Гальваническое производство что это такое?
Организация гальванического производства
Гальваническое производство принято считать едва ли не самым опасным источником, негативно отражающимся на состоянии окружающей среды. Основная опасность грозит различным водоемам, как подземным, так и поверхностным. При таком производстве образуется много сточной воды, которая и представляют максимальный уровень угрозы. В этой воде содержится множество примесей с тяжелыми металлами, присутствуют щелочной состав и прочие высокотоксичные соединения.
Организация гальванического производства
Технология гальванического производства должна быть взаимно адаптирована с процессом, в ходе которого сточные воды будут очищаться. Такой процесс нельзя осуществлять без наличия качественных очистных схем сооружений. Планируя осуществлять данный вид деятельности, необходимо учесть затраты не только на оборудование для самого процесса производства, но и на отведение жидких отходов. Также требуется учитывать затраты на организацию размещения твердых отходов и обезвреживание стоков.

Далее производство гальванических линий должно быть утверждено необходимыми инстанциями. После этого следует заняться строительством цеха и закупкой или изготовлением оборудования. Когда, после монтажа оборудования, цех практически готов к началу процесса производства, нужно все тщательно перепроверить и провести пуско-наладочные работы. Завершающим этапом организации является получение лицензии и паспортизация оборудования.
Организация гальванического производства начинается с проектирования цеха или участка. До того, как непосредственно приступить к проектированию, следует получить соответствующее разрешение на размещение производства в желаемом месте. Место должно находиться на расстоянии не менее 150 м от детских учреждений, жилых домов и тому подобных объектов. После получения разрешения заказывается проект, в котором разрабатываются схемы технологических процессов. К этим операциям можно отнести самые различные расчеты: водоснабжения, вентиляции, электропитания и, конечно же, сооружений для очищения.

Производство гальванического оборудования может иметь разные направления. Так, все линии разделяются на полуавтоматические, автоматические и ручные. Это могут быть просто гальванические ванны или же отдельные производства. Зачастую в процессах используется старое, но модернизированное оборудование. Вся комплектация должна соответствовать определенным требованиям: иметь хорошее антикоррозийное покрытие, быть изготовленной из высококачественных материалов, соответствовать размерам помещения.
Производство гальванических ванн — это достаточно сложный процесс, требующий применения специализированного оборудования. Современные технологии позволяют наиболее часто использовать в качестве материала для таких ванн полипропилен. Ванны из полипропилена обычно имеют прямоугольную форму. В ходе рабочих операций они наполняются химическими растворами и щелочами. Именно здесь проходят гальваническую обработку все поверхности деталей, используемых затем для оборудования гальванических цехов.

Процесс очистки сточных вод
Сточные воды гальванического производства — неотъемлемая часть данного процесса. Зависимо от того, в какой фазе находится состояние вещества, делятся на четыре категории все загрязнения, оказывающиеся в стоках. Первая категория представляет собой растворенные соли, являющиеся по сути щелочами и разнообразными кислотами. Вторая категория – это растворенные вещества органического типа, третья – взвеси (тонкодисперсные эмульсии/суспензии), а четвертые представлены высокомолекулярными соединениями и коллоидами.
Вода для гальванического производства — это жидкость, наполняющая промывные ванны. Зависимо от типа покрытия, эта вода должна соответствовать определенным показателям. Так, ее солесодержание не должно превышать 1 – 5 мг/л. Стоит заметить, что данную жидкость следует постоянно обновлять. Чтобы обеспечить обновление промывных ванн часто применяются установки обратного осмоса. Основным показателем, который наиболее тщательно контролируется при подготовке воды, используемой в гальваническом производстве, считается удельная электропроводность.

Очистка стоков гальванического производства — едва ли не самая важная составная процесса. Для отдельной конкретной категории загрязнений практикуется собственный тип очистки. Взвешенные вещества часто подвергаются очистке способами, которые создаются с помощью сил флотации, адгезии, гравитации. Коллоиды отделяются с помощью коагуляции. Установки нанофильтрации, как и сорбционные фильтры используются для удаления органических веществ. Реагентным методом устраняются неорганические загрязнения.
Очистка сточных вод гальванического производства проводится на разнообразнейшем оборудовании с применением различных методов. Все используемые методы можно разделить на мембранные, сорбционные, физическо-механические, электрохимические, коагуляционно-флотационные и химические. Мембранный метод подразумевает нано- и ультрафильтрацию, а также электродиализ и обратный осмос. Для сорбционного метода понадобятся фильтры.
Экологически безопасное гальваническое производство — отрасль, в которой постоянно ведутся исследования и опыты. Такой процесс можно осуществить, только учитывая множество параметров. Для этого нужно учитывать экологические характеристики материалов и веществ, исследовать базовые составы электролитов и растворов.

