Hot start горячий старт что это?
Функции сварочных инверторов
Современные сварочные инверторы заслужили большую славу благодаря не только маленькому весу и небольшим габаритам. Наличие дополнительных функций и возможностей, делает их идеальным выбором, как для начинающих сварщиков, так и для мастеров.
Из этой статьи вы сможете узнать о полезных функциях сварочных инверторов, и о том, где можно еще применять подобного рода оборудование для сварки. Надеюсь, статья станет полезной многим, кто так или иначе, но имеет отношение к сварке металлов.
Полезные функции сварочных инверторов
Конструкция инверторов для сварки существенно отличается от конструкции обычных аппаратов переменного тока. В первую очередь, здесь нет огромного трансформатора, вес которого порой достигает 10 и более килограмм.
Сварочный инвертор состоит из преобразователя, выпрямителя и электроники. Всё это позволило не только в десять раз уменьшить габарита аппарата для сварки, но и получить ряд полезнейших функций.

Основные функции, которые предусмотрены сегодня практически в каждом сварочном инверторе, это:
- Форсаж дуги (ARC FORCE) — очень полезная функция в сварочном инверторе, которая автоматически повышает силу тока для сварки в момент образования большой капли на электроде. Повышение параметров тока не даёт сварочной дуге погаснуть, а капля металла свободно отходит от электрода. Благодаря наличию данной функции процесс сварки осуществляется более равномерно.
- Горячий старт (HOT START) — так же, как и предыдущая функция, «Горячий Старт» способствует надежному зажиганию дуги и быстрому прогреву электрода. Когда холодный электрод касается металла, так же само, как и в функции «Форсаж дуги», происходит автоматическое поднятие значений сварочного тока. Наличие горячего старта в инверторе делает возможным варить на «холодную».

- Антизалипание электрода (ANTI STICK) — пожалуй, самая популярная функция сварочных инверторов, это функция «Антизалипания электрода». В момент, когда розжиг дуги заканчивается неудачей, и электрод норовит прилипнуть к металлу, инвертор автоматически уменьшает силу тока. В результате этого электроды не прилипает к поверхности. Такое прилипание чревато повреждением электродного покрытия, вплоть до его отслаивания.
- VRD (Voltage Reduction Device) — данная функция сварочного инвертора понижает холостое напряжение до безопасных человеку 9-12 вольт. Функция активна только в тот момент, когда сварочный инвертор, включён в сеть, но сварка не осуществляется. При инициализации сварочной дуги, функция VRD задействует требуемое напряжение и силу тока.

- Функция PWS — данная функция есть абсолютно не во всех инверторах для сварки. Она позволяет нажатием кнопки на аппарате за несколько секунд поменять полярность сварки на требуемую.
Другие возможности инверторов
Одной из возможностей сварочного инвертора является сварка проводов. Да, да, проводов, вы всё правильно поняли.
Многие кто соединяет провода посредством скруток и дальнейшим свариванием, используют для этих целей специально предназначенные аппараты, собранные на базе понижающего трансформатора. Однако, как показывает практика, и обычный инвертор для сварки ничуть не хуже справляется с данной задачей.

Всё что потребуется сделать, так это установить вместо электрода угольную щётку. Понадобится довольно большая щётка, но можно взять и от электроинструмента. Немного переделок, и вот перед вами самый настоящий аппарат для сварки проводов.
Функция горячего старта (Hot Start) в инверторах
Hot Start, Anti Stick, Arc Force, Stand by, Smart Fan – это названия нужных и полезных опций, которыми оснащаются современные инверторные сварочные аппараты. Наличие этих функций упрощает эксплуатацию оборудования, делает его применение более продуктивным, удобным и безопасным. Сегодня поговорим о том, что такое горячий старт (Hot Start).
Hot Start – что это?
