Флюс для пайки бура что это такое?
Правила использования буры для пайки
Бура – это порошок, который добавляется в так называемые высокотемпературные флюсовые смеси для пайки металлических изделий. Температура плавления буры довольно высокая – 700 — 900°С.
Бура для пайки очень удобна в техническом использовании, все ее свойства хорошо известны, удобны и описаны в специальном регулирующем документе – ГОСТе 8429-77.
- Где и как бура применяется?
- Как готовится флюс с бурой?
- Достоинства применения буры в работе с металлами
- Этапы пайки с бурой
- Пайка медных труб с использованием буры
Где и как бура применяется?
С химической точки зрения бура – это соль натрия со сложным названием «декагидрат тетрабората натрия». С ее участием в роли активного элемента в защитной флюсовой смеси проводится соединение самых разных металлов, вплоть до сложных и капризных сплавов, к примеру, меди.
По данной технологии для соединения используются дополнительные металлические припои, они также могут быть разного состава.
 Инструменты и расходные материалы для пайки.
Инструменты и расходные материалы для пайки.
При высокой температуре бура начинает плавиться, вследствие чего происходит очистка свариваемых поверхностей с одновременным растворением окислов в раскаленной флюсовой смеси.
Суть этого процесса – образование солей с их последующей поверхностной кристаллизацией. Данный кристаллический налет после процесса сварки легко убирается.
Как готовится флюс с бурой?
Флюсовая борная смесь для использования в работе с металлами имеет свои особенности и готовится следующим образом: к примеру, буру для пайки латуни перемешивают с борной кислотой в равных пропорциях.
Смесь следует хорошенько перетереть в специальной химической посуде, а затем выпарить всю жидкость для финишного сухого остатка. Затем в полученное вещество добавляются соли фтора и хлора. В итоге формируется активный флюс, который станет отличным помощником в нагревании металлических деталей самого разного типа.
Достоинства применения буры в работе с металлами
Особенно ярко эти достоинства проявляются в процессах пайки бурой медных труб, который часто являются важными составными частями современных трубопроводов. Такие технологии сейчас в большой моде.
Они используются как при соединения новых труб, так и при качественном ремонте старых трубопроводов, бывших в эксплуатации в течение долгого времени.
Самая главная роль буры в составе флюса – это удаление оксидной пленки с металлической поверхности и активация растекания жидкого припоя по поверхности деталей.
Технические требования к флюсам.
Вот ее технические преимущества:
- Слиянию поддаются детали из металла в любом, даже самом «неудобном» сочетании.
- Соединения выходят прочными и надежными даже между металлами и неметаллическими материалами.
- Работу можно начинать с металлами, имеющими любую исходную температуру.
- С помощью данной технологии детали можно не только соединять, но и эффективно разъединять – их можно без проблем распаять.
- Отличие пайки от классической сварки в том, что основной металл не плавится, и поэтому нет явления под названием «коробление». В результате детали никак не деформируются.
- Бура помогает эффективной сцепке припоя с металлическими поверхностями.
- Техническая бура незаменима при способе, который называется «капиллярной пайкой»: она влияет на ее производительность.
- Паяные соединения характеризуются высоким качеством и долговечностью.
Этапы пайки с бурой
Весь процесс состоит из последовательных этапов, выполнение которых является обязательным:
- Тщательная подготовка поверхностей заготовок перед нагревом.
- Чистка проводится для избавления от окисных пленок, здесь как раз и нужна техническая бура.
- Паяльной лампой производится нагрев свариваемых поверхностей до нужной температуры.
- В пространство между деталями вводится разогретый металлический припой в жидком состоянии.
- Суть соединения – объединение основного металла с жидким металлическим припоем в хорошо разогретом состоянии.
- Процесс заканчивается при окончательной кристаллизации припоя.
Пайка медных труб с использованием буры
Для начала нужно запастись необходимыми инструментами и материалами:
- паяльная лампа или газовая горелка;
- специальный припой, выбранный с учетом природы металлов, которые нужно спаять;
- бура с оптимальными свойствами согласно ГОСТу 8429-77;
- металлические щетки для очистки деталей;
- инструмент для резки металла;
- кисти для покрытия деталей флюсовым слоем.
Отдельного предупреждения заслуживает выбор газовой горелки. Дело в том, что эти приспособления предлагаются на рынке в огромных количествах и в разных моделях.
