Достоинства и недостатки газовой сварки
Преимущества и недостатки газовой сварки
 Сварка в первоначальном своём виде существовала ещё в культурах древнего Египта. Можно с небольшой погрешностью считать, что сваривать, спаивать металлы люди научились одновременно с освоением иных способов обработки металлов. Конечно, эффективность древних методик сварки была далека от современных способов, но многие сваренные столетия назад конструкции до сих пор служат креплениями сооружений, дворцов, храмов. Например, практически вся архитектура эпохи Возрождения держится на сварных конструкциях.
Сварка в первоначальном своём виде существовала ещё в культурах древнего Египта. Можно с небольшой погрешностью считать, что сваривать, спаивать металлы люди научились одновременно с освоением иных способов обработки металлов. Конечно, эффективность древних методик сварки была далека от современных способов, но многие сваренные столетия назад конструкции до сих пор служат креплениями сооружений, дворцов, храмов. Например, практически вся архитектура эпохи Возрождения держится на сварных конструкциях.
Это возможно покажется удивительным, но вначале человек открыл и усовершенствовал электросварку, а уже впоследствии, в 1903 году французы изобрели аппарат для газовой сварки. В нём применялся ацетилен и кислород. В общем-то, его конструкция и принцип действия до сих пор не изменились и применяются уже в современных аппаратах. Конечно, попутно вносились определённые усовершенствования. Менялось вспомогательное оборудование, совершенствовались кислородные баллоны, редукторы, материалы, используемые в качестве прокладок и т.д.
У газовой сварки, как и у электродуговой, лазерной, есть свои достоинства и недостатки, обязательные к тому, чтобы их учитывать во время выбора способа сваривания. Ведь, в конечном итоге, важны качество шва и минимизация затрат на сваривание.
Преимущества газовой сварки
- Не нужно сложного дорогого оборудования и дополнительного источника электроэнергии. Таким образом, сваривать можно даже в чистом поле. Кстати, все нефтепроводы, создаваемые в промежутке между 1926 и 1935 годами, сваривались именно с помощью газовой сварки. Эта же особенность позволяет проводить ремонтные работы в самых разных частях зданий, сооружений, областях и регионах.
- Можно в очень широких пределах варьировать мощностью пламени, сваривая металлы с самыми разными температурами плавления.
- Чугун, медь, свинец и латунь лучше свариваются с помощью газовой сварки.
- При правильном выборе марки присадочной проволоки, мощности и вида пламени, получаются высококачественные швы. Когда подтвердилось высокое качество получаемых швов, газоацетиленовой сварке доверялись самые ответственные производственные участки.
- Медленный нагрев и остывание свариваемых поверхностей.
- Сварщик может легко варьировать температурой пламени. Оказывается, при изменении угла наклона пламени к свариваемой поверхности меняется также температура. Если пламя расположено по нормали, то его температура максимальна.
- Прочность получаемых при газовой сварке швов может быть выше, чем при электродуговой сварке с применением электродов низкого качества.
- Газовая сварка позволяет сваривать, резать и закалять металлы.
На рисунках показаны баллоны используемые для газовой сварки.


Недостатки газовой сварки
- Большая зона нагрева. Близлежащие к месту сварки термически неустойчивые элементы могут быть повреждены из-за повышенной зоны нагрева.
- С толщиной падает производительность. Сварка металлов толщиной более 5 миллиметров невыгодна. В этих случаях применяют электродуговую сварку.
- При соединении внахлёст металлов толщиной более 3 миллиметров применять газовую сварку не рекомендуется, потому что возникают напряжения в металле, которые могут привести к деформации и разрушению места спайки.
- При газовой сварке применяются достаточно опасные вещества, дающие с кислородом воздуха взрывные смеси (водород, ацетилен и т.д.) Газовые баллоны, применяемые при сварке, должны быть максимально удалены от органических веществ (жиров, масел, углеводородов). Несоблюдение правил техники безопасности может привести к пожарам и взрывам.
- Медленный нагрев и остывание свариваемых поверхностей.
- Практически не поддаётся механизации, в отличие от электродуговой сварки.
- При газовой сварке не получается легировать наплавляемый металл. В то же время, качество швов, получаемых электродуговой сваркой очень сильно зависит от применяемых электродов и специальной обмазки.
- Высокоуглеродистые стали не рекомендуется сваривать с помощью газовой сварки.
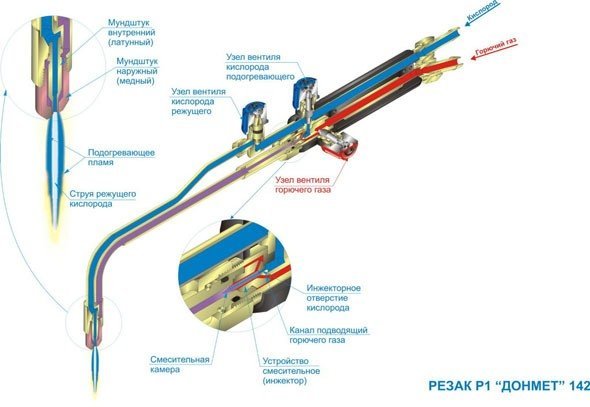
На данном рисунке показано устройство газового резака.
