Газовые линзы для ТИГ сварки
Газовые линзы для TIG сварки. Полный обзор. Часть 1.
Приветствуем друзья!
У фабрикейторов Всея Руси масса вопросов относительно выбора и использования газовых линз для аргонодуговой (TIG) сварки. Это будет, пожалуй, первый русскоязычный обзор по линзам, их различиям, совместимости с горелками и тд.
С недавних пор мы стали сотрудничать и поставлять в Россию продукты одного из лидеров в этой области — Furick Cup www.furickcup.com, поэтому основная информация будет по ним, но и других производителей тоже коснемся.
Что такое газовые линзы?
Для начала разберемся с устройством типичной горелки и терминологией.
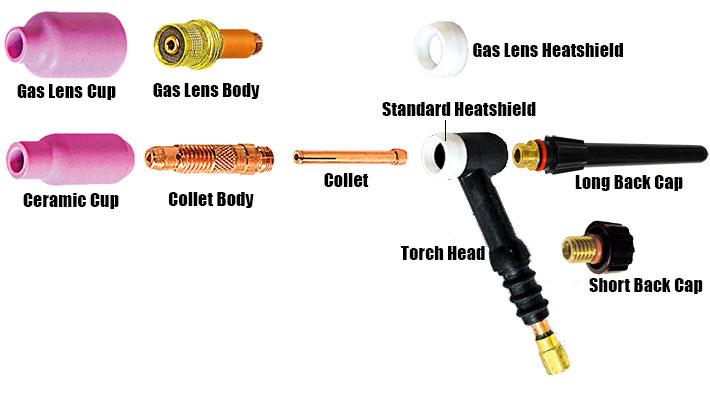
На фото выше два варианта комплектации стандартной горелки для аргонодуговой (TIG) сварки. С типичными китайскими аппаратами горелки идут в самой простой комплектации. В корпус горелки вкручивается цангодержатель (collet body), в который вставляется цанга (collet). Цанга зажимает электрод при затягивании колпачка (back cup), а поверх цангодержателя накручивается керамическое сопло. Такая горелка по сути подходит только для общих промышленных работ и никогда не даст хороших результатов при сварке тонкостенных конструкций или труб. В то же время они неплохо справляются с алюминием при сварке большим током в режиме АС.
Первым апгейдом на пути к качественным швам будет замена простого цангодержателя на стандартную газовую линзу (gas lens body), поверх которой накручивается измененное сопло (gas lens cup). Газовая линза отличается от простого цангодержателя более сложной конструкцией, где аргон подается в сопло не просто через несколько отверстий, а равномерно рассеивается через мелкую сетку.
Такой набор стоит недорого, доступен в любом магазине сварочной техники и позволит получать хорошие результаты при сварке черной и нержавеющей стали, особенно с толстой стенкой. В то же время сварка специфичных металлов вроде титана или тонкостенных сложных конструкций такими линзами либо невозможна, либо очень затруднительна. Да и на обычных трубах из нержавеющей стали результат посредственный. Проблема в довольно узкой «струе» газа, которая не способна обеспечить идеальной защиты зоны шва. Прогресс не стоит на месте и сегодня доступны куда более продвинутые варианты сварочных линз, которые помогают поднять качество и эстетику сварочных швов до невероятных высот.
Для чего нужны газовые линзы? Как они работают? Как влияют на качество шва?
Если Вы не новичок в сварке, то Вам будет не интересно, но все же мы должны дать некоторые пояснения как это вообще работает.
Начнем с того, что «сварка аргоном» крайне неграмотное выражение и лучше его избегать. Процесс этот носит длинное название «сварка неплавящимся электродом в среде защитного газа» и из самого названия становиться ясно, что аргон в данном случае — защитный газ и ничего он не варит. Металл плавиться от нагрева электрической дугой и сваривается по сути сам по себе или с помощью подачи присадочного материала в сварочную ванну. Проблема в том, что расплавленный металл и все легирующие элементы моментально реагирует с кислородом воздуха, выгорают, превращаются в шлак и теряют свои свойства. Дуга в воздухе горит нестабильно. Попробуйте поварить с отключенным газом — и все увидите сами. Подача в зону сварки инертного газа аргона приводит к тому, что он вытесняет кислород а сам при этом никак не реагирует с другими элементами. В этом ключ ко всему процессу аргонодуговой сварки. Мы должны исключить любую возможность попадания кислорода в зону шва. Но мало защитить только расплавленный металл. Вокруг сварочной ванны металл нагревается настолько сильно, что не будучи расплавленным все равно начинает взаимодействовать с кислородом. На поверхности появляется налет шлака, нагар и цвета побежалости. Все это оксиды или оксидные пленки, которые свидетельствуют о том, что свойства металла в этом месте пострадали, а цвет этих пленок косвенно характеризует как сильно. Перегретый окисленный шов на нержавеющей стали, к примеру, становиться ржавеющим и хрупким. Идеальный шов не имеет даже цветов побежалости — он светлый, идеально чистый, цвета основного металла.