Модным приспособлением в газовых горелках является система автоматического пьезорозжига.
Наш совет: горелку с ним можно выбрать только при полной уверенности, что продукция произведена известным и солидным предприятием. Если такой уверенности нет, лучше купить классическую модель высокого качества.
А теперь основные этапы процесса пайки с использованием буры для соединения двух медных труб:
- Тщательная чистка поверхностей внутри труб специальными щетками с металлической щетиной.
- Теперь чистка наружных поверхностей труб с помощью шкурки.
- Нанесение технической буры с помощью кисти.
- Стыковка труб, которые покрыты флюсовым слоем, друг с другом.
- Разогрев деталей газовой горелкой. Действие пламени должно длиться не меньше 20-ти секунд.
- На рабочий участок вводится припой, который также расплавляется под действием горелки. Припой наносится максимально равномерным слоем.
Контроль качества соединения с использованием флюса из буры проводится разными методами: разрушающими и неразрушающими. Чаще всего вполне достаточно внешнего осмотра для определения возможных дефектов. Это делать можно даже с лупой.
Как пользоваться бурой для пайки
Перед пайкой металлов необходимо с соединяемых поверхностей удалить оксидную пленку. Для этого используют флюсы, которые в процессе нагрева также должны защищать металл от окисления. Этим требованиям полностью соответствует бура для пайки тугоплавкими припоями.
Что такое бура
Это минерал, состоящий из бесцветных кристаллов с матовым блеском, который добывают в отложениях водоемов с высокой концентрацией солей. Широко используется для бытовых и промышленных нужд, в том числе как высокотемпературный флюс. Твердая бура плавится при температуре 750 — 900⁰C. Для получения более мягкого флюса ее растворяют в воде. Тогда температура плавления зависит от концентрации раствора.
Бура нужна для очистки деталей от окисных и жировых пленок, загрязнений. С ее помощью паяют детали из стали, чугуна, меди и ее сплавов. В быту и на производстве заготовки соединяют медными или латунными припоями, в ювелирном деле ― серебряными или золотыми.
Плюсы и минусы
К достоинствам флюса бура относят:
- доступность и низкую цену по сравнению с аналогичными материалами;
- отсутствие деформации деталей, так как основной металл не плавится;
- соединение металла с неметаллом;
- возможность паять детали с разной начальной температурой;
- легкость распайки при демонтаже;
- повышение производительности капиллярной пайки;
- высокое качество швов, выполненных даже новичком;
- длительное время хранения флюса.
Из недостатков отмечают:
- необходимость механической очистки поверхности от солей, которые выделяются при нагреве буры и после остывания оседают на металле;
- высокую гигроскопичность, поэтому флюс отсыревает даже в плотно закрытой емкости;
- сложность определения для новичков оптимальной пропорции.
Состав бура и химические свойства
Бура состоит из натриевой соли и сильного основания (воды, натра). Химики называют ее кристаллогидратом соли натрия тетраборной кислоты из класса боратов. При содержании в составе 10 молекул воды название меняется на декагидрат тетрабората натрия. Встречается разновидность с пятью молекулами воды. При переводе на обычный язык бура ― это соль с оболочкой из 5 или 10 молекул воды.
При нагреве до 64⁰C декагидрат начинает плавиться с постепенной потерей воды. После полного обезвоживания при 380⁰C образуется тетраборат, который плавится при температуре больше 750⁰C. Постепенность плавления объясняется наличием воды внутри кристаллогидрата. При горении бура приобретает прозрачность, образуя стекловидную массу. Для увеличения активности в состав флюса бура для пайки добавляют борную кислоту, хлористый барий или натрий. Пропорции зависят от решаемых задач. Твердые компоненты обычно смешивают при соотношении 1:1, перетирают в фарфоровой посуде или из другого материала, но чтобы стенки не впитывали смесь.
Разновидности
По внешнему виду бура подразделяется на 2 типа:
- Твердый в виде мелкозернистого порошка белого цвета. Для защиты от влаги продается в герметичной упаковке. Порошок в необходимом количестве удобно накладывать на соединяемые поверхности, поскольку флюс не растекается.
- Разведенный. Это растворенная в жидкости бура, которую можно применять для пайки цветных металлов при низкой температуре. Маленькие детали просто окунают в раствор, что удобно при работе с ювелирными изделиями, проводами, клеммами электроприборов. По эффективности разведенный флюс практически равен твердому.