Горячий старт — это опция, которая обеспечивает увеличение показателей тока в момент поджига сварочной дуги, когда электрод касается металла. Электрическая дуга возбуждается быстрее, начать процесс сварки можно всего за несколько секунд после запуска аппарата. Благодаря данной опции торцы электрода разогреваются быстрее, ускоряется образование сварочной ванны. Как результат, начальный участок шва получается аккуратным, ровным. Польза функции Hot Start заключается в следующем:
- формируется правильный шов без излишней выпуклости;
- увеличивается глубина проплавления металла;
- капли от расплавленного электрода измельчаются.
Если, например, в сварочном аппарате настроен ток 150 А, то при касании электрода металлической детали он сразу же после запуска оборудования увеличивается на определенную величину, затем достигает нормальных показателей. Рабочий ток может увеличиваться на 5-100%. Это зависит от технических характеристик модели.
Виды горячего старта
Повышенный сварочный ток обеспечивает эффективное расплавление электрода, а также гарантирует отличное качество шва в начале работы аппарата. Функция горячего старта помогает избежать образования плохо проваренных участков, уменьшается высота шва. В разных моделях время действия опции Hot Start может быть разным. Как правило, временной показатель колеблется в диапазоне от 0,5 до 3 секунд.
Hot Start бывает двух типов: фиксированный и регулируемый. Рассмотрим преимущества и недостатки и того, и другого.
- Регулируемый. Увеличение сварочного тока можно настраивать при помощи специального регулятора. Диапазон: от 0 до 100%. Очень удобно, ведь можно выставлять начальный ток в зависимости от режима эксплуатации и особенностей материала, из которого изготовлены заготовки.
- Фиксированный. Здесь есть два варианта. Первый – в конструкции оборудования есть кнопка, которая отвечает за включение и выключение опции горячего старта. Второй – функция активирована по умолчанию, горячий старт предустановлен производителем.
Конечно, лучше, если Hot Start можно регулировать, включать и выключать при необходимости. Но модели в таком исполнении стоят дороже.
Функция горячего старта особенно полезна, если приходится работать с деталями, на поверхности которых остались следы краски, ржавчины. Пригодится опция при применении электродов не самого высокого качества. Активировать Hot Start следует и в тех случаях, если в сети часто бывают перепады напряжения.
Как отключить функцию горячего старта?
Если приходится работать чистыми, гладкими заготовками или сваривать тонкий листовой металл, функцию горячего старта лучше отключать. Как это сделать? Существует несколько способов деактивации опции Hot Start.
- В некоторых моделях на корпусе есть кнопка включения/выключения горячего старта. Достаточно нажать её, чтобы отключить функцию.
- В аппаратах с регулируемым горячим стартом для отключения данной опции достаточно выставить регулятор на 0 .
- Если и кнопка, и регулятор на панели управления сварочного аппарата отсутствуют, начинайте работать на минимальном токе, постепенно его увеличивая. Такие агрегаты лучше не использовать для работы с тонкими металлическими листами, рекомендуется приобрести для таких целей полуавтомат или модель, в которой горячий старт отключается.
Некоторые мастера совершают очень серьёзную ошибку, пытаясь внести изменения в программное обеспечение или конструкцию инверторного аппарата. Этого делать категорически нельзя. Как минимум, вы потеряете гарантию на оборудование. В худшем случае агрегат может вовсе выйти из строя, после чего потребуется дорогостоящее восстановление или покупка нового аппарата.
Популярные модели с функцией горячего старта
К наиболее востребованным инверторным аппаратам, оснащенным функцией горячего старта, относят модель Ресанта САИ-250 65/6. Этот агрегат предназначен для профессионального использования, может работать с электродами до 6 мм толщиной. Внедрена защита от перегрева. Сварочный ток регулируется в диапазоне от 10 до 250 А. Несмотря на отличные функциональные возможности, весит сварка всего 5 кг. Купить модель можно по цене до 11 000 рублей.
