности аппаратов используются в полном объеме. Причина заключается в том, что не каждый любитель сможет самостоятельно настроить сварку на работу с алюминием, нержавейкой или другими металлами. Инструкции бывает недостаточно. Недостающим звеном может стать опыт производственников.
- На настройки влияют внешние параметры
- Газозащита
- Подбор газовой смеси
- Настройка напряжения
- Скорость подачи проволоки
- Полярность
- Выпуск и вылет проволоки
- Настройка дуги
- Таблица настройки полуавтомата
- Влияние напряжения на качество соединения
- Проблемы и ошибки
На настройки влияют внешние параметры
Толщина заготовок, пространственное положение сварного соединения, конфигурация стыка, необходимость в усилении катета и другие показатели требуют корректировки в настройках аппарата. Основные настройки полуавтоматической сварки:
- сила тока – подача присадочной проволоки. Зависимость прямо пропорциональна: увеличение скорости подачи проволоки требует более высоких значений в настройках силы тока;
- напряжение дуги. Значения регулировки влияют на величину тока;
- расход защитного газа зависит от основных параметров сварки.
Первичные значения можно задавать по настроечной таблице. Далее выполняется тестовое сваривание определенного количества элементов. По его результатам настройки корректируются.

После приобретения полуавтомата необходимо время для того, чтобы привыкнуть к особенностям его работы. Со временем даже звучание электрической дуги станет для пользователя информативным. А пока что нужно привыкать к изменениям:
- комплектация полуавтоматов с идентичными эксплуатационными показателями могут сильно отличаться. Отличия в настройках – не редкость даже среди моделей одного производителя;
- из-за перепадов напряжения настройки полуавтоматической сварки сбиваются;
- изменение марки и состава проволоки;
- изменение состава газа;
- даже небольшой ремонт, а тем более замена комплектующих ведут к изменениям в работе оборудования.
Газозащита
Газовый поток тоже является справочной величиной и не влияет напрямую на настройки сварочного агрегата. Контроль над расходом газа существенно упрощается при условии, что редуктор имеет две шкалы. Более точно объем потока учитывает ротаметр, который довольно часто устанавливают на промышленных сварочных линиях.
Ротаметрический показатель расхода газа дает данные о подаче инертного газа в зону сварочного процесса в постоянных величинах. Статическое давление будет снижено в том случае, когда сработает горелка и будет создано облако защитного газа. Стартовый диапазон значений для ротаметра составляет от 6 до 10 литров на минуту. В случаях, когда установлен манометр – порядка 1-2 атмосфер.

Норма расхода газа подбирается в зависимости от наличия пор в зоне сварного шва. Газовый поток увеличивается в объеме до того момента, когда поры не исчезнут. Применение газа на ветру или в помещениях со сквозняком не оправдано. Здесь лучше прибегнуть к проволоке с флюсом.
Подбор газовой смеси
На выбор газовой защитной смеси влияют два фактора – свойства свариваемых материалов и требования по качеству исполнения:
- углекислый газ идеально защищает сварочные ванны. Является идеальным вариантом для обеспечения глубокого проплава. Но не подходит для тонкой работы в силу грубого по внешнему виду шва и большой разбрызгиваемости;
- аргон в сочетании с углекислотой в пропорции 3:1 применяется для сваривания тонколистовых заготовок. Формируется тонкий шов высокого качества, генерируется минимальное количество брызг;
- для нержавейки оптимальной газовой смесью является композиция из аргона (98%) и углекислоты (2%);
- при сварке алюминия применяется чистый аргон.

Настройка напряжения
Изменения вольтажа определяются издержками энергии на плавление металла и горение дуги. Рост энергозатрат вызывает увеличение толщины расходного материала и глубины провара заготовок. Настраиваются бытовые полуавтоматы ступенчатым методом.
На крышке кожуха с внутренней стороны есть справочная таблица выбора значений напряжения. Это важная информация от компании-изготовителя, которая позволяет для каждой модели подобрать оптимальные значения мощности с учетом конкретных условий работы.