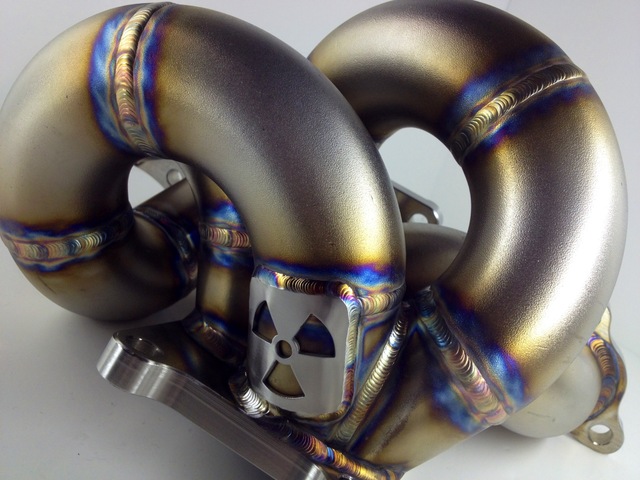
Качеству и эстетике швов нет предела. Но крайне редко можно получить полное отсутсвие цветов побежалости. Чистые прозрачные цвета от бело-голубого до светло-розового, или как его называют salmon так же не являются проблемой, а напротив свидетельствуют о наличии лишь тонкой окисной пленки и весьма выверенном режиме сварки и высоком мастерстве исполнителя.

На фото выше идеальный результат, к которому нужно стремиться, если Вы хотите серьезно улучшить свое мастерство TIG сварки. Такой результат не достижим без использования, кроме прочего, специальных больших газовых линз, о которых речь пойдет ниже.
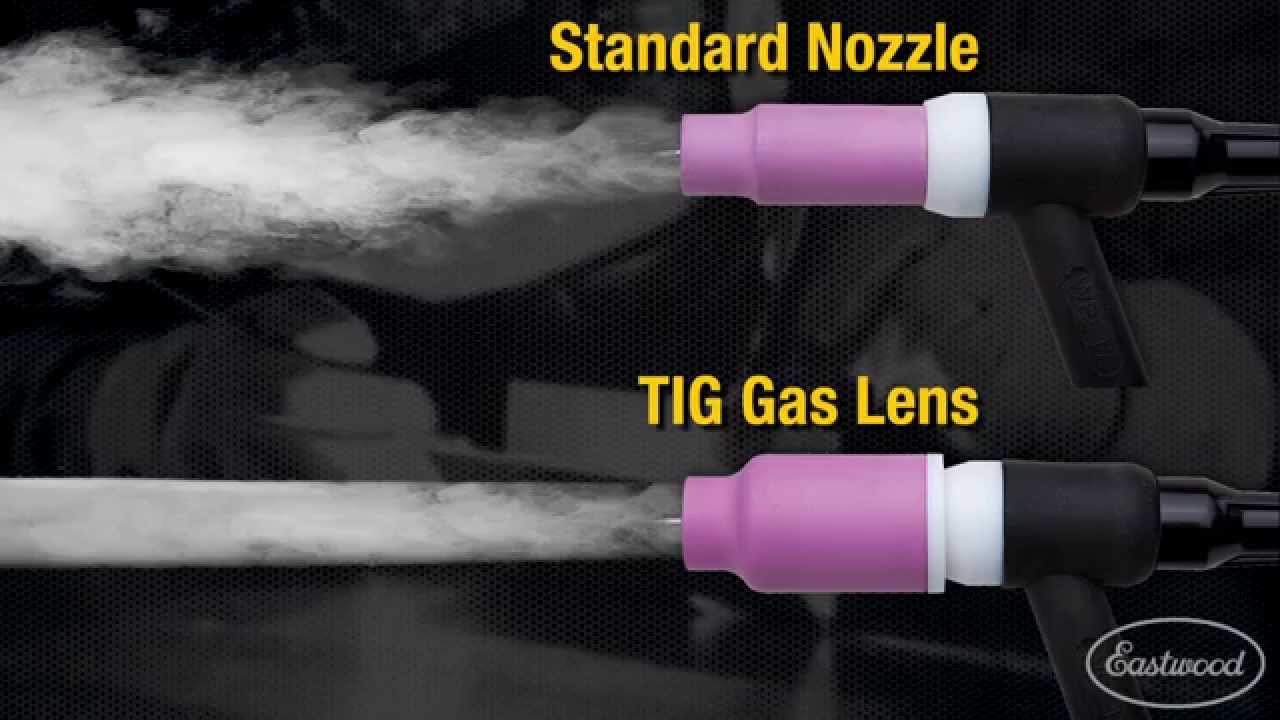
Мы отметили как важно защитить область шва от контакта с кислородом и качество этой защиты сильно зависит от того, как равномерно, с какой скоростью и с каким по размеру покрытием аргон подается в зону сварки. Газ должен поступать плавно, ламинарным широким потоком, покрывая зону шва и обтекая заготовку во все стороны. Для этого используются большие по диаметру чашеобразные газовые линзы, внутри которых аргон проходит через специальные сетки-диффузоры, рассеивается и плавно подается в зону шва. Эти линзы чаще всего накручиваются на внутреннюю линзу и по сути получается двойная линза — внутренняя стандартная, и наружная большая, которую иногда называют «чашкой».
Прежде чем перейти к обзору линз хочется в тысячный раз отметить важный момент — подача газа с обратной стороны заготовки (внутрь трубы) или так называемый «поддув» совершенно необходимы и обязательны в процессе аргонодуговой сварки. Не делать этого значит зря тратить время. Свойства таких швов будут хуже, чем при быстрой сварке полуавтоматом.
Производители и типы линз.

