Импульсная ТИГ сварка как настраивать параметры?
Импульсная сварка в режиме ТИГ
- Авторизуйтесь для ответа в теме
#21 Mykola
При сварке импульсным током сила тока и напряжение изменяются в ритме частоты
импульсов между нижним и верхним значениями импульса.
Современные инверторные источники позволяют настроить импульсную частоту в
диапазоне от 0,5 до 300 Гц. В высоком частотном диапазоне реализуются такие эффекты, как уменьшение размера зeрен в металле шва и сужение дуги, в низком диапазоне частот из-за лучшего управления сварочной ванной при сварке в неудобных положениях, прежде всего, выбирается позиция PF (снизу–вверх). Под влиянием высокого импульсного тока происходит провар основного материала и образуется точечная сварочная ванна. Она начинает затвердевать под действием следующего низкого главного тока, начиная от края, пока следующий импульс тока снова не расплавит и не увеличит ее. Между тем дуга уже перешла на скорость сварки, и поэтому сварной шов при импульсной сварке ВИГ образуется из многих соединeнных внахлестку сварочных точек. Диаметр сварочной ванны в среднем меньше, чем при сварке равномерным током, что позволяет лучше сваривать в неудобных положениях. Несмотря на это обеспечивается достаточный провар. Описанный эффект наступает только тогда, когда наступает достаточная разность температур в сварочной ванне между фазами главного и импульсного тока. Это возможно только при импульсной частоте чуть ниже 5 Гц.
К недостаткам можно отнести то, что скорость сварки при импульсной сварке необходимо
значительно снизить. Сварщик также различает пульсацию в низком частотном диапазоне
частот как раздражающее мерцание дуги. Поэтому этот вариант сварки ВИГ меньше
используется при ручной сварке, где сварщик имеет другие возможности для контроля
сварочной ванны, в отличие от механизированной сварки ВИГ.
Прикрепленные файлы
 имп1.doc54,5К 2159 скачиваний
имп1.doc54,5К 2159 скачиваний
- Наверх
- Вставить ник
#22 ix2005
- Наверх
- Вставить ник
#23 Evgen
- Наверх
- Вставить ник
#24 tig
Вопрос к опытным — для каких целей используется импульсный режим при сварке TIG. Кто как использует и нужен ли импульсный режим вообще
- Наверх
- Вставить ник
#25 Менгон
-встраивают как дополнительную опцию для разминки мозгов, — типа пасьянса в компах
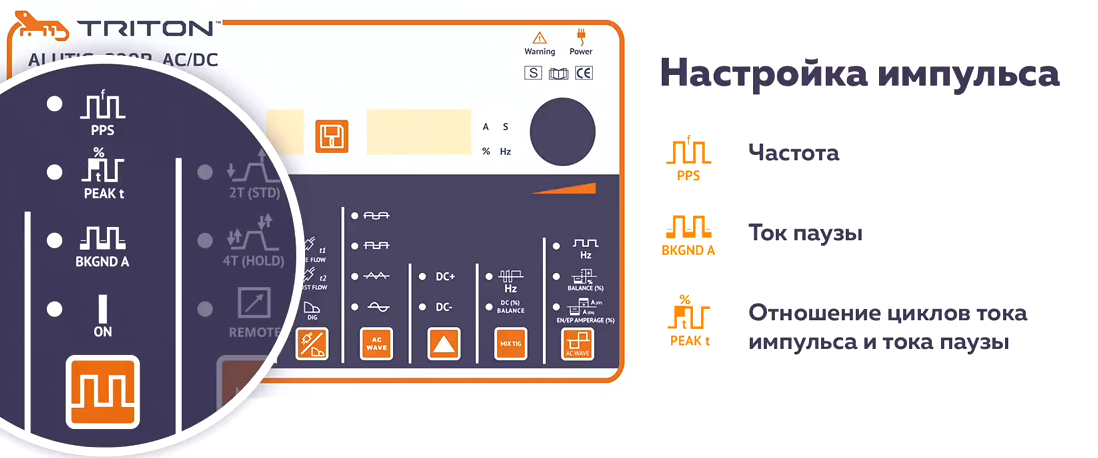
цитата:»Импульсный режим: режим, облегчающий сварку на малых токах. В течение сварочного цикла сварочный ток меняется от максимального (ток импульса) до минимального (ток паузы). Это позволяет минимизировать тепловложение, снизив коробление, нагрев детали; стабилизировать дугу. В режиме средней частоты пульсации дуга приобретает более концентрированную «кинжальную» форму, что приводит к более глубокому проплавлению при том же тепловложении. При сварке нержавеющих сталей на импульсном режиме средней частоты достигается повышенная коррозионностойкость шва, за счет образования мелкокристаллической структуры.»
«Кто раньше встал, того и сапоги»
- Наверх
- Вставить ник
#26 bulweld
Я из Болгарии!Я плохо знаю русский и возможно делаю ошибки в том что я написал.Прошу прощения!
- Наверх
- Вставить ник
#27 copich

- Город: Москва
Вопрос к опытным — для каких целей используется импульсный режим при сварке TIG. Кто как использует и нужен ли импульсный режим вообще
Высокочастотный режим сжимает дугу и уменьшает количество энергии вкладываемое при сварке.
При низкочастотном режиме можно настроить так: импульс — разогреваете метал и плавите присадок, пауза — переносите горелку в следующее место сварки (5-7 мм) и подводите присадок для следующего ввода. Таким образом получается ровнее шов класть.
