Допустимое смещение кромок при сварке труб
СНиП III-42-80 : Сборка, сварка и контроль качества сварных соединений трубопроводов
4.1. Перед сборкой и сваркой труб необходимо:
произвести визуальный осмотр поверхности труб (при этом трубы не должны иметь недопустимых дефектов, регламентированных техническими условиями на поставку труб);
очистить внутреннюю полость труб от попавшего внутрь грунта, грязи, снега;
выправить или обрезать деформированные концы и повреждения поверхности труб;
очистить до чистого металла кромки и прилегающие к ним внутреннюю и наружную поверхности труб на ширину не менее 10 мм.
При стыковой сварке оплавлением следует дополнительно зачищать торец трубы и пояс под контактные башмаки сварочной машины.
4.2. Допускается правка плавных вмятин на торцах труб глубиной до 3,5 % диаметра труб и деформированных концов труб безударными разжимными устройствами. При этом на трубах из сталей с нормативным временным сопротивлением разрыву до 539 МПа (55 кгс/мм2) допускается правка вмятин и деформированных концов труб при положительных температурах без подогрева. При отрицательных температурах окружающего воздуха необходим подогрев на 100—150°С. На трубах из сталей с нормативным временным сопротивлением разрыву 539 МПа (55 кгс/мм2) и более — с местным подогревом на 150—200° С при любых температурах окружающего воздуха.
Участки и торцы труб с вмятиной глубиной более 3,5 % диаметра трубы или имеющие надрывы необходимо вырезать.
Допускается ремонт сваркой забоин и задиров фасок глубиной до 5 мм.
Концы труб с забоинами и задирами фасок глубиной более 5 мм следует обрезать.
4.3. Сборка труб диаметром 500 мм и более должна производиться на внутренних центраторах. Трубы меньшего диаметра можно собирать с использованием внутренних или наружных центраторов. Независимо от диаметра труб сборка захлестов и других стыков, где применение внутренних центраторов невозможно производится с применением наружных центраторов.
4.4. При сборке труб с одинаковой нормативной толщиной стенки смещение кромок допускается на величину до 20 % толщины стенки трубы, но не более 3 мм при дуговых методах сварки и не более 2 мм при стыковой сварке оплавлением.
4.5. Непосредственное соединение на трассе разнотолщинных труб одного и того же диаметра или труб с деталями (тройниками, переходами, днищами, отводами) допускается при следующих условиях:
если разность толщин стенок стыкуемых труб или труб с деталями (максимальная из которых 12 мм и менее) не превышает 2,5 мм;
если разность толщин стенок стыкуемых труб или труб с деталями (максимальная из которых более 12 мм) не превышает 3 мм.
Соединение труб или труб с деталями с большей разностью толщин стенок осуществляется путем вварки между стыкуемыми трубами или трубами с дeтaлями переходников или вставок промежуточной толщины, длина которых должна быть не менее 250 мм.
При разнотолщинности до 1,5 толщины допускается непосредственная сборка и сварка труб при специальной разделке кромок более толстой стенки трубы или детали. Конструктивные размеры разделки кромок и сварных швов должны соответствовать указанным на рис. 1.
Смещение кромок при сварке разностенных труб, измеряемое по наружной поверхности, не должно превышать допусков, установленных требованиями п. 4.4 настоящего раздела.
Подварка изнутри корня шва разностенных труб диаметром 1000 мм и более по всему периметру стыка обязательна, при этом должен быть очищен подварочный слой от шлака, собраны и удалены из трубы огарки электродов и шлак.
Рис. 1. Конструктивные размеры разделки кромок и сварных швов разнотолщинных труб (до 1,5 толщины стенки)
4.6. Каждый стык должен иметь клеймо сварщика или бригады сварщиков, выполняющих сварку. На стыки труб из стали с нормативным временным сопротивлением разрыву до 539 МПа (55 кгс/мм2) клейма должны наноситься механическим способом или наплавкой. Стыки труб из стали с нормативным временным сопротивлением разрыву 539 МПа (55 кгс/мм2) и более маркируются несмываемой краской снаружи трубы.
Клейма наносятся на расстоянии 100—150 мм от стыка в верхней полуокружности трубы.
4.7. Приварка каких-либо элементов, кроме катодных выводов, в местах расположения поперечных кольцевых, спиральных и продольных заводских сварных швов, не допускается. В случае если проектом предусмотрена приварка элементов к телу трубы, то расстояние между швами трубопровода и швом привариваемого элемента должно быть не менее 100 мм.
4.8. Непосредственное соединение труб с запорной и распределительной арматурой разрешается при условии, что толщина свариваемой кромки патрубка арматуры не превышает 1,5 толщины стенки стыкуемой с ней трубы в случае специальной подготовки кромок патрубка арматуры в заводских условиях согласно рис. 2.
Во всех случаях, когда специальная разделка кромок патрубка арматуры выполнена не в заводских условиях, а также когда толщина свариваемой кромки патрубка арматуры превышает 1,5 толщины стенки стыкуемой с ней трубы, соединение следует производить путем вварки между стыкуемой трубой и арматурой специального переходника или переходного кольца.
Рис. 2. Подготовка промок патрубков арматуры при непосредственном соединении их с трубами
4.9. При сварке трубопровода в нитку сварные стыки должны быть привязаны к пикетам трассы и зафиксированы в исполнительной документации.
4.10. При перерыве в работе более 2 ч концы свариваемого участка трубопровода следует закрыть инвентарными заглушками для предотвращения попадания внутрь трубы снега, грязи и т. п.
4.11. Кольцевые стыки стальных магистральных трубопроводов могут свариваться дуговыми методами сварки или стыковой сваркой оплавлением.
4.12. Допускается выполнение сварочных работ при температуре воздуха до минус 50°С.
При ветре свыше 10 м/с, а также при выпадении атмосферных осадков производить сварочные работы без инвентарных укрытий запрещается.
4.13. Монтаж трубопроводов следует выполнять только на монтажных опорах. Применение грунтовых и снежных призм для монтажа трубопровода не допускается.
