Гальванизированная сталь что это такое?
Гальваническая обработка металла: особенности покрытия
 Гальваника представляет собой особый электрохимический процесс, при котором применяется электролит, электроток, пара электродов и обрабатываемый элемент. Это уникальная технология, предназначенная для обработки изделий из металла. Электролит является жидким веществом с высокой токопроводностью, из которого под воздействием электротока выделяются частицы металлического сплава, оседающие на обрабатываемом элементе и формирующие на его поверхности защитную пленку.
Гальваника представляет собой особый электрохимический процесс, при котором применяется электролит, электроток, пара электродов и обрабатываемый элемент. Это уникальная технология, предназначенная для обработки изделий из металла. Электролит является жидким веществом с высокой токопроводностью, из которого под воздействием электротока выделяются частицы металлического сплава, оседающие на обрабатываемом элементе и формирующие на его поверхности защитную пленку.
- Суть процесса
- Цели гальванического покрытия металла
- Материалы и оборудование
- Преимущества и история развития
Покрытия гальванического типа создаются не банальным нанесением металлического слоя, а путем проникновения частиц внутрь поверхностных слоев элемента.
Суть процесса
Перед тем как вдаваться в подробности, следует выяснить суть этой электрохимической процедуры. Гальваническая обработка состоит из нескольких важных стадий:
- изготовление раствора электролита (состав подбирается индивидуально для каждой ситуации);
- помещение пары анодов от «плюса» источника электротока в электролит;
- погружение в гальванический состав обрабатываемой детали, помещение ее между парой анодов и последующее подключение к «минусу» источника электротока (то есть обрабатываемый элемент становится своеобразным катодом);
- замыкание созданной электроцепи.
Сам процесс гальванизации базируется на том, что положительные частицы металлического сплава, присутствующие в составе электролита, под влиянием электротока стремятся к катоду-элементу, который заряжен отрицательно. Затем этот состав оседает на поверхности обрабатываемой детали и создает на ее поверхности тоненькую пленку из металла.
Цели гальванического покрытия металла
 Существует целый ряд целей для нанесения гальванического покрытия. К примеру, для гальванического хромирования поверхность нужно предварительно покрыть никелем. К гальванике, как правило, обращаются с целью улучшения декоративных и защитных качеств конструкций. Эту процедуру используют и для изготовления точных копий сложных элементов. В этом случае процесс принято называть гальванопластикой.
Существует целый ряд целей для нанесения гальванического покрытия. К примеру, для гальванического хромирования поверхность нужно предварительно покрыть никелем. К гальванике, как правило, обращаются с целью улучшения декоративных и защитных качеств конструкций. Эту процедуру используют и для изготовления точных копий сложных элементов. В этом случае процесс принято называть гальванопластикой.
Широко распространена технология оцинковки металлов посредством гальваники. Она позволяет сделать на поверхности цинковое покрытие, которое характеризуется отменными антикоррозийными свойствами. Изделия из металлических сплавов, которые прошли обработку с применением этой технологии, могут долго сохранять свои свойства при высокой влажности и даже при постоянном воздействии соленой и пресной воды. Посредством цинкования также производят обработку трубопрокатных изделий, всевозможные емкости, опорные и строительные конструкции. Благодаря применению цинкования металлические поверхности получают и электрохимическую, и барьерную защиту.
Если посредством цинкования увеличивается лишь стойкость материала к коррозии, то гальваника хромом решает и эту задачу, делая поверхность более износостойкой и крепкой и также улучшая ее внешний вид. Аналогичным эффектом обладают и гальванические покрытия на основе никеля.
Другая область применения гальваники — ювелирная промышленность. Эта технология в данной ситуации используется для того, чтобы улучшить внешний вид ювелирной продукции. При этом на украшение наносится слой серебра или золота. Кроме того, пленка, которая наносится на изделие при обработке, делает его ярче и привлекательнее.
Материалы и оборудование
Гальваническая обработка разных материалов предполагает применение соответствующих «расходников» и оборудования. Для покрытия элементов металлами применяются однотипные гальванические установки. Разница будет лишь в составе применяемого электролитного раствора, его температурных показателях и в режимах работы.
Итак, процедура может производиться с применением следующего оборудования:
- специальные ванны с электролитом, в которые помещается обрабатываемый элемент и аноды;
- источник электротока, который оборудован регулятором напряжения на входе;
- устройство нагрева, которое будет доводить электролит до нужной температуры.
 Также требуются анодные пластины, которые будут подавать напряжение к электролиту и распределять его по обрабатываемому элементу.
Также требуются анодные пластины, которые будут подавать напряжение к электролиту и распределять его по обрабатываемому элементу.
Следует отметить, что для изготовления электролитов используются опасные соединения, потому их нужно хранить в надежных сосудах.
Любое гальваническое оборудование должно находиться в помещениях с хорошей вентиляцией. Нужно очень внимательно отнестись и к требованиям безопасности. Все мероприятия, связанные с гальванической обработкой, необходимо производить в защитном респираторе и очках, а также в специальной обуви, фартуке и перчатках. Если гальваника осуществляется дома, то следует предварительно изучить соответствующую литературу или посмотреть видеоуроки по данной тематике.