Скорость подачи проволоки
От скорости подачи расходного материала в зону расплава зависит и значение силы тока. Величина подачи проволоки является одним из основных изменяемых параметров. Выбирается она после того, как уже установлено напряжение, так как интенсивность плавления напрямую влияет на скорость подачи.
Величина изменяется в зависимости от марки и диаметра используемого материала и после каждого изменения в значениях напряжения. На рынке представлено оборудование с автоматической настройкой параметра. Однако, оно относится к числу дорогостоящих полуавтоматов.
Чтобы оптимизировать настройки полуавтоматической сварки, требуется тонкая корректировка значений. В случае слишком быстрой подачи присадочной проволоки будут образовываться наплывы; медленная подача станет причиной разрывов шва, просадки или волнистости. Хороший валик невозможен без точной балансировки трех параметров: напряжения, силы тока и скорости подачи расходника.

Слишком высокая подача проявляется сразу же после начала работы. С зажженной дугой скорость подачи снижается, но проволока не перестает изгибаться, липнуть к поверхности металла и не успевает плавиться. При этом наблюдается активное продуцирование брызг. Недостаточная подача проявляется в том, что электрод перегорает еще до касания с металлом. При этом наконечник, откуда подается расходный материал, будет забиваться. Таким образом, можно сделать вывод: правильный выбор режима скорости подачи и величины тока при ранее выставленных настройках напряжения является первым шагом к профессиональному росту.
Талица прямой зависимости между регулировками и результатом работы:

Полярность
Изменение полярность относится к числу наиболее простых регулировок. Под крышкой большинства полуавтоматов предусмотрена табличка с информацией о том, какой из металлов требует полярность прямую или обратную. Начинающему сварщику необходимо твердо усвоить, что при прямой полярности горелка подключается к минусовой клемме. При такой схеме коммутации проволока плавится быстрее в полтора раза, однако ухудшается стабильность электрической дуги.
При прямом подключении свариваются заготовки с использованием проволоки с флюсом. Большая часть тепловой энергии идет на защиту сварного соединения. Флюс полностью реагирует и в свободном остатке его нет. Основные издержки метода – обилие брызг и приличное количество шлака.

Омедненная цельная проволока должна быть запитана от плюсовой клеммы. Подготовка свариваемых заготовок заключается в зачистке поверхности и разделки. С увеличением диметра проволоки возрастает и проводимость. Поэтому при работе с заготовками большого размера целесообразно увеличить диаметр расходника.
Выпуск и вылет проволоки
На качество сварного шва влияет длина вылета расходного материала из наконечника, а также размер зазора между проволокой и рабочей поверхностью. Несоответствие между диаметром проволоки и величиной ее выхода из наконечника приводят к избытку брызг, прожигу металла, непроварам и короблению.
В некоторых конструкциях полуавтоматов предусмотрена возможность изменения расположения наконечника горелки относительно сопла. Размещены они на одном уровне, но контактная трубка по отношению к соплу может выдвигаться или, наоборот, утапливаться. Амплитуда регулировки составляет 3,2 мм.

Короткий вылет используется для формирования швов на конструкционной низколегированной стали. При увеличении расстояния в этом случае снижает эффективность защитного газового облака. Для того, чтобы увеличить температуру плавления, можно немного удлинить флюсовую проволоку.
Выпуск и вылет напрямую зависят от диаметра присадочной проволоки:

Настройка дуги
Даже сравнительно недорогие модели полуавтоматических сварок наделены верньерами управления индуктивностью. Данные настройки изменяют температуру сварочной дуги, глубину проплава металла, выпуклость соединения. Можно работать с чувствительными к перегреву деталями, тонкие листовые материалы теперь не представляют серьезной проблемы для сварочного аппарата.
Возрастание индуктивности возникает из-за сжатия токового канала. С ростом показателя возрастет и температура плавления, глубина расплава; сварочная ванночка становится более жидкой. Валик готового шва при этом будет более плоским. При небольшом диаметре присадочной проволоки дуга становится устойчивей, возрастает коэффициент наплава, глубина проплава металла; уменьшается количество брызг.