FoxWeld Мастер 202 – сварочный аппарат профессионального класса, стоимость которого не превышает 14 500 рублей. Это надёжный помощник на небольшом предприятии, строительной площадке, в мастерской или гараже. Модель нередко выбирают для эксплуатации в домашних хозяйствах. Здесь внедрены такие полезные опции, как горячий старт, антизалипание, форсаж дуги. Вес устройства: 6,3 кг. Аппарат оснащается дисплеем, на котором отображаются рабочие параметры. Качество сборки на высоте.
В списке популярных моделей и Fubag IR 180. При изготовлении сварочного аппарата производитель использовал самые современные технологии, укомплектовал устройство высокоточной электроникой. Цена вполне демократична – 9 000 рублей. Модель с воздушной системой охлаждения и защитой по стандарту IP21S отлично справляется с поставленными задачами. Максимальный ток – 180 А. Весит агрегат всего 5 кг. Модель оснащается дисплеем. Кроме горячего старта есть ещё форсаж дуги, антиприлипание.
Заключение
Hot Start – полезная и нужная функция сварочного аппарата, благодаря которой повышается качество шва, упрощается работа с оборудованием. Удобно, если её можно регулировать или хотя бы отключать при необходимости. Инверторы с опцией горячего старта имеют широкую сферу применения, сваривают металл качественно, быстро, без дефектов.
Применение «горячего» старта для улучшения начального зажигания электродов
Горячим стартом называется прием повышения плотности тока при начальном зажигании электрода. Это способствует улучшению начального зажигания, полностью исключает вероятность «примерзания» электрода (при правильном выборе режима горячего старта) и уменьшает «стартовую» пористость.
Известны два способа повышения плотности тока при начальном зажигании электрода: уменьшение сечения начального участка стержня электрода его заточкой или высверливанием в нем отверстия и повышение значения тока сварки на 20-50% от его номинального значения. Первый способ не получил широкого распространения из-за большой трудоемкости. Второй способ легко реализуется на практике благодаря появлению тиристорных источников питания, позволяющих регулировать ток сварки в широком диапазоне с помощью довольно простых по устройству приставок.
Одна из таких приставок — УГС-1 разработана в ИЭС им. Е. О. Патона АН УССР. Устройство предназначено для работы с тиристорными сварочными выпрямителями типа ВДУ (ВДУ-300, ВДУ-504 и др.). Оно позволяет повышать ток сварки при начальном зажигании электрода на 20-50% от номинального значения в течение 1—10 с. Устройство УГС-1 использовано для исследования горячего старта при сварке покрытыми электродами, результаты которого приведены ниже.
Применялись электроды трех марок: АНО-4, УОНИ-13/55 и ДСК-50, которые характеризуются соответственно мелко-, средне и крупнокапельным переносом металла. В качестве источника питания применялся сварочный выпрямитель ВДУ-504.
В начале исследований установлено, что при использовании горячего старта практически полностью отсутствует стартовая пористость. Для выявления причин такого влияния горячего старта проводились эксперименты, которые заключались в следующем. Сварщик многократно проводил начальное зажигание электрода с горячим стартом и без него. При этом напряжение дуги регистрировалось на шлейфовом осциллографе. По полученным осциллограммам напряжения дуги определяли изменение длительности коротких замыканий от момента начального зажигания до момента, когда перенос металла стабилизировался.
Полученные результаты (рис. 205) показывают, что длительность τк.з. в первые 0,5—1 с сварки может превышать граничные значения, при которых наблюдаются примерзания электрода. Стабилизация переноса металла (уменьшение τк.з. до значений, характерных для данной марки электродов и режима сварки) происходит через 1—3 с, причем это время для электродов с более мелкокапельным переносом металла (АНО-4, УОНИ-13/55) существенно меньше, примерно 1,5 с, чем для электродов с крупнокапельным переносом металла (ДСК-50) — 3,5—4 с. Следует заметить, что в течение этого времени сварщик вынужден держать дугу удлиненной, избегая примерзания электрода и тем самым ухудшая газовую защиту зоны сварки.