В зависимости от качества марка обозначается буквой:
- А — состоит из 99,5% декагидрата и 0,5% примесей. Применяют для фритта, фаянса и т. д.
- Б — содержание примесей до 6%. Используют для работы с глазурью, эмалью, сантехническим оборудованием.
Для пайки лучше использовать марку Б, так как она соответствует всем требованиям. Да и цена меньше.
Срок хранения обеих марок не больше 6 месяцев.
Как паять бурой
Пайку несложно выполнить самостоятельно. На промышленных предприятиях работу выполняют на паяльных станциях. Пайку начинают с подготовки поверхности деталей. Въевшуюся грязь счищают металлической щеткой или наждачной бумагой. Оксидную пленку и жир растворит бура при нагревании. При подготовке медных труб зачищают внутреннюю и внешнюю сторону стенок.
Затем на место соединения насыпают тонкий слой порошка или кисточкой наносят подогретый раствор. Флюс с просроченным сроком хранения предварительно переплавляют с последующим дроблением до состояния порошка. Пайка бурой должна выполняться при температуре не меньше 400⁰C. Этого достаточно для соединения даже железных заготовок, если для пайки используется бура, смешанная с борной кислотой.
Детали нагревают паяльной лампой или газовой горелкой, оставляя зазор между ними. Место пайки также можно нагревать сварочным аппаратом, используя угольный или графитовый электрод. Когда бура растечется ровным слоем и приобретет синеватый оттенок, зазор заполняют расплавленным припоем. Если при пайке насыпать флюс с избытком соединение, будет некачественным из-за неравномерного растекания припоя. Конкретных рекомендаций по этому вопросу нет, так как количество зависит от вида металла и размера шва. Мастера со стажем определяют дозировку флюса исходя из опыта.
После остывания на шве не должно быть капель припоя. Выступивший флюс и образовавшиеся соли счищают опять же металлической щеткой или наждачной бумагой. Если место пайки перегреть или пользоваться некачественным флюсом на соединении образуется черная корка из шлаков.
Пайку необходимо выполнять в хорошо проветриваемом помещении, поскольку при нагреве бура выделяет большое количество дыма. Работу выполняют в перчатках, чтобы флюс не попал на кожу. На производстве качество пайки проверяют методами неразрушающего и разрушающего контроля. Самостоятельно дефекты можно обнаружить визуальным осмотром соединения через лупу.
Как с помощью буры паяют металл
Пайку металлов проводят, предварительно удаляя с их поверхности следы оксидов. Для этого применяют флюсы. Они должны предотвращать окисление при нагреве и стимулировать хорошего растекание расплавленного припоя.
Для пайки медных изделий идеально соответствует всем требованиям припой из буры. Вещество известно со средних веков. Добывали его в озерах Индии, Тибета, затем перевозили в Европу, где использовали для обработки тканей и кожи, производства стекол.
Бура широко применяется для работы с металлами. При изготовлении или ремонте металлических изделий проводится пайка бурой. Прежде всего, метод применяют для деталей из меди, латуни. Особенную разновидность этого флюса используют при ремонте ювелирных изделий.
Состав и свойства
 Точное происхождение исторически сложившегося, тривиального названия окончательно не выяснено. Согласно химической номенклатуре бура – кристаллогидрат натриевой соли тетраборной кислоты.
Точное происхождение исторически сложившегося, тривиального названия окончательно не выяснено. Согласно химической номенклатуре бура – кристаллогидрат натриевой соли тетраборной кислоты.
Если в состав входит 10 молекул воды, то вещество называется декагидрат тетрабората натрия. Существуют виды кристаллогидрата с пятью молекулами воды.
Они называются пентагидратами тетрабората натрия. Строго говоря, состав буры представляет собой соль, окруженную гидратной оболочкой из 10 диполей воды.
При 64 ℃ декагидрат расплавляется, постепенно теряет воду. Полное обезвоживание буры происходит при 380°. Образующийся тетраборат стойко выдерживает нагревание до 742° и только потом расплавляется.
Такое поэтапное плавление буры несколько смущает обычных потребителей, привыкших к тому, что вещество плавится строго при одном значении температуры. Специфика объясняется присутствием молекул воды в кристаллогидрате. Эта особенность упрощает применение буры при пайке.