Преимущества и история развития
Эта технология была изобретена в 1838-м году ученым по имени Борис Якоби. Именно он начал активное внедрение гальваники в самые разные процессы производственного плана. В скором времени гальваническую обработку успешно освоили и монетные дворы, и художники-ремесленники, и промышленные предприятия.
Однако название эта методика получила в честь ученого из Италии Луиджи Гальвани. Он начал изучение электрохимической технологии обработки почти одновременно с Борисом Якоби.
К основным достоинствам гальваники относятся следующие:
 Покрытия, прошедшие гальванику, характеризуются равномерной толщиной и высочайшим уровнем плотности.
Покрытия, прошедшие гальванику, характеризуются равномерной толщиной и высочайшим уровнем плотности.- Гальваническое покрытие можно с легкостью наносить даже на конструкции сложной формы.
- Покрытие, появившееся при гальванической обработке, отличается хорошей адгезией со многими металлами.
- Декоративные и защитные свойства деталей, прошедших гальванику, очень высоки.
- Толщина гальванического покрытия очень просто регулируется.
Кстати, слово «гальваника» встречается не только в промышленных сферах деятельности и ювелирном производстве, но и в косметологии. Так называется процесс, при котором на кожный покров воздействуют маломощными токами, позволяющими избавиться от излишков жира сальных желез.
Гальванизация металла
Покрытие поверхностей готовых изделий дополнительным слоем позволяет решить многие технические и эстетические задачи. Одним из наиболее распространённых методов нанесения таких покрытий является гальванизация металла. Этот метод относится к категории электрохимических процессов, протекающих в ёмкости, наполненной электролитом. Гальваника формирует новый слой благодаря проникновению (диффузии) молекул в поверхностный слой заготовки, формируя тонкую плёнку.В результате проведения этого процесса получается слой с новыми физическими и механическими свойствами.

Особенности процесса
Основными видами гальванической обработки, применяемой на промышленных предприятиях и домашних мастерских, считаются:
- хромирование;
- цинкование;
- серебрение и золочение;
- гальваника алюминия;
- покрытие медным или латунным слоем;
- травление.
Реализация подобного электрохимического процесса зависит от многих факторов. К ним относятся:
- материал заготовки, которая должна подвергнуться обработки (тип металла, неметаллические поверхности);
- геометрические размеры изделия;
- заданная глубина гальванизации;
- состав выбранного электролита;
- применяемое оборудование;
- стоимость всех работ (в том числе подготовительных).
В зависимости от материала процесс гальванизации может протекать двумя способами:
- гальваническое катодное напыление;
- термическая обработка.
Первый способ предполагает воздействие на поверхность заготовки электролита под воздействием электрического тока. Скорость и глубина проникновения наносимого металла зависит от концентрации электролита и величины пропускаемого тока. Особое внимание следует уделить показателям совмести различных металлов. Это связано с ускоренными процессами коррозии, которые возникают между несовместимыми металлами. Например, для гальванизации стали целесообразно применять цинк (получаются оцинкованные поверхности с хорошими антикоррозийными свойствами).

Для гальванизации изделий из алюминия применяют нанесение комбинированных покрытий. К ним относятся соединения никеля с хромом или трёх металлов: меди, никеля, хрома. Кроме антикоррозийной защиты с помощью цинкатного метода и декоративного оформления, нанесение другого металла необходимо для улучшения пайки алюминия.
Технологически процесс гальванизации состоит из трёх этапов. Первый этап является подготовительным. Он достаточно трудоёмкий и предполагает тщательную обработку поверхности самого изделия. Она предполагает механическую и химическую обработку. Необходимо удалить все остатки механических воздействий на поверхность, затем убрать с поверхности остатки грязи, жирных и маслянистых образований. Только в этом случае на поверхности будет образован ровный и надёжный слой поверхностного покрытия.
Второй этап – это этап непосредственной обработки. Подготовленное изделие опускается в ванну с электролитом, в которой находятся два электрода. Перед погружением необходимо нагреть электролит до температуры, позволяющей достаточно стабильно протекать химической реакции. Для каждого электролита разработаны специальные таблицы с указанием необходимых физико-химических характеристик.

В качестве катода выступает сама обрабатываемая деталь. После погружения анода и катода пропускают электрический ток, величина которого контролируется в ходе всего процесса. Продолжительность действия определяется качеством и толщиной нанесённого слоя металла.
На заключительном этапе производят три операции: осветление, пассивирование, промасливание. С этой целью готовую деталь опускают в специальные реактивы, производящие действия над поверхностью детали.
Для термической гальванизации поверхности используют более мягкий металл с относительно невысокой температурой плавления, например, латунь или олово. При помощи паяльника или расплавленной ванны наносят эти металлы на поверхность всей детали или только части. Этот процесс называется лужением и используется для подготовки контактов к последующей пайке (например, на печатных платах).
Особое место в этом процессе занимает гальванопластика. Это более трудоёмкий и технологически сложный метод изготовления детали.
