Электроды для сварки меди инвертором
Сварка меди инвертором
Вполне профессиональным считается вопрос по сварке изделий из меди. Выбор инвертора является однозначным делом. А вот дело с электродами при работе с медью имеет более значимый характер. Зачастую, на работе, дома или у знакомых приходится быть свидетелем процесса сварки медных изделий. Или вовсе соединение конструкций из различного сплава.
Инвертор позволяет создавать переменное напряжение, что и необходимо для большинства электродов. Используя инвертор, становится возможным проведение ручной дуговой сварки.
Лучший электрод
На сегодняшний день наиболее распространенной маркой электродов является электрод «Комсомолец 100». Данный вид электрода позволяет не только производить сварку медных изделий, но и легко соединит медь со сталью.
Благодаря этой возможности Комсомолец 100 является лидером среди электродов. Ему подвластна работа с медными и полумедными конструкциями.
Данный тип электрода позволяет производить работы под различными углами, в том числе и под наклоном.
При каких возможностях электрод пользуется большой популярностью при проведении сварочных работ. Особенно это касается при проведении работ, связанных со строительством дома или другими подобными работами.
Особенности работы

Сварка медных изделий осуществляется по принципу подачи тока обратной полярности.
- Диапазон сечения электрода колеблется в пределе от 3-5 мм.
- Коэффициент наплавления металла на рабочую поверхность равен 15.
- Производительность составляет до 1,9 кг в час.
- При наплавлении металла массой 1,7 кг, расход электродов равен одному килограмму.
Состоит электрод из чистой меди. Защитный слой покрыт железом, сульфуром и марганцем.
Таблица. Параметры электрода к току.
Сечение электрода, мм2
Длина электрода, мм



Сварка ручным способом выполняется за счет протекания постоянного тока в порядке обратной полярности.
Стоит обратить внимание, соединение стыков любых металлоконструкций согласно ГОСТу = 90 градусов.
Создавать сварочный шов – это не только искусство, но и соблюдение технологий. Угол наклона проведения электрода колеблется в пределах 10-20 градусов.
Такой подход позволяет получить наиболее качественный шов.
Если же металл толщиной более 15 мм, то перед сваркой производится предварительный нагрев рабочей поверхности.
Если поставлена задача сварить стыковые швы, то данная работа производится только с одной стороны и в один слой. В этом случае удастся избежать искажение механических свойств изделия. Чтобы купить электроды марки Комсомолец 100, необходимо посетить соответствующую страницу.
Выбор сварочного аппарата

Сегодняшний день предоставляет нам широкий спектр выбора сварочных агрегатов. Для надежного крепления металлических конструкций, как правило используют сварку. Для этой цели используют сварочный инвертор.
При помощи данного агрегата, можно соединить такие металлы как:
- медь;
- алюминий;
- нержавейка;
- чугун или разнородные стали;
- различное совмещение металлов. Как пример медь и алюминий.
Стандарты качества
Безопасность металлоконструкций, прежде всего, должна отвечать существующих требованиям и ГОСТам. Электроды Комсомолец полностью удовлетворяют всем этим документам. При качественной эксплуатации выполнении сварочных работ, данный тип электродов позволяет исключить огрехи в соединениях.
Покупая электроды, важно проверять их на подлинность. Поддельная продукция, как правило, не может избежать различных наплывов и пор защитного покрытия.
Если следовать требованиям ГОСТ, то заводские электроды допускают небольшие местные растрескивания и вмятины. Их размеры также оговорены. Подобно несоответствия не должны превышать трехкратной величины диаметра электрода.
Технические особенности
Электропроводность наплавленного материала должна составлять не более 20%. Сваривание необходимо производить небольшими участками в пределах до 35 мм. После этого производить небольшие перерывы, необходимые для остывания наплавленного металла.
Важные технологической особенностью сварки, является возможность подогрева рабочих поверхностей. После проведения данной процедуры, гарантируется дальнейшее качество нанесенного шва.
Кроме этого стоит производить прокалку электродов.
Образовавшийся шлак на шве после проведения работ подлежит удалению и является производной процесса защиты от растекания металла во время процедур. Производить операции по очищению следует щеткой по металлу или надежным инструментом наподобие отвертки.