Современное гальваническое производство, вредность которого для окружающей среды весьма велика, предполагает разработку соответствующих нормх относительно организации производственного процесса. В данных нормах указана минимальная необходимая отдаленность гальванических цехов от жилых и общественных объектов, а также многие другие требования.
Отходы гальванического производства могут быть вовлечены в некоторые современные технологии. Они активно используются в роли добавки к шихте. Такая добавка актуальна при изготовлении керамзита, кирпичей или, к примеру, керамической плитки. Также отходы применяют в виде добавок во время приготовления гальванических растворов.
Очистные сооружения для гальванического производства — самое необходимое оборудованием. Современные очистные схемы обеспечивают высокую эффективность очистки от ионов тяжелых металлов и снижают общее солесодержание в стоках. Дополнительное преимущество использования современных очистных сооружений при гальваническом производстве — возможность применения стоков в оборотном водоснабжении предприятия.
Что такое гальваника металла, детали и виды процесса
Описание процесса гальванического покрытия металла. В каких случаях применяется и с какой целью. Методы гальванирования. Применяемое оборудование и материалы для нанесения покрытий.

Операция гальванического покрытия металлов заключается в нанесении на поверхность металлического изделия тонкой пленки из такого же материала с использованием электролита. В процессе обработки детали молекулы покрывающего металла переносятся токопроводящим раствором и проникают в верхний слой изделия. В итоге происходит внедрение одного металла в поверхностное пространство другого.
Как результат, такой гальванический метод позволяет металлоизделиям приобретать дополнительную твердость, устойчивость к коррозии и износостойкость. У металла с гальваническим покрытием значительно повышается декоративность.
Для проведения гальванического процесса необходима ванна, которая является основой всего оборудования. В нее заливается токопроводящий раствор, в который помещаются 2 анода.
Для гальванизации металлов существуют линии оборудования. Устанавливаются они в отдельных цехах. Поскольку работа связана с химическими реактивами, в помещении монтируется вентиляция.
Несмотря на сложность гальванического процесса, он достаточно хорошо изучен. Поэтому его можно проводить и в домашних условиях. При этом следует помнить основное правило: общая площадь анодов должна превышать этот же параметр обрабатываемой детали.

Для чего гальванизируют металл
Во время гальванической обработки металла преследуются определенные цели. Все зависит от условий, в которых будет работать данное изделие, и требований, которые к нему будут применяться.
Цели гальванизации металла бывают следующие:
- Придание поверхностному слою защитных функций. Как вариант – никелирование.
- В целях улучшения декоративности предметов. Например, хромирование.
- Для получения копий деталей, отличающихся сложностью рельефа поверхности.
- Нашло широкое применение гальваническое цинкование продукции. Проводится оно с трубопрокатными, кровельными и строительными конструкциями. Это придает им устойчивость в условиях повышенной влажности.
- В ювелирном деле. Поверхностный слой украшений насыщается золотом и серебром. При этом не только улучшаются декоративные качества продукции, но и верхний слой золотых изделий увеличивает свою твердость в 2 раза.
Процесс гальванизации металлов отличается характерной особенностью. На поверхности изделий формируется пленка. Вне зависимости от сложности конфигурации ее толщина везде будет одинаковая. Это особенно важно, когда на первый план выходит внешний вид продукции.
Методы гальваники
- Гальваническое катодное напыление. Такая технология покрытия металла отличается тем, что при небольшом ее нарушении происходит быстрая коррозия основного изделия. Этому процессу способствует сам поверхностный слой. В качестве примера можно привести лужение оловом.
- Гальваническое анодное нанесение. Относится к надежным гальваническим покрытиям. При возникновении угрозы коррозии в первую очередь начинаются разрушения в поверхностном слое. Основной металл длительное время сохраняет первоначальную форму. При этом он надежно защищен не только от внешней среды, но и от механических воздействий.
Процесс гальванического покрытия металла
Гальваническая обработка металла состоит из 3 этапов:
- Подготовка. Это наиболее трудоемкий процесс. В случае наличия на поверхности металла жира, заусенцев или пыли качество гальванизирования будет низким. Изделия должны быть обработаны вручную или на пескоструйной машине. При наличии остатков жира их следует обработать химическим раствором.
- Сам процесс гальванической обработки металла. Электролит заливается в ванну, в него помещаются 2 анода и покрываемая деталь. Проводится нагрев электролита с помощью специального устройства до температуры, указанной в технологии. Затем включается ток, который контролируется регулятором напряжения. Катодом является сама деталь. Положительно заряженные ионы движутся через электролит и оседают на отрицательно заряженном изделии, образуя поверхностный слой. Длительность второго этапа продолжается до тех пор, пока поверхностный слой металла не достигнет требуемой величины.
- После гальванической процедуры детали нуждаются в дополнительной обработке. Заключается она в осветлении, пассивировании или промасливании поверхности. Для этого изделия погружаются в специальный раствор с реактивами. В результате идет образование поверхностной пленки толщиной 1 мм.
О совместимости гальванических пар таблица дает наглядное представление.
| Металл | Алюминий | Бронза | Дюраль | Латунь | Медь | Никель | Олово | Сплав олово со свинцом | Углеродистая сталь и чугун | Хром | Цинк |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Алюминий | + | — | + | — | — | — | — | — | + | — | + |
| Бронза | — | + | — | + | + | + | Пайка | Пайка | — | + | — |
| Дюраль | + | — | + | — | — | — | — | — | + | — | + |
| Латунь | — | + | — | + | + | + | Пайка | Пайка | — | + | — |
| Медь | — | + | — | + | + | + | Пайка | Пайка | — | + | — |
| Никель | — | + | — | + | + | + | Пайка | Пайка | + | Отсутствуют данные | + |
| Олово | — | Пайка | — | Пайка | Пайка | Отсутствуют данные | + | + | + | Отсутствуют данные | + |
| Сплав свинца с оловом | — | Пайка | — | Пайка | Пайка | Пайка | + | + | + | Отсутствуют данные | + |
| Углеродистая сталь и чугун | + | — | + | — | — | + | + | + | + | + | + |
| Хром | — | + | — | + | + | Отсутствуют данные | Отсутствуют данные | Отсутствуют данные | + | + | + |
| Цинк | + | — | + | — | — | + | + | + | + | + | + |
Используемые материалы и оборудование
Исключение составляет холодное цинкование, совершаемое «Гальвонолом». Это жидкая суспензия, которая непосредственно наносится на металл. Отличается неустойчивостью к некоторым растворителям, поэтому нуждается в финишном покрытии.
Различается несколько групп гальванических ванн:
- Крупные. Рассчитаны на крупногабаритные изделия.
- Средние. В них нет возможности поместить большое изделие. При этом они остаются наиболее востребованными в условиях средних масштабов производства.
- Мелкие. В них можно проводить гальванизацию только мелких деталей.
В ванну помещаются анодные пластины. Изготавливаются из разных материалов. Их основная задача заключается в восполнении убывающего металла с изделия в процессе гальванизации.
Важными составляющими являются разновидность электролита и плотность тока. Эти параметры меняются в зависимости от вида операции.