Назначение гальванического покрытия металла
Наносимое гальванопокрытие позволяет решить две основные задачи:
- Повышение защитных свойств поверхностного слоя детали от вредного внешнего воздействия.
- Улучшение внешнего вида детали (придания её более высоких эстетических свойств).
- Создание подробных копий готовых деталей самой сложной геометрической формы.
В первом случае для покрытия поверхности выбирают металл с более высокими механическими и антикоррозийными свойствами. Он препятствует прямому механическому воздействию на основной материал детали и замедляет коррозию. Применение цинка позволяет повысить коррозийную устойчивость, покрытие хромом кроме этого повышает твёрдость и износоустойчивость. Цинкование или никелирование придаёт деталям высокую декоративную привлекательность.
Для придания детали наибольшего декоративного эффекта и повышения потребительских свойств, применяют смеситель, который вступает в реакцию с поверхностным слоем изделия.Украшение в этом случае становиться более продаваемым. Например, при производстве ювелирных украшений гальваническое покрытие осуществляется с помощью золота или серебра.
Решение третьей задачи называется гальванопластикой. С её помощью получают копии деталей с повышенными потребительскими свойствами.
Оборудование и материалы
Для проведения работ связанных с гальваническим покрытием используется следующее оборудование:
- гальванические ванны, выполненные из материала стойкого к электролитам;
- устройства нагрева;
- источник постоянного электрического тока;
- система крепления электродов: анода и катода (с учётом того, что катодом является обрабатываемая деталь);
- оборудование для предварительной подготовки детали.
Собранная установка может применяться как в промышленных условиях, так и домашней мастерской. Для проведения гальванопластики в условиях домашней лаборатории или мастерской необходимо точно рассчитать ожидаемый расход необходимых материалов и время нахождения детали в растворе электролита.

В качестве расходных материалов гальванизация требует выбора соответствующего электролита и анодов. Они используются в зависимости от способа обработки детали. В настоящее время разработано большое количество электролитов для проведения гальванической обработки. Например, цианистый натрий или калий, углекислый раствор натрия или калия, гипосульфит. Применение различных металлов или смесей в соляном растворе позволяет подобрать необходимые свойства поверхностного слоя обрабатываемой детали. Кроме жидких растворов применяется холодная суспензия. Она применяется для проведения процесса холодного цинкования. Её непосредственно наносят на поверхность детали.
Гальванизированная сталь что это такое?
- Главная
- Стипендии и меры поддержки обучающихся
- Основные сведения
- Структура и органы управления образовательной организацией
- Документы
- Образование
- Руководство. Педагогический (научно-педагогический) состав
- Материально-техническое обеспечение и оснащенность образовательного процесса
- Платные образовательные услуги
- Финансово-хозяйственная деятельность
- Вакантные места для приема (перевода) обучающихся
- Доступная среда
- Международное сотрудничество
- Направления
- Охрана труда
- Промышленная безопасность
- Экологическая безопасность
- Эксплуатация тепловых установках
- Эксплуатация электроустановок
- Обращение с опасными отходами
- Пожарно-технический минимум
- Обучение ответственных вопросам энергосбережения
- Анализ угля
- Охрана озонового слоя атмосферы
- Проектирование
- Строительство
- Обучение ГО и ЧС
- Обучение по 44 ФЗ
- О компании
- Контакты
- Оставьте отзыв
- Работа в институте
- Отзывы сотрудников
- Отзывы клиентов
- Цены
- Лицензия
- Дистанционное обучение
- Личный кабинет клиента
- Подать заявку
- Расписание
- Статьи по охране труда
- Отзывы
- Сведения об образовательной организации
Вредное воздействие в процессе сварки гальванизированной стали
Вредное воздействие в процессе сварки гальванизированной стали
Сварка гальванизированной стали – это часто встречающийся вид работы в металлообрабатывающей промышленности. В процессе ее сварщик может столкнуться с отравлением цинком или «отравлением парами металла». Отравление цинком – это кратковременная реакция организма на воздействие оксида цинка, выделяющегося при нагреве покрытия гальванизированной стали.
Что такое гальванизированная сталь?
Гальванизированная сталь – это железо, покрываемое цинком методом горячего погружения: цинк вступает в химическую реакцию с металлической основой, формируя антикоррозийное покрытие. Между внешним слоем покрытия – чистым цинком – и железной основой располагаются слои оксида цинка, меняя свое процентное соотношение цинка к железу. Оксид цинка имеет такой же химический состав, как и белая пудра, которой спасатели защищают носы от солнечных ожогов.
Признаки выделения оксида цинка во время сварки
Дым желто-зеленого цвета, летающие частицы белой пудры и белые отходы на месте сварки говорят о том, что во время сварки выделился оксид цинка. Воздействие высокой концентрации испарений приведет к отравлению цинком, или, как это часто называют, отравлению парами металла. Степень серьезности последствий напрямую зависит от степени воздействия оксида цинка.