Электроды для сварки меди
Время чтения: 5 минут
Сварка меди и медных сплавов — непростое дело, требующее не только опыта, но и правильного подбора расходных материалов. Во время работы может возникнуть сразу несколько трудностей. От высокой вероятности образования пор, до окисления металла и ухудшения качества сварного соединения.

Чтобы избежать этих проблем, необходимо использовать медные электроды для сварки. Они подходят не только для меди, но и для бронзы или латуни. Наплавка и сварка такими электродами существенно упрощает и ускоряет работу. В этой статье мы расскажем, какие существую марки электродов для медных сплавов и как их применять при дуговой сварке.
Марки электродов
Для пайки меди методом дуговой сварки используется множество марок электродов. Мы выделим популярные и хорошо зарекомендовавшие себя марки:
- Комсомолец-100
- ОЗМ-2
- ESAB ОК 94.25
- ZELLER 390
- ESAB OK 94.35
- ОЗБ-3
- ESAB OK 94.55
Перечисленные выше электроды для сварки меди обладают своими характеристиками и особенностями. Их так же важно учитывать, как и характеристики самого металла, с которым вы будете работать. Давайте подробнее разберем каждую марку.
Комсомолец-100
Комсомолец-100 — часто применяемые электроды при работе с медью и медными сплавами. Могут использоваться как для сварки, так и для наплавки. Рекомендуется установить постоянный ток и варить либо в нижнем, либо в наклонном пространственном положении. Производители выпускают электроды 3, 4 и 5 миллиметровые.
Для сварки с применением электродов диаметром 3 мм установите силу тока не более 180 А. 4 мм достаточно 120-140 А. 5 мм рекомендованы 150-190 Ампер. Это лишь общие рекомендации, вы можете подбирать силу тока исходя из своего опыта. Температура прокалки — не более 700 градусов для электродов 5 мм. Чем меньше диаметр, тем меньше должна быть температура прогрева.
Марка ОЗБ-3 применяется при работе не только с медью и ее сплавами, но и для сварки бронзы. У этих электродов основное покрытие. Рекомендуется сварка только в нижнем пространственном положении и с применением постоянного тока.
А эта марка предназначена только для сварки и наплавки меди, при том абсолютно чистой и без примесей. Если деталь тонкая, то ее можно не нагревать перед сваркой. Можно варить либо в нижнем, либо в наклонном положении. Здесь так же используется постоянный тока, полярность обратная. Расход у электродов средний. Для наплавки 1 килограмма металла вам понадобится 1.6 кг электродов.
ESAB ОК 94.25
Теперь перейдем к зарубежным производителям. Мы расскажем сразу о нескольких марках от фирмы ESAB. Поскольку их продукция уже давно завоевала уважение как среди новичков, так и среди профессионалов. Марка ОК 94.25 — универсальна. Она подходит для сварки меди, медных сплавов, латуни, бронзы и прочих цветных металлов.
Главная особенность этих электродов — это возможность наплавки цветных металлов на стальные изделия для защиты от коррозии. Если вы варите толстые медные детали, то предварительно прогрейте место сварки горелкой.
ESAB OK 94.35
Марка OK 94.35 не так универсальна, но при этом не лишена достоинств. У нее хорошее рутиловое покрытие, поэтому дуга горит стабильно и легко поджигается. Можно варить медь и никель. Лучше использовать эти электроды для наплавки кромок. Полученный наплавленный металл будет обладать антикоррозийными свойствами. Работать с этой маркой легко, с задачей справится даже малоопытный сварщик.
ESAB OK 94.55
Электроды ESAB OK 94.55 отличаются от своих собратьев выше. У этих электродов основное покрытие, поэтому данная марка может быть сложна в освоении, если вы новичок. Работа усложняется еще и тем, что для получения по-настоящему качественных швов необходимо варить на короткой дуге. А это непросто, если у вас нет опыта. Также рекомендуется формировать шов небольшими отрезками с нахлестом. OK 94.55 подходят для сварки и наплавки меди, бронзы и латуни. Выпускаются диаметром от 2 до 4 миллиметров.
ZELLER 390
У ZELLER 390 тоже основное покрытие. Поэтому эта марка понравится практикующим и профессиональным сварщикам. В магазине можно найти электроды разной длины, в среднем 300-450 миллиметров. Диаметр от 2.5 до 5 миллиметров. При сварке электродами 2.5 мм установите силу тока не более 10 Ампер. Для 3 мм — не более 130 Ампер. 4 мм — не более 170 А. 5 мм — не более 200 А. Получаемые швы обладают высокими антикоррозийными свойствами, они прочные и долговечные.
