Форсаж дуги на инверторе что это?
Что такое форсаж дуги на сварочном инверторе?
Автор: Игорь
Дата: 10.12.2016
- Статья
- Фото
- Видео
Проблема со стабильным горением дуги начинается у многих специалистов вне зависимости от их опыта, когда дело касается сварки тонкого металла. Корень проблемы кроется в том, что сам процесс приходится проводить на минимальных токах, чтобы не прожечь заготовки. Когда сила тока минимальна, то ее может быть недостаточно для того, чтобы создать стабильную сварочную дугу. Здесь нужно очень точно подбирать режимы, чтобы электрод не залипал при сильно низких показателях, а мощность дуги не прожигала дыры, при сильно высоких. Таким образом, ответ на вопрос, для чего нужен форсаж дуги, будет очень простым. Это стабилизация горения при сложных работах с тонкими материалами. Такая функция может пригодиться всем сварщикам, которые выполняют широкий диапазон работ. В особенности это полезно для новичков, которым сложнее справиться с тонкими работами.
При выборе нового сварочного аппарата некоторые не знают, для чего нужен форсаж дуги на инверторе, и не обращают на данный режим внимания. Это оказывается очень полезным дополнением к другим возможностям современных инверторов, выпускаемых как в крупных размерах с большой мощностью, так и в компактных домашних вариантах. Сущность данного режима заключается в изменении параметров тока, когда происходит процесс сваривания. Эти изменения не дают электроду залипать, что повышает эффективность сварочного процесса и его качество. Форсаж создает наиболее подходящую ВАХ для инвертора. Когда ток оказывается слишком слабым, то электрод начинает залипать. В это время образуется короткое замыкание. При включенном и правильно настроенном режиме форсажа начинается повышение тока, что помогает сохранить стабильное горение дуги.

BAX дуги сварочного инвертора
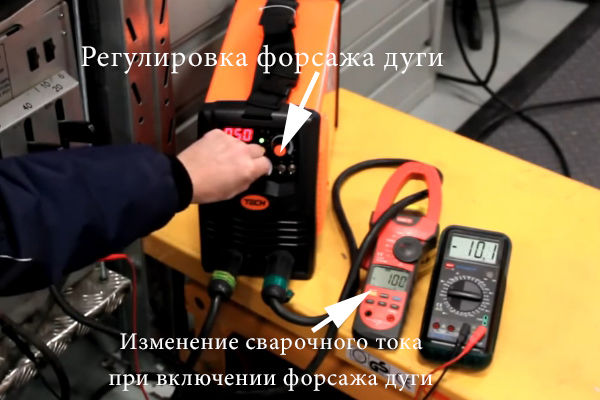
Иными словами, если в обыкновенном режиме происходит сваривание при постоянных параметрах, пока сварщик сам не изменит их, то при включенном форсаже все может меняться. Если во время ведения дуги, при установленных 90 А, электрод только начинает залипать, то инвертор подает на 10 А больше и этого хватает для того, чтобы дуга продолжила горение. Когда все стабилизируется, то аппарат возвращает значение на прежнее положение. Такая же ситуация происходит и тогда, когда появляется возможность перепаливания заготовки. Только в этот раз все снижает мощность.
Для чего нужен форсаж сварочной дуги? 
Использование данного режима необходимо для создания максимально простых условий получения соединения, чтобы обеспечить высокое качество шва. Аппараты с наличием этой функции можно уже отнести к профессиональным. Они обладают заметно более высокой стоимостью и подходят для широкого спектра работ. Если к проводимому соединению выдвигаются высокие стандарты качества, то его стоит сваривать именно при такой дополнительной функции. Даже новичок сможет справиться со сваркой тонких изделий без постоянного залипания, с которым сталкиваются даже опытные сварщики. Именно по этой причине, если возникает вопрос какой лучше выбрать сварочный аппарат инвертор, стоит обратить внимание на такие варианты. На рынке встречаются самые различные варианты. Официально форсаж сварочной дуги обозначается Arcforce. При наличии данной надписи на корпусе под определенными датчиками или регуляторами, а также при указании в маркировке модели, можно быть уверенным, что это именно то, что нужно.