Симптомы отравления цинком
Симптомы отравления цинком похожи на симптомы гриппа. Признаки отравления возникают практически сразу после случившегося воздействия оксида цинка, и среди них отмечают следующие: слабая головная боль и головокружение. Если же воздействие оксида цинка усиливается, у человека начинают проявляться симптомы, аналогичные симптомам гриппа: озноб, небольшая температура, рвота и приступ холодного пота. В этом случае пора остановить работу и выйти на свежий воздух. Иногда симптомы ухудшают состояние человека настолько, что его лучше отправить домой и позволить отлежаться.
Если же концентрация оксида цинка слишком высока, в результате воздействия может наступить смерть. Поэтому, как только вы почувствовали симптомы отравления, прекратите работу, чтобы избежать дальнейшего ухудшения состояния.
Как долго длится отравление
Отравление парами металла длится недолго: в течение четырех часов симптомы слабеют, и, как правило, в течение 24 часов полностью исчезают. Если же воздействие было особо сильным, то отравление может длиться в течение 48 часов.
Выпейте молока: это ускорит процесс выздоровления, т.к. кальций поможет вывести накопленный цинк из вашего организма.
Федеральное агентство по охране труда и здоровья США (OSHA) и Центр по контролю за заболеваниями США (CDC) проводили исследования долгосрочных эффектов воздействия сварки гальванизированной стали на здоровье человека. Даже в случае продолжительного или регулярно повторяющегося воздействия оксида цинка долгосрочных эффектов обнаружено не было.
Как избежать воздействия вредных испарений?
Хорошая вентиляция помещения, избегание прямого контакта с испарениями оксида цинка и подготовительные мероприятия помогут избежать отравления парами металла. Опытные сварщики подскажут вам, что употребление молока перед, во время и после сварки гальванизированной стали поможет быстрее устранить все симптомы отравления.
Сварщики, постоянно работающие с гальванизированной сталью, могут приобрести специально разработанные шлемы с подачей свежего воздуха.
На какие материалы можно нанести гальваническое покрытие?
Содержание:
1. Углеродистая сталь.
Углеродистая сталь — один из основных видов конструкционных материалов в современной промышленности, является сплавом железа, углерода и относительно небольшого количества легирующих добавок. Железо не пассивируется на воздухе (в отличие от других металлов своей подгруппы, например никеля), поэтому главным его недостатком является низкая коррозионная стойкость. При коррозии железо соединяется с кислородом и превращается в оксиды FeO, Fe2O3 и Fe3O4, покрывающие сталь пористым слоем полностью проницаемым для внешней среды. Этот слой нисколько не препятствует дальнейшему разрушению металла. Процесс коррозии стали самопроизвольно не затухает и может длиться годами вплоть до полного уничтожения изделий. Поэтому сталь без покрытия, электрохимической защиты или легирования никелем и хромом не следует применять ни в атмосферных условиях, ни в агрессивных средах. Чаще всего для защиты стали от коррозии применяют гальваническое цинкование и химическое фосфатирование (с промасливанием или хроматированием).
Преимущества:
• Хорошая свариваемость;
• Относительно высокая твердость;
• Устойчивость к динамическим нагрузкам;
• Отсутствие отпускной хрупкости.
• Низкая атмосферная коррозионная стойкость;
• Подверженность сильному охрупчиванию при низких температурах.
2. Нержавеющая сталь.
Нержавеющая сталь — сплав железа с углеродом, преимущественно легированный большим количеством хрома и никеля. Из названия этого конструкционного материала понятно, что он находит основное применение в средах, вызывающих активную коррозию обычной стали. Так, нержавейка устойчива в промышленной атмосфере и воде, хорошо сопротивляется воздействию серной кислоты. В тоже время нержавеющая сталь плохо паяется, обладает достаточно низким коэффициентом трения, слабо проводит электрический ток, боится щелочей (в отличие от углеродистой стали) из-за присутствия в ней хрома. Однако все эти недостатки эффективно устраняются гальваническими покрытиями.
Трудность покрытия нержавейки связана с наличием на поверхности деталей тончайшей прочной пассивной пленки из оксидов хрома и никеля, не позволяющей покрытию хорошо сцепиться с основой после обычной технологии подготовки. Эта пленка легко стравливается, но почти мгновенно образуется вновь на воздухе. Поэтому для гальванопокрытия нержавеющей стали применяются более сложные, чем при обработке обычной стали, методы.
Применяя такие методы нержавеющую сталь можно хромировать, лудить, никелировать, меднить и т.д. Никель применяют для усиления блеска сложнопрофильной поверхности вместо механической или электрохимической полировки. Также благодаря никелю детали из нержавейки полностью защищаются от воздействия щелочей. Хром повышает износо- и термостойкость. Для защиты от появления коррозионно-активной гальванопары при сопряжении с алюминием применяется сплав олово-висмут. Медь придает искрозащитные свойства, облегчает свинчиваемость, защищает от задиров и повышает электропроводность. Черное цинковое покрытие является декоративным. Общую коррозионную стойкость нержавеющей стали можно повысить путем химической пассивации.