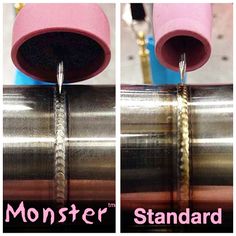
Первый и один из основных производителей газовых линз в нужном нам сегменте — Arc-Zone.com и их линейка Monster.
Линзы из стандартной розовой керамики Alumina, накручивающиеся на внутренние линзы размера WP9 или переходные под большие горелки. Раньше линейка была совсем скромной и включала по сути один вариант огромной линзы с диффузором из скотчбрайта. Сейчас линейка включает четыре размера от 19 до 38 мм в диаметре а мягкие недолговечные диффузоры заменили на металлические многослойные сетки. Компания традиционно увлекается слишком крупными линзами, что на самом деле не очень удобно и по сути не нужно. Немного завышенный ценник. В остальном отличный продукт который смело рекомендуем.

Второй в нашем списке, но вероятно первый по популярности продукт — линзы Furick Cup. Именно эти линзы мы выбрали для поставок в Россию и теперь весь ассортимент доступен у нас в MFSTORE.
Линзы прозрачные из специального стекла, что в некоторых случаях очень удобно для максимального контроля и лучшей видимости в процессе сварки. Диффузоры из нержавеющей сетки, посадка на стандартную линзу WP9 (45V44 или 45V43) через уплотнительное кольцо без резьбы. Для линз BBW и Fupa 12 доступны защитные колпаки из титана, которые одеваются на линзу снаружи, чтобы защитить кромку от случайных повреждений и сколов. У всех линз хорошая комплектация, со сменными диффузорами и уплотнениями и очень разумная цена. В общем совершенно самобытный, продуманный продукт, не похожий на конкурентов.
Основная линейка включает три линзы, представленные на фото выше. Все они предназначена для сварки постоянным током любых металлов, кроме алюминия.
-
BBW — самая крупная линза с диаметром диффузора
27мм. Максимальная защита для экзотических материалов.

Кроме трех линз, которые условно можно считать крупными, есть два варианта совсем компактных линз — #8 PRO и Ally5. Это даже не полноценные линзы, а скорее прозрачные сопла. Сопла #8 PRO устанавливаются так же на стандартные линзы WP9, а Ally5 идет в комплекте с собственным миниатюрным цангодержателем. Кит Ally5 производитель рекомендует для сварки переменным током тонкостенных алюминиевых конструкций а так же для самых узких мест, где нужны микро-линзы.


Следующий производитель, которого можно отметить — Toxic Fab. Основатель проекта по имени Колин Маэрс несколько лет назад серьезно продвинул индустрию вперед, поднял качество швов до невероятных высот и превратил процесс сварки в искусство, с активным продвижением в соц сетях и особенно инстаграм. В данный момент он прекратил поддержку проекта и занимается изготовлением ножей, но его линзы по прежнему доступны в онлайн магазине http://www.radweldingsupplies.com а сварка в тюнинге уже никогда не будет прежней. Линзы Toxic довольно дорогие и скорее являются предметом коллекционирования для людей «в теме», чем рабочим инструментом.
Пример работы Колина его собственными линзами. Идеально выверенные движения горелкой в сумме с первоклассным инструментом и расходными материалами. Результат, на который нужно ровняться и которому нужно стремиться, если Вы желаете серьезно развивать свое мастерство.
![]()
Отделньо стоит упомянуть линзы Pyrex. Это даже не бренд, а название семейства прозрачных линз, которые отличаются от вышеперечисленных совершенно иной конструкцией. Внутренняя линза здесь не стандартная, она большого диаметра, объединенная с крупным диффузором. А стеклянное сопло простой цилиндрической формы одевается через уплотнительное кольцо. Данная система довольно дорогостоящая и доступна к заказу в том числе и у нас в MFSTORE от нашего партнера USA WELD. Мы не располагаем собственным опытом использования линз Pyrex, но совершенно очевидно, что это серьезный рабочий инструмент. Линзы Pyrex существовали на рынке задолго до того, как появились все конкуренты, представленные выше, но почему-то не снискали особой популярности. Попробуйте — возможно Вам они понравятся или подойдут под некие специфичные задачи.
Надеемся в этом материале мы немного раскрыли для Вас тему линз и подтолкнули к изучению вопроса. В следующей части рассмотрим вопрос совместимости горелок и линз разных размеров и стандартов. Присоединяйтесь к движению Fabrication Life!
Газовые линзы для горелок TIG в Москве