4.14. К прихватке и сварке магистральных трубопроводов допускаются сварщики, сдавшие экзамены в соответствии с Правилами аттестации сварщиков Госгортехнадзора России, имеющие удостоверения и выдержавшие испытания, регламентируемые требованиями пп. 4.16—4.23 настоящего раздела.
4.15. Изготовление сварных соединительных деталей трубопровода (отводов, тройников, переходов и др.) в полевых условиях запрещается.
4.16. При производстве сварочных работ каждый сварщик (бригада или звено сварщиков в случае сварки стыка бригадой или звеном) должен (должны) сварить допускной стык для труб диаметром до 1000 мм или половину стыка для труб диаметром 1000 мм и более в условиях, тождественных с условиями сварки на трассе, если:
он (они) впервые приступил(и) к сварке магистрального трубопровода или имел(и) перерыв в своей работе более трех месяцев;
сварка труб осуществляется из новых марок сталей или с применением новых сварочных материалов, технологии и оборудования;
изменился диаметр труб под сварку (переход от одной группы диаметров к другой — см. а — в на рис. 3);
изменена форма разделки торцов труб под сварку.
Рис. 3. Схема вырезки образцов для механических испытаний
а — трубы диаметром до 400 мм включительно; б — трубы диаметром от 400 мм до 1000 мм; в — трубы диаметром 1000 мм и более; 1 —образец для испытания на растяжение (ГОСТ 6996-66, тип XII или XIII); 2 — образец на изгиб корнем шва наружу (ГОСТ 6996—66, тип XXVII или XXVIII) или на ребро; 3 — образец на изгиб корнем шва внутрь (ГОСТ 6996—66, тип XXVII или XXVIII) или на ребро
4.17. Допускной стык подвергается:
визуальному осмотру и обмеру, при котором сварной шов должен удовлетворять требованиям пп. 4.26; 4.27 настоящего раздела;
радиографическому контролю в соответствии с требованиями п.4.28 настоящего раздела;
механическим испытаниям образцов, вырезанных из сварного соединения в соответствии с требованиями п. 4.19 настоящего раздела.
4.18. Если стык по визуальному осмотру и обмеру или при радиографическим контроле не удовлетворяет требованиям пп.4.26,4.27, 4.32 настоящего раздела, то производится сварка и повторный контроль двух других допускных стыков; в случае получения при повторном контроле неудовлетворительных результатов хотя бы на одном из стыков бригада или отдельный сварщик признаются не выдержавшими испытание.
4.19. Механическими испытаниями предусматривается проверка образцов на растяжение и изгиб, вырезанных из сварных соединений. Схема вырезки и необходимое количество образцов для различных видов механических испытаний должны соответствовать указанным на рис. 3 и в табл. 3.
Диаметр трубы, мм
Количество образцовдля механических испытаний
Сборка под сварку
Сборка под сварку деталей важная и ответственная операция от которой зависит качество готового изделия. Некачественная сборка может привезти к дефектам которые не возможно будет исправить. Это размеры и форма готового изделия, размеры швов. Некачественная сборка может привезти к непроварам и прожогам если не выдержан правильный зазор между деталями. Поэтому к процессу сборки соединяемых деталей нужно относиться крайне ответственно соблюдая все нормируемые параметры этого процесса, которые мы рассмотрим далее.
Нормируемые параметры сборки деталей под сварку
- Смещение кромок (Линейное смещение стыковых соединений);
- Зазор;
- Отклонение от прямолинейности (Угловое смещение);
- Требования к прихваткам (количество, длина, высота, место установки);
- Смещение продольных швов смежных сварных труб;
- Требования к приспособлениям, установке и снятию технологических креплений.
Линейное смещение кромок
Линейным смещением свариваемых кромок соединяемых листов или труб называют смещение между двумя свариваемыми элементами, у которых поверхности параллельны, но расположены не в одной плоскости.
Допускаемое смещение кромок устанавливается нормативными документами (ПБ,ОСТ, СТО, РД).
Важно! Большое смещение кромок может привести к непровару в корне сварного шва.
Зазор
Необходим для проплавления корня шва и формирования обратного валика.
Устанавливается стандартом на конструктивные элементы сварных соединений для различных способов сварки или отраслевыми нормативно техническими документами (ГОСТ, СТО, РД).
Важно! При заниженном зазоре возможен непровар, при завышенном прожог.
Угловое смещение (перелом)
Угловым смещением листов (труб) — называют смещение между двумя свариваемыми элементами, поверхности которых не параллельны и не находятся под заданным углом.
Допускаемое угловое смещение (отклонение от прямолинейности трубопроводов) устанавливается нормативными документами (ПБ, ОСТ, СТО, РД)
Угловое смещение труб, как правило, измеряют на расстоянии 200 мм. от стыка прикладыванием линейки длиной не менее 400 мм и измерением зазора.
Требование к прихваткам
Прихватки должны обеспечивать жесткость конструкции в процессе сварки за счет:
- количества;
- размеров (длины, высоты);
- равномерности расположения по длине шва.
Прихватки не должны снижать качество сварного шва, поэтому:
- должны выполняться аттестованными сварщиками;
- должны располагаться на свариваемых кромках ( за исключением мест пересечения сварных швов);
- должны выполняться теми же сварочными материалами, что и корневой слой шва;
- должны зачищаться (или удаляться) для обеспечения формирования корневого слоя;
- не должны иметь дефектов. При появлении дефектов в прихватке (пор, трещин) необходимо работы приостановить до выяснения причин;
При недостаточной длине прихваток возможно их разрушение, при завышенной их длине будет большая поперечная усадка и уменьшение требуемого зазора, что приведет к непровару.
Смещение продольных швов сварных труб
Необходимо для исключения концентратора напряжений в месте перекрестия продольных и кольцевых швов.
Для магистральных и промысловых газопроводов смещение преграждает лавинообразное разрушение по сварному шву на переходе с одной трубы на другую.
Требования к сборке технологических трубопроводов
Смещение кромок по наружному диаметру разнотолщинных труб не должно превышать 30% от толщины тонкостенного элемента, но не более 5 мм.