Преимущества:
• Высокая атмосферная коррозионная стойкость;
• Устойчивость в смеси крепких кислот, содержащих несколько процентов HNO3, но в отсутствии HCl и HF;
• Устойчивость при температуре 300° С в H2O, HNO3 и органических кислотах;
• Приемлемая свариваемость.
Недостатки:
• Высокая стоимость;
• Повышенная хрупкость в зонах сварных швов.
3. Чугун.
Чугун — сплав железа с большим количеством углерода (не менее 2,14%). Углерод придаёт твёрдость, но снижает пластичность. В зависимости от формы графита и количества цементита, различают белые, серые, ковкие и высокопрочные сорта чугуна. Как правило, из чугуна производят изделия методом литья. Трудность в покрытии чугуна заключается в наличии литейной корки, при повреждении которой качественное покрытие получить не удается. Кроме этого, за счет высокой науглероженности чугуна, при травлении на его поверхности выступает много карбидов железа в виде порошка, усложняющих получение прочно сцепленного покрытия. Оцинковка чугуна из щелочных растворов затруднена преимущественным выделением водорода, а не цинка.
4. Медь и ее сплавы.
Медь — цветной металл широкого спектра применения. На основе меди производят различные сплавы, например латунь (медь+цинк) или бронзу (медь+олово). Медь обладает высокой электро- и теплопроводностью, хорошей коррозионной стойкостью во многих средах. Покрытие меди и ее сплавов выполняется с защитно-декоративными и специальными целями (улучшение паяемости, защита от окисления, стабилизация переходного сопротивления). Типичным покрытием является никель, олово-висмут и серебро. Реже применяется олово-свинцовое покрытие. Перспективным сегодня считается сплав олово-никель, который обладает всеми достоинствами других сплавов на основе олова, но отличающийся высокой твердостью, пластичностью и износостойкостью. Данный сплав находит все большее применение в Европе. В зависимости от марки меди или ее сплава (латунь, бронза, мельхиор, нейзильбер, куниаль (М, Л, Бр, МН и т.д.)) меняется технология подготовки поверхности перед покрытием.
5. Алюминий и его сплавы.
Алюминий — один из основных видов конструкционных материалов, широко применяемый в электротехнике, приборо-, машино- и авиастроении. Алюминий легок и коррозионно-устойчив в атмосфере за счет присутствующей на его поверхности тончайшей пассивной пленки в несколько нанометров. Алюмииний хорошо проводит электричество и тепло. Цена алюминия ниже, чем других цветных металлов, а природные запасы огромны. Однако алюминий имеет и ряд недостатков. Он паяется хуже, чем олово, не обладает износостойкостью, его практически невозможно заполировать до зеркального блеска. В солевой среде, щелочах, соляной кислоте и ряде других реагентов алюминий активно корродирует. При контакте с медными деталями или нержавеющей сталью алюминий образует коррозионно-активную гальванопару. Поэтому поверхность алюминия часто требуется модифицировать гальваническими или химическими покрытиями.
С реди покрытий на алюминии можно выделить две группы: оксидные и металлические. Химическое и анодное оксидирование алюминия не представляет больших трудностей при отработанной технологии производства. В то же время нанесение металлических покрытий требует серьезной подготовки поверхности и обязательного нанесения одного-двух технологических подслоев. Это связано (как и в случае с нержавеющей сталью или титаном) со способностью алюминия почти мгновенно пассивироваться. Пассивная пленка легко восстанавливается на влажной детали после травления и препятствует дальнейшему сцеплению покрытия и основы. Более того, при плохой подготовке алюминия после металлизации могут образовываться скрытые дефекты и покрытие может «вспузыриться» при хранении даже через несколько месяцев или при пайке. По этой причине все металлические покрытия на алюминии должны в 100% случаев проверяться на адгезию как минимум двумя методами по ГОСТ.
Разделение алюминиевых сплавов на деформируемые и литейные обусловлено особенностями формовки из них полуфабрикатов и готовых изделий.
Деформируемые сплавы алюминия предназначены в первую очередь для последующей токарной, фрезерной обработки, экструзии и т.п. Они отличаются по составу от литейных отсутствием или незначительным содержанием в них кремния. При травлении деформируемых сплавов на их поверхности образуется шлам из легирующих добавок и интерметаллидов, который во время последующей обязательной операции осветления легко удаляется обычной азотной кислотой и не препятствует покрытию. В процессе анодирования такой шлам растворяется в электролите и также не скапливается на поверхности. Присутствие кремния в алюминиевом сплаве (а как следствие — в травильном шламе) сделало бы процессы оксидирования и металлизации алюминия гораздо более сложными. Таким образом, покрытие деформируемых сплавов алюминия проще, чем литейных.
Литейные сплавы алюминия — одни из основн ых конструкционных материалов, широко применяемых в электротехнике, приборо- и авиастроении. Литейные сплавы алюминия отличаются высоким содержанием кремния, что сопряжено с высокой сложностью подготовки их поверхности перед покрытиями. Любое покрытие литейного алюминия — сложный процесс, ввиду присутствия на его поверхности оксидной пленки и образовании на поверхности порошка кремния при травлении. Все это препятствует прочному сцеплению покрытия с основой. Данная проблема решается применением специальных операций предварительной подготовки.