При использовании горячего старта стабилизация переноса металла происходит за более короткое время (рис. 206), причем при правильном выборе режима горячего старта полностью исключается опасность примерзания электрода. Следовательно, сварщик может не удлинять дугу при начальном зажигании, что обеспечивает требуемую газовую защиту зоны сварки. Это главный фактор, объясняющий отсутствие стартовой пористости при использовании горячего старта.

Горячий старт уменьшает также время установления оптимальной газовой зашиты расплавленного металла, которое измеряется от момента касания торцом электрода изделия и зажигания дуги до образования втулки из покрытия. По нашим данным это время составляет 1—1,5 с. При горячем старте оно сокращается до 0,3—0,4 с. Это также способствует улучшению газовой защиты электродного металла и соответственно уменьшению стартовой пористости.
К числу других положительных аспектов применения горячего старта следует отнести более глубокое проплавление начального участка шва и получение более равномерною шва по высоте (без местного наплыва).
Необходимо отметить, что режим горячею старта должен подбираться индивидуально для каждой марки и диаметра электрода в зависимости от характера переноса металла, значения тока сварки, пространственною положения сварного шва и т. п. Для выбранных марок электродов (dэ = 4 мм) и режима сварки параметры горячего старта должны быть такими, как указано в табл. 68.
Превышение указанных в табл. 68 параметров режима горячего старта приводит к увеличению разбрызгивания электродного металла и к «выдуванию» сварочной ванны.
Таблица 68. Параметры режима горячего старта

Примечание. Ток обратной полярности, положения сварного шва — нижнее
Наиболее эффективно использование горячею старта для электродов с крупнокапельным переносом металла, а также в тех случаях, когда имеются повышенные требования к качеству металла (в частности, отсутствие пор) и форме сварочного шва.
По материалам: Походня И.К. Металлургия дуговой сварки. Процессы в дуге и плавление электродов.
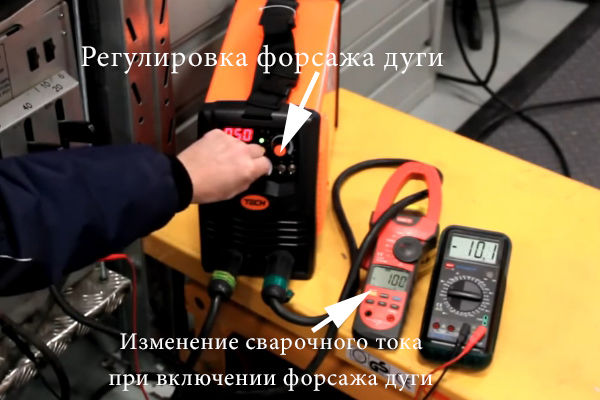
Что такое форсаж дуги на сварочном инверторе
Работать с тонким металлом на низких токах сложно. Даже опытные сварщики не застрахованы от разрыва дуги, залипания электродов, неровных швов. Когда дело имеешь с аппаратом, оснащенным опцией «Arcforce», таких трудностей не возникает. Скачки напряжения, возникающие при залипании электрода, сглаживаются. По сути, форсаж дуги на инверторе – это стабилизатор силы тока, работающий в автоматическом режиме. Он помогает поддерживать разогрев присадки, облегчает сварку швов, поддерживает дугу в одном режиме. Для начинающих такая опция – находка.

Для чего нужен форсаж дуги на сварочном инверторе
В отличие от «горячего старта» он поддерживает стабильный ток не только во время розжига электрода, но и весь сварочный процесс. Принцип работы Arc force заключается в увеличении выходного тока во время короткого замыкания. Когда между электродом и свариваемой поверхностью появляется капелька металла, велик риск залипания электрода, он притягивается к свариваемой поверхности. Аппарат мгновенно добавляет ампераж на 1/3 от рабочего напряжения, позволяя капле расплавиться, а затем возвращает его к прежним параметрам. Что такое форсаж дуги сварочного инвертора с точки зрения функциональности: высокоскоростной регулятор ампеража, стабилизирующий рабочие параметры аппарата. Функции форсажа:
- мгновенно увеличивать силу тока, когда она снижается до критического уровня, возрастает риск короткого замыкания, прикипания электрода;
- уменьшать, когда электродуга мощная, защищать от прожогов тонких деталей;
- обеспечивать стабильную работу.