Вы наверняка заметили, что среди преимуществ и недостатков мы одновременно отметили медленные скорости нагревания и остывания. В действительности, это качество является и достоинством и недостатком газовой сварки. Достоинство заключается в том, что многие металлы и сплавы требуют мягких (постепенного нагрева) условий при сваривании. Например, цветные металлы и некоторые инструментальные стали хорошо свариваются именно с помощью газовой сварки.
Особенности газовой сварки
- При газовой сварке чаще всего получают стыковые и торцовые соединения.
- Чем чище кислород, тем выше скорость резки, меньше расход кислорода и чище получаемая кромка. В настоящее время применяются три сорта кислорода.
Совершенно очевидно, что газовая сварка прочно заняла своё место (нишу) и наверняка ещё долгое время будет применяться в самых разных отраслях и производствах.
Газовая сварка: особенности, преимущества и недостатки
Как и любой другой вид сварки, газовая имеет свои плюсы и минусы, к тому же сам процесс полон особенностей. Частым пользователям электросварки она может показаться странной и даже неудобной. Многие изменят свое мнение после прочтения этой статьи, однако ее цель не прорекламировать газовую сварку, а дать читателю первоначальное представление об этом процессе.
Газовая сварка появилась очень давно и за это время практически не поменялась. Конструкция какой была, такой и осталась. При том, что газовые аппараты практически не модернизировались со дня их изобретения, помимо улучшения вспомогательных деталей, свою популярность они не растеряли. Это уже говорит о хороших качествах данного аппарата.

- Принцип работы газовой сварки и ее особенности
- Преимущества и недостатки газовой сварки
- Вывод
Принцип работы газовой сварки и ее особенности
Для того, чтобы выявить какие-то изъяны или преимущества такой сварки, для начала нужно понять как она устроена. Этим мы и займемся.
Газовая сварка связана с плавлением металлов посредством горения смеси газов, отсюда, собственно, и название сварки. Из баллонов подается газ, он сгорает, образуется большое количество тепла, которое позволяет плавить металлы и делать швы. Звучит очень просто, однако на каждом из этапов есть куча специфических нюансов, начиная от выбора газа, заканчивая углом наклона горелки в процессе.
Процесс сварки.
Как написано выше, газовая сварка заключается в плавлении металлического изделия и присадочного материала, образуя шов при их соединении. На картинке наглядно показано, как это происходит.
Первым делом прогревается свариваемое изделие до выраженного пшеничного цвета. Нагревается свариваемая поверхность довольно долго, это один из минусов такого вида сварки. Однако, именно при медленном плавлении появляется возможность создать вокруг места для шва защитную зону. Металлические предметы хорошо проводят тепло, поэтому греется не только свариваемое место, но и вокруг него. Такое явление называется зона термического влияния, она защищает от окружающей среды. Это несомненно можно отнести к плюсам. Металлы при такой сварке не только медленно нагреваются, но и медленно остывают, что тоже нельзя оставлять без внимания.
Затем к разогретой поверхности подносится присадочный материал. Сварочную проволоку надо держать под углом 30-40 градусов, а вот с горелкой посложнее. Нужный угол наклона зависит от толщины и подбирается в соответствии с таблицей.
| Толщина. | Угол наклона. |
| ≤1 | 20 |
| 1-3 | 30 |
| 3-5 | 40 |
| 5-7 | 50 |
| 7-10 | 60 |
| 10-15 | 70 |
| ≥15 | 80 |
Далее нужно просто вести горелку и проволоку, сохраняя для них необходимую позицию. Газовая сварка отличается своей простотой, но не надо забывать, с увеличением толщины падает производительность.
Кратко о газовом пламени при сварке
Отдельного внимания заслуживает пламя при газовой сварке, потому что от него напрямую зависит результат.
Газовое пламя, которым плавится металл, образуется благодаря сгоранию горючих газов в среде технически чистого кислорода. Кислород должен быть чист на 98% и более, иначе температура пламени будет не выше 2000℃, чего не достаточно для работы. Именно поэтому обычный воздух не заменит технический кислород. Теперь о горючих газах, обычно используется ацетилен, водород, метан, пропан, пропан бутановую смесь, бензин, природный газ или осветительный керосин. Именно эти легковоспламеняющиеся газы обеспечивают нужную температуру для плавления. Советуем при выборе горючего прочитать рекомендации к ним, так как горят они с разной температурой, следовательно, подходят они разным металлам.
Наверняка, все видели огонь газовых горелок, он имеет отчетливые три слоя. Эти слоя называют уровнями:
- Ядро.
- Восстановительная зона.
- Факел или окислительная зона.
На фото хорошо видны все три уровня.
Рассмотрим уровни немного подробнее, для примера в качестве горючего газа возьмем ацетилен. Ядро имеет роль места, где подогревается смесь кислорода с ацетиленом. Эта зона имеет низкую температуру, если конкретнее, то меньше 1500℃, низкую относительно сварочных работ, разумеется.
Вторая зона уже более интересна для сварочного процесса. Ацетилен начинает сгорать за счет кислорода, в результате чего развивается высокая температура. На этом уровне газ имеет восстановительные свойства по отношению ко многим металлам, отсюда и пошло название этой зоны.
В третьей зоне смесь догорает, температура средняя. Благодаря продуктам их диссоциации происходит окисление металлов, поэтому и название этой зоны окислительная.