Отдельная тема — медные электроды для контактной сварки. Они представляют собой медные наконечники, которые устанавливаются в аппарат и служат проводником тока. Изготавливаются из чистой меди.
Особенности применения
Мало просто выбрать электроды по меди, необходимо также знать, как их правильно использовать. Также важно учитывать физико-химические свойства самого металла, чтобы полученный шов соответствовал нормам качества.
Медь, медные сплавы, бронза и латунь — текучие металлы. При плавлении они быстро теряют твердую форму. К тому же, обладают повышенной теплопроводностью. Это означает, что сквозь них тепло проходит гораздо быстрее, чем при сварке других металлов. Медь и ее сплавы плавятся быстро, поэтому важно подобрать оптимальный температурный режим, чтобы не образовались прожоги.
Учитывайте, что медь может быть химически активна по отношению к некоторым газам. Например, при взаимодействии с водородом или кислородом она видоизменяется и теряет стойкость к образованию пор. В некоторых случаях возможно даже образование горячих трещин.
Перед сваркой прокалите электроды в печи. Время и температура прокалки зависят от марки электродов. Также подготовьте детали к работе: разделайте кромки и зачистите их до блеска, исключена сварка в местах со следами грязи, пыли, масла, краски и т.д.
Ведите электрод не слишком быстро и не слишком медленно. Шов должен формироваться равномерно, без наплывов, прожогов, непроваров. Чтобы избежать большинства проблем установите правильный режим сварки. Сила тока должна быть на 10% меньше обычного. Если у вас недостаточно опыта, то установите маленькое значение силы тока и постепенно повышайте его, одновременно наблюдая за реакцией металла.
Вместо заключения
Вот и все, что мы хотели рассказать вам о сварочных электродах по меди. Перед приобретением электродов учитывайте их диаметр. Ведь электрод для сварки медных проводов будет меньшего диаметра, чем для сварки труб. У отечественных производителей относительно неплохое качество электродов, их вполне можно использовать в работе. Но если финансы позволяют, то лучше приобрести зарубежные расходники. Желаем удачи в работе!
Электроды для сварки меди
Содержание:
- Применяемые электроды
- Сварка проводов из меди
- Правильное использование
- Интересное видео
Медь и сплавы, в которых она является основой, — достаточно проблематичные материалы, когда заходит речь об их сварке. Трудности могут появиться вследствие того, что существует большая вероятность возникновения такого дефекта, как поры. Это объясняется высокой степенью активности меди при взаимодействии с газами, в частности кислородом и водородом.
Также возможно окисление металла. Все это явно не способствует образованию качественного шва. Существенно исправить положение помогут специальное предназначенные электроды для сварки меди. Существует несколько марок таких расходных материалов.

Применяемые электроды
Из всего многообразия электродов по меди следует делать выбор в зависимости от способов сварки. Также учитывается толщина свариваемых изделий.

Комсомолец-100
Это наиболее часто применяемый вид электродов для работы с технически чистыми марками меди ручным дуговым способом. При работе с ними следует выбирать постоянный ток и устанавливать обратную полярность. Сварка производится с предварительным нагревом деталей.
Стержень Комсомольца-100 выполнен из проволоки марки М1, а покрытие называется специальным. Размер поперечных сечений — 3,0; 4,0; 5,0 миллиметров. При увеличении размера увеличивают значение величины тока.
Для обеспечения одного килограмма наплавленного металла потребуется 1,6 килограмма электродов. Основу химического состава электродов Комсомолец-100 составляет медь. Также в незначительных количествах там присутствуют такие элементы, как марганец, кремний и железо.
Медные электроды марки Комсомолец-100 используют для сварки в нижнем и вертикальном положении шва. Могут быть использованы также для соединения медных изделий с выполненными из стали.
ОЗБ-2М
Медные электроды для сварки меди и соединений на ее основе ОЗБ-2М имеют основное покрытие. Основу стержня электродов составляет медь. Для обеспечения одного килограмма наплавленного металла потребуется 1,4 килограмма электродов. При установлении режима выбирается постоянный ток, а полярность выставляется обратной. ОЗБ-2М выпускаются диаметрами 3,0 и 4,0 миллиметров.