Линза газовая ESAB Gas lens 2,4 мм
Держатель цанги с газовой линзой (GasLens) для аргонодуговой горелки TIG17-18-26 d 2.0мм
Сопло газовая линза №6 9.5 мм для горелок Sintig 17-18-26 Кедр 8003964
Сопло газовая линза №4 6.5 мм для горелок Sintig 17-18-26 Кедр 8004436
FUBAG Сопло керамическое для газовой линзы №4 ф6 FB TIG 17-18-26 (10 шт.)
Газовая линза TIG для малой горелки 9/20/25
Сопло газовая линза для TIG TP 17/18/26 ПТК № 5L IPT1708
FUBAG Сопло керамическое для газовой линзы №6L ф10 FB TIG 17-18-26 (10 шт.)
Сопло керамическое для газовой линзы №6 TIG 17/26
Газовая линза для TIG горелок WP-17/18/26 (набор) COPY
Сопло удлиненное газовая линза №6 9.5 мм для горелок Sintig 17-18-26 Кедр 7200014
Газовая линза-сопло для горелок Sintig 17–18–26 Кедр №7
Газовая линза BIG
Изолятор для газовой линзы FB TIG 17-18-26 FUBAG FB54N01
Сопло газовая линза №7 11.0 мм для горелок Sintig 17-18-26 Кедр 8003965
Горелка на природном газе, Wolmex PH-01, 18 кВт
Горелка на природном газе, Wolmex 12TL-01, 18 кВт
FUBAG Сопло керамическое для газовой линзы №7L ф11 FB TIG 17-18-26 (10 шт.)
Сопло керамическое для газовой линзы №6 TIG 9/20
Газовая линза-сопло для горелок Sintig 17–18–26 Кедр №6 8003964
Корпус горелки ESAB TXH 121 Torch Head Rigid
Корпус цанги с газовой линзой ᴓ2,0 мм TIG 17/26
Сопло керамическое для газовой линзы №10 (увеличенная) TIG 9/20
Сопло керамическое для газовой линзы №12 (увеличенная) TIG 17/26



FUBAG Сопло керамическое для газовой линзы 4 ф6 FB TIG 17-18-26 (10 шт.)
Сопло газовая линза №12 19.5 мм для горелок Sintig 17-18-26 Кедр 8004437
FUBAG Сопло керамическое для газовой линзы 6 ф10 FB TIG 17-18-26 (10 шт.)
Сопло керамическое для газовой линзы ᴓ24мм (увеличенная) TIG 9/20
Горелка TIG Сварог Pro TS 18
Сопло керамическое для газовой линзы №12 TIG 17/26
Сопло керамическое для газовой линзы №7 TIG 9/20
Сопло керамическое для газовой линзы №5 TIG 9/20
Газовая линза ESAB Gas lens 2.4мм (2шт.)
Держатель цанги газовая линза 1.6 мм для горелок Sintig 17-18-26 Кедр 8004444
Сопло большая газовая линза №6 9.5 мм для горелок Sintig 17-18-26 Кедр 8004868
Газовая линза-сопло для горелок Sintig 17–18–26 Кедр №10
Сопло газовой линзы ESAB Gas lens nozzle 12,7мм (10шт.)
Газовая двухступенчатая горелка FBR GAS X 3/2 CE TC + R. CE D1″- S
Горелка TIG Сварог Pro TS 17
Горелка TIG Сварог Tech TS 26F
Сопло горелки аргонодуговой сварки Сварог Сопло горелки аргонодуговой сварки 17, 18 и 26 серий с газовой линзой стандартное №8 12,5мм IGS0085 87359 Сварог
Сопло удлиненное газовая линза №7 11.0 мм для горелок Sintig 17-18-26 Кедр 7200015
Запасные части для горелок TIG Сопло керамическое TIG Агни 9/44М18*1,5
TIG сварка, 6 полезных советов