Параметры сварного шва в зависимости от индуктивности:

Таблица настройки полуавтомата
Перед началом работы не будет лишним уточнить основные настройки полуавтомата. Для ориентира ниже приведена таблица. Все значения в ней носят рекомендательный характер и выражают взаимосвязь всех объективных компонентов процесса:

Влияние напряжения на качество соединения
Красивый без пор шов, достаточно выпуклый, без подрезов, наплывов и прочих дефектов можно получить только при условии сбалансированности напряжения с другими регулировками. При низком напряжении сварочный шов получается узким с малой глубиной провара. И наоборот – при высоких показателях напряжения шов получится слишком широким, высоким; кратер ванны будет глубоким.
Проблемы и ошибки

В случае слепого копирования усредненных данных по настройкам оборудования, которые приведены в разных справочниках и таблицах, не исключены проблемы и промахи. Вина здесь полностью лежит на сварщике. Важно учитывать не только рекомендации, но и тонкости выполнения каждой конкретной задачи. Внимание к мелочам и творческий подход являются залогом успешного выполнения работы.
Опытные специалисты сразу улавливают некорректность работы оборудования. Вот некоторые из признаков:
- щелчки и потрескивания свидетельствуют о недостаточно высокой скорости подачи расходного материала;
- если припой начинает плавиться возле самого наконечника на приличном удалении от места стыка, то скорость его подачи является низкой;
- слишком много брызг: нужно увеличить показатели индуктивности и подачи газа;

- шов изобилует оттенками зеленого или коричневого и получается пористым – недостаточно хорошая газовая защита;
- непроваренные, равно как и прожженные участки говорят о необходимости регулировки напряжения. Не исключено, что требуется повернуть регулятор индуктивности;
- сочетание непроваров, неустойчивости дуги и неоднородного шва – ослаб контакт массы или в сварочной среде много разного мусора (возможно из-за плохо подготовленной к работе поверхности заготовок);
- зазубрины и неодинаковая полнота валика нарушена скорость ведения горелки по шву;
- прерывистый шов + избыточное разбрызгивание – длина дуги очень большая.
Регулятор давления CO2
- Авторизуйтесь для ответа в теме
#1 dimastgomel1992
- Наверх
- Вставить ник
#2 G_Kar

- Город: Томск
dimastgomel1992, баллон закрывайте, редуктор откручивать не нужно. А вот от падения баллон закрепить стоит, если не закреплен.
Сообщение отредактировал G_Kar: 18 Июнь 2019 09:34
- Наверх
- Вставить ник
#3 dimastgomel1992
- Наверх
- Вставить ник
#4 Lohus
G_Kar, вроде где-то советовали ещё и крутёлку регулятора давления отпускать, чтоб пружина не «слёживалась».
- Наверх
- Вставить ник
#5 Schlosser
Автономная ремонтная установка.

- Город: Мариуполь
- Наверх
- Вставить ник
#6 dimastgomel1992
- Наверх
- Вставить ник
#7 Lohus
dimastgomel1992, а вентиль баллона открыт на полную? Показания давления могут прыгать, но не в ноль. Какое давление/расход выставлено? По вашим наблюдениям выходит, что расход больше, чем может выходить из баллона до редуктора. Как-то так.
- Наверх
- Вставить ник
#8 brat_h
А не подскажите,подключил Регулятор,шланги подтянул,подключил к сварочному аппарату,нажимаю на кнопку подачи проволоки,дуга зажигается,шипение слышно,но на регуляторе давление падает,и приходится ждать пока давление наберется и снова варить,это особенность регулятора или он бракованный?
Это скажем так «бракованная особенность» регуляторов расхода. Чтоб от нее избавиться нужно выкрутить «расходную дюзу» из выпускного штуцера и никогда ее не ставить обратно. Расход лучше измерять внешним ротаметром (на сопло горелки). Или просто выставить 0,1-0,2 МПа (1-2 атм.) на манометре, ну и на практике испытать и проверить.
Если оставить как есть, то нужно накручивать давление из-за расходной дюзы, далее во время паузы это давление будет накапливаться в шланге до клапана, и далее при следующем старте будет «пшик», а от пшиков предлагают купить «оптимизатор», который является еще одним редуктором.
Короче, проще выкрутить «дюзу» и настроить разок редуктор и потом забыть про него если варить в углекислоте, в аргоновой смеси придется постоянно корректировать расход по мере падения давления в баллоне.
По поводу полного откручивания редуктора «между сменами» — идеальным вариантом был бы такой при котором клапан останется слегка приоткрыт — в таком случае и пружина не пережимается, и сам клапан не изнашивается о седло.
- Наверх
- Вставить ник
#9 dimastgomel1992
Нет не в ноль, но присаживается сильно давление.
Да вентиль открыт на полную, регулятор у30/ар40, шланг 9мм, 7 метров, давление выставляю примерно 10-12 литров СО 2 .
Сообщение отредактировал Глобул: 19 Июнь 2019 14:30
- Наверх
- Вставить ник
#10 Глобул

- Город: Север Краснодарского края
Давайте по порядку, а то вы и нас запутаете и сами запутаетесь.
давление выставляю примерно 10-12 литров СО2.
Давление нельзя в литрах виставить, потому что 10-12 литров которые вы выставляете это расход литров в минуту, то есть за минуту вытекает около 12 литров газа. Литры это объём газа. Шоб было понятно литр газа, это объём двух бутылок по 0.5.