Стоит сразу отметить, что это режим не для постоянного использования. Он преимущественно нужен при тонких работах, тем более что его настройки как раз на это и рассчитаны. Если модель аппарата рассчитана на регулировку параметров, то возможности техники возрастают и она может применяться в большем количестве случаев. Но это влечет за собой и повышение стоимости сварочного аппарата. Техника с нерегулируемым режимом появилась раньше. Она является более простой в использовании и, соответственно, стоит дешевле.
Как пользоваться форсажем дуги?
Специалисты рекомендуют использовать данный режим только в тех случаях, когда предстоит работы с тонкими изделиями, так как иначе они окажутся бесполезными. Если аппарат имеет простую функциональную основу, которая не требует регулировки параметров, то перед непосредственным свариванием достаточно включить соответствующий режим. Но данная схема часто не оправдывает себя, так как не может подстроиться под параметры, если происходит сваривание различными типами электродов. Таким образом, если вы хотите разобраться, как правильно регулировать форсаж дуги, стоит понять, что его параметры будут зависеть не только от толщины металла, но и от типа используемых сварочных электродов.
Единицы измерения шкалы на аппаратах с регулируемой функцией могут быть различными. Зачастую это процентное соотношение или условные единицы. Это ни как не влияет на правильность выбора нужного значения в них, поэтому, стоит взять общий вариант шкалы в процентах.
Что такое форсаж дуги на сварочном инверторе
Работать с тонким металлом на низких токах сложно. Даже опытные сварщики не застрахованы от разрыва дуги, залипания электродов, неровных швов. Когда дело имеешь с аппаратом, оснащенным опцией «Arcforce», таких трудностей не возникает. Скачки напряжения, возникающие при залипании электрода, сглаживаются. По сути, форсаж дуги на инверторе – это стабилизатор силы тока, работающий в автоматическом режиме. Он помогает поддерживать разогрев присадки, облегчает сварку швов, поддерживает дугу в одном режиме. Для начинающих такая опция – находка.

Для чего нужен форсаж дуги на сварочном инверторе
В отличие от «горячего старта» он поддерживает стабильный ток не только во время розжига электрода, но и весь сварочный процесс. Принцип работы Arc force заключается в увеличении выходного тока во время короткого замыкания. Когда между электродом и свариваемой поверхностью появляется капелька металла, велик риск залипания электрода, он притягивается к свариваемой поверхности. Аппарат мгновенно добавляет ампераж на 1/3 от рабочего напряжения, позволяя капле расплавиться, а затем возвращает его к прежним параметрам. Что такое форсаж дуги сварочного инвертора с точки зрения функциональности: высокоскоростной регулятор ампеража, стабилизирующий рабочие параметры аппарата. Функции форсажа:
- мгновенно увеличивать силу тока, когда она снижается до критического уровня, возрастает риск короткого замыкания, прикипания электрода;
- уменьшать, когда электродуга мощная, защищать от прожогов тонких деталей;
- обеспечивать стабильную работу.
Как настроить форсаж сварочной дуги
Инверторы с режимом форсаж двух видов: с регулятором Arc force и без него. Для постоянной работы лучше выбирать модели, где есть регулировка. Это профессиональное универсальное оборудование. Пользоваться таким удобнее. Обычно шкала градируется в процентах, реже – в единицах. Нужное значение выбирается опытным путем. Допустим, работая на минимальных токах около 50 ампер, можно поставить увеличите на 30%. Такой добавки хватит для разогрева прилипшей капли. Но если варить 4-мм электродом, нужно выставлять 160 ампер. Что такое увеличение на 30% при больших значения выходного тока? Оно не повлияет на процесс разогрева. Для толстых деталей форсаж дуги выставляют на максимальные значения. При необходимости режим Arcforce отключается, для этого достаточно поставить ручку регулятора на ноль.
Ручка настройки позволяет выбрать уровень стабилизации под тип электродов:
- работая присадкой с рутиловым покрытием, регулятор устанавливают в нижних пределах: от 10 до 30%.;
- для стандартного электрода оптимальное значение 50%;
- если покрытие целлюлозное, можно выкручивать ручку на максимум: допустимо увеличение на 100%.
Модели с автоматическим или фиксируемым режимом форсажа созданы для бытовых условий. Производители сразу выставляют какое-то небольшое значение добавочного тока, на который происходит увеличение при коротком замыкании. Обычно это 20 ампер. Для сварки тонких и средних заготовок 2-мм присадкой этого хватит. Бытовые сварочники запитываются от розеток, поэтому для высоких токов они не предназначены.