Смещение кромок по внутреннему диаметру не должно превышать значений:
- 0,10 S, но не более 1мм — для трубопроводов Рy свыше 10 МПа (100 кгс/см2) и трубопроводов I категории, работающих при температуре ниже — 70°C ;
- 0,15 S,но не более 1мм — для трубопроводов II — V категорий.
Если смещение кромок превышает допустимое значение, то плавный переход в месте стыка должен быть обеспечен путем проточки конца трубы под углом не более 15°.
Для трубопроводов с Ру до 10 МПа (100 кгс/см2) допускается калибровка концов труб методом цилиндрической или конической раздачи.
Условное смещение. Отклонение от прямолинейности, замеренное линейкой длиной 400 мм в трех равномерно расположенных по периметру местах на расстоянии 200 мм от стыка, не должно превышать: 1,5 мм — для трубопроводов Рy свыше 10 МПа (100 кгс/см2) и трубопроводов I категории; 2,5 мм — для трубопроводов II — V категорий.
Требования к прихваткам. Количество прихваток для трубопроводов диаметром до 100мм-2шт.; 100-600мм.-3-4шт.; свыше 600мм.-через каждые 300-400мм.
Длина прихватки для трубопроводов диаметром до 600мм. 2,0 — 2,5 толщины стенки, но не менее 15 и не более 60мм. Свыше 600 мм.-50-70мм.
Высота прихватки для трубопроводов диаметром до 600мм. 0,4 — 0,5 толщины стенки при толщине стенки до 10 мм и 5 мм при толщине стенки от 10 мм и выше. Свыше 600 мм. 4-5мм.
Требования к приспособлениям и технологическим креплениям
Сборка осуществляется с помощью центраторов или привариваемых на расстоянии 50 — 70 мм. от торца труб временных технологических креплений. Технологические крепления изготовливаются из стали того же класса, что и свариваемые трубы. Для закаливающихся теплоустойчивых сталей технологические крепления могут быть изготовлены из углеродистых сталей.
При сборке стыков из аустенитных сталей с толщиной стенки трубы менее 8 мм, к сварным соединениям которых предъявляются требования стойкости к межкристаллитной коррозии, приварка технологических креплений не допускается.
Требования к смещению продольных швов
При сборке труб и других элементов с продольными швами последние должны быть смещены относительно друг друга. Смещение должно быть не менее трехкратной толщины стенки свариваемых труб (элементов), но не менее 100 мм. При сборке труб и других элементов с условным диаметром 100 мм и менее продольные швы должны быть смещены относительно друг друга на величину, равную 1/4 окружности трубы (элемента).
Требования к сборке трубопроводов газового оборудования
Смещение кромок. Допускаемое смещение кромок свариваемых труб не должно превышать величины 0,15S + 0,5 мм, где S — наименьшая из толщин стенок свариваемых труб.
Сварка стыков разнотолщинных труб или труб с соединительными деталями и патрубками арматуры допускается без специальной обработки кромок при толщине стенок менее 12,5 мм (если разность толщин не превышает 2,0 мм).
на надземных и внутренних газопроводах низкого давления допускается производить нахлесточные соединения «труба в трубу» размеров d 50×40, 40×32, 32×25, 25×20 мм.при условии:
— просвет между трубами, соединяемыми внахлест, не более 1—2 мм и равновелик по периметру;
— величина нахлеста по длине соединяемых труб не менее 3 см;
— на конце трубы меньшего диаметра выполняется фаска вовнутрь под углом не менее 45° на всю толщину стенки трубы;
Требования к смещению продольных швов
Сборку под сварку труб с односторонним продольным или спиральным швом производят со смещением швов в местах стыковки труб не менее чем на:
15 мм — для труб диаметром до 50 мм; 50 мм —от 50 до 100 мм; 100 мм диаметром св. 100 мм.
При сборке под сварку труб, у которых швы сварены с двух сторон, допускается не производить смещение швов при условии проверки места пересечения швов физическими методами.
Требования к сборке трубопроводов котельного оборудования
Требования к прихваткам
Прихваточные швы должны быть равномерно расположены по периметру стыка. Не рекомендуется накладывать прихватки на потолочный участок стыка.
В стыках, собираемых без подкладных колец, число прихваток и их протяженность зависят от диаметра труб и должны соответствовать следующим нормам:
Допустимое смещение внутренних кромок при сборке стыков труб
| Номинальное давление PN, МПа | Категория трубопро- водов | Величина смещения в зависимости от номинальной толщины стенки S, мм | |
| кольцевой шов | продольный шов | ||
| Свыше 10 до 320 и I категории при температуре ниже минус 700С |  |
0,10S, но не более 1 мм | |
| До 10 | I и II | 0,15S, но не более 2 мм | 0,10S, но не более 1мм |
| III и IV | 0,20S, но не более 3 мм | 0,15S, но не более 2 мм | |
| V | 0,30S, но не более 3 мм | 0,20S, но не более 3 мм |
132. Трубопроводы, проходящие через стены или перекрытия зданий, рекомендуется в целях обеспечения безопасности заключать в специальные гильзы или футляры. Не рекомендуется в целях
безопасности применять сварные и резьбовые соединения трубопроводов внутри футляров
. 233. Не рекомендуется допускать превышение отклонения линейных размеров сборочных единиц трубопроводов±3 мм на 1 м, но не более ±10 мм на всю длину
244. Не рекомендуется производить вварку штуцеров, бобышек, муфт и других деталей в местах расположения сварных швов, в гнутые и штампованные детали трубопроводов.
245. В обоснованных случаях в гнутые и штампованные детали трубопроводов допускается вварка одного штуцера внутренним диаметром не более 25 мм.
246. Расстояние между краем шва приварки накладки и краем ближайшего шва
трубопровода или шва
приварки патрубка, а также краями швов приварки соседних накладок, рекомендуется принимать равной не менее трехкратной толщины стенки трубы, но не менее 20 мм.
.При изготовлении, монтаже и ремонте рекомендуется применять аттестованную технологию.