Ротаметр показывает расход газа только когда газ расходуется. Когда расхода нет шарик на нуле. Манометр показывает давление именно в баллоне. Пока в баллоне есть жидкая углекислота, он будет показывать одно и тоже давление. Когда жидкость кончится он поползёт к нулю. Это та же история что и на пропановом баллоне, если вы с ним имели дело.
Теперь объясните что у вас происходит.
- Наверх
- Вставить ник
#11 brat_h
У него скорее вот такой вариант:

Шкала рабочего давления у него в «л/мин».
Вот принципиальная схема таких регуляторов:
Из-за детали 12 (расходная шайба «дюза») и возможно из-за подклинивания клапана и происходит то что человеку не нравится — заметное падение давления при начале сварки.
- Наверх
- Вставить ник
#12 dimastgomel1992
Я имел ввиду что примерно на шкале выставляется расход 10-12 л,но я почитал в руководстве к регулятору, конкретно в нем нет дюзы сменной,там что-то типа выходного отверстия как для углекислоты так и для аргона,на регуляторе показывает примерно 5.5-6 МПа, вроде так,или как я понимаю 55 — 60 атм.
У меня редиус у 30/ар 40
Хотя есть варианты,либо я не умею с ним ещё обращаться,либо он бракованный,либо просто газ подходит к концу,хотя меня уверяли и бирка висит что заправлен недавно,надо попробовать его взвесить
Сообщение отредактировал dimastgomel1992: 19 Июнь 2019 22:47
- Наверх
- Вставить ник
#13 brat_h
Если манометр высокого давления показывает около 6 МПа на углекислотном баллоне, то он считается как бы «не пустым» так как в нем все еще есть жидкая фаза углекислоты.
По поводу «выходного отверстия» — по идее можно снять выходной штуцер и посмотреть внутрь, что там и как.
И по поводу настройки расхода — может его лучше настраивать при открытом клапане на полуавтомате, то есть во время работы. Потом во время простоя посмотреть насколько давление поднимется. При хорошо работающем клапане редуктора давление не сильно повышается. Да и открываться он должен без подклиниваний, если расход газа большой он может примерзнуть, тогда нужен подогреватель.
Если есть возможность то я бы снял это «расходное отверстие» нафиг, и не морочал бы себе мозги. Так как после этого расходного отверстия, которое заметно ослабляет поток газа, в самой горелке могут быть узкие места которые ослабят и так уже слабый напор газа, при сильных перегибах, например, да и на «пшики» будет лишний газ уходить, из-за того что во время простоя давление повышается раза в два больше чем нужно и скапливается в шланге.
Намного надежнее и экономнее будет просто по давлению выставлять расход, как на обычном редукторе. На больших горелках (на 350А) в принципе хватает даже слегка ощутимого «кожей лица» напора из сопла и то когда горелка горячая, а когда холодная то вообще почти не ощущается, скажем так. «Ощущения» можно попробовать оценить еще при установленном «расходном отверстии», ну или при помощи ротаметра для сопла горелки.
Сообщение отредактировал brat_h: 20 Июнь 2019 14:22
Как правильно вести сварку полуавтоматом с углекислотой – особенности сварочного процесса

Отличительной чертой полуавтоматической сварки является автоматизированная подача присадочного материала, в качестве которого выступает сварочная проволока. Ниже рассмотрим, как правильно вести сварку полуавтоматом с углекислотой, и почему применение защитного газа повышает качество шва.
Что нужно знать о сварке полуавтоматом
Прежде чем узнать, как правильно вести сварку с углекислотой на полуавтомате, необходимо более подробно разобраться в самой технологии.
Сварочный процесс при помощи данного оборудования достаточно прост. Проволока подается непрерывно с определенной скоростью, а через сопло в рабочую зону поступает углекислый газ, либо другая газовая смесь. Такие агрегаты очень удобны в эксплуатации и позволяют производить работы даже непрофессионалам, поэтому пользуются большой популярностью в быту и на небольших частных предприятиях.