К преимуществу относится возможность осуществлять сварку в различных положениях — нижнем, наклонном, горизонтальном. При вертикальном положении шва выбираются движения электрода из нижнего положения наверх. Полученный шов обладает высокой износоустойчивостью.
Такие медные электроды для контактной сварки помогут осуществить наплавку в нижнем положении при использовании постоянного тока и выставлении полярности обратного типа. Имеют специальное покрытие. Основу стержня электродов составляет медь. Для обеспечения одного килограмма наплавленного металла потребуется 1,8 килограмма электродов.
Прокалка перед сваркой должна составлять два часа. ОЗБ-3 выпускаются диаметрами 4,0 и 5,0 миллиметров. Сварочный процесс должен осуществляться только в нижнем положении. Такой вид электродов также может использоваться для работ с бронзовыми изделиями.
АНЦ/ОЗМ-2
Специфика этих электродов заключается в том, что их можно использовать исключительно для сварки изделий из чистой меди без примесей. Содержание кислорода не должно превышать одну сотую процента.
Вид покрытия — специальный. Применяются при сварке внизу, а также под наклоном. Для сварки одного кило меди потребуется 1,5 килограмма расходняков. Детали небольшой толщины допустимо предварительно не нагревать. Ток должен быть постоянным. Полярность выставляется обратной. Размеры поперечных сечений — 4,0; 5,0; 6,0 миллиметров.
Прокалка перед сваркой должна составлять полтора часа. Для обеспечения одного килограмма наплавленного металла потребуется 1,6 килограмма этих расходняков.
АНЦ/ОЗМ-3
Так же, как и предыдущий вид электродов, используется для сварки чисто медных изделий с содержанием кислорода не более 0,01%. Для обеспечения одного килограмма наплавленного металла потребуется 1,8 килограмма электродов. Значения поперечных сечений — 4,0 и 5,0 миллиметров.
АНЦ/ОЗМ-3 во время процесса сварки должны совершать небольшие колебательные движения поперек направления шва. Если свариваются детали толщиной менее десяти миллиметров, то предварительный нагрев не требуется. Обязательное прокаливание займет два часа.
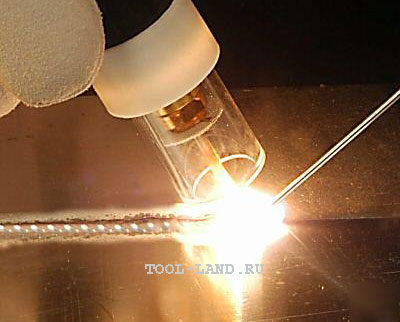
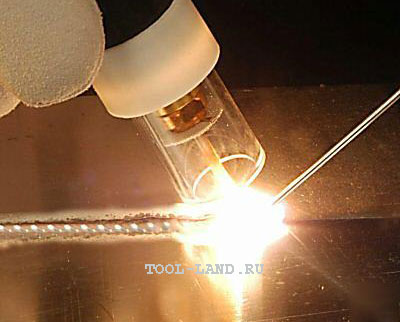
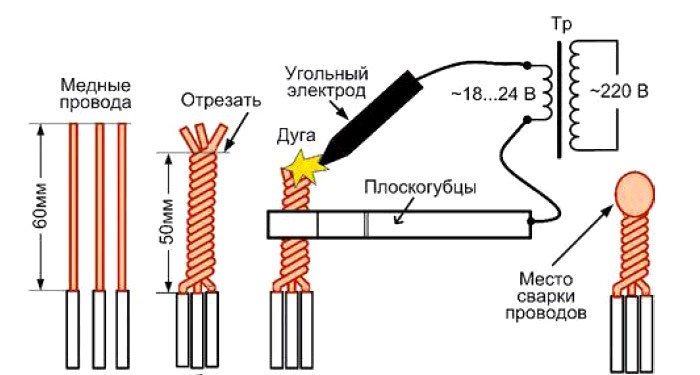
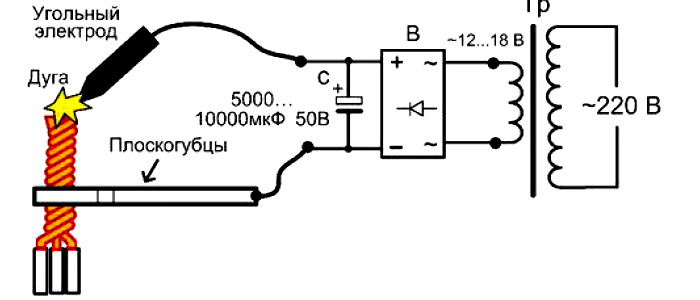
Сварка проводов из меди
С помощью медно-графитового электрода можно соединять провода из меди. Электрод для сварки медных проводов внутри имеет стержень из графита. Отличительная особенность таких электродов состоит в том, что они не плавятся при сварочном процессе. Сварной шов на медных проводах обладает стойкостью к коррозии и действию повышенной температуры.