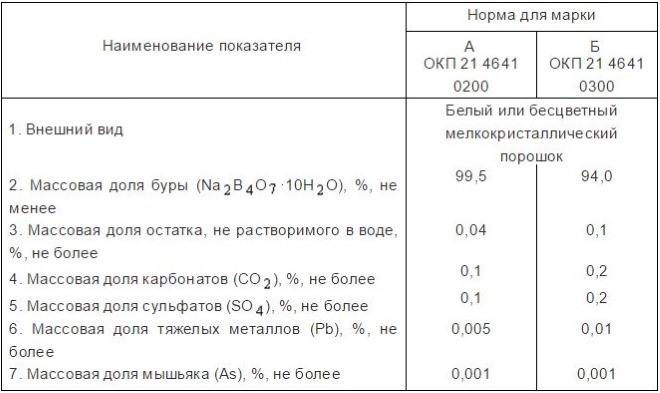
Качество вещества нормировано государственным стандартом. Существует две марки сырья, представляющего собой техническую буру:
- марка А – это 99,5%-ный декагидрат соли. Остальные 0,5% состоят из карбонатов, сульфатов, мизерного количества соединений свинца и мышьяка;
- марка Б — 94%-ный декагидрат, содержание примесей в котором составляет 6%.
Обе марки не очень устойчивы. Срок хранения технической буры не должен превышать полгода. В качестве флюса рекомендуют применять буру марки Б. Она полностью соответствует требованиям пайки, стоит дешевле, чем сырье марки А.
Преимущества и недостатки
Флюс, приготовленный на основе буры, очень популярен. Этот материал всегда есть в продаже. Для пайки медных изделий бура – самый доступный флюс, имеющий бюджетные цены.
Буру также используют для пайки некоторых видов сталей, ювелирных сплавов. Для процесса подходят припои с содержанием меди или серебра. Паяльные швы при необходимости всегда можно просто распаять.
В зависимости от элементного состава деталей можно пользоваться не только кристаллическим порошком, но и раствором. Кристаллогидрат прекрасно растворяется в воде.
Существуют некоторые сложности при использовании буры. Место припоя после окончания пайки покрыто налетом. Его нужно механически очищать.
Срок хранения материала ограничен, беречь его нужно в сухом месте. Несмотря на это, бура остается востребованной на производстве и в домашнем хозяйстве.
Применение порошка для латуни и меди
 Практики часто используют флюс, который хранился дольше положенного времени. Для пайки латунью буру стоит заново переплавить. Охлажденный порошок нужно поместить в банку с герметичной крышкой. Пренебрежение этой процедурой может испортить работу из-за накопившихся при хранении шлаков.
Практики часто используют флюс, который хранился дольше положенного времени. Для пайки латунью буру стоит заново переплавить. Охлажденный порошок нужно поместить в банку с герметичной крышкой. Пренебрежение этой процедурой может испортить работу из-за накопившихся при хранении шлаков.
В начале пайки рабочую зону надо прогреть до хорошо заметного красного цвета. Нагрев стоит начинать сначала по краям, а затем уже непосредственно в месте пайки.
Затем нагретую зону следует постепенно посыпать флюсом, дождаться пока он растечется в виде пленки по краям детали. В этот момент разогретый латунный припой нужно окунуть в расплав буры, чтобы он покрылся горячей флюсовой пленкой.
Как показывает опыт, место пайки имеет при этом красный цвет, расплав буры окрашен в синеватые цвета. Очень долго держать припой во флюсе нельзя. Могут образоваться оксидные шлаки.
Затем следует опять прогреть рабочую зону. Латунь приобретёт оранжевый светящийся вид. Можно приступать непосредственно к проведению пайки. Если все сделать верно, припой заполнит все зазоры.
Место пайки станет золотистым. Когда процесс закончен, горячую зону нужно присыпать порошком буры и оставить остывать. Детали из меди в горячем (200 ℃) состоянии можно поместить в смесь, содержащую поровну ацетон и воду, или просто в воду. Резцы имеет смысл погрузить в горячий песок.
Правильно сделанное соединение имеет прозрачную пленку с легким синим оттенком. На нем нет капель припоя. При неправильно выполненной пайке шов покрывается черной пористой коркой.