Говоря о газовом пламени, нельзя не упомянуть о том, что его вид меняется в зависимости от соотношения ацетилена. Существует такой символ β, им обозначают соотношение кислорода к горючему газу, в нашем примере это ацетилен.
 На картинке показано, как выглядит нормальное пламя.
На картинке показано, как выглядит нормальное пламя.
β в таком случае равен 1,1 или 1,2. Именно эти показатели являются нормой. Стоит заметить, как хорошо видны все три зоны. Невооруженным взглядом можно найти границы каждого уровня.
Возникает вопрос, как тогда выглядит пламя при неверном соотношении. Если в смеси, которая подается в сопло, содержание кислорода больше, следовательно, β тоже больше. Вот так выглядит пламя с показателем β=1,5.
 Так как кислорода в смеси больше, ацетилену остается только сгорать как можно быстрее, именно поэтому факел занимает основное пространство, а ядро и вторая зона уменьшаются. Вследствие этого пламя почти полностью теряет восстановительные свойства.
Так как кислорода в смеси больше, ацетилену остается только сгорать как можно быстрее, именно поэтому факел занимает основное пространство, а ядро и вторая зона уменьшаются. Вследствие этого пламя почти полностью теряет восстановительные свойства.
Если же больше ацетилена, то показатель β уменьшается. На картинке схематически показано пламя с β=0,5.
 Видно, как размылись границы, невозможно определить, где кончается ядро, а где начинается окислительная зона. Из-за малого содержания кислорода ацетилен не успевает весь прогреться как следует, поэтому увеличивается количество свободных углеводов. Их становиться так много, что места во второй зоне им уже не хватает, Свободные углеводы вырываются в третью зону, нарушая всю структуру пламени.
Видно, как размылись границы, невозможно определить, где кончается ядро, а где начинается окислительная зона. Из-за малого содержания кислорода ацетилен не успевает весь прогреться как следует, поэтому увеличивается количество свободных углеводов. Их становиться так много, что места во второй зоне им уже не хватает, Свободные углеводы вырываются в третью зону, нарушая всю структуру пламени.
Очень важно взять подходящие пропорции при составлении смеси. Горючие газы отличаются лишь температурой плавления, их подобрать не сложно. Какими свойствами будет обладать пламя, восстановительными или окислительными, зависит от количества кислорода. Чем больше кислорода, тем больше восстановительные свойства.
Преимущества и недостатки газовой сварки
Теперь, когда имеется представление о принципе работы газовых аппаратов, можно говорить о плюсах и минусах этой сварки.
Преимущества газовой сварки:
- Простота оборудования.
Конструкция газосварочных аппаратов проста для ремонта. - Низкая цена на детали.
Продолжая тему ремонта, хочется сказать, цена на запчасти газосварочного оборудования ниже, чем цены на детали электросварочных устройств. Хоть поломки для таких машин редкость, все же приятно осознавать, что ремонт выйдет недорого, в случае неисправности. - Мобильность.
Для газовых инверторов не нужно дополнительных источников энергии, поэтому с ним можно варить везде, где потребуется. - Большая амплитуда температуры пламени.
Пользователь сам управляет характеристиками пламени, вследствие, температурой тоже. Это позволяет сваривать металлы с разной температурой плавления. - Качественные швы.
С газовым оборудованием легко добиться хороших швов, но для этого нужно уметь подбирать присадочный материал и температуру пламени. - Простота в эксплуатации.
Совершить ошибку в газовой сварке сложно. Процесс очень легок для выполнения. - Идеально подходит для сварки металлов до 5 мм.
На тонких изделиях швы получаются качественными. - Резка металлов.
С газовым оборудованием очень легко резать металлические предметы. - Сварка чугуна, меди, свинца и латуни.
Лучше всего вышеперечисленные металлы и их сплавы сваривать с помощью газосварочного аппарата. - Позволяет закалять металлы.
Недостатки газовой сварки:
- Медленность процесса.
А точнее медленный нагрев свариваемой зоны и ее остывание после сварки. Такая возможность не торопиться для кого-то окажется плюсом, но мы оцениваем производительность и выгоду, поэтому целесообразнее отнести это к недостаткам. - Большая зона нагрева.
На самом деле, этот пункт можно отнести и к плюсам и к минусам - Низкая производительность.
Газосварочные аппараты отлично подходят для дома, где в основном нужна сварка нетолстых металлов и нет необходимости в большой производительности. Не подходит для больших предприятий, где от аппарата будет требоваться много работы. - С толщиной металла усложняется его сварка или резка.
Чем толще металл, тем дольше он будет греться, следовательно, понадобиться больше времени для разогрева, а это значит нужно больше сварочного материала и газа. Не выгоден для сварки толстых металлов. - Полностью ручная сварка.
Регулировать все процессы должен сам сварщик. - При несоблюдении правил безопасности может представлять угрозу здоровью.
Горючие газы вместе с воздухом очень взрывоопасны. Очень важно следить, чтобы не было утечек. Также рядом с баллонами нельзя хранить органические вещества, по типу жиров и масел. Несоблюдение мер безопасности может привести к пожарам. - Сварка внахлест только с толщиной металла менее 3 мм.