Как настроить форсаж сварочной дуги
Инверторы с режимом форсаж двух видов: с регулятором Arc force и без него. Для постоянной работы лучше выбирать модели, где есть регулировка. Это профессиональное универсальное оборудование. Пользоваться таким удобнее. Обычно шкала градируется в процентах, реже – в единицах. Нужное значение выбирается опытным путем. Допустим, работая на минимальных токах около 50 ампер, можно поставить увеличите на 30%. Такой добавки хватит для разогрева прилипшей капли. Но если варить 4-мм электродом, нужно выставлять 160 ампер. Что такое увеличение на 30% при больших значения выходного тока? Оно не повлияет на процесс разогрева. Для толстых деталей форсаж дуги выставляют на максимальные значения. При необходимости режим Arcforce отключается, для этого достаточно поставить ручку регулятора на ноль.
Ручка настройки позволяет выбрать уровень стабилизации под тип электродов:
- работая присадкой с рутиловым покрытием, регулятор устанавливают в нижних пределах: от 10 до 30%.;
- для стандартного электрода оптимальное значение 50%;
- если покрытие целлюлозное, можно выкручивать ручку на максимум: допустимо увеличение на 100%.
Модели с автоматическим или фиксируемым режимом форсажа созданы для бытовых условий. Производители сразу выставляют какое-то небольшое значение добавочного тока, на который происходит увеличение при коротком замыкании. Обычно это 20 ампер. Для сварки тонких и средних заготовок 2-мм присадкой этого хватит. Бытовые сварочники запитываются от розеток, поэтому для высоких токов они не предназначены.
Сварочный аппарат работает стабильно, когда он с функцией режима «Форсаж». Снижается риск:
- залипания;
- прожогов;
- угасания дуги.
Постоянство параметров важно во время сварки тонкого металла на минимальных значениях тока. Форсаж создает условия для спокойной работы во время проварки корня швов, такая операция необходима при монтаже кожухов. Специалисты с опытом по достоинству оценили эту разработку.
Заключение
Сварочный аппарат с режимом Arc force – отличный выбор для начинающих, с ним получаются ровные швы, не бывает проблем с залипанием, электродуга остается равномерной в любых условиях. При выборе оборудования для работы с разным металлом лучше выбирать регулируемый сварочник, чтобы была возможность подобрать нужный режим стабилизации рабочих параметров под размер заготовок и электрода.
Что такое форсаж дуги на сварочном инверторе?
Время чтения: 4 минуты
Современные сварочные инверторы уже мало чем похожи на классические трансформаторы, широко используемые для сварки в прошлом веке. Производители сделали все, чтобы уменьшить габариты и вес сварочного аппарата, и сделать его удобнее в применении. С развитием электроники даже бюджетные инверторы удалось снабдить рядом дополнительных функций, ранее недоступных.

Одна из таких функций — форсаж дуги. В этой статье мы подробно расскажем, что такое форсаж дуги на сварочном инверторе, каков принцип работы этой функции, и зачем она вообще нужна домашнему сварщику или новичку.
Общая информация
Все, кто проходил обучение сварочному делу, знают, что одна из главных проблем новичка — трудности в горении дуги. Мы даже скажем больше: периодически дуга может гореть нестабильно даже у опытного мастера. Связано это с множеством факторов: от физического самочувствия самого сварщика до неправильно подобранного режима сварки.