Правильное использование
Недостаточно грамотно выбрать электроды для меди, следует разобраться в правилах их использования. Чтобы шов соответствовал всем требованиям, необходимо учитывать свойства меди.
Медь обладает такой характеристикой, как текучесть. Сразу после начала процесса плавления исчезает ее твердая форма. Кроме этого меди свойственна повышенная теплопроводность. Тепло через медь проходит гораздо быстрее, чем через другие металлы, что может привести к образованию прожогов.
Также следует учитывать, что вследствие существенно повышенной активности при взаимодействии с газами возможно образование пор и даже горячих трещин.
Поэтому так важен установленный правильно режим сваривания и проведение подготовительных работ. Перед началом сварочного процесса необходима закалка электродов не менее одного часа. Также следует подготовить свариваемые детали: очистить их от загрязнений, следов краски и масел, и разделать их кромки.
При работе электроды для пайки меди следует водить со средней скоростью. Формирование шва должно происходить равномерно, чтобы исключить прожоги, наплывы и непровары. Силу тока устанавливают на 10% меньше, чем обычно.
Правильное использование включает в себя регулярную заточку медных электродов. Инструмент для заточки медных электродов предназначается для того, чтобы зачищать контактную поверхность электродов от нагара.
Интересное видео
Сварка меди. Способы и технология сварки. Как варить медь?
Содержание
- Ручная дуговая сварка меди металическими электродами
- Подготовка места сварки
- Электроды для сварки и покрытия для них
- Режимы ручной дуговой сварки меди
- Техника ручной дуговой сварки меди
- Качество ручной сварки меди
- Ручная сварка медных трубопроводов
- Ручная сварка угольными и графитовыми электродами
- Ручная аргонодуговая сварка меди
- Сварка меди на автоматах и полуавтоматах под флюсом
- Подготовка металла под сварку
- Проволока для автоматической сварки меди
- Плавленые и неплавленые флюсы для сварки
- Режимы автоматической сварки меди
- Техника сварки меди автоматами и полуавтоматами
- Качество сварки меди на автоматах и полуавтоматах
- Газовая сварка меди
- Контактная сварка меди
- Видео: общие сведения о сварке меди. История сварки
 Сварка меди нашла широкое применение и в электронике, и в химическом машиностроении при изготовлении приборов для применения условиях, где требуется высокая коррозионная стойкость. Поэтому технология сварки меди, как и технология сварки цветных металлов и сплавов, вообще, постоянно совершенствуется, несмотря на стремление к их экономии. Прежде чем описать, как варить медь, необходимо пояснить, что в большинстве случаев, для сварки используются листовые медные детали и трубы.
Сварка меди нашла широкое применение и в электронике, и в химическом машиностроении при изготовлении приборов для применения условиях, где требуется высокая коррозионная стойкость. Поэтому технология сварки меди, как и технология сварки цветных металлов и сплавов, вообще, постоянно совершенствуется, несмотря на стремление к их экономии. Прежде чем описать, как варить медь, необходимо пояснить, что в большинстве случаев, для сварки используются листовые медные детали и трубы.
Отметим также, что нет каких-либо специальных видов сварки для медных изделий. И для их сваривания могут применяться все известные способы, за исключением контактной сварки, которая применяется ограничено.
Ручная дуговая сварка меди металлическими электродами
Целесообразность применения дуговой сварки плавящимся электродом взамен газовой сварки меди продиктована технико-экономическими преимуществами, также как и при сварке сталей. Прежде всего, этот способ отличается высокой производительностью. Скорость дуговой сварки металлическим плавящимся электродом намного превосходит скорость при другом способе сварки. Дуговая сварка меди может производиться вручную, автоматически под флюсом или в защитных газах. О сварке меди на полуавтоматах и автоматах изложено ниже по тексту. Сейчас рассмотрим ручную дуговую сварку меди.