6. Титан и его сплавы.
Титан — важнейший конструкционный материал, обладающий целым рядом уникальных свойств. Титан легок, что обуславливается его малой плотностью (4540 кг/м 3 ). Он легче железа почти в 2 раза, хотя и уступает по этому показателю во столько же раз алюминию. Наряду с легкостью титан высокопрочен. Уникальной является способность титана к пассивации и, как следствие, его исключительная коррозионная стойкость. Промышленные газы, соленая вода и окислители не причиняют титану никакого вреда. Однако, при всех положительных качествах титан дорог, прихотлив в обработке и формовке, имеет высокий коэффициент трения. Пайка и сварка титана сложна и трудоемка. Он в 24 раза хуже проводит электричество, чем медь, в 16 раз хуже, чем алюминий и в 4 раза хуже, чем сталь. Титан уступает по теплопроводности алюминию почти в 15 раз, стали — в 5. По температуропроводности титан хуже алюминия также в 15 раз, стали — в 3,5 раза. При высокой температуре титан активно взаимодействует с кислородом, азотом, углеродом, галогенами (хлором, бромом, йодом, фтором), а также серой. Уже при комнатной температуре титан нестоек в щелочах и перекиси водорода.
Нанесение защитно-декоративных гальванических покрытий на титан позволяет улучшить многие его свойства и нивелировать недостатки. Хромирование титана увеличивает его износостойкость и термостойкость. Для повышения электропроводимости и паяемости титана применяется оловянирование (олово-висмут), меднение и серебрение. Антифрикционные свойства улучшаются при покрытии олово-свинцом и свинцом. Никель и сплав никель-фосфор (химникель) защищает титан от воздействия щелочей при любых концентрациях и температурах. Внешний вид титана улучшается за счет блестящих хромовых, никелевых и олово-висмутовых покрытий. Для декоративной отделки титана часто применяется анодное оксидирование. При этом, в отличие от бесцветных полупрозрачных оксидов на алюминии, на титане образуется окрашенная пленка. Цвет ее зависит от приложенного на деталь напряжения, которое может доходить до 120 В. Анодированием можно окрашивать титан в светло-зеленый, темно-серый, голубой, черный, золотистый и иные цвета.
Нанесение металлических покрытий на титан требует большого опыта и сопряжено со значительными трудностями. Благодаря способности почти мгновенно пассивироваться титан всегда имеет на своей поверхности слой оксидов, который резко ухудшает адгезию покрытий. Кроме этого, в титан легко диффундирует водород при подготовке поверхности. Скапливаясь на границе основа/покрытие он также будет вызывать отслоения и ухудшать физико-механические свойства детали.
7. Цинк-алюминий-медные сплавы (ЦАМ).
ЦАМ — сплав цинка с алюминием и медью. Данный материал легко и с высокой точностью льется. Особенностью покрытия данного материала является наличие на его поверхности литейной корочки и скрытых микропор. Ввиду этого, возникает большая опасность появления «пузырей» на покрытии. Кроме того, цинковый сплав прекрасно поглощает водород, образующийся при выполнении гальванических операций. Водород сорбируется при нанесении покрытия и частично десорбируется при хранении. При этом он также может способствовать образованию «пузырей». Для получения качественного покрытия, прочно сцепленного с поверхностью ЦАМ, необходимо применение специализированных технологий.
8. Диэлектрики.
Диэлектрики — неметаллические изделия, не проводящие электрический ток (пластик, древесина, стекло и т.п.). Основная проблема — отсутствие электропроводности. Из-за этого нанести покрытие напрямую не представляется возможным. В этом случае на изделия химически наносят токопроводящий слой. Адгезия гальванического покрытия сильно зависит от предварительной подготовки поверхности диэлектрика
Гальваника и гальваническое покрытие: оборудование, виды, назначение
Гальваника как технология обработки металлических изделий представляет собой электрохимический процесс, участниками которого являются обрабатываемая деталь, электролит, два электрода и электрический ток. Электролит – это токопроводящее жидкое вещество, из которого в результате прохождения через него электрического тока выделяются молекулы металла, оседающие на поверхности обрабатываемого изделия и образующие на ней тонкую пленку. Гальванические покрытия, чем они и примечательны, формируются не простым нанесением слоя металла на обрабатываемую поверхность, а в результате проникновения его молекул в поверхностный слой детали.

Гальваника является надежным способом получения защитного или декоративного покрытия на металлических изделиях
В чем заключается суть гальванического процесса
Чтобы разобраться в том, что такое гальваника, важно понять сущность такого электрохимического процесса. Гальваническая обработка изделия, в процессе которой на его поверхности формируется тонкий металлический слой, может быть разбита на несколько основных этапов:
- приготовление электролитического раствора, состав которого подбирается в каждом конкретном случае;
- погружение в электролитический раствор двух анодов, подключаемых к плюсовому контакту источника постоянного тока;
- погружение в раствор для гальванизации обрабатываемого изделия, расположение его между анодами и подключение к минусовому контакту источника электрического тока (таким образом, обрабатываемое изделие будет выступать в роли катода);
- замыкание сформированной электрической цепи.