Не рекомендуется варить внахлест газом, если толщина изделий более 3 мм, потому что чаще всего это приводит к деформации и разрушению места спайки.
Это основные достоинства и недостатки газосварочного инвертора и его работы. Этих двух списков достаточно для того, чтобы полностью сформировать мнение. Однако, не попробовав в жизни аппарат, сложно судить удобен он или нет.
Вывод
Подтвердились слова о том, что данный вид сварки имеет как плюсы, так и минусы. Однако нельзя сказать хорошая или плохая газовая сварка. Например, если нужно соединить тонколистовые изделия, лучше газосварочного аппарата ничего не подойдет. Также он широко применяется при ремонте труб. Для сварки толстых металлических предметов использовать эту сварку нецелесообразно, потому что упадет производительность.
Газовая сварка может показать себя и с хорошей стороны, и с плохой, в зависимости от ситуации. Для быта подойдет отлично. Простой, надежный аппарат, который прекрасно справляется с ремонтно-восстановительными работами и исправлением литейных дефектов. Если говорить о больших объемах работы, то такая сварка просто не выгодна. Отталкиваясь от того, чего вы ждете от инвертора, можно сделать вывод подойдет вам газосварочное оборудование или нет.
Суть газовой сварки

Сварка – это самый надежный и популярный метод скрепления двух металлических деталей в одно целое. Он может производиться несколькими видами, одним из которых является газовая сварка. Рассмотрим подробнее преимущества и недостатки такого метода, область применения данного вида соединения и материалы, которые нужны для пайки газовой сваркой.
Определение газовой сварки

Газовая сварка металлов – это такой способ соединения их, при котором используются газы для создания высокой температуры. Чаще всего используется кислород и ацетилен, хотя возможны и другие варианты. Ведущая роль здесь отводится пламени, ведь именно от него и зависит высота температуры и возможность расплавления разных типов металлов. Пламя состоит из трех зон: ядра (где распадается ацетилен), восстановительной зоны (в которой окисляется углерод и водород) и факела (область полного сгорания газов). Их бывает три вида (в зависимости от соотношения газов – ацетилена и кислорода):
- нормальное пламя, при котором осуществляется подача газов в равных пропорциях. Оно характеризуется синим цветом всех трех зон, при чем восстановительная имеет яркий синий цвет;
- науглероживающее пламя свидетельствует о недостатке кислорода и характеризуется ярко-желтым факелом;
- окислительное – это то, которое возникает при недостатке ацетилена, при котором пламя бледное и короткое.
Для работы газовой сваркой мастер регулирует подачу рабочих газов в зависимости от пламени, показателем которого является их цвет. От типа пламени зависит температура, которая воздействует на металл. Обычно это свыше 3000 градусов, что позволяет плавить и резать различные виды изделий.
Газовая сварка и резка металлов производится обычно на нормальном пламени, при котором ацетилен и кислород подаются в равных количествах. Если же цвет огня меняется, необходимо подкорректировать настройки.
Область применения газосварки
Газовая сварка металлов может реализовываться несколькими способами:
- газопламенная сварка происходит с помощью присадочной проволоки, которая плавится вместе с основными деталями и заполняет зазор между ними;
- газопрессовая сварка отличается отсутствием присадочной проволоки, а скрепление происходит с помощью плотного соединения расплавленных кромок.
Газопламенная сварка используется не для всех типов металла. Преимущественное применение она нашла на следующих:
- жесть и тонколистовая сталь, толщиной не более 5 мм;
- цветные металлы;
- чугун;
- инструментальная сталь.
Все эти металлы имеют одну общую черту – они требуют мягкого и плавного нагрева, который и обеспечивается газовой сваркой.
Газовая сварка и резка металлов нашла широкое применение во многих отраслях промышленного и бытового использования. Благодаря постепенному нагреву детали, она не деформируется и такой способ считается одним из лучших для тонких металлов. Главное – правильно отрегулировать подачу газа и наладить пламя. Это делается следующим образом: открываются полностью вентили кислорода и ацетилена и поджигается горелка (спичкой/зажигалкой). Регулировка происходит вентилем ацетилена на полностью открученном кислороде.
Сущность газовой сварки можно рассмотреть на рисунке ниже:

Применяемые газы и их особенности
Чаще всего для газопламенной сварки применяется специфический газ ацетилен (C2H2). Он характеризуется резковатым запахом и добывается при реакции карбида кальция с водой (в промышленных условиях). При температуре выше 335 градусов он загорается. В сочетании с кислородом, температура воспламенения ниже – 297 градусов минимум.
Основным газом для газопрессовой сварки является кислород, который смешивают с C2H2 в равных пропорциях. Он всегда реализуется в баллонах синего цвета. С помощью шланга к горелке подключается кислород и подается на маленьком давлении, не более 4 атм. В отверстие рядом подключается C2H2. в горелке есть специальный механизм для смешивания газов и через наконечник уже выходит концентрат для процесса сварки.
Газовая сварка и резка металлов может осуществляться не только с помощью ацетилена. Вместо него допустимо применение других газов в жидком и паровом виде. Самые популярные заменители ацетилена:
- Пары керосина (коэффициент замены ацетилена – 1:1)
- Пропан (коэффициент замены ацетилена – 1:0,6)
- Метан (коэффициент замены ацетилена – 1:1,6)
- Водород (коэффициент замены ацетилена – 1:5,2)
Важно: при газопламенной сварке стальных изделий метаном или пропаном нужно использовать проволоку с повышенным концентратом марганца и кремня.