Сварочный аппарат работает стабильно, когда он с функцией режима «Форсаж». Снижается риск:
- залипания;
- прожогов;
- угасания дуги.
Постоянство параметров важно во время сварки тонкого металла на минимальных значениях тока. Форсаж создает условия для спокойной работы во время проварки корня швов, такая операция необходима при монтаже кожухов. Специалисты с опытом по достоинству оценили эту разработку.
Заключение
Сварочный аппарат с режимом Arc force – отличный выбор для начинающих, с ним получаются ровные швы, не бывает проблем с залипанием, электродуга остается равномерной в любых условиях. При выборе оборудования для работы с разным металлом лучше выбирать регулируемый сварочник, чтобы была возможность подобрать нужный режим стабилизации рабочих параметров под размер заготовок и электрода.
Что такое форсаж дуги на сварочном инверторе, статья для новичков

Современные инверторы оснащены множеством дополнительных функций, которые призваны облегчить работу сварщика и повысить качество сварных соединений. Так, «горячий старт» облегчает поджиг электрода, «антизалипание» – понижает рабочие параметры до 0 при его залипании, что позволяет легко и без повреждения обмазки отделить его от поверхности металла. Но есть еще такая опция как «форсаж дуги».
Для чего нужен форсаж дуги на сварочном инверторе
В отличие от «горячего старта» он поддерживает стабильный ток не только во время розжига электрода, но и весь сварочный процесс. Принцип работы Arc force заключается в увеличении выходного тока во время короткого замыкания. Когда между электродом и свариваемой поверхностью появляется капелька металла, велик риск залипания электрода, он притягивается к свариваемой поверхности. Аппарат мгновенно добавляет ампераж на 1/3 от рабочего напряжения, позволяя капле расплавиться, а затем возвращает его к прежним параметрам. Что такое форсаж дуги сварочного инвертора с точки зрения функциональности: высокоскоростной регулятор ампеража, стабилизирующий рабочие параметры аппарата. Функции форсажа:
- мгновенно увеличивать силу тока, когда она снижается до критического уровня, возрастает риск короткого замыкания, прикипания электрода;
- уменьшать, когда электродуга мощная, защищать от прожогов тонких деталей;
- обеспечивать стабильную работу.
Что такое «горячий старт»?
Горячий старт, хот-старт или Hotstart – это дополнительный наброс сварочного тока в момент касания заготовки электродом. К примеру, если у нас выставлен сварочный ток – 150 Ампер, то в момент касания и поджига электрода, если в сварочном инверторе реализована функция «горячего старта», сварочный ток должен кратковременно увеличиться на определенную величину.
У разных производителей эта величина может отличаться: 5, 10, 15, 30,….100% от выставленного сварочного тока.
У некоторых сварочных инверторов величина тока горячего старта имеет фиксированную величину и не поддается регулировке, иногда ее можно просто отключить (это имеет смысл при сварке тонких металлов во избежание прожигов), есть инверторы, в которых «горячий старт» можно плавно регулировать от 0 до 100%.
Для чего нужен «горячий старт»?
Если по-простому, Hotstart помогает в поджиге плохих электродов, при сварке ржавого металла, при плохом напряжении в сети и во многих других случаях. Лучше всего, когда в сварочном инверторе есть регулируемый горячий старт, и вы сами сможете настроить его в зависимости от потребностей.
Что такое «форсаж дуги». Для чего он нужен?
Форсаж дуги, арк-форс, Arcforce или Arcforsing – если в инструкции к сварочному аппарату заявлено, что есть эта функция, то это значит, что в процессе сварки, когда сварочная дуга по каким-либо причинам «рвется» и гаснет, происходит дополнительный наброс сварочного тока.
К примеру, если у нас выставлен сварочный ток – 150 Ампер, то при обрыве дуги сварочный инвертор накидывает к этим 150-ти амперам еще дополнительные, чтобы не дать погаснуть сварочной дуге.
Работа Arcforce (арк-форса) очень похожа на работу «горячего старта», только увеличение сварочного тока происходит не в момент касания электродом металла, а в процессе сварки, когда есть вероятность обрыва сварочной дуги.
В некоторых сварочных инверторах эта функция работает автоматически и не поддается регулировке. Лучше всего, когда «форсаж дуги» можно регулировать, устанавливая то значение, с которым нам комфортно производить сварочные работы.