Причиной может быть перегрев рабочей зоны, вследствие которого образовались шлаки, или плохое качество флюса на основе буры. Так проводят пайку латуни и других медьсодержащих сплавов.
Применение растворов
 Для более легких металлов применяют раствор буры. Работать с жидким флюсом гораздо проще, достаточно просто окунуть в него деталь и начинать пайку. Подобным способом паяют ювелирные изделия, контакты, провода, другие мелкие детали.
Для более легких металлов применяют раствор буры. Работать с жидким флюсом гораздо проще, достаточно просто окунуть в него деталь и начинать пайку. Подобным способом паяют ювелирные изделия, контакты, провода, другие мелкие детали.
Иногда присутствия только буры в составе флюса недостаточно. В таких случаях для пайки применяют смеси. Распространенная добавка, помогающая справиться с задачей, – борная кислота.
Обычно кислоту и буру берут в равных частях. Иногда применяют фториды цинка, хлориды калия, соли других щелочных металлов. Порошки тщательно растирают пестиком в фарфоровой ступке. Можно брать ступку из другого материала, главное, чтобы он не поглощал смесь буры.
При любой пайке сначала проводят зачистку концов деталей. Делать это можно наждачной бумагой, жесткой щеткой или надфилем. Затем насыпают тонкий слой порошка.
Раствор можно наносить кисточкой или простым окунанием детали. Затем рабочую зону равномерно прогревают, не достигая плавления деталей, проводят пайку с требуемым припоем. Он должен хорошо растечься в месте соединения тонким слоем.
Процесс легко выполним в домашних условиях. На производстве для постоянной работы удобна паяльная станция. Существует несколько видов установок с различной комплектацией.
Они производятся в нашей стране и заграницей. Всегда можно подобрать модель, подходящую по набору функций и стоимости.
Соединение медных труб
 Трубопроводы из меди – дорогое удовольствие. Вложение денег может быть оправдано при тщательно проведенном монтаже, который часто проводят методом капиллярной пайки с использованием буры в роли флюса.
Трубопроводы из меди – дорогое удовольствие. Вложение денег может быть оправдано при тщательно проведенном монтаже, который часто проводят методом капиллярной пайки с использованием буры в роли флюса.
Стоит отметить, что сегодня, продаются и другие флюсы, более удобные в применении. Одну трубу вставляют во вторую или фитинг так, чтобы зазор не превышал 0,4 мм.
Время пайки невелико, составляет 3 минуты. Важно, чтобы детали при работе оставались неподвижными. Чтобы порошок буры прилип к поверхности, медь вначале прогревают горелкой.
Для труб с диаметром до 108 мм процесс пайки проводят при низких температурах, не превышающих 450°. Шов получается широкий (до 50 мм), но не очень прочный. Широкие трубы, с диаметром больше 159 мм, паяют при высоких температурах. Выполнить процедуру могут только профессионалы.
В обоих случаях расплав припоя хорошо проникает в капилляры деталей, что способствует образованию прочных соединений. Остатки буры рекомендуется удалять.
Нужно помнить, что пайка сопровождается образованием дыма, поэтому работать можно только в проветриваемых помещениях.
Флюс бура для пайки — преимущества и особенности


Бура – это порошок, который добавляется в так называемые высокотемпературные флюсовые смеси для пайки металлических изделий. Температура плавления буры довольно высокая – 700 – 900°С.
Бура для пайки очень удобна в техническом использовании, все ее свойства хорошо известны, удобны и описаны в специальном регулирующем документе – ГОСТе 8429-77.
Сферы применения
Бура, представляющая собой соль, в состав которой входит слабая борная кислота и сильное основание, имеет и научное название – декагидрат тетрабората натрия. При помощи этого вещества, используемого в качестве флюса, выполняется пайка таких металлов, как сталь, чугун, медь и ее сплавы. При этом для такой пайки используются среднеплавкие припои, основу которых могут составлять медь, латунь, серебро и золото.
При расплавлении буры, что происходит при достаточно высокой температуре, поверхности соединяемых деталей очищаются, а окислы, которые на них присутствуют, растворяются в разогретом флюсе. В процессе выполнении пайки, для которой используется такой тугоплавкий флюс, как бура, соответствующая требованиям ГОСТа 8429-77, образуются соли, кристаллизирующиеся на поверхности формируемого соединения. После завершения технологической операции соляной налет необходимо удалить.