Для качественного расплавления металла рекомендуется, чтобы температура воздействия была в два раза выше температуры плавления этого металла.
Преимущества и недостатки
Варить газовой методикой не сложно, но она, как и электродуговая, полуавтоматическая или аргонная сварка имеет свои преимущества и недостатки.
Преимущества газового соединения:
- это идеальный способ сваривания меди, латуни и чугуна;
- обработке поддаются материалы с разным уровнем плавления, за счет высокой температуры, образующейся в результате горения;
- варить можно в любом месте, так как не требуется специального оборудования или электрической розетки;
- при использовании качественной придаточной проволоки и правильно подобранному пламени, получаются качественные и красивые швы (широко используются для соединения комплектующих в трубопроводах);
- рабочее изделие греется медленно, что позволяет избежать деформации или пропала, как в случае с полуавтоматической сваркой или при использовании электрода).
Кроме положительных моментов, сущность газовой сварки имеет и несколько недостатков:
- зона прогрева достаточно широка, то есть нагревается не только зона шва, но и большая площадь вокруг нее. Это может нанести вред изделию;
- невозможность работы с деталями, толщина которых превышает 5 мм;
- крайне не рекомендуется производить газопламенную сварку «внахлест», это приведет к деформации места сплавления;
- высокая опасность работы, так как газы образуют химическую смесь, которая имеет свойство воспламеняться.
Техника и технология газовой сварки
Чтобы газопламенная сварка порадовала в результате качественным швом, необходимо придерживаться всех рекомендаций и четко блюсти технологию работы. Для начала необходимо подготовить кромки изделий в районе будущего шва, то есть очистить от различных примесей и загрязнений. Это можно сделать при помощи наждачной бумаги или механической железной щеткой. Технология газовой сварки и резки металла выбирается заранее, перед началом процесса.
Техника газовой сварки делится на два метода:
- правый способ сварки характеризуется движением горелки слева направо. При этом огненное пламя направляется на сваренный участок, а придаточный материал ведется следом за ним.
- левый способ сварки, соответственно, выполняется наоборот – справа налево. Проволока продвигается впереди пламени, которое направлено на еще не соединенные кромки деталей.
Правый способ сварки менее популярен, так как левый и видно лучше мастеру, и обеспечивает качественный прогрев. Хотя при правом, коэффициент полезного действия на 20% выше, а расход газа меньше.
 Способы газовой сварки
Способы газовой сварки
Особое внимание требуется уделить выбору присадочной проволоки. Она зависит от толщины металла, который нужно сварить. При левом способе, диаметр присадочной проволоки d=S/2+1 мм, а при правом d-S/2 мм, где S — толщина свариваемого изделия (в миллиметрах).
Техника и технология газовой сварки выбирается, отталкиваясь от нескольких факторов:
- толщина изделия;
- положение детали и ширина шва;
- предпочтения мастера;
- используемые газы.
Рекомендации
Изучая сущность процесса газовой сварки, необходимо понимать, что работа с горючими газами требует повышенной осторожности и внимательности. Новичку рекомендуется учесть советы опытных сварщиков и применять их на деле:
- для учебы и тренировки лучше использовать кислород и ацетилен;
- для сварки пропаном лучше применять горелку ГЗУ 3-02 и проволоку Св08г2с;
- перед тем, как варить изделие, его необходимо качественно очистить;
- для газопрессовой сварки лучше применять гидравлическое оборудование (пресс), для надежного скрепления;
- левый и правый способы имеют свои преимущества и недостатки, поэтому выбор делает мастер, смотря по ситуации.
Мы рассмотрели основные понятия и материалы для пламенной и газопрессовой сварки. Для них преимущественно используется стандартная смесь кислорода и ацетилена. В некоторых случаях, для замены применяется сварка пропаном. Этот процесс не легкий и имеет множество нюансов, которые новичку будет сложно учесть. В связи с этим, начинающим сварщикам не рекомендуется выполнять сварку пропаном. На качество шва и легкость работы влияет предварительная подготовка.
Особенности газовой сварки
Существуют разные способы соединения металлических деталей. Наиболее эффективной технологией является термообработка, включающая несколько методов. Одним из популярных считается газовая сварка.
 Газовая сварка металлической трубы
Газовая сварка металлической трубы
Суть процесса
Суть способа газовой сварки заключается в том, что через специальное сопло на рабочие поверхности подаётся раскалённая струя газа. Она нагревает кромки деталей до критических температур, плавит присадочный материал, который закрепляется на сопле или подаётся на место нагрева с другой стороны.
Газ вытесняет воздух с места разогрева. Поэтому не образуется оксидной плёнки. Постепенно металл остывает, детали объединяются воедино. Перед проведением работ, необходимо научиться выбирать газы для сварки:
- Наиболее популярная смесь — кислород с ацетиленом.
- Пропан с кислородом.
- Водород с кислородом.
- Метан с кислородом.
Для сварки металлических деталей можно использовать любой горючий газ с добавлением кислорода. Однако лучшим вариантом является ацетилен. Связано это с рабочей температурой, которую может обеспечить этот газ — до 3400 градусов по Цельсию. У пропана этот показатель доходит до 2800 градусов.