Что такое «антиприлипание». Для чего нужна эта функция?
Вопреки распространенному мнению о том, что функция антиприлипание или анти-стик, Antistick, препятствует залипанию электрода во время сварки – это не так. Залипанию электрода препятствует как раз функция Arcforce (арк-форс), о ней мы говорили выше.
Когда происходит залипание (прикипание) электрода к металлу, то через электрод начинает проходить сварочный ток гораздо больше номинального (т. е. практически возникает режим «короткого замыкания»), в результате электрод раскаляется, и его потом невозможно оторвать от заготовки, а о дальнейшей сварке этим электродом не может идти и речь, т.к. вся обмазка с него осыпается.
Как настроить форсаж сварочной дуги
Инверторы с режимом форсаж двух видов: с регулятором Arc force и без него. Для постоянной работы лучше выбирать модели, где есть регулировка. Это профессиональное универсальное оборудование. Пользоваться таким удобнее. Обычно шкала градируется в процентах, реже – в единицах. Нужное значение выбирается опытным путем. Допустим, работая на минимальных токах около 50 ампер, можно поставить увеличите на 30%. Такой добавки хватит для разогрева прилипшей капли. Но если варить 4-мм электродом, нужно выставлять 160 ампер. Что такое увеличение на 30% при больших значения выходного тока? Оно не повлияет на процесс разогрева. Для толстых деталей форсаж дуги выставляют на максимальные значения. При необходимости режим Arcforce отключается, для этого достаточно поставить ручку регулятора на ноль.
Ручка настройки позволяет выбрать уровень стабилизации под тип электродов:
- работая присадкой с рутиловым покрытием, регулятор устанавливают в нижних пределах: от 10 до 30%.;
- для стандартного электрода оптимальное значение 50%;
- если покрытие целлюлозное, можно выкручивать ручку на максимум: допустимо увеличение на 100%.
Модели с автоматическим или фиксируемым режимом форсажа созданы для бытовых условий. Производители сразу выставляют какое-то небольшое значение добавочного тока, на который происходит увеличение при коротком замыкании. Обычно это 20 ампер. Для сварки тонких и средних заготовок 2-мм присадкой этого хватит. Бытовые сварочники запитываются от розеток, поэтому для высоких токов они не предназначены.
Сварочный аппарат работает стабильно, когда он с функцией режима «Форсаж». Снижается риск:
- залипания;
- прожогов;
- угасания дуги.
Постоянство параметров важно во время сварки тонкого металла на минимальных значениях тока. Форсаж создает условия для спокойной работы во время проварки корня швов, такая операция необходима при монтаже кожухов. Специалисты с опытом по достоинству оценили эту разработку.
Для постоянной работы лучше выбирать модели, где есть регулировка
Популярные сварочные аппараты нашего магазина:
Если в сварочном аппарате реализована опция «Антизалипание», то когда электрод «залипает», сварочный ток и напряжение сбрасывается до «0» и электрод легко можно оторвать от заготовки и с комфортом продолжать сварочные работы, используя этот же электрод. В некоторых сварочных аппаратах «антизалипанием» можно управлять, регулируя его по времени или вообще отключая.
Заключение
На инверторе при помощи форсажа дуги удается настроить ее горение, а следовательно усовершенствовать качество швов. В наше время такая функция не есть исключением.
Такие компании, как Ресанта, Сварог, Аврора Про выпускают аппараты с функцией форсажа дуги. Если хотите сэкономить, то можете приобрести прибор и у отечественной компании.
А каким инвертором пользуетесь вы? Присутствует в нем такая функция? Практична ли она, по вашему мнению? Поделитесь с нами своим опытом в комментариях. Такая информация будет очень полезна для новичков. Желаем вам успехов в работе!
Активация форсажа дуги на сварочном инверторе — зачем использовать и как правильно это делать

Нынешние инверторы для сварки имеют незначительное сходство с традиционными трансформаторами, широко применяемыми при сваривании в ушедшем столетии.
зготовители сделали все возможное для сокращения размеров и веса прибора для сварки, и сделали его комфортнее в использовании.
С появлением электроники даже малозатратные инверторы были оснащены вспомогательными параметрами, до этих пор недоступными.
Одной из них является форсаж дуги. В данной статье вы узнаете о наличии данной функции на сварочном инверторе и о методе его работы.