289. Газовая сварка допускается для труб и углеродистых с толщиной стенки не более 3,5 мм при давлении до 10 МПа.
290. Газовая сварка стыков из низколегированных закаливающихся сталей (15ХМ, 12Х1МФ и др.) рекомендуется применять при монтаже и ремонте труб с номинальным диаметром до 40 и толщиной стенки не более 5 мм при давлении до 10 МПа.
177. Опоры и подвески рекомендуется располагать на расстоянии не менее 100 мм от св. швов.
233. Не рекомендуется допускать превышение отклонения линейных размеров сборочных единиц трубопроводов±3 мм на 1 м, но не более ±10 мм на всю длину.
244. Не рекомендуется производить вварку штуцеров, бобышек, муфт и других деталей в местах расположения сварных швов, в гнутые и штампованные детали трубопроводов.
245. В обоснованных случаях в гнутые и штампованные детали трубопроводов допускается вварка одного штуцера внутренним диаметром не более 25 мм.
246. Расстояние между краем шва приварки накладки и краем ближайшего шва трубопровода или шва приварки патрубка, а также краями швов приварки соседних накладок, рекомендуется принимать равной не менее трехкратной толщины стенки трубы, но не менее 20 мм.
290. Сваривать газовой сваркой при монтаже технологич. трубопроводов с давлением до 10 Мпа допускается с номинальным диаметром до 80мм и толщиной стенки не более 3,5 мм при давлении до 10 МПа.
292. К производству св. работ, включая прихватку и приварку временных креплений, рекомендуется допускать сварщиков, аттестованных на выполнение соответствующих работ.
293. При выборе и применении сварочных материалов рекомендуется уделять внимание на наличие подтверждения их соответствия требованиям национальных стандартов или технических условий и иметь соответствующие сертификаты.
294. Рекомендуется при отсутствии сертификатов сварочные материалы допускать использовать после проверки химического состава и механических свойств наплавленного метала.
 303. Отклонение от перпендикулярности обработанного под сварку торца трубы относительно образующей не рекомендуется более:
303. Отклонение от перпендикулярности обработанного под сварку торца трубы относительно образующей не рекомендуется более:
0,5 мм для DN до 65;
1,0 мм для DN свыше 65 до 125;
1,5 мм для DN свыше 125 до 500;
2,0 мм для DN свыше 500.
304. Сборка стыков труб под сварку рекомендуется производить с использованием центровочных приспособлений, обеспечивающих требуемую соосность стыкуемых труб и равномерный зазор по всей
окружности стыка, а также с помощью прихваток или привариваемых на расстоянии 50÷70 мм от торца труб
временных технологических креплений.
Технологические крепления рекомендуется изготавливать из стали того же класса, что и свариваемые трубы. При сборке стыков из закаливающихся теплоустойчивых сталей технологические крепления могут быть изготовлены из углеродистых сталей.
306. При сборке труб и других элементов с продольными швами последние рекомендуется смещать относительно друг друга. При этом рекомендуется смещение производить на расстояние не менее трехкратной толщины стенки свариваемых труб (элементов), но не менее 100 мм. При сборке труб и других элементов с номинальным диаметром 100 мм и менее продольные швы рекомендуется смещать относительно друг друга на величину, равную одной четверти окружности трубы (элемента).
307. При сборке стыка рекомендуется предусматривать возможность свободной усадки металла шва в процессе сварки. Не рекомендуется выполнять сборку стыка с натягом.
308. При сборке труб и других элементов смещение кромок по наружному диаметру не рекомендуется выполнять на расстояние превышающее 30% от толщины тонкостенного элемента, но не более 5 мм. Если смещение кромок превышает допустимое значение, то для обеспечения плавного перехода рекомендуется протачивать конец трубы с большим наружным диаметром под углом не более 15°.
309. Смещения внутренних кромок по внутреннему диаметру рекомендуется допускать в пределах значений, приведенных в приложении № 13 к настоящему Руководству по безопасности. Если смещение кромок превышает допустимое значение, то плавный переход в месте стыка рекомендуется обеспечивать путем проточки конца трубы с меньшим внутренним диаметром под углом не более 150. Для трубопроводов с PN до 10 МПа допускается калибровка концов труб методом цилиндрической и конической раздачи.
 310. Отклонение от прямолинейности собранного встык участка трубопровода, замеренное линейкой длиной 400 мм в трех равномерно расположенных по периметру местах на расстоянии 200 мм от стыка, не рекомендуется превышающим:
310. Отклонение от прямолинейности собранного встык участка трубопровода, замеренное линейкой длиной 400 мм в трех равномерно расположенных по периметру местах на расстоянии 200 мм от стыка, не рекомендуется превышающим:
 1,5 мм для трубопроводов PN свыше 10 МПа и трубопроводов I категории;
1,5 мм для трубопроводов PN свыше 10 МПа и трубопроводов I категории;
2,5 мм для трубопроводов II V категории.
311. Способ сварки и св. материалы при выполнении прихваток рекомендуется выбирать и определять в соответствии со способами и сварочными материалами при сварке корня шва.
312. Прихватки, имеющие недопустимые дефекты, обнаруженные внешним осмотром, рекомендуется удалять механическим способом.
313. Рекомендуется предусматривать меры по обеспечению равномерного расположения прихваток по периметру стыка. Их количество и длина рекомендуется приводить в ТД.
314. Сборка стыков труб и других элементов, работающих под давлением до 10 МПа, рекомендуется осуществлять на остающихся подкладных кольцах или съемных медных кольцах, если это предусмотрено проектной документацией
316. К проведению работ по термической обработке сварных соединений рекомендуется допускать термистов-операторов, прошедших специальную подготовку и аттестованных в соответствующем порядке.