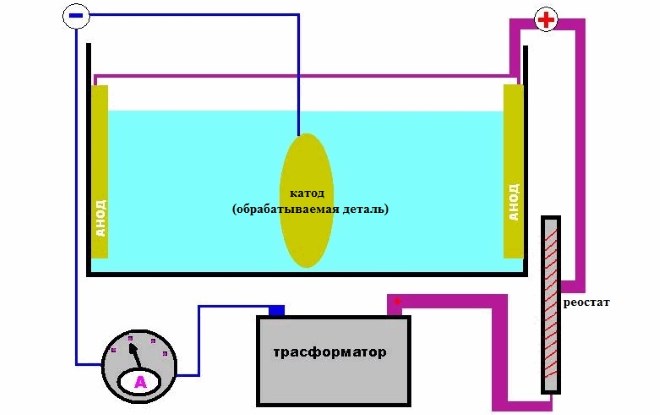
Схема гальванической ванны
Гальванические процессы, начинающие протекать в такой электрической цепи, заключаются в том, что положительно заряженные частицы наносимого металла, содержащиеся в растворе электролита, под воздействием электрического тока начинают стремиться к отрицательно заряженному катоду-изделию, оседая на его поверхности и формируя на ней тонкую металлическую пленку.
Цели выполнения
Наносить гальванические покрытия на поверхность металла можно с различными целями. Например, чтобы выполнить гальваническое хромирование, обрабатываемую поверхность надо покрыть слоем никеля. В основном же гальванические покрытия наносятся для того, чтобы улучшить защитные свойства и декоративные характеристики изделий. Используется гальваника и для создания точных копий деталей, отличающихся даже очень высокой сложностью рельефа. В таких случаях данный процесс называют гальванопластикой.
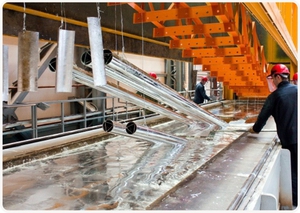
Широко распространен метод цинкования черных металлов с помощью гальваники. Он позволяет сформировать на их поверхности слой цинка, отличающийся исключительно высокой устойчивостью к коррозии. Металлические изделия, обработанные по данной технологии, могут очень длительное время эксплуатироваться в условиях повышенной влажности, находиться в постоянном контакте с пресной и соленой водой, не утрачивая при этом своих изначальных характеристик. При помощи цинкования, в частности, обрабатывают трубопрокатную продукцию, различные емкости, элементы кровельных, строительных и опорных конструкций. За счет цинкования металл получает не только барьерную, но и электрохимическую защиту.

Оцинковка кузова автомобиля в гальванической ванне
Если при помощи цинкования повышают только коррозионную устойчивость металла, то гальваническое покрытие хромом позволяет не только решить эту важную задачу, но и сделать поверхность обрабатываемой детали более твердой и износоустойчивой, а также повысить ее декоративную привлекательность. Этим же целям служат гальванические покрытия из никеля.
Ювелирное дело – еще одна сфера, где гальванике отведена особая роль. Гальванирование в данном случае применяется для того, чтобы улучшить декоративные характеристики обрабатываемых изделий. Гальванический процесс используется для нанесения на ювелирное изделие слоя золота или серебра, реставрации поверхности, утратившей свою привлекательность с течением времени. Примечательно, что золочению с помощью гальваники подвергают даже изделия из золота, что позволяет почти в два раза увеличить твердость их поверхностного слоя. Кроме того, такая пленка, нанесенная на золотое изделие, как будто подсвечивает его, делает ярче и красивее.
Оборудование и материалы
Нанесение гальванических покрытий на различные металлы требует использования соответствующего оборудования и расходных материалов. Для хромирования, цинкования, а также для покрытия обрабатываемых деталей другими металлами используется однотипное гальваническое оборудование. Различия при выполнении таких процессов будут заключаться только в составе используемого электролита, его температуре и других режимах выполнения обработки.
Обработка металла методом гальваники выполняется с использованием такого оборудования, как:
- гальванические ванны, в которые заливается электролитический раствор, помещаются аноды и обрабатываемое изделие;
- источник постоянного тока, оснащенный регулятором выходного напряжения;
- нагревательное устройство, при помощи которого электролитический раствор доводят до требуемой рабочей температуры.

Гальваническая ванна с механизмом покачивания
Для выполнения гальваники также необходимы анодные пластины, которые могут быть изготовлены из различных металлов. Назначение таких пластин состоит не только в подаче электрического тока в электролит, а также в равномерном распределении тока по поверхности обрабатываемого изделия, но и в том, чтобы восполнять убыль наносимого на деталь металла, активно расходуемого из состава электролита.
Различные виды гальванических покрытий наносятся с использованием электролитических растворов с разным химическим составом. Для приготовления таких растворов применяются опасные химические вещества, поэтому храниться они должны в герметичных стеклянных емкостях с притертыми крышками. Все химические реагенты, из которых готовится электролитический раствор для гальваники, должны отмеряться в точных количествах, поэтому для выполнения такой процедуры необходимо использовать электронные весы.