 По своей природе, TIG сварка довольно медленный процесс, однако в то же время очень универсальный. Он может быть использован для сварки намного большего количества металлов, чем любой другой из существующих процессов сварки, этот тип сварки также идеально подходит для работы с материалами небольшой толщины. При правильном использовании и следовании правилам, TIG сварка позволяет добиваться высочайшего качества шва. Однако, для достижения впечатляющих результатов требуется много знаний, практики и терпения. К счастью, существуют несколько советов, способных значительно повысить качество и скорость, а значит и эффективность процесса.
По своей природе, TIG сварка довольно медленный процесс, однако в то же время очень универсальный. Он может быть использован для сварки намного большего количества металлов, чем любой другой из существующих процессов сварки, этот тип сварки также идеально подходит для работы с материалами небольшой толщины. При правильном использовании и следовании правилам, TIG сварка позволяет добиваться высочайшего качества шва. Однако, для достижения впечатляющих результатов требуется много знаний, практики и терпения. К счастью, существуют несколько советов, способных значительно повысить качество и скорость, а значит и эффективность процесса.
1. Используйте инвертор в качестве источника тока
Это первый и самый важный шаг на пути к достижению высокой эффективности работы. Инвертор преобразует переменный ток из сети в постоянный со значительным повышением его частоты, что обеспечивает результат в виде мягкой и более устойчивой дуги, а также повышении стабильности сварки. Инверторы имеют возможность регулировки частоты тока, это позволяет точно фокусировать дугу, шов получается более тонким и аккуратным, зона температурного воздействия значительно уменьшается. Данная настройка позволяет расходовать меньше присадочного материала и достигать более высокой скорости работы. Уменьшение зоны термического воздействия снижает вероятность возникновения прожигов, а значит помогает избежать дополнительной работы по устранению дефектов. Еще одна полезная настройка инверторов — управление балансом, она особенно важна при работе с алюминием. Эта настройка позволяет усилить очистку алюминия от оксидной пленки либо обеспечить более глубокий провар и повышенную скорость сварки. Промежуточные положения регулятора управления балансом позволяют комбинировать указанные эффекты в определенной пропорции.
2. Выберите правильную горелку
Важно запомнить: правильный выбор TIG горелки можно сделать только с учетом особенностей производимых работ. Еще один важнейший критерий выбора — хорошая изоляция, во-первых это гарантия защиты от поражения током, во-вторых увеличенный срок эксплуатации горелки. Для начала следует определиться с необходимым типом охлаждения. Модели с воздушным охлаждением предназначены для работы на небольших токах (до 200А) для сварки металла небольшой толщины. Горелки с водяным охлаждением рассчитаны для сварки на больших токах, данный тип охлаждения позволяет эффективно справляться с перегревом, не останавливать работу для остывания горелки, а значит и повысить скорость выполнения сварки.
Следующий момент — углы и степень доступности области сварки. Часто свариваемые детали имеют сложную геометрическую форму, затрудняющую размещение горелки в необходимом месте, что приводит к большим потерям времени из-за необходимости проведения работ в неудобном положении. Для решения таких проблем существуют модели горелок с гибким гусаком, они позволяют облегчить проникновение в труднодоступные места или работу в самых неудобных позициях. Также существуют горелки с модульной конструкцией, которая позволяет устанавливать гибкие гусаки и головки с разными углами наклона. Такие горелки позволяют производить настройку под любые работы без необходимости отключения и смены самой горелки, а это экономия времени.
3. Попробуйте газовую линзу
Газовая линза обеспечивает отличную защиту сварочной ванны от проникновения кислорода, что позволяет избежать возникновения ряда дефектов сварочного шва. Причем степень защиты не меняется при изменении угла наклона горелки. Это свойство позволяет особенно повысить эффективность при сварке легко вступающих в реакцию с атмосферными газами сплавов.
Еще одна особенность работы с газовыми линзами — вольфрамовый электрод может выступать из сопла на большее расстояние, чем при использовании стандартного сопла. Это обеспечивает лучшую видимость сварочной ванны и дуги, лучший контроль над горелкой. Однако, многие сварщики отмечают сложность работы с газовой линзой в узких местах, так как ее размер больше размера обычного керамического сопла. Газовые линзы могут использоваться с любым типом горелок.
4. Меньше — лучше
Шов чрезмерного сечения — результат неэффективной работы. Излишнее сечение шва возникает при помещении в него большего, чем нужно количества металла. Это может стать результатом недостаточной подготовки к началу работ, неверного выставления параметров аппарата или простого заблуждения «больше металла — лучше шов».
Почему следует избегать наложения швов излишнего сечения: это позволит сэкономить присадочный материал, подаваемый в область сварки; это уменьшит зону термического воздействия на металл детали; это уменьшит вероятность необходимости шлифования шва.
Используйте присадочные прутки правильного диаметра, пруток не должен превышать толщину наибольшей из свариваемых деталей. Например, при сварке металлических пластин с толщинами 1,6 и 2,0 мм максимальный диаметр присадочного прутка будет 2,0мм. Проведение хорошей подготовительной работы перед сваркой также может облегчить задачу: неплохой идеей по избеганию формирования швов с излишним сечением может стать работа в вертикальном положении сверху вниз при сварке тонких материалов.
5. Очистка свариваемого материала