317. Термообработке рекомендуется подвергнуть:
стыковые соединения элементов из углеродистых сталей с толщиной стенки более 36 мм;
сварные соединения штуцеров с трубами из углеродистых сталей с толщиной стенки трубы и штуцера соответственно более 36 и 25 мм;
стыковые соединения элементов из низколегированных марганцовистых и кремнемарганцовистых сталей с толщиной стенки более 30 мм;
сварные соединения штуцеров с трубами из низколегированных марганцовистых и кремнемарганцовистых сталей с толщиной стенки трубы и штуцера соответственно более 30 и 25 мм;
стыковые соединения и сварные соединения штуцеров с трубами из хромокремнемарганцовистых, хромомолибденовых, хромомолибдено-ванадиевых, хромованадиевольфрамовых и хромомолибденованадие- вольфрамовых сталей независимо от толщины стенки; для сварных соединений из стали марок 12ХМ, 12МХ и
15ХМ толщиной не более 12 мм, выполненных с применением электродов типа Э-09Х1М, термообработка не является обязательной при условии обеспечения твердости металла шва не выше 240 НВ;
стыковые соединения и сварные соединения штуцеров с трубами из углеродистых и низколегированных сталей, предназначенные для работы в средах, вызывающих коррозионное растрескивание (по указаниям в проектной документации);
стыковые соединения и сварные соединения штуцеров с трубами из сталей аустенитного класса,
320. Участки трубопровода, расположенные возле нагреваемого при термообработке кольца, рекомендуется покрыть теплоизоляцией для обеспечения плавного изменения температуры по длине
324. Режимы нагрева, выдержки и охлаждения при термической обработке труб и других элементов рекомендуется регистрировать самопишущими приборами.
326. После холодной гибки гнутые участки труб из углеродистых и низколегированных сталей рекомендуется подвергать термической обработке, если отношение среднего радиуса гиба к номинальному наружному диаметру трубы составляет менее 3,5, а отношение номинальной толщины стенки трубы к ее номинальному наружному диаметру превышает 0,05; гнутые участки труб из аустенитных сталей рекомендуется подвергать термической обработке независимо от диаметра и толщины стенки трубы.
323. ТО сварных соединений рекомендуется проводить без перерыва
325. ТО одного и того же сварного соединения допускается проводить не более трех раз.
330. Визуальному осмотру и измерениям рекомендуется подвергнуть все св. соединения после их очистки от шлака, окалины, брызг металла и загрязнений не менее 20 мм по обе стороны от шва.
336. К контролю сварных соединений физическими методами рекомендуется допускать дефектоскопистов, имеющих соответствующее квалификационное удостоверение на проведение контроля.
346. Рекомендуется подвергнуть стилоскопированию на наличие основных легирующих элементов сварные соединения легированных сталей трубопроводов с РN до 10 МПа в следующих случаях:
выборочно, но не менее двух соединений, выполненных одним сварщиком из одной партии сварочных материалов;
если соответствие использованных сварочных материалов назначенным вызывает сомнение;
если после термической обработки твердость сварного соединения не соответствует установленным требованиям.
Сварные соединения трубопроводов из легированных сталей с РN свыше 10 МПа рекомендуется подвергнуть стилоскопированию в объеме 100 %.
При неудовлетворительных результатах стилоскопирования хотя бы одного сварного
соединения в случае выборочного контроля стилоскопированию рекомендуется подвергнуть все сварные швы, выполненные с использованием той же партии сварочных материалов сварщиком, выполнившим данное сварное соединение.
348. При выявлении методами неразрушающего контроля дефектных сварных соединений контролю рекомендуется подвергать удвоенное от первоначального объема количество сварных соединений на данном участке трубопровода, выполненных одним сварщиком. Если при дополнительном контроле хотя бы одно сварное соединение будет признано негодным, контролю рекомендуется подвергать 100 % сварных соединений, выполненных на данном участке трубопровода.
349. Дефекты, обнаруженные в процессе контроля, рекомендуется устранять с последующим контролем исправленных участков.
352. Количество контрольных сварных соединений для проведения механических испытаний и металлографических исследований рекомендуется выбирать в соответствии с приложением № 20 к настоящему Руководству по безопасности.

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰).

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций.

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ — конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.
Разделка кромок под сварку
Содержание:
- Нюансы разделки кромок
- Виды разделок
- Смещение деталей
- Кромки для труб
- Интересное видео
Одним из этапов подготовки металлических деталей для их сваривания в неразъемное соединение является работа с их кромками. Придание им определенной формы называется разделкой. С какой целью выполняют разделку кромок свариваемых деталей? Это необходимо для повышения качества будущей сварной конструкции. Скос кромок обеспечивает хороший провар по всей ширине шва. Кроме того, это гарантирует доступ инструмента сварщика к корню сварного шва. Это главные причины, для чего выполняется разделка кромок при сварке.
Размеры скосов относятся к конструктивным значениям, регламентируемым нормативными документами. Они разделяются в зависимости от формы соединений и способа сварки. Так, например, ГОСТ 5264, в котором содержатся требования к ручной дуговой сварке, не распространяется на соединения трубопроводов, описания которых изложены в ГОСТе 16037. При автоматической сварке и с применением полуавтомата следует обратиться к ГОСТу 11533. Суть разделки кромок под сварку заключается в удалении части металла на торце под определенным углом, называемым скосом.

Нюансы разделки кромок
Разделка под сварку имеет свои особенности. При разделке увеличивается ширина сварного шва. Это приводит к дополнительному расходу материалов. При некоторых ситуациях разделка кромок отсутствует, и сварка производится без этого подготовительного этапа. Если свариваются тонкие детали, то прибегают к отбортовке.

Отбортовкой называется загиб кромок соединяемых деталей. Выполняют отбортовку ручным или машинным способом. Вручную она может выполняться на наковальне с применением молотка или кувалды. Механическая обработка также может проводиться строганием, фрезерованием, долблением, применением абразивов, что требует соответствующего оборудования, например, строгальных или фрезеровальных станков.
Устройство строгальных станков достаточно простое. Высокопрочный резец, проходя вдоль торца под установленным углом, снимает за каждый проход слой металла. Затем механизм станка изменяет его положение и операции повторяются. Фрезеровальные станки находят применение, когда поверхность деталей имеет криволинейную форму. Фаска образуется с помощью фрезы, совершающей перемещение вдоль линии шва.