- Краткие сведения
- Особенности
- Заключение
Краткие сведения
Сварщики-профессионалы знакомы с базовым затруднением новичка — сложности в горении дуги. Временами она нестабильно функционирует даже у профессионала.
Сопряжено это со значительным количеством условий: от состояния здоровья мастера до неверно настроенного сварочного режима.
У новичков зачастую одна загвоздка: применение минимальной силы тока. Неопытные мастера выставляют небольшую величину сварочного тока, для избежания прожогов.
Но из-за этого не получается хорошо зажечь дугу и постоянно ее удерживать во время всей сварки.
Для разрешения этого вопроса, надо верно настроить сварочный режим, наблюдать, чтобы электрод не приклеивался к металлу. Дебютанту не под силу выполнить все правильно. В связи с этим прибегают к вспомогательным параметрам, например, к форсажу дуги.
Его призвание — сделать процесс быстрее и проще. Она при всякой силе тока нормализует горение дуги. Ее сущность очевидна: при автоматических настройках она подгоняет значение тока до тех параметров, при которых вы производите сварку.
Например, вы выставили наименьшую силу тока и выполняете сварочный процесс. В ходе сваривания электрод начинает клеиться к металлу. При включении этого параметра произойдет короткое замыкание на инверторе.
В это же время сила тока возрастет до идеальной величины. А потом возвратится к первоначальным показателям и можете продолжить сварку при установленной силе тока.
Форсаж дуги бывает автоматическим и настраиваемым. В дешевых аппаратах он зачастую автоматический. Активируется при нажатии на кнопку. Это отлично подходит начинающим мастерам, а профессионалам необходимо настраивать оборудование более тщательно.
Особенности

Функция форсажа выравнивает горящую дугу, делает процесс простым и быстрым. Ранее она была доступна лишь в профессиональных инверторах.
Однако в нынешние времена метод стал общедоступнее и заводы- изготовители начали устанавливать этот параметр даже в дешевые устройства. При помощи этого нововведения сравнительно малозатратный инвертор можно применять и для ответственных работ.
В высококлассном оборудовании такая функция отлично функционирует и предоставляет гораздо высококачественный результат. Не жалейте средств на приобретение инвертора, если вы хотите выполнить чрезвычайно важные работы.
Зачастую в инверторных документах такую функцию называют «Arc Force». Такую надпись можно увидеть и на обшивке прибора.
Форсаж дуги существенно облегчает выполнение сварки, и даже новичок выполнит работу блестяще. Даже если у вас нет должного опыта, вы сможете сварить элементы из тонкого металла, минуя изъяны и залипания электродов.
С такими затруднениями нередко сталкиваются мастера, рассчитывающие лишь на собственные знания, и не применяющие актуальные параметры прибора.
Однако не стоит рассчитывать лишь на эту функцию. Для достижения отличного качества швов, нужно иметь основные навыки сварки.
Если у вас нет способностей к поджиганию дуги, выполнению шва и оперативной работе, то вспомогательные параметры вас не спасут. Стоит учесть, что этот параметр демонстрирует себя полностью лишь во время сваривании тонких металлических элементов.
Во многих приборах возможно настроить функциональные параметры. В этом случае появится возможность сваривать металлы различной толщины.
Лишь в дорогих приборах предусмотрена эта функция. Во многих моделях есть только кнопка вкл/выкл, с установленными параметрами.
Ввиду этого не используйте форсаж дуги без особой надобности. Небрежное применение такой функции способно повредить качеству швов.
Заключение
На инверторе при помощи форсажа дуги удается настроить ее горение, а следовательно усовершенствовать качество швов. В наше время такая функция не есть исключением.
Такие компании, как Ресанта, Сварог, Аврора Про выпускают аппараты с функцией форсажа дуги. Если хотите сэкономить, то можете приобрести прибор и у отечественной компании.
А каким инвертором пользуетесь вы? Присутствует в нем такая функция? Практична ли она, по вашему мнению? Поделитесь с нами своим опытом в комментариях. Такая информация будет очень полезна для новичков. Желаем вам успехов в работе!


Профессиональный сварщик 6-го разряда с 15+ летним практическим опытом работы (не считая обучения)
Регулярно проверяю опубликованные статьи и отвечаю на ваши вопросы! Спрашивайте, не стесняйтесь! =)
Что такое горячий старт
Что такое горячий старт
Что такое сварочный инвертор, Горячий старт, Форсаж дуги или Антиприлипание?