Чистота поверхности свариваемого материала – залог красивых и ровных швов. Ни один другой способ сварки не требует такого щепетильного отношения к очистке металла перед проведением сварочных работ. Для очистки нержавеющей стали и алюминия следует использовать щетки со щетиной из нержавеющей стали. Важно для каждого металла иметь отдельную щетку, например, ни в коем случае нельзя чистить алюминий и нержавейку щеткой, которой ранее счищалась ржавчина со стали. Важно запомнить: чем тщательнее зачищается металл перед сваркой, тем лучшим будет конечный результат.
6. Вольфрамовый электрод
Тип вольфрамового электрода зависит от источника тока и свариваемого материала. Некоторые сварщики используют электроды для постоянного тока (например красные) при сварке алюминия, это неверно, для получения качественного шва следует использовать электрод соответствующий типу тока. Для облегчения розжига дуги и ее лучшей фокусировки рекомендуется затачивать вольфрамовые электроды, заточенный конус электрода не должен по длине превышать 2,5 диаметра самого электрода. Особенно важно сделать тонкую заточку электрода при сварке тонких материалов, это позволяет добиваться очень хорошей фокусировки сварочной дуги и избегать деформации металла из-за чрезмерного температурного воздействия. Для сварки тонких материалов не рекомендуется использовать электрод со скругленным концом. Важно: заточка содержащих торий (как правило красных) электродов может быть небезопасной, вдыхание пыли с содержанием тория может нанести вред здоровью людей, обязательно соблюдайте соответствующие инструкции по безопасности. Что касается цвета вольфрамового электрода — многие сварщики годами используют один и тот же электрод просто по привычке, хотя у каждого типа электрода есть альтернативы, попробуйте подходящие под ваш ток и материалы электрод другого цвета, есть вероятность, что при использовании другого электрода эффективность работы повысится.
Если вам необходима консультация по выбору TIG аппарата, горелки, вольфрамовых электродов, расходников — просто свяжитесь с нами, команда консультантов магазина Земля Сварщиков ответит на все интересующие вопросы.
Сопла для TIG сварки
Набор с соплом MUTANT, с увеличенным диаметром для TIG сварки, подходит как для регулярного использования, так и в случаях повышенных требований к качеству сварного шва.
Набор с соплом MUTANT, с увеличенным диаметром для TIG сварки, подходит как для регулярного использования, так и в случаях повышенных требований к качеству сварного шва.
Прозрачное сопло для TIG сварки применяется для обучения персонала или сварки в труднодоступнСопло MUTANT, с увеличенным диаметром для TIG сварки, подходит как для регулярного использования, так и в случаях повышенных требований к качеству сварного шва. ых местах.
Прозрачное сопло для TIG сварки применяется для обучения персонала или сварки в труднодоступных местах.
Керамическое газовое сопло для аргонодуговой горелки.
Набор с прозрачным соплом для TIG сварки применяется для обучения персонала или сварки в труднодоступных местах.
Сопло керамическое GasLens TIG9-20-25 d.11 (№7) (10 шт.)
Сопло керамическое GasLens TIG9-20-25 d.8,0 (№5) (10 шт.)
Прозрачное сопло для TIG сварки применяется для обучения персонала или сварки в труднодоступнСопло MUTANT, с увеличенным диаметром для TIG сварки, подходит как для регулярного использования, так и в случаях повышенных требований к качеству сварного шва. ых местах.
Набор с соплом MUTANT, с увеличенным диаметром для TIG сварки, подходит как для регулярного использования, так и в случаях повышенных требований к качеству сварного шва.
Прозрачное сопло для TIG сварки применяется для обучения персонала или сварки в труднодоступнСопло MUTANT, с увеличенным диаметром для TIG сварки, подходит как для регулярного использования, так и в случаях повышенных требований к качеству сварного шва. ых местах.
Сопло керамическое необходимо для того, чтобы поступающий газ двигался в область сварочного шва и не распространялся в стороны. Служит для защиты сварочного шва от попадания воздуха, создавая газовую оболочку в среде защитного газа. Посадочная резьба: 3/4″-16UNF
Сопло керамическое необходимо для того, чтобы поступающий газ двигался в область сварочного шва и не распространялся в стороны. Служит для защиты сварочного шва от попадания воздуха, создавая газовую оболочку в среде защитного газа. Посадочная резьба: 13/32″-16UNF
Керамические сопла — это расходная часть горелки, которая отвечает за формирование струи защитного газа в процессе ручной аргонодуговой сварки.
Керамические сопла — это расходная часть горелки, которая отвечает за формирование струи защитного газа в процессе ручной аргонодуговой сварки.
Набор с соплом MUTANT, с увеличенным диаметром для TIG сварки, подходит как для регулярного использования, так и в случаях повышенных требований к качеству сварного шва.
Сопло керамическое №6 WP12
Керамические сопла — это расходная часть горелки, которая отвечает за формирование струи защитного газа в процессе ручной аргонодуговой сварки.
Сопло керамическое GasLens TIG9-20-25 d.12,5 (№8) (10 шт.)
Сопло керамическое GasLens TIG9-20-25 d.9,5 (№6) (10 шт.)
Прозрачное сопло для TIG сварки применяется для обучения персонала или сварки в труднодоступных местах.
Прозрачное сопло для TIG сварки применяется для обучения персонала или сварки в труднодоступнСопло MUTANT, с увеличенным диаметром для TIG сварки, подходит как для регулярного использования, так и в случаях повышенных требований к качеству сварного шва. ых местах.
Керамические сопла — это расходная часть горелки, которая отвечает за формирование струи защитного газа в процессе ручной аргонодуговой сварки.
Сопло керамическое необходимо для того, чтобы поступающий газ двигался в область сварочного шва и не распространялся в стороны. Служит для защиты сварочного шва от попадания воздуха, создавая газовую оболочку в среде защитного газа. Посадочная резьба: 3/4″-16UNF
Прозрачное сопло для TIG сварки применяется для обучения персонала или сварки в труднодоступных местах.
Все о TIG-горелках