Для больших конструкций и трубопроводов используют кромкоскалыватели, работающие методом долбления. Абразивную обработку применяют для заготовок маленького размера и для окончательной доводки после строгания и фрезерования. Снимать кромку можно с помощью газового резака. Для машинного способа используют зигмашину.
Фаски на кромках делают с одной стороны или с обеих. Односторонние скосы на прямых деталях способствуют легкости протекания процесса сварки. При двухсторонних фасках необходимо обеспечить сварщику доступ к обеим сторонам соединения.
Конструктивные параметры
Типы разделки кромок под сварку различаются в зависимости от выбранных конструктивных параметров:
- Угол скоса. Обозначается буквой «β». Это острый угол между двумя плоскостями: торца и скошенной поверхностью. Находится в диапазоне от 10 до 30 градусов. Если скашивается только одна кромка, то угол составляет 45 градусов.
- Угол разделки. Обозначается буквой «α». Под этим термином подразумевается угол между скошенными поверхностями. Когда угол скоса обеих деталей одинаков, то угол разделки равняется его двойному значению. Соответственно, находится в диапазоне от 20 до 60 градусов. Правильный выбор угла раскрытия обеспечивает проникновение электрода вглубь, достаточного для хорошей проварки корня шва.
- Величина притупления. Обозначается буквой «С». Часть торца кромки, оставшаяся нескошенной, может иметь острую форму. Это может помешать процессу сварки и вызвать в этой тонкой части прожоги металла. Чтобы этого избежать прибегают к затуплению кромок. Размер притупления составляет порядка 2 мм.
- Зазор. Обозначается буквой «b». Является расстоянием между кромками в зоне корня шва. Зазор оставляют для лучшего провара в этой области. Его значение обычно составляет около 1,5 мм. Эта величина может быть уменьшена или увеличена в зависимости от технологии процесса сварки.
- Длина скоса. Обозначается буквой «L». Регулирует плавность перехода от минимального размера скошенной части до толщины детали. Правильно выбранное значение устранит дополнительные напряжения в этой области.
- Высота и ширина обозначаются как «h» и «в» соответственно.
- Катет шва. Обозначается буквой «К». Это наименьшее расстояние от плоскости одной детали до границы треугольного шва на другой.

Элементы геометрической подготовки формы кромок под сварку имеют свое обозначение, которое используется на чертежах, в технологической и конструкторской документации.
Виды разделок
Классификация предлагает различные виды разделки кромок под сварку. Они находят применение в зависимости от толщины элементов, применяемой технологии, типа шва. Каждый вид получил название по латинской букве, которую он напоминает. Три вида имеют прямолинейный скос, а один — криволинейный.

V-образная
Является наиболее часто применяемой. Это объясняется простотой выполнения и возможностью использования для различных толщин свариваемых деталей. Диапазон толщин — от 3 до 26 мм.
Представляет собой разделку обеих кромок с одной стороны. Угол разделки — 60 градусов. Применяется для стыковых, угловых и тавровых соединений.
X-образная
Используется также достаточно часто. Скосы выполняют с обеих сторон. Способ применяется для соединения деталей, имеющих толщину от 12 до 60 мм. Угол разделки такой же, как в предыдущем варианте. С каждой стороны осуществляется несколько проходов. При таком способе значительно снижается расход электродов при сварке. Остаточные деформации при нагреве являются незначительными.
U-образная
Единственный вид криволинейного скоса. Иногда называется «рюмочным». Разделка кромок для сварки таким способом является наиболее трудной. Применение оправдано, когда необходимо получит высокое качество шва. Обе кромки скашиваются одинаково с одной стороны. Подходящая толщина деталей — от 20 до 60 мм. При сварке кромок таким способом происходит уменьшенный расход электродов. Вручную выполнять трудно, поэтому применяются кромкорезы.
К-образная
Наиболее редко применяемый способ. Скос кромок под сварку в соединении делается только для одной детали. Одна из кромок односторонняя, а вторая имеет сразу два скоса. Если возникли затруднения, какая подходит разделка кромок под сварку таблица поможет сделать правильный выбор.

Из нее видно, что форма кромок зависит от типа соединения, характера шва и толщины свариваемых деталей.
Смещение деталей
Кромки не обязаны отличаться симметричностью и быть параллельными между собой. Однако, смещение кромок сварных стыковых соединений имеет ограничение. Все допуски указаны в нормативных документах. Величина допускаемого смещения зависит от толщины соединяемых деталей.

Свои нюансы имеет сварка трубопроводов и других различных труб. Это потребует повышенной точности. Допустимое смещение кромок при сварке труб будет гораздо меньшем, чем у деталей, имеющих плоскую форму. Способом предупреждения появления значительного смещения является надежная фиксация соединяемых элементов. Оправдавшим себя методом фиксации является выполнение прихваток — коротких поперечных швов.
Кромки для труб
К соединениям из труб, в частности к трубопроводам, предъявляются повышенные требования. Они являются наиболее трудными при сварке, требуют прочности, надежности и долговечности. Разделка кромок под сварку трубопроводов из стали определена требованиями ГОСТа 16037.
Большое значение придается перпендикулярности оси трубы к ее торцевой поверхности. Чтобы выдержать это требование, перед началом разделки кромок следует совершить обрезку торцов и проконтролировать получение требуемого прямого угла. Угол раскрытия должен составлять 60-70 градусов. Величина притупления кромок составляет 2-2,5 мм. Кромки под сварку труб могут обрабатываться различными способами: с помощью механической обработки, газовой резкой и другими.
При сборке соединения необходимо отслеживать, чтобы совпадали оси и поверхности стыков. Жесткое требование предъявляется к величине зазора. Его значение находится в диапазоне 2-3 мм. Чтобы не произошло перекоса соединения, зазор должен быть одинаковым по всей окружности.
Интересное видео
Допустимое смещение кромок при сварке труб
4.9. Сварные соединения
4.9.1. При сварке обечаек и труб, приварке днищ к обечайкам следует применять стыковые швы с полным проплавлением.