Требования ГОСТа к составу флюса на основе буры
Чтобы получить из буры борный флюс, которым можно пользоваться при пайке деталей из меди, чугуна, стали и других металлов, данное вещество необходимо смешать с борной кислотой в пропорции 1:1. Полученную смесь тщательно перетирают в фарфоровой емкости, а затем выпаривают лишнюю жидкость, чтобы получить сухой остаток, в который добавляют фтористые и хлористые соли. По такой технологии получают активные флюсы, позволяющие выполнять качественную пайку деталей из различных металлов.
ГОСТ 8429-77 Бура. Технические условия
Скачать
Разновидности состава флюса

В тех вариантах, когда осуществляется пайка деталей из меди, для равномерного распределения припоя по месту предполагаемого соединения, а также для очистки металлической поверхности от хлористого цинка, соляной и борной кислоты, грязи, пыли, применяют флюс. Благодаря этому появляется защита от молекул кислорода, находящихся в воздухе. В качестве флюса могут использоваться материалы, богатые воском, смолой, канифолью.
Очень важно верно подобрать флюс. Для этого нужно учесть типы металлического состава, припоев, температурного режима нагревания. Различают три основных вида флюсов.
- Антикоррозийный флюс. Это вещество, в состав которого входит фосфор и специальные растворители. Благодаря взаимодействию эти вещества дают органическое соединение. Преимущество данного флюса в том, что после пайки нет необходимости в применении дополнительных очистителей.
- Золотой флюс. В состав этого вещества входит большое число составляющих. Состав готовится из салициловой кислоты, золота, этилового спирта, вазелина. Шов при пайке с использованием такого состава отличается ровной и аккуратной формой.
- Активировочный флюс. Сюда можно ввести буру и канифоль. Температура плавления буры 700 °С. Кроме того, при пайке не происходит выделения вредных веществ в воздух. Эти флюсы можно приготовить самим. Для этого смешиваются части между: канифолью, анилином, салициловой кислотой, ангидридом, диэтиламином.
Флюс надёжно предохраняет расплавленный металл от реакции с кислородом воздуха, поэтому такие соединения отличаются качественными швами. От того, что поверхность металла покрыта шлаками, кристаллизация проходит с повышенной скоростью. Следствием чего является отсутствие включений и пор. Единственным недостатком пайки с использования флюса это растекающаяся консистенция расплавленного металла.
Недостатки
- После применения образуется налет солей, которые необходимо счищать механическим методом;
- Требуется выбирать места для хранения, в которых нет влаги, так как от большой влажности флюс начнет портиться;
- Для подготовки материала к использованию необходимо потратить время и подобрать правильную пропорцию, что может привести к ошибке.
Разновидности буры
Существует две основные разновидности, которые касаются внешнего вида материала. Первым вариантом является твердая форма. Флюс паяльный бура поставляется в виде порошка с мелкими твердыми фракциями. Благодаря этому, ее легко выложить на поверхность металла перед пайкой в нужном количестве и она не будет растекаться при этом. Такая разновидность поставляется в специальной коробке, защищающей материал герметично от проникновения влаги и прочих посторонних факторов. Фракции имеют белый цвет.

Бура для пайки в виде порошка
Второй разновидностью, которая чаще применяется для более легких металлов и их сплавов, является разведенная бура. В данном случае вам предлагается тот же материал, но растворенный в жидкости. Благодаря этому его можно применять при более низкой температуре пайки. Использование такой разновидности также является более легким, так как мелкие детали просто макаются в жидкость, после чего их можно подвергать пайке. Это используется как в ювелирной отрасли, так и в других местах, где идет работа с небольшими изделиями. Контакты, провода и прочие разновидности техники хорошо контактируют с растворенным флюсом. Несмотря на том, что принцип, как пользоваться бурой для пайки в жидком виде несколько отличается от стандартного, они имею практически одинаковый эффект.
Встречаются также разновидности в виде смесей, когда применяются еще и другие флюсы. Это необходимо в тех случаях, когда нельзя достичь заданных результатов при помощи одного вещества. Пропорции и состав зависят от конкретных целей. Чаще всего ее соединяют вместе с борной кислотой.