Подготовка места сварки
Если толщина свариваемой меди составляет 6-12мм, то рекомендуется выполнять V-образную разделку с суммарным углом раскрытия кромок 60-70°. Если предусматривается подварочный шов с оборотной стороны, то угол можно уменьшить до 50°.
.jpg) Перед сваркой необходимо раздвигать медные листы или полосы под углом друг к другу, с зазором 2-2,5% от длины шва, см. рисунок справа. Если сварка выполняется без предварительного раздвигания листов, то рекомендуется предварительно прихватить их короткими швами длиной около 30мм на расстоянии, примерно, 300мм друг от друга. Прихватки выполняют электродом меньшего диаметра и обеспечивают зазор между кромками 2-4мм. При отсутствии зазора возрастает вероятность перегрева металла и появления горячих трещин при сварке. При выполнении прихваток следует учитывать, что повторный нагрев меди приводит к появлению пор в металле, поэтому, по мере приближения к прихваткам их необходимо вырубать и зачищать. Это не потребует много времени, т.к. прихватки выполняются на малую глубину.
Перед сваркой необходимо раздвигать медные листы или полосы под углом друг к другу, с зазором 2-2,5% от длины шва, см. рисунок справа. Если сварка выполняется без предварительного раздвигания листов, то рекомендуется предварительно прихватить их короткими швами длиной около 30мм на расстоянии, примерно, 300мм друг от друга. Прихватки выполняют электродом меньшего диаметра и обеспечивают зазор между кромками 2-4мм. При отсутствии зазора возрастает вероятность перегрева металла и появления горячих трещин при сварке. При выполнении прихваток следует учитывать, что повторный нагрев меди приводит к появлению пор в металле, поэтому, по мере приближения к прихваткам их необходимо вырубать и зачищать. Это не потребует много времени, т.к. прихватки выполняются на малую глубину.
При толщине металла более 12мм рекомендуется Х-образная разделка кромок, что потребует двухсторонней сварки. Если нет возможности выполнить Х-образную разделку, то выполняют V-образную. При этом возрастает почти в полтора раза расход электродов и время сварки. При Х-образной подготовке кромок прихватку выполняют с оборотной стороны первого шва и удаляют её перед началом выполнения второго шва.
Сварка стыкового соединения без разделки кромок или с V-образной разделкой выполняется на подкладках, которые прижимаются вплотную к стыку, либо на флюсовой подкладке-подушке. Применяются стальные, медные, либо графитовые подкладки шириной 40-50мм с выполнением формирующей канавки.
Перед сваркой рекомендуется предварительный подогрев кромок. Подогрев может быть местным, общим или сопутствующим, в зависимости от габаритов изделия и толщины свариваемой меди. Обычно температура подогрева составляет 300-400°C.
Электроды для дуговой сварки меди и покрытия для них
Для дуговой сварки меди применяют покрытые электроды. Применение электродом без защитного покрытия приводит к окислению шва, нестабильному горению дуги и появлению дефектов в сварном шве (пористости). Электродные стержни используют в виде медной проволоки (которая может быть легирована кремнием и марганцем), бронзы марки Бр.КМц 3-1 или бронзы марок Бр.ОФ 4-03 и БР.ФО 9-03.
Электродные стержни такого состава легируют металл шва кремнием, марганцем, фосфором (иногда оловом) и оказывают раскисляющее действие. Защитные покрытия подбираются с таким составом, который обеспечивает стабильность дуги, раскисление металла и образование шлаков. Всё это способствует хорошему формированию шва и повышению качества сварки.
Подробнее о марках электродов для сваривания медных изделий и о том, какие защитные покрытия применяются для них в том или ином случае подробно рассказано в статье: «Электроды для сварки меди».
Режимы ручной дуговой сварки меди
Сварка выполняется постоянным током обратной полярности. Применение переменного тока часто не позволяет обеспечить нужной стабильности дуги. Переменным током возможно производить сварку лишь в том случае, если в составе защитного покрытия присутствует железо. При этом необходимо повысить силу тока, примерно, на 40-50%. Но следует иметь в виду, что применение переменного тока может привести к разбрызгиванию электродного металла. Ориентировочные режимы сварки указаны в таблице ниже.