Достоинства и недостатки
Любой технологический процесс по соединению металлов имеет ряд сильных и слабых сторон. Особенность сварки — сварочный газ медленно нагревает рабочую зону. Это нельзя назвать однозначным плюсом или минусом.
- Плавный, равномерный нагрев, который нужен для плавки цветных металлов.
- Не нужен мощный источник электроэнергии.
- Возможность контролировать мощность раскалённой струи.
- Наличие дополнительных контроллеров для переключения режимов работы.
- Низкий КПД из-за большого рассеивания тепла при нагревании металла газом.
- Большая зона нагрева. Невозможно проводить точные работы.
- Затрачиваемый газ дороже, чем расходуемая электроэнергия для проведения той же работы.
- Баллоны, резаки, соединительные шланги не удобно транспортировать.
- Требуется несколько раз попрактиковаться, чтобы научиться делать качественные швы.
Большинство резаков представляют собой ручное оборудование, которое невозможно автоматизировать. Сложности с автоматизацией процесса можно отнести к недостаткам.
Особенности газовой сварки
Газовая сварка металлов имеет ряд нюансов, которые относятся к работе с разными материалами:
- Для того чтобы соединить детали из низкоуглеродистой стали можно использовать любые газы. Дополнительно важно использовать присадочный материал (стальную проволоку), который содержит малое количество углерода.
- Чтобы варить чугун, требуется использовать науглероживающее пламя. Оно исключает образование хрупких частиц белого чугуна, которые негативно влияют на показатели прочности, твердости материала.
- Прежде чем варить легированные стали, требуется разобраться с их составом. Если это жаропрочные материалы, нужно использовать присадочную проволоку. Она должна содержать никель, хром. Некоторые марки легированных сталей требуют применения присадочных материалов с молибденом.
- Чтобы соединять медные детали, нужно использовать пламя повышенной мощности. Важно учитывать, что медь имеет высокий показатель текучести. Из-за этого требуется выставлять минимальный зазор между заготовками. Дополнительно используется защитный флюс, медная проволока в качестве присадочного материала.
- Сваривать бронзовые заготовки нужно на восстанавливающем режиме пламени. Важно использовать присадочных материал похожего состава.
- При работе с латунными заготовками, важно добавлять больше кислорода к горючему газу. Так можно избежать улетучивания олова из состава материала.
Важно учитывать состав свариваемых материалов, чтобы сделать качественный шов.
 Газовая сварка медной трубы
Газовая сварка медной трубы
Область применения
Чтобы понимать, где применяется технология термического соединения металлов, требуется разобраться с тем, какие материалы можно сваривать этим способом:
- Тонкие листы стали, жести (до 5 мм).
- Чугун.
- Цветные металлы.
- Инструментальная сталь.
Технология и способы газовой сварки
Прежде чем начинать проведение сварочных работ, требуется подготовить рабочие поверхности. Они зачищаются от ржавчины, грязи, налёта. Далее мастеру нужно выбрать технологию газовой сварки. Каждый из отдельных методов имеет определённые особенности выполнения. Способы газовой сварки:
- Левый способ. Применяется при работе с цветными металлами, легкоплавкими сплавами. Сопло должно перемещаться справа налево.
- Правый способ. Применяется для легкоплавких металлов. Присадочную проволоку требуется двигать вслед за пламенем.
- Сквозной валик. Изначально необходимо закрепить листы металла вертикально зазору. Горелкой оплавить кромки. После того как получится отверстие, расплавить его со всех сторон, чтобы получился шов.
- Многослойная сварка. Чтобы сделать качественный шов, понадобится затратить большое количество газа.
- Соединение ванночками. Этот метод применяется для закрепления уголков или соединения стыков металлических листов. Важно, чтобы толщина заготовок не превышала 3 мм.
Важно ответственно относится к выбору рабочей смеси. Это может быть смесь кислорода с:
- Метаном.
- Пропаном.
- Ацетиленом.
- Водородом.
Чтобы варить металлические листы толщиною более 5 мм, необходимо использовать двойной валик. Горелка ведётся правым способом.
 Водород для сварки
Водород для сварки
Оборудование
Виды оборудования для газовой сварки:
- Бензино-кислородные.
- Ацетилено-кислородные.
- Керосино-кислородные.
- Пропано-кислородные.
К другим ключевым элементам газосварочного аппарата относятся:
- Предохранительный затвор. Это деталь обеспечивает безопасность при работе.
- Баллоны для газов. По ГОСТу они должны быть покрашены в определённый цвет, зависимо от того, что находится внутри.
- Вентиль устанавливаемый на баллон. Должен изготавливаться из латуни.
- Редуктор — ключевой элемент оборудования. Обеспечивает надёжное соединение горелки с баллоном.
- Горелка для подачи рабочей смеси. Существует два вида — ацетиленовая, пропановая. Представляет собой рабочую часть оборудования, на которой располагаются вентили для регулировки подачи газов. Они смешиваются с помощью системы трубок, которые расположены на горелке.
На выходе с резака установлено сопло, через которое готовая смесь подаётся на рабочую поверхность.