Составы цианидных ванн для серебрения представлены в таблице.
| Состав | Номер электролита | |||
|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |
| Цианистое серебро | 2 | 6 | 30 | 100 |
| Цианистый натрий | 70 | 70 | — | — |
| Цианистый калий | — | — | 70 | 100 |
| Углекислый натрий | 10 | 10 | — | — |
| Углекислый калий | — | — | 10 | 25 |
| Гипосульфит натрия | — | — | 0,4 | 0,5 |
| Аммиак водный, мл/л | — | — | 1-2 | 2 |
| Едкий калий | — | — | — | 15 |
Величина плотности тока оказывает влияние на структуру формируемого осадка. Измеряется как отношение силы тока к единице поверхности обрабатываемой детали.
Такой параметр имеет важное значение во время работы. При низкой величине плотности осадка вообще не образуется. Слишком большая его величина приводит к образованию порошкового отложения. Поэтому гальванический процесс требует контроля этого показателя.
Виды гальванических покрытий
- хромирование;
- цинкование;
- травление;
- золочение и серебрение;
- меднение;
- латунирование;
- гальваника алюминия.
Хромирование
Это процесс внедрения в поверхность металла хрома с использование электролита под воздействием тока. В результате изделие приобретает коррозионную устойчивость к агрессивной среде. Увеличивается твердость поверхностного слоя. Обработанные детали находят применение во многих отраслях промышленности.
Цинкование
Травление
Травление – это электролитическое снятие поверхностного слоя с изделия. Процедура проводится с целью обнаружения внутренних дефектов, устранения ржавчины или окислов. После такой операции часто детали подвергаются финишному покрытию. Обработанные поверхности заготовок хорошо сопрягаются друг с другом.
Золочение и серебрение
Золочение и серебрение применяются в ювелирном деле. Ванна заполняется электролитом, куда опускается обрабатываемое украшение. В электролите растворяются ионы серебра или золота. По окончании процедуры на поверхности изделия образуется тонкий поверхностный слой драгоценного металла.
Меднение
Меднение является промежуточной операцией, поскольку такая поверхность плохо противостоит коррозии. С течением времени она окисляется. В дальнейшем идет наслоение еще одного покрытия. В качестве электролитов используются щелочные и кислотные составы.
Латунирование
При работе используются цианистые электролиты меди, цинка, натрия или калия. Латунная поверхность наносится с целью улучшения декоративных качеств. Особенно это касается белого латунирования. Еще такой обработке подвергаются стальные заготовки, которые обклеиваются резиной.
Гальваника алюминия
К гальваническим покрытиям алюминия относятся сочетания:
- медь – никель – хром;
- никель – хром;
- свинец – олово;
- медь – олово;
- латунирование;
- цинкование.
Работа с алюминием и его сплавами сопровождается определенными трудностями. На их поверхностях присутствует окисная пленка, которая затрудняет процесс гальванизации.
Гальваническое покрытие металлических изделий проводится не только в промышленных масштабах. Домашние условия тоже позволяют заняться этим видом деятельности. Если у кого-то есть опыт проведения таких мероприятий, большая просьба поделиться им в комментариях к этой статье.
ВВЕДЕНИЕ
Современное гальваническое производство занимает одно из лидирующих мест среди загрязнителей воздуха рабочей зоны. В гальванических цехах используются вещества, большинство которых являются вредными. Производственные условия отличаются повышенной влажностью, значительной концентрацией вредных паров и газов, дисперсных туманов и брызг электролитов. Профессиональные заболевания (астма, аллергия, язва внутренних органов, слепота и утрата обоняния), получаемые обслуживающим персоналом в этих цехах, в значительной мере связаны с воздействием на человека вредных производственных факторов на производстве. Основное воздействие на здоровье человека оказывают жидкостные, газообразные и пылевые аэрозоли в воздухе рабочей зоны. При этом значительно снижается производительность труда работников и ухудшается качество выпускаемой продукции. Поэтому гальванические цехи относятся к вредным участкам производства, где необходимо постоянное соблюдение мер предосторожности и правил техники безопасности.
ГАЛЬВАНИЧЕСКОЕ ПРОИЗВОДСТВО
ГАЛЬВАНИКА И ПОКРЫТИЕ МЕТАЛЛАМИ
Гальваника — электролитическое осаждение тонкого слоя металла на поверхности какого-либо металлического предмета для защиты его от коррозии, повышения износоустойчивости, предохранения от цементации, в декоративных целях и т. д. Получаемые гальванические покрытия — осадки — должны быть плотными, а по структуре — мелкозернистыми. Чтобы достигнуть мелкозернистого строения осадков, необходимо выбрать соответствующие состав электролита, температурный режим и плотность тока.
Гальваническое покрытие металла — это прекрасный способ избежание многих проблем и увеличить срок службы оборудования, агрегатов и прочих устройств. Нанесение гальванических покрытий методом хромирования или никелирования требует специального производственного процесса и квалифицированного персонала.
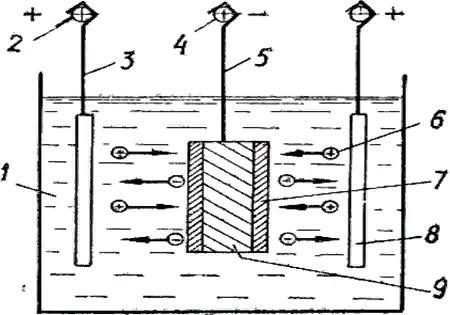
Нанесение гальванических покрытий представляет собой электрохимический процесс, при котором происходит осаждение слоя металла на поверхности изделия. В качестве электролита используется раствор солей наносимого металла. Само изделие является катодом, анод — металлическая пластина. При прохождении тока через электролит соли металла распадаются на ионы. Положительно заряженные ионы металла направляются к катоду, в результате чего происходит электроосаждение металла.
Толщина, плотность, структура гальванических покрытий могут быть разными в зависимости от состава электролита и условий протекания процесса — температура, плотность тока. Так, например, варьируя соотношением этих двух параметров можно получить блестящее или матовое хромовое покрытие, для блестящего никелирования в электролит добавляют блескообразователи — сульфосоединения.
Декоративные покрытия имеют небольшую толщину, мелкозернистую структуру и достаточную плотность. Для обеспечения прочности сцепления покрытия с изделием необходимо проводить тщательную подготовку поверхности, которая включает механическую обработку (шлифовка и полировка), удаление окислов и обезжиривание поверхности. После нанесения покрытия изделие промывают и нейтрализуют в щелочном растворе.
Каждый технологический процесс гальванического нанесения металлических покрытий состоит из ряда отдельных операций, которые можно разделить на 3 группы:
1. Подготовительные работы. Их цель — подготовка мет (его поверхности) для нанесения покрытия гальваническим путем. На этой стадии технологического процесса проводится шлифование, обезжиривание и травление.
2. Основной процесс, цель которого заключается в образовании соответствующего металлического покрытия с помощью гальванического метода.
3. Отделочные операции. Они применяются для облагораживания и защиты гальванических покрытий. Наиболее часто для этих целей применяют пассивирование, окраску, лакирование и полирование.
Гальваническое производство способно выполнить множество видов различных покрытий, среди которых могут быть:
Хромирование
Хромовые покрытия в отношении их функционального применения являются одними из наиболее универсальных. С их помощью повышают твердость и износостойкость поверхности изделий, инструмента, восстанавливают изношенные детали. Связано это с наличием на его поверхности весьма плотной пассивирующей пленки оксидной природы, которая при малейшем повреждении легко восстанавливается. Широко применяется для защиты от коррозии и с целью декоративной отделки поверхности изделий. В зависимости от режима процесса можно получить различные по свойствам покрытия.
Покрытие цинком защищает от коррозионного разрушения черные металлы не только механически, но и электрохимически. Цинковые покрытия широко применяются для защиты от коррозии деталей машин, крепежных деталей, применяются для защиты от коррозии водопроводных труб, питательных резервуаров, соприкасающихся с пресной водой при температуре не выше 60-70 оС, а так же для защиты изделий из черного металла от бензина и масла и др. В среде, насыщенной морскими испарениями, покрытия цинком не стойки.
Кадмирование
Химические свойства кадмия аналогичны свойствам цинка, однако он более химически устойчив. В отличие от цинка кадмий не растворяется в щелочах. Покрытие, так же как и цинковое, применяется для защиты черных металлов от коррозии. Особенность кадмиевого покрытия заключается в том, что оно обеспечивает электрохимическую защиту стали в тропических условиях. Кадмий значительно пластичнее цинка, поэтому детали с резьбовым соединением предпочитают кадмировать. Однако не следует покрывать детали, находящиеся в контакте с топливами, в атмосфере, содержащей летучие органические вещества (олифа, лаки, масла) и сернистые соединения.
Никелирование
Никелем покрывают изделия из стали и цветных металлов (медь и ее сплавы) для защиты их от коррозии, декоративной отделки поверхности, повышения сопротивления механическому износу и для специальных целей. Никелевые покрытия имеют высокую антикоррозионную стойкость в атмосфере, в растворах щелочей и в некоторых органических кислотах, что в значительной степени обусловлено сильно выраженной способностью никеля к пассивированию в этих средах. Никелевое покрытие хорошо полируется и может быть легко доведено до зеркального блеска.
Химическое никелирование
Химическое никелевое покрытие, содержащее 3-12% фосфора, по сравнению с электролитическим имеет повышенные антикоррозионную стойкость, износостойкость и твердость, особенно после термической обработки. Обладает малой пористостью. Главным достоинством процесса химического никелирования является равномерное распределение металла по поверхности рельефного изделия любого профиля.
Никелем покрывают изделия из стали и цветных металлов (медь и ее сплавы) для защиты их от коррозии, декоративной отделки поверхности, повышения сопротивления механическому износу и для специальных целей. Никелевые покрытия имеют высокую антикоррозионную стойкость в атмосфере, в растворах щелочей и в некоторых органических кислотах, что в значительной степени обусловлено сильно выраженной способностью никеля к пассивированию в этих средах. Никелевое покрытие хорошо полируется и может быть легко доведено до зеркального блеска.
Оловянирование
Основные области применения покрытий оловом — защита изделий от коррозии и обеспечение паяемости различных деталей. Этот металл устойчив в промышленной атмосфере, даже содержащей сернистые соединения, в воде, нейтральных средах. По отношению к изделиям из медных сплавов олово является анодным покрытием и защищает медь электрохимически. Оловянные покрытия чрезвычайно пластичны и легко выдерживают развальцовку, штамповку, изгибы. Покрытия имеют хорошее сцепление с основой, обеспечивают хорошую коррозионную защиту и красивый внешний вид. Свежеосажденное олово легко паяется с применением спиртоканифольных флюсов, однако через 2—3 недели его способность к пайке резко ухудшается.
Медные покрытия чаще всего применяют для экономии никеля как подслой при никелировании и хромировании. Вследствие промежуточного покрытия стали и чугуна медью достигается лучшее сцепление между основным металлом и металлом покрытия и уменьшается вредное влияние водорода. Медные покрытия широко применяются также для местной защиты при цементации и в гальванопластике. Медные покрытия хорошо полируются, что имеет значение при декоративно-защитных покрытиях. Хорошо оснащенные гальванические цехи имеются почти на всех машиностроительных и металлообрабатывающих заводах.
Серебро обладает высокой электропроводностью, отражательной способностью и химической устойчивостью, особенно в условиях действия щелочных растворов и большинства органических кислот. Поэтому, покрытия серебром получило применение, главным образом для улучшения электропроводящих свойств поверхности токонесущих деталей, придания поверхности высоких оптических свойств, для защиты химической аппаратуры и приборов от коррозии под действием щелочей и органических кислот, а так же с декоративной целью.
Наиболее распространены цинкование и меднение.
Общая система мероприятий при нанесении гальванических покрытий установлено ГОСТом 12.3.008-75 и ССБТ “ Производство покрытий металлических и неметаллических. Общие требования безопасности “. Основными требованиями являются автоматизация и герметизация процессов — источников опасных и вредных производственных факторов.
Гальваническая обработка металла: особенности покрытия
 Гальваника представляет собой особый электрохимический процесс, при котором применяется электролит, электроток, пара электродов и обрабатываемый элемент. Это уникальная технология, предназначенная для обработки изделий из металла. Электролит является жидким веществом с высокой токопроводностью, из которого под воздействием электротока выделяются частицы металлического сплава, оседающие на обрабатываемом элементе и формирующие на его поверхности защитную пленку.