Режимы ручной дуговой сварки в стык листовой меди медными электродами на постоянном токе:
Сварка меди и виды электродов для этого, преимущества и недостатки разных моделей

Медь, медные сплавы-достаточно не простой материал для работы даже опытного сварщика, а для новичка совершенно точно-темный лес.
Для успешной работы будет недостаточно лишь профессиональных рук, так же понадобятся качественные материалы, ведь часто именно они решают исход работы. Некачественное оснащение может сыграть фатальную шутку даже с настоящим специалистом.
Когда приступает к сварке с таким не простым металлом будете готовы к ряду трудностей. Проблем может быть масса, начиная с того что метал может стать пористым, то есть не цельным, заканчивая окислением, что значительно уменьшим качество данной работы.
- Электроды для меди
- Названия электродов
- Отдельные модели
- Нюансы эксплуатации
- Итог
Электроды для меди
Но не напороться на ряд таких трудностей тоже возможно, для этого вам пригодиться электрод из меди, они широко используются, подходят для сварки таких металлов.
То есть вы можете использовать их не только для металла медного, но и для других как например, латук или бронза. Сварка электродами из меди делает процесс сварки комфортным и более качественным.
Наша статья о тех видах и марках сварок, что сейчас существуют на рынке, так же о том как можно из качественно применить в дуговой сварке.
- Названия электродов
- ZELLER 390
- ESAB OK 94.55
- ESAB OK 94.35
- ESAB OK 94.25
- OЗМ -2
- ОЗБ -3
- Комсомолец-100
- Нюансы эксплуатации
- Итог
Названия электродов

Что бы сварить медь по методу дуговой сварки придумано, продаётся на рынке огромное множество фирм электродов. Из этого множества мы хотим рассказать вам о самых распространенных электродах. Начнем:
- ZELLER 390
- ESAB OK 94.55
- ESAB OK 94.35
- ESAB OK 94.25
- OЗМ -2
- ОЗБ -3
Они являются наилучшими вариантами исходя из своих характеристик и отзывов. Но хорошего электрода недостаточно, так же нужно знать качества того метала с которым вы собираетесь работать. Ну все же начнем с электродов, посмотрим на них повнимательнее
- Комсомолец 100
Комсомолец 100 — достаточно популярный вид при работе с медными сплавами. Вы можете направлять металла или же сваривать, он справиться с такими работами.
Идеальной средой для этого электрода будет постоянный ток, плоскость лучше всего выбирать немного под углом или же внизу.
Рынок предлагает нам диаметр от 3 до 5 миллиметров, то есть для тонких работ они вероятнее всего не подойдут.
Если вы варите электродом диаметром в 3 мм, то сила тока должна быть в пределах 180А, если на 5 миллиметров, то рекомендуется диапазон в 150-190, и для среднего размера в 4 миллиметра подойдёт мощность в 120-140 ампер.
Конечно это только рекомендации, выбирайте мощность по своему опыту и особенностям работы.
Температура до которой вы можете накалить самый толстый электрод составляет 700 градусов. И в соответствии с уменьшением размера должна падать и температура накала.
Отдельные модели

Площадь использования этой марки достаточно широка, то есть вы можете использовать её для сварки бронзы так же как для сварки меди, её сплавов
Главное в нем это его покрытие. Советуется использовать такой вид внизу, с использованием постоянного тока.
Такой вид достаточно специализирован, поскольку используется только для работы с чистой медью без любых до мешок или же других цветных металлов. Тонкие участки металла можно не нагревать перед началом сварки.
Варить стоит лишь в нижней части или же под углом, такие положение наиболее рекомендованы. При этом нам, опять же, понадобиться постоянный ток с обратной полярностью.
Материал расходуется со средней скоростью. Что бы например заплатить около 1 километра вам будет достаточно полутора килограммов электродов-это не много и не мало.
- ESAB OK 94.25
Ну а теперь приступим к разбору импортного производителя. Мы бы хотели рассказать, а разновидности одной заграничной фирмы, как ESAB, которая уже давно заняла наш рынок. Но их продукция интересует не только специалистов, но также аматеров в этом деле.
Линия ESAB OK 94.25 является достаточно универсальной, одинаково удобной для сварки разных видов цветного металла.
Вы можете заварить нею мед, её не чистые сплавы, бронзу латук и так же множество других цветных металлов.