Этапы сварки труб
После выбора газа для сварки сварщик должен подготовить оборудование, проверить работоспособность отдельных элементов. Далее начинается проведения работ. Техника газовой сварки представляет собой несколько этапов, которые должны идти последовательно:
- Подготовка рабочих поверхностей. Они размечаются, зачищаются от налёта, грязи, ржавчины.
- Начинать соединение отдельных металлических элементов необходимо прихватить их сварочным аппаратом.
- Выставить заготовки относительно друг друга. Дополнительно провести проверку точности. Начать равномерное нагревание рабочей частью оборудования. После нагрева до начала плавления, металла, резак нужно медленно передвигать по границам будущего шва, подавать в рабочую зону присадочный материал.
С помощью резака можно разделять металлические заготовки на части.
 Зачистка металлической поверхности
Зачистка металлической поверхности
Техника безопасности
Прежде чем начинать работать, важно изучить правила техники безопасности и придерживаться их:
- Не использовать оборудование рядом с легковоспламеняющимися веществами, жидкостями.
- Работать только в хорошо проветриваемом помещении. Если же здание не проветривается, делать перерывы во время работы, чтобы сварщик мог подышать свежим воздухом. Желательно использовать респиратор.
- Важно проверять чтобы элементы оборудования не были испачканы маслом.
- Для охлаждения сопла рядом должна находиться ёмкость с холодной водой.
- Подготавливать рабочую зону до начала сварки. Помехи при работе могут привести к травмам, браку заготовок.
- Использовать защитные очки, специальный сварочный костюм, перчатки.
До начала работ проверять насколько надёжно подключены соединяющие шланги. Не должно быть утечки газа.
Газовая сварка — востребованный способ термического соединения металлических деталей. Перед тем как начинать сварочные работы, требуется ознакомиться с особенностями технологического процесса, подготовить оборудование, свариваемые детали. Чтобы не навредить организму, важно соблюдать правила техники безопасности.
Что необходимо знать о газовой сварке
Сварка при помощи газа — соединение металлических деталей методом расплавления. Исторически это один из первых появившихся видов сварки. Технология была разработана еще в конце XIX века.
Впоследствии, с развитием технологий электрической сварки (дуговой и контактной), практическая ценность газовой несколько уменьшилась, особенно для соединения высокопрочных сталей. Но она до сих пор с успехом применяется для соединения чугунных, латунных, бронзовых деталей, для техники наплавления и во многих других случаях.

Сущность процесса
Сущность метода состоит в том, что высокотемпературное пламя сварочного газа нагревает кромки свариваемых деталей и часть присадочного материала (электродную часть).
Металл переходит в жидкое состояние, образуя так называемую сварочную ванну — область, защищенную пламенем и газовой средой, вытесняющей воздух. Расплавленный металл медленно остывает и затвердевает. Так формируется сварочный шов.
Используется смесь какого-либо горючего газа с чистым кислородом, играющим роль окислителя. Наиболее высокую температуру — от 3200 до 3400 градусов — дает газ ацетилен, получаемый непосредственно при сварке от химической реакции карбида кальция с обычной водой. На втором месте находится пропан — его температура горения может достигать 2800 °C.
- метан;
- водород;
- пары керосина;
- блаугаз.
 У всех альтернативных газов и паров температура пламени существенно ниже, чем у ацетилена, поэтому сварка альтернативными газами практикуется реже, и только для цветных металлов — меди, латуни, бронзы и других, с небольшой температурой плавления.
У всех альтернативных газов и паров температура пламени существенно ниже, чем у ацетилена, поэтому сварка альтернативными газами практикуется реже, и только для цветных металлов — меди, латуни, бронзы и других, с небольшой температурой плавления.
У газовой сварки есть особенности по сравнению с электрической, которые формируют как ее недостатки, так и достоинства.
Достоинства и недостатки
Как и у любой вещи или явления, преимущества газовой сварки являются прямым отражением ее недостатков, и наоборот.
Основная характеристика газосварки — более низкая скорость нагрева оплавляемой зоны и более широкие границы этой зоны. В некоторых случаях это плюс, а в других — минус.
Это плюс, если нужно сварить детали из инструментальной стали, цветных металлов или чугуна. Для них требуется плавный нагрев и плавное охлаждение. Также существует ряд сталей специализированного назначения, для которых оптимален именно такой режим обработки.
К другим плюсам относится:
- невысокая сложность технологического процесса газовой сварки;
- доступность, адекватная стоимость оборудования;
- доступность газовой смеси либо карбида кальция;
- отсутствие необходимости в мощном источнике энергии;
- контроль мощности пламени;
- контроль вида пламени;
- возможность контроля режимов.
Основных минусов у газовой сварки четыре. Первый — именно низкая скорость нагрева и большое рассеивание тепла (сравнительно низкий КПД). Из-за этого практически невозможно сваривать металл толщиной свыше 5 мм.
Второй — слишком широкая зона термического влияния, то есть зона нагрева. Третий — себестоимость. Цена расходуемого ацетилена при газосварке выше, чем цена электроэнергии, затраченной на тот же объем работы.
Ее четвертый недостаток — слабый потенциал механизации. Из-за своего принципа действия фактически может быть реализована только ручная газовая сварка.