Что такое сварочный инвертор?
Инвертор – ( от латинского inverto – переворачиваю, изменяю) — это устройство для преобразования постоянного тока в переменный. Выполняется на электронных, газоразрядных или полупроводниковых приборах, обладающих свойствами вентиля.
Инвертор в сварочном аппарате необходим для того, чтобы повысить частоту тока с целью уменьшения габаритно-массовых характеристик силового трансформатора, а также для повышения управляемости выходными характеристиками устройства.
Сварочный инвертор структурно состоит из выпрямителя сетевого напряжения, сглаживающего фильтра, непосредственно инвертора с системой управления, высокочастотного силового трансформатора, выходного выпрямителя и выходного фильтра.
В обычном сварочном трансформаторе (без инвертора) ток в его первичной обмотке, а следовательно и в сетевых проводах, жестко связан через коэффициент трансформации с током во вторичной обмотке. Например, в сварочном трансформаторе с напряжением холостого хода в 60 вольт, при токе во вторичной обмотке в 200Ампер, ток в его первичной обмотке будет равен 54,5Ампер без учета тока холостого хода. Следовательно, если этот трансформатор будет подключен к бытовой сети, такой же ток будет протекать и по сетевым проводам, разогревая их и оплавляя вилку с розеткой. Именно поэтому, при выполнении сварочных работ обычным трансформатором от бытовой сети, наблюдаются резкие провалы и броски напряжения в этой сети, которые могут привести к выходу из строя других подключенных потребителей.
В инверторе, в отношении токов в обмотках, действуют те же законы, но контуры протекания этих токов существенно отличаются, а именно, ток в первичной обмотке силового трансформатора течет из емкостного накопительного фильтра, а при наличии реактивных токов (в режимах близких к короткому замыканию) в него же и возвращается. Таким образом, в инверторе осуществляется циркуляция энергии из емкостного накопителя в силовой трансформатор и обратно при индуктивном характере нагрузки. Из сети при этом инверторный сварочный аппарат потребляет только такую мощность, которая израсходовалась и выделилась в виде тепла в дуге и ушла на незначительные потери в проводах и других элементах. Следовательно, максимальный потребляемый ток из сети инвертором происходит при максимальной длине дуги, а у трансформаторного сварочного аппарата в режиме короткого замыкания и режимах близких к нему. Поэтому инвертор не перегружает сеть и является таким же потребителем энергии, как и обычная нагрузка. Из-за низкого потребляемого из сети тока инверторы, по отношению к другим потребителям подключенным в эту же сеть, являются устройствами «невидимыми», не влияющими существенно на саму сеть и следовательно на других потребителей.
При выборе сварочного инвертора первым делом необходимо обращать внимание на:
1. мощность аппарата — максимальный сварочный ток, при котором будет работать инвертор, от величины которого зависит каким максимальным диаметром электрода можно производит сварочные работы. Не мало важно знать какой минимальный сварочный ток для работы с тонким металлом.
2. Другая основная ПВ — время, в течении которого инвертор сможет работать, не отключаясь, на максимальном токе или более верное название «Продолжительность нагрузки» – это отношение времени, в течение которого сварочным аппаратом можно варить, ко времени за которое он должен охлаждаться, для пятиминутного цикла работы штучными электродами и для десятиминутного цикла работы в режиме полуавтоматической сварки.
Например, продолжительность нагрузки – 60%. Это значит, что сварочный аппарат может 60% времени варить и 40% должен охлаждаться в течение каждого пятиминутного цикла, т.е., соответственно, для вышеуказанных цифр 3 минуты можно варить и 2 минуты сварочный аппарат должен охлаждаться, затем снова 3 минуты можно варить и 2 – охлаждаться и т.д.
3.Размер и вес аппарата не играет первостепенную роль но так же важен если необходима мобильность и частые перемещения.
В современных сварочных инверторах присутствую следующие функции: «горячий старт», «форсаж дуги», «антиприлипание». Не во всех они есть и тем более все сразу, если в двух словах, то:
Горячий старт или Hotstart – это все одни и те же понятия. Что это за опция? Если описать в двух словах, то это дополнительный наброс сварочного тока в момент касания заготовки электродом. К примеру, если у нас выставлен сварочный ток – 150 Ампер, то в момент касания и поджига электрода, если в сварочном инверторе реализована функция «горячего старта», сварочный ток должен кратковременно увеличиться на определенную величину. У разных производителей эта величина может отличаться: 5, 10, 15, 30,….100% от выставленного сварочного тока. У некоторых сварочных инверторов величина тока горячего старта имеет фиксированную величину и не поддается регулировке, иногда ее можно просто отключить (это имеет смысл при сварке тонких металлов во избежание прожигов), есть инверторы, в которых «горячий старт» можно плавно регулировать от 0 до 100%.