У них есть своя особенность, что качественной обличает её от других. Ним вы можете направить цветной металл на стальное покрытие, чтобы избежать коррозии стали. Если вам нужно проварить толстые участки, то лучше всего все таки прогреть нужное место.
- ESAB OK 94.35
Такая марка уже не настолько разноплановая, но конечно имеет и свои особенные плюсы. У него качественное покрытие из рутила, это обеспечивает дуге непрерывное горение и также делает её легковоспламеняющийся.
Вы можете сварить медь, никель. Наиболее популярен, продуктивен он при наплавке бортов. Металл, что на плавиться отлично защищает от коррозии. Он прост в использовании, подойдёт для работы новичков.
- ESAB OK 94.55
Они немного отличаются, от тех, про которые мы вам уже рассказали. Главным моментом при работе с ними остаться покрытие, Так что в освоении для новичков такая марка достаточно сложна и лучше начать с чего-либо по проще.
Также особенность в том, что, чтобы получить высокое качество работы нужно работать с короткой дугой.
А для не опытных сварщиков это очень не простое задание. Существуют рекомендации по поводу шва, их лучше делать внахлёст и короткими отрезками. Такая марка годиться для сварки и направления латука, меди, бронзы.
Ещё такой электрод тонкий от 2 до 4 миллиметров, там что с ним можно выполнять более тонкие работы.
В таком виде марки как в предыдущем главное-это покрытие. Такая марка точно должна удивить опытных, часто практикующих специалистов. В магазинах существует большой ассортимент до длиннее и диаметру. Длина есть в промежутке 300-450 миллиметров.
А диаметр начинается от 2,5 и заканчивается 5 миллиметрами. Если вы варите электродами 2,5 миллиметра сила тока не должна превышать 10 Амперов. Если же 3 миллиметра, то 130 Ампер, и для 4 миллиметров не выше 170 Амперов, для 5 — до 200 Амперов.
Такие швы не подвергаются коррозиям, качественны и будут держаться много лет. Также можно поговорить по электроды для контрактной сварки. Это такие медные концы, что нужно приспособить к аппарату, они будут проводить ток. Их изготовляют из чистой меди.
Нюансы эксплуатации

Вы можете подобрать идеальные электроды для работы с медью, но просто на просто, не знать с какой стороны к ним подойти. Не мало важен и сам металл, его химико-физические характеристики, не зная этого вы никогда не получите шов высокой пробы.
Также нужно помнить что такие металлы как медь, латук, бронза, их сплавы имеют свойство течь. Когда вы начинаете их расправлять они очень быстро деформируются. Ещё имеют очень высокую теплопроводность.
То есть при сварке тепло действует на них сильнее нежели на другие металлы. Помните про теплопроводность, если при работе с медью или её сплавами вы подбираете не подходящую мощность то будете готовы до прожогов в металле.
Если вы используете газовую сварку, то так же, будет осторожны поскольку медь химически активный элемент которые взаимодействует с газами.
Если медь начинает взаимодействие с водородом или же кислородом, то оно изменяет свои свойства становиться при сварке не цельной, это очень сильно снижает качество сварки. Также в редких ситуациях появляются трещины ещё по-горячему.
Желательно перед началом сварки очень нагреть электроды, в печи. Показатели времени, температуры при которой нужно прогревать зависеть он марки электрода.
Также важно подготовить к работе сам металл с которым будет проводиться работа, разделите кромки, идеально их отчистить, работа с загрязнённым материалам, в пыли или же с коррозиями полностью исключена.
Скорость нанесения должна быть не очень высокой, но и не низкой. Делайте шов аккуратным без наплывов, не проверенных мест, прожжённого металла равномерно.
Что бы вас не тронулось большинство проблем нужно подобрать правильный режим на сварочном аппарате. Уменьшите силу тока процентом на десять.
Если вы ещё совсем новичок, то лучше сразу сделать не высокую силу тока и по немного её увеличивать, одновременно наблюдал как на это реагирует металл.
Все что мы хотели донести до вас, про электроды для сварки меди, мы донесли. Помните что важно следить на диаметром электрода перед приобретением.
Например электроды для сварки труб значительно больше нежели те, что для меди. Отечественные электроды имеют не плохое качество, вполне сносны при использовании.
Но все же наш совет покупать импортные. Желаем удачи!