Полуавтоматический метод невозможен, автоматический — только с применением многопламенной горелки, и только при сварке тонкостенных труб либо иных резервуаров. Такой метод сложен и рентабелен лишь при производстве полых резервуаров из алюминия, чугуна либо некоторых их сплавов.
Нормативы
ГОСТ на газосварку — особый вопрос. В связи с тем, что качество шва при газовой сварке в большей степени зависит от мастерства сварщика, оно определяется субъективно.
Характер газосварочного процесса — исключительно ручной, конкретного ГОСТа на газовую сварку нет. Но существует ГОСТ 1460-2013 — на карбид кальция, из которого производится газ для сварки.
Кроме того, различными ГОСТами определяются такие параметры, как типы присадочной проволоки, давление в редукторе и баллоне, требования к генератору ацетилена. Существуют свои требования к типам применяемых шлангов и горелок, связанные с безопасностью работы.
Стандартный комплект оборудования
 Для газовой сварки или резки (технологически более простой процесс) требуется оборудование. Прежде всего, это генератор ацетилена либо источник иного горючего газа (пропана, водорода, метана).Потребуется также Баллон с окислителем — кислородом, горелка, редуктор для сжатого газа (регулятор потока) и соединительные шланги.
Для газовой сварки или резки (технологически более простой процесс) требуется оборудование. Прежде всего, это генератор ацетилена либо источник иного горючего газа (пропана, водорода, метана).Потребуется также Баллон с окислителем — кислородом, горелка, редуктор для сжатого газа (регулятор потока) и соединительные шланги.
Могут применяться различные вспомогательные устройства, например пьезозажигательный элемент, предохранительный водяной затвор для защиты от обратного пламени (в последнее время — практически обязательный элемент), и другие.
Отличительная особенность этого вида сварки — для него не требуется электропитание, поэтому работы можно производить практически в «полевых» условиях. Во многом из-за этого преимущества газовую сварку до сих пор активно используют.
Виды пламени
 Одним из достоинств газосварки является возможность использования огня с разными химическими свойствами: окислительным, восстановительным, с повышенным содержанием ацетилена.
Одним из достоинств газосварки является возможность использования огня с разными химическими свойствами: окислительным, восстановительным, с повышенным содержанием ацетилена.
«Нормальным» считается восстановительное пламя, при котором металл окисляется с той же скоростью, что восстанавливается. Оно применяется в большинстве случаев. Для соединения деталей из бронзы и других сплавов с содержанием олова применяется только восстановительный огонь.
Окислительное пламя образуется при увеличении количества кислорода в газовой смеси. В некоторых случаях оно предпочтительно и даже необходимо, например, при соединении латуни и пайке твердым припоем.
Особое свойство окислительного пламени состоит в возможности увеличить скорость газовой сварки. Но при этом необходимо применять специальную присадку, содержащую раскислители — марганец и кремний.
Если использовать с окислительным пламенем в качестве присадочной проволоки тот же материал, что и в свариваемых деталях (за исключением латуни) — шов выйдет хрупким, с большим количеством пор и каверн.
Пламя с увеличенным содержанием горючего газа применяется для наплавки на какую-либо деталь другой детали из более твердого сплава, а также при варке деталей из чугуна и алюминия.
Технология и способы
 Техника газовой сварки сильно зависит от специфики свариваемых металлов и сплавов, формы деталей, направления шва и других факторов.
Техника газовой сварки сильно зависит от специфики свариваемых металлов и сплавов, формы деталей, направления шва и других факторов.
Основное предназначение газосварки — обработка чугуна и цветных металлов, которые поддаются ей лучше, чем дуговой. Хуже всего «берет» она легированную сталь — из-за низкого коэффициента теплопередачи детали из нее сильно коробятся при варке газом.
Существует «правая» и «левая» методика газовой сварки. Есть также технология сварки валиком, ванночками и многослойная сварка.
«Правый» способ — это когда сварочное сопло ведут слева направо, а присадку подают вслед за движением огненной струи. Пламя при этом направлено на конец проволоки, так, что расплавленный состав — температура плавления присадки обычно ниже, чем у основного материала — ровно ложится в шов.
При «левом» способе газовой сварки — он считается основным — поступают наоборот. Горелка движется справа налево, присадка подается ей навстречу. Этот способ проще, но подходит только для тонких листов металла. Кроме того, при нем больше, чем при «правом», идет расход присадочной проволоки и горючего газа.
Сварка валиком — более трудоемкий способ, подходящий только для листового материала. Шов образуется в форме валика, но при этом качество шва очень высокое, без образования шлака, пор и воздушных лакун.
Сварка ванночками — способ, требующий от сварщика большого мастерства. При этом присадочная проволока укладывается в шов спиральным способом, проходя через разные участки пламени. Каждый новый виток спирали слегка перекрывает предыдущий. Способ хорошо подходит для соединения листов из низкоуглеродистых сталей.
Многослойная сварка — самый технологически сложный способ. Его основы — как бы наплавка одного слоя поверх следующего. При этом достигается идеальный прогрев всех нижележащих слоев. Главное — контролировать, чтобы стыки швов разных слоев не находились один под другим.
В каждом из этих видов газовой сварки могут использоваться, в зависимости от обрабатываемого металла, различные флюсы. Их задача состоит в том, чтобы защитить поверхность шва от образования окислов, нарушающих его качество.