Изображение процесса сварки полуавтоматом
Одним из основных достоинств подобной технологии является возможность работать как с тонкими изделиями (до 0,5 мм), так и с большими толщинами. Кроме того, общая стоимость работ сравнительно небольшая.
Преимущества использования углекислоты
Во время работы с полуавтоматом желательно использовать защитный газ, благодаря которому результат получается более качественным. Информацию о нем можно почерпнуть в статье: сварочная смесь или углекислота – выбираем защитный газ для сварки.
Применение СО2 имеет неоспоримые преимущества:
- узкая зона термического воздействия позволяет сваривать даже сверхтонкие детали;
- производительность аппарата увеличивается в несколько раз;
- дуга становится стабильнее (в сравнении со сваркой без защитных газов), а разбрызгивание металла уменьшается;
- шов получается высокого качества, даже без дополнительной подгонки деталей;
- углекислота является более доступным газом, чем современные сварочные смеси.
Но CO2 имеет и ряд недостатков:
- дуга недостаточно стабильна по сравнению с использованием надежных защитных газовых смесей;
- разбрызгивание металла все равно остается большим по сравнению с защитными газовыми смесями;
- увеличивается время на процесс зачистки;
- увеличивается расход на присадочные материалы.

Качество швов, полученных с использованием углекислоты и сварочной смеси
Иногда нет смысла использовать дорогие защитные смеси, если работа не требует особой точности, и отличного качества шва. Но идеальные швы сделать не получится, либо же потребуется масса усилий.
Изучить, как правильно вести сварку полуавтоматом с углекислотой, на самом деле не так сложно. Тем более, что применение газа несколько упрощает рабочий процесс, добавляя ему стабильности, и уменьшая трудоемкость. Конечно, заправка газового баллона требует дополнительных финансовых вложений, однако, в итоге, сварщик получает ряд преимуществ, которые быстро окупают затраты. А прочитать подробнее про другие технические газы вы можете в этом разделе.
Как правильно вести сварку с углекислотой на полуавтомате своими руками
Чтобы шов получился качественным даже на сложной детали, необходимо иметь определенные навыки, а также придерживаться инструкций.

Соблюдайте инструкции для безопасного и правильного процесса сварки
На начальном этапе главная задача заключается в настройке аппарата. Следует убедиться, что источник настроен правильно, а характеристика выходного тока соответствует паспортным данным.
Для каждой толщины металла выбирается своя сила тока. Не следует забывать и о скорости подачи электрода, которая регулируется электрическим (переменным сопротивлением) или механическим (заменой шестерен) способом.
Держатель располагается так, чтобы наконечник находился в рабочей зоне. Одновременно с нажатием кнопки «Пуск» необходимо «чиркнуть» электродом по металлу для загорания дуги. Во время сварочного процесса наконечник ведется с оптимальной скоростью без резких движений, при этом, сварщик должен постоянно контролировать его положение и наклон.

Быстрая, медленная и нормальная подача проволоки и скорость сварки
Чтобы хорошо усвоить, как правильно вести сварку с углекислотой на полуавтомате, лучше вначале потренироваться на опытном образце. Таким образом, можно подобрать правильный режим работы аппарата, выбрать необходимую скорость подачи электрода, и определить оптимальный расход газа. Когда дуга станет устойчивой, а количество флюса будет выдаваться согласно норме, можно приступать к основному процессу.
Советы по выбору полуавтомата
От выбора аппарата для полуавтоматической сварки во многом зависит качество и эффективность работ. Ниже приведены основные особенности, на которые следует обращать внимание при покупке данного оборудования:
- чем выше мощность, тем более толстые детали можно сваривать;
- инверторные аппараты намного проще в эксплуатации;
- желательно выбирать устройства со съемными держателями;
- инструкция должна быть удобной и понятной даже непрофессионалу.
Если вы планируете использовать защитный газ, следует позаботиться о заправке баллонов. Полную информацию о данном процессе читайте в статье: углекислота: где заправить – вопрос не праздный.
Также можете посмотреть видео о сварке полуавтоматом:
В компании «Промтехгаз» можно осуществить заправку баллонов качественной защитной смесью. Большой ассортимент продукции позволит подобрать правильный газ для разных целей и материалов.