- Что это такое?
- Виды
- Комплектующие
- Популярные модели
- Рекомендации по использованию
Знать всё о TIG-горелках необходимо любому сварщику. Требуется изучить особенности горелок для инвертора, сварочных вентильных и аргоновых моделей с евроразъёмом. Внимание необходимо обращать на продукцию фирмы «Сварог» и других производителей горелок.

Что это такое?
TIG-горелка — это устройство для сварки, подсоединяемое к сварочному аппарату. Процесс работы подразумевает подачу тока определённой величины. Обрабатываемый фрагмент прикрывается химически нейтральным газом, поэтому вероятность окисления сводится к нулю. Общий принцип не зависит от конкретной марки и даже модели. По умолчанию набор поставки включает так называемый шлейф (аргоновый шланг и кабель для передачи тока), но изредка встречаются модели без шлейфа – этот момент надо уточнять дополнительно.
Современные горелки:
отличаются качеством и надёжностью;
рассчитаны на эксплуатацию при очень высокой температуре;
могут подвергаться мощной электрической нагрузке, несмотря на скромную массу;



Сварка при помощи аргонного облака может производиться:
в частично автоматизированном режиме;
при полной автоматизации.
Разумеется, чем выше степень автоматизации, тем сложнее устроена конкретная сварочная горелка. Даже самые простые версии успешно держат электрод и подкачивают газ. Подобные устройства могут использовать водяной отвод тепла. Но это требует дополнительного оснащения.
Поэтому гораздо чаще встречаются системы с воздушным охлаждением.



Аргоновая горелка может относиться к вентильному типу, когда подача газа инициируется и регулируется при помощи специального крана. Альтернативное решение — использование особой кнопки. Часть конструкций оборудуется обоими средствами управления. Изготовители обычно используют разъёмы для инверторов конкретного типа. Необходимо тщательно заботиться о соответствии.
Трудности иногда возникают, когда горелку приобретают удалённо, так как не всегда в описании указывается её тип. В сложных случаях приходится перепаивать разъёмы. Внимание надо обращать на длину шлейфа. Чаще всего она составляет 4 м, изредка – 8 м. Другие длины встречаются крайне редко.
Системы с естественным отводом тепла пригодны лишь для коротких швов. Важным условием для их эксплуатации является использование тока максимум 200 А. Нарушение таких правил может приводить к чрезмерному разогреву. Жидкостное охлаждение помогает сварить очень длинный шов.
Сила тока при этом практически не ограничена.