Состав и физико-химические свойства
В состав буры для пайки входят хлористый натрий и хлористый барий, в некоторый случаях в нее добавляют борную кислоту. Далеко не для всех процедур она используется в чистом виде, так как для этого потребуется слишком высокая температура плавления. Порошок для пайки бура – это высокотемпературный флюс, так что основным его свойством является стойкость к высоким температурам. Стоит отметить, что свои химические свойства материал отлично сохраняет и при меньшей концентрации, чем идет в поставке. Таким образом, раствор флюса обладает достаточно высоким уровнем растворения окислов всех основных металлов, для работы с которыми он применяется.
Также он может растворять жировые пленки и прочие лишние вещи, которые будут мешать нормальной спаиваемость материала. Пайка бурой уберегает от многих видов брака, которые могут встречаться в работе.
Технические характеристики
Выделяют две основные марки вещества, которые определяются по ГОСТ как марка А и марка Б:
Что такое флюс бура для пайки, каковы его характеристики и как его применять

Паяльная бура представлена высокотемпературным флюсом, который производится в виде мелкодисперсного порошка для состыковки металлических деталей.
Вещество переходит в текучее агрегатное состояние при нагреве более 700° C, отчего именуется высокотемпературным припоем.
Технические характеристики флюса описываются Государственным стандартом 842977, что указывает на растворение буры в воде с последующим застыванием прозрачной стекловидной массы.
- Общие сведения
- Плюсы и минусы флюса
- Использование
Общие сведения
Техническая бура — тетраборат натрия, является неорганическим соединением, мелкокристаллическим порошком белого цвета. Состоит из сильного основания и ортоборной кислоты.
Добывается из периодически высыхающих соленых природных водоемов в результате искусственного синтеза. Флюс доступен для соединения чугунных, медных и стальных элементов. Добавки из меди, латуни либо серебра усиливают паяные соединения.
Бура, или по-другому, боракс, плавится при температуре 750-900° C. После перехода в текучее состояние кристаллизуется с выделением специфических веществ, которые очищают кромки соединяемых деталей от грязи, пыли, следов масла.
Расплав боракса также предупреждает образование окислительных реакций.
Бура при смешивании с ортоборной кислотой в равноценном соотношении создает борный флюс. После совмещения составляющих, последние растираются в фарфоровой чашке и заливаются теплым растворителем.
Жидкость испаряется на медленном огне с оставлением твердой формы. Получить более активный флюс помогают фтористые либо хлористые соли.
Плюсы и минусы флюса

Припой чаще всего используется при ремонте или восстановлении медного трубопровода. Поэтому достоинства флюса и его недостатки следует рассматривать с точки соединения медных элементов.
Боракс имеет следующие плюсы:
- сочленяемые элементы могут быть различной исходной температуры;
- сварной валик получается надежным даже при пайке металла и неметаллического предмета;
- высокая степень разогрева флюса все равно не позволяет медным деталям коробиться, имеющим более высокую температуру плавления;
- бура позволяет улучшить характеристики сварного шва;
- капиллярная пайка показана лучшей операцией при соединении элементов.
Имея некоторые навыки пайки, даже начинающий сварщик оформит ровный и долговечный шов.
Минусы использования буры следующие:
- при застывании припоя, на соединяемых элементах образуются солевые отложения, которые необходимо периодически счищать;
- припой — активно поглощающее влагу вещество, даже при нахождении в закрытой посуде.
Возможно у начинающего сварщика не получится сразу подобрать необходимое количества боракса для получения хорошего сварочного валика.
Использование
Перед соединением деталей, нужно уделить внимание их подготовке. Последняя заключается в следующей последовательности:
- Очистить стыки элементов от грязи, коррозийного разрушения с помощью скребка с грубыми ворсинками. С оксидной пленкой на поверхности, флюс справится сам.
- Пламенем паяльной лампы разогреть стыки свариваемых конструкций.
- Во время разогрева оставить между элементами зазор, равный не менее 1 мм.
- В разрыв ввести буру с припоем, также подогретый лампой, с одновременным продолжением нагрева.
- При кристаллизации боракса, паяльную лампу выключить.
- После остывания деталей удалить щеткой солевые отложения.
Первая пайка бурой может пройти неудачно, по причине малого количества вещества. Рекомендуется подбирать его практически. Для улучшения шва можно использовать борный флюс с добавлением фтористых либо хлористых элементов.