Для чего нужен «горячий старт»? — Если по-простому, Hotstart помогает в поджиге плохих электродов, при сварке ржавого металла, при плохом напряжении в сети и во многих других случаях. Лучше всего, когда в сварочном инверторе есть регулируемый горячий старт, и вы сами сможете настроить его в зависимости от потребностей.
Форсаж дуги или Arcforce – это тоже тождественные понятия. Если в инструкции к сварочному аппарату заявлено, что есть эта функция, то это значит, что в процессе сварки, когда сварочная дуга по каким-либо причинам «рвется» и гаснет, происходит дополнительный наброс сварочного тока. К примеру, если у нас выставлен сварочный ток – 150 Ампер, то при обрыве дуги сварочный инвертор накидывает к этим 150-ти амперам еще дополнительные, чтобы не дать погаснуть сварочной дуге. Работа Arcforce (арк-форса) очень похожа на работу «горячего старта», только увеличение сварочного тока происходит не в момент касания электродом металла, а в процессе сварки, когда есть вероятность обрыва сварочной дуги. В некоторых сварочных инверторах эта функция работает автоматически и не поддается регулировке. Лучше всего, когда «форсаж дуги» можно регулировать, устанавливая то значение, с которым нам комфортно производить сварочные работы.
Антиприлипание — когда происходит залипание (прикипание) электрода к металлу, то через электрод начинает проходить сварочный ток гораздо больше номинального (т. е. практически возникает режим «короткого замыкания»), в результате электрод раскаляется, и его потом невозможно оторвать от заготовки, а о дальнейшей сварке этим электродом не может идти и речь, т.к. вся обмазка с него осыпается. Если в сварочном аппарате реализована опция «Антизалипание», то когда электрод «залипает», сварочный ток и напряжение сбрасывается до «0» и электрод легко можно оторвать от заготовки и с комфортом продолжать сварочные работы, используя этот же электрод. В некоторых сварочных аппаратах «антизалипанием» можно управлять, регулируя его по времени или вообще отключая.
Чтобы перейти на страницу нашего магазин нажмите на ссылку: Сварочные аппараты
Тема: Очень просто. Что такое горячий старт, форсаж дуги, антизалипание.
Статья скопирована с сайта http://elsva.in.ua
Дополнительные (вспомогательные) функции сварочных аппаратов. Или что такое: «Горячий старт», «Форсаж дуги», «Антизалипание».
При выборе сварочного инвертора мы, как правило, обращаем внимание на основные параметры устройства, такие как: мощность аппарата, а отсюда и максимальный сварочный ток, при котором будет работать инвертор; время, в течении которого инвертор сможет работать, не отключаясь, на максимальном токе; максимальный диаметр электродов для этого сварочного инвертора, минимальный сварочный ток (при работе с тонким металлом); размер, вес аппарата и прочее.
Все это, вроде бы, знакомые и известные понятия. Но все чаще в последнее время, читая инструкцию к сварочному аппарату или описание инвертора в интернете, встречаемся с такими понятиями как: «горячий старт (хот-старт или Hotstart), форсаж дуги (арк-форс, Arcforce или Arcforsing), антизалипание (анти-стик или Antistick). Давайте постараемся разобраться, что это за понятия и как они помогают (а может быть и мешают…) во время сварочного процесса.
Что такое «горячий старт»?
Горячий старт, хот-старт или Hotstart – это все одни и те же понятия. Что это за опция? Если описать в двух словах, то это дополнительный наброс сварочного тока в момент касания заготовки электродом. К примеру, если у нас выставлен сварочный ток – 150 Ампер, то в момент касания и поджига электрода, если в сварочном инверторе реализована функция «горячего старта», сварочный ток должен кратковременно увеличиться на определенную величину. У разных производителей эта величина может отличаться: 5, 10, 15, 30,….100% от выставленного сварочного тока. У некоторых сварочных инверторов величина тока горячего старта имеет фиксированную величину и не поддается регулировке, иногда ее можно просто отключить (это имеет смысл при сварке тонких металлов во избежание прожигов), есть инверторы, в которых «горячий старт» можно плавно регулировать от 0 до 100%.