Но у новичков причина проблемы обычно всегда одна: использование минимальной силы тока. Начинающие сварщики устанавливают невысокое значение сварочного тока, чтобы избежать прожогов. Но из-за этого не удается нормально поджечь дугу и стабильно держать ее на протяжении всей сварки.
Чтобы решить эту проблему нужно правильно подбирать режим сварки, следить, чтобы электрод не прилипал к металлу. Как вы понимаете, новичку непросто сделать всё и сразу. Тем более правильно. Поэтому на помощь приходят дополнительные функции. Такие, как форсаж дуги.
Форсаж дуги призван ускорить и упростить сварочные работы. Эта функция стабилизирует горение дуги при любом значении силы тока. Суть форсажа дуги проста: эта функция в автоматическом режиме подгоняет параметры тока под те условия, в которых вы работаете.
Приведем простой пример. Вы установили минимальную силу тока в надежде на отсутствие прожогов и приступили к сварке. В процессе работ электрод начал прилипать к металлу. Если на вашем инверторе есть функция форсажа дуги и вы ее включите, то сработает короткое замыкание и сила тока автоматически повысится до оптимального значения. А затем вернется к исходным настройкам, и вы сможете варить при заданной вами силе тока.
Форсаж дуги может быть автоматическим и настраиваемым. В бюджетных моделях он обычно автоматический. Включается нажатием одной кнопки. Новичкам такой режим подходит больше всего, а вот опытным сварщикам нужны более глубокие настройки.

Особенности
Итак, функция форсажа стабилизирует горение дуги, упрощает и ускоряет работу. Раньше эта функция встречалась только в инверторах профессионального уровня. Но в последнее время технология стала доступнее и производители стали внедрять форсаж дуги даже в недорогие модели. Благодаря такому нововведению относительно бюджетный инвертор можно использовать для серьезных работ.
Но учтите, что форсаж дуги в профессиональном аппарате работает намного лучше и выдает более качественный результат. Поэтому, если вы планируете выполнять особо ответственные работы, то на инверторе лучше не экономить. Обычно в документах на инвертор эта функция называется «Arc Force». Также эту надпись можно встретить на корпусе самого аппарата.
Форсаж дуги способен настолько упростить работу, что даже начинающий сварщик сможет выполнить сварку на достойном уровне. Даже при недостатке опыта можно сварить детали из тонкого металла, без дефектов и залипаний электродов. А ведь эти проблемы часто встречаются и у профессионалов, полагающихся только на свои силы, и не использующих современные функции в аппарате.
Помните, что функция форсажа дуги — это не панацея от всех бед. Чтобы добиться хорошего качества швов вам необходимо обладать хотя бы базовыми навыками сварки. Никакие дополнительные функции вам не помогут, если вы не умеете поджигать дугу, вести шов и выполнять работу быстро.
Также учитывайте, что функция форсажа дуги раскрывает себя в полной мере только при работе с деталями из тонкого металла. У некоторых моделей есть возможно отрегулировать параметры функции. Тогда, конечно, можно варить металлы разной толщины. Но такая возможно представлена только в дорогих профессиональных аппаратах. В большинстве моделей есть просто кнопка вкл/выкл, с заданными параметрами. Поэтому не включайте форсаж дуги просто так. Неумелое использовании этой функции может навредить качеству швов.
Вместо заключения
Теперь вы знаете, для чего нужен форсаж дуги на современном инверторе. Благодаря этой функции удается стабилизировать горение дуги, а значит улучшить качество швов. На данный момент эта функция не является редкостью. Инверторы с форсажем дуги выпускают такие известные бренды как Ресанта, Аврора Про, Сварог и др. Поэтому недорогой аппарат с форсажем можно купить у отечественного производителя, если вы не готовы платить больше за европейские или американские бренды.
А какой инвертор используете вы? Если ли у него функция форсажа дуги? Насколько она полезна, на ваш взгляд? Поделитесь своим мнением в комментариях ниже. Мы уверены, что оно будет полезно для многих новичков. Желаем удачи в работе!