Гальваника представляет собой особый электрохимический процесс, при котором применяется электролит, электроток, пара электродов и обрабатываемый элемент. Это уникальная технология, предназначенная для обработки изделий из металла. Электролит является жидким веществом с высокой токопроводностью, из которого под воздействием электротока выделяются частицы металлического сплава, оседающие на обрабатываемом элементе и формирующие на его поверхности защитную пленку.
- Суть процесса
- Цели гальванического покрытия металла
- Материалы и оборудование
- Преимущества и история развития
Покрытия гальванического типа создаются не банальным нанесением металлического слоя, а путем проникновения частиц внутрь поверхностных слоев элемента.
Суть процесса
Перед тем как вдаваться в подробности, следует выяснить суть этой электрохимической процедуры. Гальваническая обработка состоит из нескольких важных стадий:
- изготовление раствора электролита (состав подбирается индивидуально для каждой ситуации);
- помещение пары анодов от «плюса» источника электротока в электролит;
- погружение в гальванический состав обрабатываемой детали, помещение ее между парой анодов и последующее подключение к «минусу» источника электротока (то есть обрабатываемый элемент становится своеобразным катодом);
- замыкание созданной электроцепи.
Сам процесс гальванизации базируется на том, что положительные частицы металлического сплава, присутствующие в составе электролита, под влиянием электротока стремятся к катоду-элементу, который заряжен отрицательно. Затем этот состав оседает на поверхности обрабатываемой детали и создает на ее поверхности тоненькую пленку из металла.
Цели гальванического покрытия металла
 Существует целый ряд целей для нанесения гальванического покрытия. К примеру, для гальванического хромирования поверхность нужно предварительно покрыть никелем. К гальванике, как правило, обращаются с целью улучшения декоративных и защитных качеств конструкций. Эту процедуру используют и для изготовления точных копий сложных элементов. В этом случае процесс принято называть гальванопластикой.
Существует целый ряд целей для нанесения гальванического покрытия. К примеру, для гальванического хромирования поверхность нужно предварительно покрыть никелем. К гальванике, как правило, обращаются с целью улучшения декоративных и защитных качеств конструкций. Эту процедуру используют и для изготовления точных копий сложных элементов. В этом случае процесс принято называть гальванопластикой.
Широко распространена технология оцинковки металлов посредством гальваники. Она позволяет сделать на поверхности цинковое покрытие, которое характеризуется отменными антикоррозийными свойствами. Изделия из металлических сплавов, которые прошли обработку с применением этой технологии, могут долго сохранять свои свойства при высокой влажности и даже при постоянном воздействии соленой и пресной воды. Посредством цинкования также производят обработку трубопрокатных изделий, всевозможные емкости, опорные и строительные конструкции. Благодаря применению цинкования металлические поверхности получают и электрохимическую, и барьерную защиту.
Если посредством цинкования увеличивается лишь стойкость материала к коррозии, то гальваника хромом решает и эту задачу, делая поверхность более износостойкой и крепкой и также улучшая ее внешний вид. Аналогичным эффектом обладают и гальванические покрытия на основе никеля.
Другая область применения гальваники — ювелирная промышленность. Эта технология в данной ситуации используется для того, чтобы улучшить внешний вид ювелирной продукции. При этом на украшение наносится слой серебра или золота. Кроме того, пленка, которая наносится на изделие при обработке, делает его ярче и привлекательнее.
Материалы и оборудование
Гальваническая обработка разных материалов предполагает применение соответствующих «расходников» и оборудования. Для покрытия элементов металлами применяются однотипные гальванические установки. Разница будет лишь в составе применяемого электролитного раствора, его температурных показателях и в режимах работы.
Итак, процедура может производиться с применением следующего оборудования:
- специальные ванны с электролитом, в которые помещается обрабатываемый элемент и аноды;
- источник электротока, который оборудован регулятором напряжения на входе;
- устройство нагрева, которое будет доводить электролит до нужной температуры.
 Также требуются анодные пластины, которые будут подавать напряжение к электролиту и распределять его по обрабатываемому элементу.
Также требуются анодные пластины, которые будут подавать напряжение к электролиту и распределять его по обрабатываемому элементу.
Следует отметить, что для изготовления электролитов используются опасные соединения, потому их нужно хранить в надежных сосудах.
Любое гальваническое оборудование должно находиться в помещениях с хорошей вентиляцией. Нужно очень внимательно отнестись и к требованиям безопасности. Все мероприятия, связанные с гальванической обработкой, необходимо производить в защитном респираторе и очках, а также в специальной обуви, фартуке и перчатках. Если гальваника осуществляется дома, то следует предварительно изучить соответствующую литературу или посмотреть видеоуроки по данной тематике.
Преимущества и история развития
Эта технология была изобретена в 1838-м году ученым по имени Борис Якоби. Именно он начал активное внедрение гальваники в самые разные процессы производственного плана. В скором времени гальваническую обработку успешно освоили и монетные дворы, и художники-ремесленники, и промышленные предприятия.
Однако название эта методика получила в честь ученого из Италии Луиджи Гальвани. Он начал изучение электрохимической технологии обработки почти одновременно с Борисом Якоби.
К основным достоинствам гальваники относятся следующие:
 Покрытия, прошедшие гальванику, характеризуются равномерной толщиной и высочайшим уровнем плотности.
Покрытия, прошедшие гальванику, характеризуются равномерной толщиной и высочайшим уровнем плотности.- Гальваническое покрытие можно с легкостью наносить даже на конструкции сложной формы.
- Покрытие, появившееся при гальванической обработке, отличается хорошей адгезией со многими металлами.
- Декоративные и защитные свойства деталей, прошедших гальванику, очень высоки.
- Толщина гальванического покрытия очень просто регулируется.
Кстати, слово «гальваника» встречается не только в промышленных сферах деятельности и ювелирном производстве, но и в косметологии. Так называется процесс, при котором на кожный покров воздействуют маломощными токами, позволяющими избавиться от излишков жира сальных желез.
Гальванический цех: описание, оборудование, требования безопасности, вредность