Вентильная подача газа считается наиболее простым решением. Откручивание вентиля не вызывает никаких проблем. Многие такие модели пригодны для работы только с инвертором. Зажигание дуги инициируется обстукиванием проволоки о поверхность сварочного изделия. Вентильными горелками нельзя варить алюминий.
Модели с кнопочным управлением куда совершеннее. Переключатель чаще всего имеет несколько позиций, отвечающих за отдельные функции:
запуск сварочной дуги.
Подобные решения позволяют упростить использование и улучшают качество создаваемых швов. Устройства с вентилями и кнопками одновременно встречаются нечасто. Для начинающих пользователей они откровенно неудобны. Однако многие опытные сварщики предпочитают именно такую технику.
Её ценят за максимально широкие возможности регулирования.

Некоторые горелки оснащаются евроразъёмом. Это решение облегчает подключение модели. Однако стоимость его существенно выше, чем в модификациях со штекером. Основная область применения — профессиональная сварка в больших объёмах. Разница может касаться и того, как подаётся проволока для полуавтомата или для ручного сварочного аппарата.
Толкающий вариант подразумевает проталкивание проволоки сквозь специальный отсек. Тянущее исполнение — это протягивание присадки через особый канал внутри держателя. Ещё стоит предусматривать деление горелок:
по величине (мелкая, обычная, крупная);
жёсткому или гибкому гусаку;
степени наклона электрода;
виду подключения к сварочному рукаву;
исполнению концевика на рукаве.


Комплектующие
Популярные расходники:
аэрозоли с антипригарным эффектом;
спирали для сопел;
фиксаторы этих наконечников;
направляющие детали специального канала.
Достаточно часто используется стеклянное сопло для TIG-горелки. Продвинутые конструкции такого рода уменьшают расходование газа и позволяют работать даже в труднодоступных местах. Специальное стекло очень стойко к нагреву и служит достаточно долго. Газовая линза — это держатель цангового элемента. Разрядник для поджига можно сделать даже своими руками, используя в качестве основы промышленные устройства с рабочим напряжением от 900 до 1300 В.

Популярные модели
Востребованностью отличается Fubag TIG 17 DX25. Это современная вентильная горелка. Длина её шлейфа составляет 4 м. Прочие технические параметры:
ток не более 140 А;
охлаждение потоком воздуха;
длительность подключения не более 35% от общего времени работы.
Альтернативой можно считать FB TIG 18 от того же производителя. Шлейф этой горелки также достигает 4 м в длину. Такая модель рассчитана уже на силу тока до 320 А.
Благодаря жидкостному отводу тепла можно гарантировать включение до 100% времени.


Из продукции других марок обращает на себя внимание FoxWeld SRT-17V. Такая горелка также имеет четырёхметровый шлейф. Управление производится с помощью вентиля (кнопка не предусматривается). Наибольшая сила тока — 140 А. При переменном токе она уменьшается до 125 А, и надо учесть, что сечение электрода может составлять от 1 до 2,4 мм.
Что касается изделий популярной марки «Сварог», то среди них выделяется TECH TS 9. У этой горелки также четырёхметровый шлейф. Она рассчитана на силу тока 110 А. При этом сечение электрода составляет от 1 до 1,6 мм.
Длительность включения в сеть составляет не более 35% времени.


Существенно отличаются возможности устройства TS 26. Данная горелка оснащается уже шлейфом длиной 8 м. На неё можно подавать ток силой до 180 А. Допустимое сечение электрода 1-4 мм. Общая масса изделия составляет 4,8 кг.
Завершить обзор уместно на горелочном устройстве Kemppi FLEXLITE TX 165 G S 16M. На него возможно подавать ток до 160 А. С помощью такой модели возможно использовать электроды сечением не более 2,4 мм (из вольфрама). Охлаждение производится воздухом.
Предусмотрено наличие разъёма с 7 контактами; протяжённость шлейфа составляет 16 м.


Рекомендации по использованию
Перед подключением TIG-горелки на открытом воздухе требуется обеспечить защиту от ветрового потока. Большое значение имеет грамотная подготовка рабочей поверхности. Вести горелку под острым углом недопустимо — это сильно затруднит работу. В точке, где зажгли электрическую дугу, образуется отметка, которую придётся вычищать. Постоянный ток позволяет работать экономичнее и проваривать более глубокие швы.
На переменном токе темп работы будет меньше. Зато сменяться плюс и минус будут автоматически. Чтобы ускорить очистку от плёнки оксидов, необходимо подавать сильный ток обратной полярности. При использовании осцилляторов их питают током с напряжением 6 В. Вольфрамовые рабочие стержни предварительно затачивают.
Установка заточенных электродов на горелку производится с помощью цангового зажима. Оптимальный минутный расход аргона — 13 л. Опытные сварщики могут подбирать его индивидуально. Крепление массы производится либо на заготовке, либо на рабочем столе.
Работать надо так, чтобы от кончика электрода до обрабатываемой поверхности было минимум 0,3 см.

О том, как выбрать TIG — горелку, вы можете узнать из видео ниже.