Допускается применять угловые и тавровые швы при приварке штуцеров, люков, труб, трубных решеток, плоских днищ и фланцев.
Допускается применять нахлесточные сварные швы для приварки укрепляющих колец и опорных элементов.
Не допускается применение угловых и тавровых швов для приварки штуцеров, люков, бобышек и других деталей к корпусу с неполным проплавлением (конструктивным зазором):
в сосудах 1, 2, 3-й групп при диаметре отверстия более 120 мм, в сосудах 4-й и 5а групп при диаметре отверстия более 275 мм;
в сосудах 1, 2, 3, 4-й и 5а групп из низколегированных марганцовистых и марганцевокремнистых сталей с температурой стенки ниже минус 30 АС без термообработки и ниже минус 40АС с термообработкой;
в сосудах всех групп, предназначенных для работы в средах, вызывающих коррозионное растрескивание, независимо от диаметра патрубка, за исключением случаев, когда предусмотрена засверловка отверстия в зонах конструктивного зазора.
Не допускается применение конструктивного зазора в соединениях фланцев с патрубками сосудов, работающих под давлением более 2,5 МПа (25 кгс/см2) и при температуре более 300 АС , и фланцев с обечайками и днищами сосудов, работающих под давлением более 1,6 МПа (16 кгс/см2) и при температуре более 300АС. Не допускается конструктивный зазор в этих сварных соединениях независимо от рабочих параметров в сосудах, предназначенных для работы в средах, вызывающих коррозионное растрескивание.
4.9.2. Сварные швы сосудов следует расположить так, чтобы обеспечить возможность их визуального осмотра и контроля качества неразрушающим методом (ультразвуковым, радиографическим и др.), а также устранения в них дефектов.
Допускается в сосудах 1, 2, 3, 4-й и 5а групп не более одного, в сосудах 5б группы не более четырех, в теплообменниках не более двух стыковых швов, доступных для визуального осмотра только с одной стороны. Швы необходимо выполнять способами, обеспечивающими провар по всей толщине свариваемого металла (например, с применением аргонодуговой сварки корня шва, подкладного кольца, замкового соединения). Возможность применения остающегося подкладного кольца и замкового соединения в сосудах 1-й группы следует обосновывать в проекте в установленном порядке.
4.9.3. Продольные сварные швы горизонтально устанавливаемых сосудов следует располагать вне центрального угла 140А нижней части корпуса, если нижняя часть недоступна для визуального осмотра, о чем должно быть указано в проекте.
4.9.4. Сварные швы сосудов не следует перекрывать опорами. Допускается в горизонтальных сосудах на седловых опорах и подвесных вертикальных сосудах местное перекрытие опорами кольцевых (поперечных) сварных швов на общей длине не более 0,35 Пи D_н ( D_н — наружный диаметр сосуда), а при наличии подкладного листа — на общей длине не более 0,5 Пи D_н при условии, что перекрываемые участки швов по всей длине проконтролированы радиографическим или ультразвуковым методом .
Перекрытие мест пересечения швов не допускается.
4.9.5. Расстояние между продольным швом корпуса горизонтального сосуда и швом приварки опоры следует принимать:
не менее кв .к орень (D х S) — для нетермообработанного сосуда (D — внутренний диаметр сосуда, S — толщина обечайки);
в соответствии с требованием п.4.9.6 для термообработанного сосуда.
4.9.6. Расстояние между краем шва приварки внутренних и внешних устройств и деталей и краем ближайшего шва корпуса должно быть не менее толщины стенки корпуса, но не менее 20 мм. Для сосудов из углеродистых и низколегированных марганцовистых и марганцевокремнистых сталей, подвергаемых после сварки термообработке, расстояние между краем шва приварки деталей и краем ближайшего шва корпуса должно быть не менее 20 мм независимо от толщины стенки корпуса.
Допускается пересечение стыковых швов корпуса угловыми швами приварки внутренних и внешних устройств (опорных элементов, тарелок, рубашек, перегородок и т.п.) при условии контроля перекрываемого участка шва корпуса радиографическим или ультразвуковым методом.
При приварке колец жесткости к обечайке общая длина сварного шва с каждой стороны кольца должна быть не менее половины длины окружности.
4.9.7. Продольные швы смежных обечаек и швы днищ в сосудах 1, 2, 3 и 4-й групп следует смещать относительно друг друга на величину трехкратной толщины наиболее толстого элемента, но не менее чем на 100 мм между осями швов.
Допускается не смещать или смещать на меньшую величину указанные швы относительно друг друга:
в сосудах, работающих под давлением не более 1,6 МПа (16 кгс/см2) и при температуре не более 400 АС , с толщиной стенки не более 30 мм при условии, что эти швы выполняются автоматической или электрошлаковой сваркой, а места пересечения швов контролируются радиографическим или ультразвуковым методом в объеме 100%;
в сосудах 5а и 5б групп независимо от способа сварки.
4.9.8. При сварке стыковых сварных соединений элементов разной толщины необходимо предусмотреть плавный переход от одного элемента к другому постепенным утонением более толстого элемента. Угол скоса аальфа элементов разной толщины (рисунок 14, а, б, в, г , е) должен быть не более 20А (уклон 1:3). Сварку патрубков разной толщины допускается выполнять в соответствии с рисунком 14, д , е. При этом расстояние l должно быть не менее толщины S, но не менее 20 мм, а радиус r >= S_2 — S.
Допускается выполнять сварку стыковых швов без предварительного утонения более толстого элемента, если разность в толщинах соединяемых элементов не превышает 30% толщины более тонкого элемента, но не более 5 мм; при этом форма шва должна обеспечивать плавный переход от толстого элемента к тонкому.
Конструктивные элементы стыковых соединений литых деталей с трубами, листами и поковками разной толщины следует принимать в соответствии с проектом или техническими условиями на сосуд (сборочную единицу, деталь).