Гальванический цех в настоящее время необходим для того, чтобы наносить специальное покрытие на изделие из металла. Сам по себе этот материал подвержен коррозии, а его срок службы не слишком велик. Именно поэтому применяется метод, при котором на поверхность сырья осаждается тонкий слой другого металла в растворе электролита и с использованием электрического тока. Это основное предназначение гальванического цеха.
Оборудование для работы. Ванна
В данных цехах имеется разнообразное оборудование, однако основное — это гальваническая ванна. Данный аппарат делится на два типа. Первый называется активным, второй — вспомогательным. Отличаются они тем, что в первых типах ванн на изделие непосредственно наносится нужное покрытие. Во вспомогательном оборудовании гальванического цеха происходит этап подготовки детали к дальнейшей процедуре. Здесь важно понимать, что вспомогательное оборудование является таким же важным, как и основное. Среди них можно выделить ванны промывки, сушки, приготовления смеси.

Конструкция ванн
По своей конструкции ванны гальванического цеха достаточно простые и представляют собой куб, который имеет дополнительные ребра жесткости, а также некоторые дополнительные элементы. Среди таких дополнительных аппаратов, к примеру, имеется ТЭН, крышка, фильтрация, система охлаждения, система подачи и слива воды, системы очистки, подвески, аноды и прочее.
Для производства таких вещей может применяться нержавеющая сталь, ПВХ, полипропилен, а также другое сырье, имеющее схожие характеристики. Однако в настоящее время наиболее широко используется ПВХ и полипропилен, а стальные и металлические изделия отошли на второй план. Обусловлено это тем, что полимерные материалы более стойко переносят воздействие агрессивных химических веществ и высокую температуру.