Для чего нужен «горячий старт»?
Если по-простому, Hotstart помогает в поджиге плохих электродов, при сварке ржавого металла, при плохом напряжении в сети и во многих других случаях. Лучше всего, когда в сварочном инверторе есть регулируемый горячий старт, и вы сами сможете настроить его в зависимости от потребностей.
Что такое «форсаж дуги». Для чего он нужен?
Форсаж дуги, арк-форс, Arcforce или Arcforsing – это тоже тождественные понятия. Если в инструкции к сварочному аппарату заявлено, что есть эта функция, то это значит, что в процессе сварки, когда сварочная дуга по каким-либо причинам «рвется» и гаснет, происходит дополнительный наброс сварочного тока. К примеру, если у нас выставлен сварочный ток – 150 Ампер, то при обрыве дуги сварочный инвертор накидывает к этим 150-ти амперам еще дополнительные, чтобы не дать погаснуть сварочной дуге. Работа Arcforce (арк-форса) очень похожа на работу «горячего старта», только увеличение сварочного тока происходит не в момент касания электродом металла, а в процессе сварки, когда есть вероятность обрыва сварочной дуги. В некоторых сварочных инверторах эта функция работает автоматически и не поддается регулировке. Лучше всего, когда «форсаж дуги» можно регулировать, устанавливая то значение, с которым нам комфортно производить сварочные работы.
Что такое антиприлипание. Для чего нужна эта функция?
Вопреки распространенному мнению о том, что функция антиприлипание или анти-стик, Antistick, препятствует залипанию электрода во время сварки – это не так. Залипанию электрода препятствует как раз функция Arcforce (арк-форс), о ней мы говорили выше. Когда происходит залипание (прикипание) электрода к металлу, то через электрод начинает проходить сварочный ток гораздо больше номинального (т. е. практически возникает режим «короткого замыкания»), в результате электрод раскаляется, и его потом невозможно оторвать от заготовки, а о дальнейшей сварке этим электродом не может идти и речь, т.к. вся обмазка с него осыпается. Если в сварочном аппарате реализована опция «Антизалипание», то когда электрод «залипает», сварочный ток и напряжение сбрасывается до «0» и электрод легко можно оторвать от заготовки и с комфортом продолжать сварочные работы, используя этот же электрод. В некоторых сварочных аппаратах «антизалипанием» можно управлять, регулируя его по времени или вообще отключая.
Горячий старт — Hot Start
Горячий старт — Hot Start — это функция сварочного инвертора, обеспечивающая увеличение сварочного тока в момент касания электродом детали (момент поджига дуги). Она позволяет значительно облегчить начало сварочного процесса и обеспечить легкое возбуждение дуги.

Благодаря этой функции происходит быстрый разогрев торца электрода и ускоренное формирование сварочной ванны. Рассматриваемая опция помогает правильно сформировать начальный участок шва, избежать характерных усилений или излишней выпуклости шва, повысить глубину проплавления, измельчить капли расплавленного электродного металла.
Так например, если у нас выставлен сварочный ток 150А, то в момент касания и поджига электрода, если в сварочном инверторе реализована функция «горячего старта», сварочный ток должен кратковременно увеличиться на определенную величину. У разных производителей эта величина может отличаться от 5 до 100% от выставленного сварочного тока.
Повышенный ток гарантирует отличное расплавление и наилучшее качество шва даже в начале сварки. Как правило, при использовании функции Hot start отсутствуют непровары и высота шва в значительной степени уменьшается. Время действия составляет от 0.5 до 3 сек, в зависимости от модели сварочного аппарата, подробнее о которых вы можете прочесть .
«Горячий старт» может быть регулируемым и фиксированным, в зависимости от конструкции инвертора.
- Фиксированная функция может быть включена и отключена, значение увеличения сварочного тока в режиме «включено» предустановлено производителем.
- Регулируемая функция позволяет плавно регулировать увеличение тока «Горячий старт» ( к установленному, от 0 до 100%).
Лучше всего, когда в сварочном инверторе есть регулируемый горячий старт, и вы сами сможете настроить его в зависимости от потребностей.