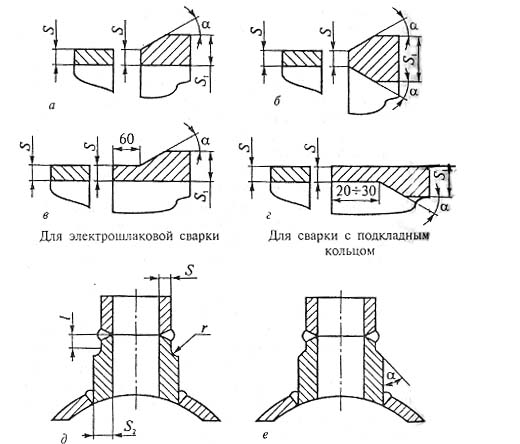
Рис.14. Стыковка элементов разной толщины
4.9.9. В сосудах, выполняемых из двухслойной стали, скос осуществляется со стороны основного слоя.
4.9.10. Смещение кромок В листов (рисунок 15), измеряемое по срединной поверхности, в стыковых соединениях, определяющих прочность сосуда, не должно превышать В = 0,1S, но не более 3 мм (S — наименьшая толщина свариваемых листов).
Смещение кромок в кольцевых швах, выполняемых электрошлаковой сваркой, не должно превышать 5 мм. Смещение кромок в кольцевых швах монометаллических сосудов, а также в кольцевых и продольных швах биметаллических сосудов со стороны коррозионностойкого слоя не должно превышать величин, указанных в таблице 14.
Смещение кромок свариваемых заготовок днищ не должно превышать 0,1S, но не более 3 мм (S — толщина листа), а днищ из двухслойных сталей со стороны плакирующего слоя не должно превышать величин, указанных в таблице 14.
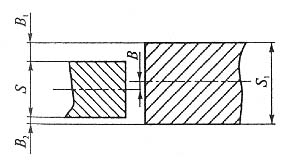
Рис.15. Смещение кромок
4.9.11. К стыковым соединениям, определяющим прочность сосуда, следует относить продольные швы обечаек, хордовые и меридиональные швы выпуклых днищ.
4.9.12. При измерении смещения В кромок листов толщиной S и S_1 в стыковых соединениях следует учитывать, что:
B — S) + B; B — S) — B,
где B и В — расстояния между кромками листов.
Смещение кромок в кольцевых швах сосудов, выполняемых всеми видами
сварки, за исключением электрошлаковой
Толщина свариваемых листов S , мм
Максимально допустимое смещение стыкуемых кромок, мм
В кольцевых швах на монометаллических сосудах
В кольцевых и продольных швах биметаллических сосудах со стороны коррозионностойкого
50 % толщины плакирующего слоя
0,15 S ,но не более 5
50 % толщины плакирующего слоя
Свыше 50 до 100
0,04 S +3,0, но не более плакирующего слоя
0,025 S +5,0, но не более 10*
0,025 S +5,0, но не более 8 мм и не более толщины плакирующего слоя
* При условии наплавки с уклоном 1:3 на стыкуемые поверхности для сварных соединений, имеющих смещение кромок более 5 мм.
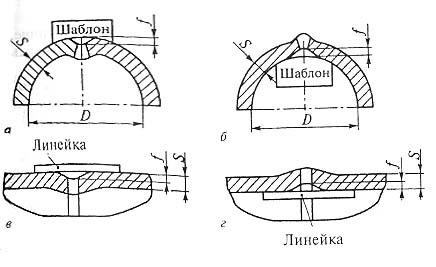
Рис.16. Контроль увода кромок продольных и кольцевых сварных соединений
Максимально допустимый увод кромок в стыковых сварных соединениях
Максимальный увод (угловатость) f кромок в стыковых сварных соединениях, мм
днищ из лепестков
Независимо от D
4.9.13. Увод (угловатость) f кромок (рисунок 16) в стыковых сварных соединениях не должен превышать f = 0,1S + 3 мм, но не более соответствующих значений для элементов, указанных в таблице 15, в зависимости от внутреннего диаметра D обечаек и днищ (S — толщина обечайки или днища).
Увод (угловатость) кромок в продольных сварных соединениях обечаек и конических днищ, стыковых сварных соединениях днищ из лепестков определяется шаблоном длиной 1/6D (рисунок 16, а, б), а в кольцевых сварных соединениях обечаек и конических днищ — линейкой длиной 200 мм (рисунок 16, в, г). Увод (угловатость) кромок определяется без учета усиления шва.
4.9.14. Форма и размеры швов должны соответствовать требованиям стандартов на швы сварных соединений или технической документации. При выполнении стыковых соединений допускается не исправлять сварные швы, если отклонение размеров валика (ширина и высота) составляет не более 30% предусмотренных стандартом размеров на данный вид сварки.
4.9.15. При защите от коррозии элементов сосудов способом наплавки толщина наплавленного слоя после механической обработки указывается в проекте.
Для внутренних уплотнительных поверхностей фланцев, патрубков штуцеров толщина наплавленного слоя должна соответствовать толщине, указанной в п.4.5.1.
4.9.16. У сосудов, изготовленных из коррозионностойких сталей, снятие усилия сварных швов, соприкасающихся при эксплуатации со средой, допускается при наличии указаний об этом в проекте.
4.9.17. Сварные соединения перлитных сталей со сталями аустенитного класса могут быть предусмотрены в проекте с соблюдением следующих условий:
толщина материала в местах сварки соединения не должна превышать 36 мм для углеродистых сталей и 30 мм для марганцево-кремнистых сталей (марок 16ГС, 17ГС, 09Г2С и др.);
среда не должна вызывать коррозионное растрескивание.
4.9.18. Технология сварки, качество и контроль сварных соединений из разнородных сталей должны соответствовать требованиям нормативно-технической документации по промышленной безопасности.
4.9.19. Приварка и удаление вспомогательных элементов (сборочных устройств, временных креплений и др.) производятся в соответствии с технической документацией. Приварка (удаление) элементов выполняется сварщиком, допущенным к сварке данного изделия.
Приварку (удаление) временных креплений после сварки основного изделия следует производить по технологии, исключающей образование трещин и закалочных зон в металле изделия.