Устройства специального назначения
Гальваническое производство нуждается в ваннах специального назначения, которые предназначаются для работы с мелкими деталями.
Первое оборудование такого типа — это колокольная ванна. Основное отличие этого вида прибора от основного в том, что он обладает специальным колоколом, а основное предназначение — это нанесение гальванического покрытия на мелкие детали в насыпном виде. Сам же колокол усеченный и имеет многогранную конструкцию. Используется такой аппарат и в качестве самостоятельно машины, и в линии.

Гальваническое производство периодически нуждается в таком оборудовании, как барабан гальванического типа. Он представляет собой призму, которая сделана либо из ПВХ, либо из полипропилена, которая имеет множество граней, и все они являются перфорированные. Для вращения такой призмы используется мотор с редуктором, а крутящий момент передается через систему колес зубчатого типа. Использовать барабан можно в ручном, в автоматизированном и механизированном типе линии.
Что такое линия
Гальваническая линия — это набор из нескольких аппаратов, которые функционируют на одном участке. Основными параметрами для проектировки таких систем считаются их производительность, а также габариты изделия, на которые должна быть рассчитана эта линия. Тип линии будет напрямую зависеть от того, насколько большие габариты будут у продукции и какая у нее будет серийность. Гальванические линии могут быть шнекового типа, могут быть ручными или же ручными с тельфером. На сегодняшний день очень популярным становится автооператорный тип линии, имеющий программное управление.
В линию может входить и вспомогательное оборудование. Оно необходимо для того, чтобы выдерживать технологический процесс, а также обеспечивать полную безопасность работы людей, находящихся на участке.
Разновидности вспомогательных установок
Гальваническое оборудование, применяющееся на участках, должно подготавливать сырье и компоненты для дальнейшей работы. Для этого, к примеру, имеется две фильтровальных установки. Одна из них стационарного типа, другая же — передвижного.