Ручная линия гальванопластики драгоценных металлов
Любая линия для выполнения гальваники металлов или простейшее гальваническое оборудование должны устанавливаться в помещениях, оснащенных эффективной вентиляционной системой. Необходимо также очень ответственно отнестись к личной безопасности специалиста, обслуживающего оборудование для гальваники. Все работы, связанные с гальваникой, надо выполнять в респираторе и защитных очках, в плотных резиновых перчатках, клеенчатом фартуке и обуви, способной защитить кожу ног от ожогов. Если этот процесс выполняется в домашних условиях, при этом вы еще в полной мере не знаете, что такое гальванизация, то следует заранее внимательно изучить специальную литературу или посмотреть обучающее видео на эту тему.
Краткая история развития и преимущества гальваники
Датой разработки метода гальванического осаждения (вернее, одной из его разновидностей – гальванопластики) считается 1838-й год, когда его изобрел известный ученый Борис Якоби. После разработки данной технологии ученый начал активно внедрять ее в различные производственные процессы, благодаря чему ее и стали использовать монетные дворы и предприятия, занимающиеся производством типографского оборудования, а также специалисты художественных ремесел.
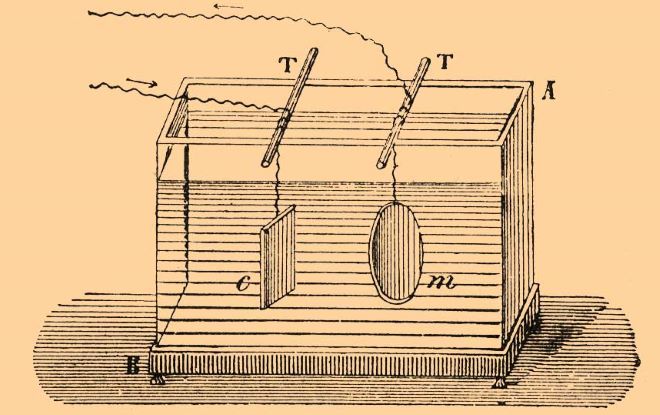
В средние века гальваническая ванна использовалась для съемки копий медалей, которые опускались в раствор в качестве катода (m)
Свое название гальваника получила не в честь изобретателя данной технологии – Бориса Якоби, а в честь итальянского ученого Луиджи Гальвани, который начал применять метод электрохимической обработки изделий практически одновременно с Якоби.
К наиболее значимым преимуществам покрытия изделий слоем металла при помощи гальваники можно отнести следующие.
- Гальванические покрытия могут без проблем наноситься на детали, отличающиеся даже очень сложной конфигурацией.
- Формируемое при помощи данной технологии покрытие отличается высокой плотностью и равномерностью толщины.
- Покрытие, нанесенное методом гальваники, характеризуется отличной адгезией с обработанной поверхностью.
- Защитные и декоративные характеристики выполненных с помощью гальваники покрытий, если они сформированы в строгом соответствии с технологическими требованиями, находятся на самом высоком уровне.
- Толщину наносимого с помощью гальваники слоя металла можно легко регулировать.
Немаловажным является то, что технология гальваники уже хорошо отработана и не отличается высокой сложностью, а ее практическая реализация не требует значительных финансовых вложений.
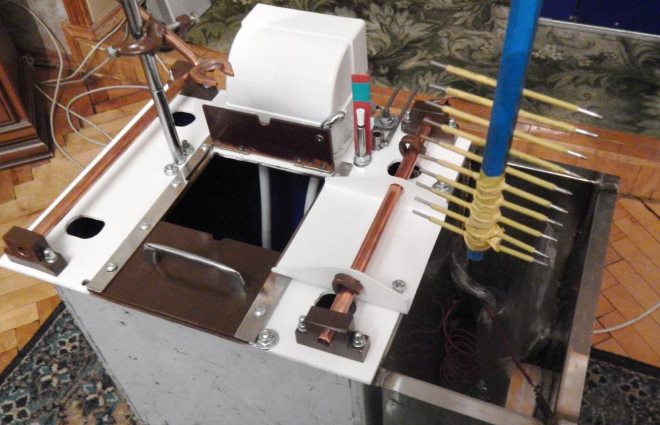
Технология гальванопластики настолько доступна, что позволяет самостоятельно создавать установки, вполне конкурирующие с заводскими моделями
С термином «гальваника» можно столкнуться не только в различных отраслях промышленности и ювелирном деле, но и в косметологии. Процесс, который подразумевается под таким названием косметологической процедуры, сложно назвать гальваникой в полном смысле слова, тем не менее термин прижился, и гальваническая чистка кожи лица пользуется большой популярностью в наше время. При выполнении такой чистки на кожу воздействуют токами малой мощности, благодаря чему жиры, скопившиеся в ее глубинных слоях, разжижаются и легко выходят через поры.
В заключение небольшое видео о том, как в домашних условиях покрыть металлические детали медью с помощью гальваники.