Если говорить о первом типе установки, то обычно используется модель УФЭ-1С. Она предназначается для фильтрации либо воды, либо же электролита от любых примесей механического типа. Дополнительная возможность стационарного типа заключается в том, что он может быть подключен к системе безвоздушного перемешивания, где имеется функция фильтрации раствора.
Фильтр передвижного типа обычно представлен моделью УФ 2400. Она может использоваться, как и стационарная, для фильтрации электролита или воды от механических загрязнений. Их отличие заключается в том, что этот насос может еще и перекачивать эту воду или же другие агрессивные химические вещества.
Применяются и устройства деминерализации жидкости. Агрегат представлен в виде установки УВД-500, которая способна удалять соль из жидкости, чтобы она полностью соответствовала такому государственному стандарту, как 6709-97. Такая вода используется для приготовления нового электролита, а также для любых промывочных операций, проводящихся в цеху.
Есть и менее масштабное оборудование, к примеру, обычные насосы, но с повышенной стойкостью к химическим веществам, чтобы успешно перекачивать электролит. Применяется оборудование для сушки изделий.

Вентиляция
Вентиляция гальванического цеха — это одно из важнейших требований безопасности труда. Это очень важно, так как во время гальванического процесса, то есть нанесения покрытия на продукцию, в воздух выделяются вредные пары, которые опасны не только для человека, но и для помещения, где они выделяются. Из-за этого при проектировании цеха особое внимание уделяется вентиляционному оборудованию и вентиляции в целом.

Для такого типа цеха разрешается использовать вентиляционные трубы из полипропилена. Это обусловлено тем, что данный материал относится к группе негорючих, отличается влагонепроницаемостью, стойкостью к химическим воздействиям, а также их очень просто смонтировать как на потолке, так и на полу или стенах.

Безопасность цеха
Вредность гальванического цеха для здоровья человека достаточно высока. Все дело в том, что есть несколько очень опасных факторов. Во-первых, имеется возможность получить сильный удар электрическим током, во-вторых, есть риск получить химические, щелочные или кислотные типы ожогов, в-третьих, присутствует риск взрыва и воспламенения.
Однако на этом вред для здоровья человека не заканчивается. К примеру, при подготовке изделия оно подвергается механическим типам обработки. Это может быть шлифование, струйная очистка с применением механической пыли и многие другие. Всех их объединяет то, что во время их проведения в воздух выделяется огромное количество пыли. Кроме этого, уровень шума и вибрации превышает допустимые. Так как во время нанесения покрытия применяется электрический ток, сильно повышается вероятность поражения этим самым током. По этой причине чаще всего применяется постоянный ток с напряжением в 12 В. Однако есть некоторые операции, которые требуют повышения напряжения до 120 В. К примеру, это происходит при необходимости оксидирования алюминия.
Требования пожарной безопасности к гальваническим цехам также довольно высокие. Для предотвращения пожара в таких помещениях необходимо применять системы предотвращения пожаров и пожарной защиты, которые будут соответствовать ГОСТу 12.1.004-76. Взрывобезопасность на таких участках должна быть обеспечена при помощи мер взрывопредупреждения и взрывозащиты в соответствии с ГОСТом 12.1.010-76.
Очистка жидкости
Стоит сказать о том, что в гальванических цехах должны присутствовать сооружения для очистки жидкости, которая применялась в работе. Это очень важно, так как во время проведения технологического процесса вода смешивается с кислотами, щелочами и тяжелыми металлами. Обычные установки для очистки воды неспособны справиться с очисткой от таких загрязнений, а потому при проектировке здания нужно изначально выделять место под специальные установки.
Хромовый ангидрид
С технической точки зрения это соединение таких двух веществ, как хром и кислород. Очень часто применяется в условиях химической промышленности, а потому часто называется химической кислотой. Данное вещество довольно хорошо растворяется в воде, что отлично подходит для применения в цехах, где большинство операций проводится с содержанием жидкости в той или иной степени. Хромовый ангидрид в настоящее время получил наиболее широкое распространение в трех областях: машиностроение, металлургия, химическая и нефтехимическая промышленность. В зависимости от своего предназначения это вещество выпускается трех категорий: А, Б и В.
- Марка А используется в тех случаях, когда в производственных условиях нужно получить металлический хром или другие материалы, но с достаточно высокими показателями твердости.
- Марка Б используется для производства электролитического хрома и при производстве катализаторов. Именно этот ангидрид используется в гальванических цехах.
- Что касается марки В, то она наиболее всего подходит для операций литейного производства сырья.
Если говорить в общем, то данный тип цеха является крайне необходимым, но при этом и достаточно вредным, и опасным. Из-за этого в нем должны быть соблюдены все требования безопасности, а также установлена наилучшая вентиляция.