И предыдущие ответы исчерпывающе описывают достоинста и разницу импульсной сварки.
Начните себя уважать и тогда вас то же будут уважать.
работайте на оборудовании, которое будет доставлять вам радость и тогда работа будет в сладость!
- Наверх
- Вставить ник
#28 ARGONIUS

- Город: Н.Новгород
Аргонодуговая сварка нержавейки — руководство и описание
Аргонодуговая сварка (TIG) нержавейки
Аргонодуговая сварка нержавейки
Импульсная TIG сварка нержавейки
В импульсном режиме TIG сварки достигается качественный провар с контролируемым тепловложением без перегревов и наплывов. Импульсный режим позволяет значительно облегчить работу сварщику и улучшить сварку на малых токах. Есть возможность настроить ток импульса, ток паузы, частоту смены каждого периода. В результате достигается полный контроль над сварочным циклом, с оптимальным тепловложением, снижается коробление, нагрев заготовки, повышается стабильность дуги. В режиме средних частот пульсаций, сварочная дуга приобретает «кинжальную», более концентрированную форму, что позволяет получить глубокое проплавление при том же тепловложении. Кроме того, сварка нержавейки в импульсном режиме обеспечивает повышенную коррозийную стойкость шва, за счет формирования мелкокристаллической структуры.
TIG-сварка нержавейки с другими марками металлов
Аргонодуговая сварка позволяет обеспечить качественное соединение нержавейки с другими металлами и сплавами. Вот некоторые из них: бронза, латунь, медь, никель, титан, алюминий, конструкционные, углеродистые стали и другие.
Есть много особенностей при сварке нержавейки с другими металлами. Ознакомимся с некоторыми из них:
- при соединении с латунью требуется дополнительная защита от воздействия кислорода;
- при сварке с латунью используется присадочный латунный пруток;
- цинк имеет свойство быстро испаряться из сплава латуни, что требует большой скорости сварки при соединении латуни с нержавейкой;
- при сварке нержавейки с черными металлами, в местах сварочного соединения содержится большое количество Сr-Mo стали (миграция углерода), что является причиной образования коррозии, поэтому нужно дополнительно обработать это место после сварки.
Выбираем материалы и оборудование для TIG-сварки нержавейки
- инверторный TIG-аппарат;
- баллон для газа, который заполняется чистым аргоном;
- присадочные прутки, которые по составу идентичны свариваемой заготовке (сечение прутка должно соответствовать сечению обрабатываемого металла);
- сварочная горелка, которая подключается к инвертору;
- электрод из вольфрама – сечение электрода выбирается в зависимости от толщины обрабатываемого изделия по справочным данным, приведенным ниже.
| Толщина металла, (мм) | Диаметр электрода, (мм) |
| 0,5 | 1 |
| 1 | 1,6 |
| 2 | 2 |
| 3 | 3 |
| 4 | 4 |
| 5 и более | 6 |
Особенности
- использовать импульсный режим TIG сварки;
- для исключения перегрева заготовки, величину сварочного тока устанавливают на 20% меньше, чем при сварке обычной стали;
- чтобы избежать окисление сварочного шва и вольфрамового электрода, подачу аргона необходимо отключить (Post gas) не сразу после завершения сварки, а минимум через 10–20 секунд;
- горелка должна располагаться противоположно направлению сварки, под углом 75-80° между поверхностью свариваемого металла и осью мундштука;
- сварка выполняется без колебательных движений вольфрамовым электродом, чтобы не нарушить защитную зону сварки;
- присадочные прутки располагаются под углом 90° относительно оси мундштука на горелке, сохраняя угол 15-20° между свариваемой заготовкой и мундштуком;
- для минимизации капельного переноса присадочного металла в сварочный шов пруток необходимо укладывать на поверхность обрабатываемой заготовки;
- присадочный пруток нужно двигать впереди дуги, равномерно вводя в сварочный шов;
- не допускаются поперечные перемещения присадочного прутка, это может привести к нарушению подачи защитного газа через сопло горелки;
- после завершения сварки следует выключать газ через 10-15 секунд для снижения расхода вольфрамового электрода, исключая его окисление.
.jpg)
Обработка нержавеющих металлов перед и после аргонодуговой сварки
Перед началом TIG-сварки нержавейки следует удалить с ее поверхности все следы – пыль, смазку, масла, которые могут стать причиной плохого провара, нестабильной дуги и т.д.
По завершении работ поверхность свариваемого металла покрывают дополнительно оксидной пленкой, что позволяет добиться высокой стойкости к коррозии.
Применение аргонодуговой сварки для соединения нержавеющих сталей
- нефтеперерабатывающая промышленность;
- химическая промышленность;
- автомобилестроение;
- теплоэнергетическая сфера;
- авиационно-космическая промышленность;
- пищевая промышленность;
- другие отрасли.
Метод TIG-сварки является лучшим для соединения нержавеющих труб, которые будут использоваться для транспортировки жидкостей и газообразных веществ под давлением. Аргонодуговая сварка позволяет обеспечить высокое качество и прочность сварочного соединения, что особенно важно для ряда ответственных производственных задач.
Достоинства и недостатки по сравнению с другими методами сварки
- сниженное образование брызг за счет исключения переноса металла через сварочную дугу;
- прочные качественные швы с высокой нагрузочной способностью;
- отсутствие образования шлака – повышается качество и эстетика шва;
- полный контроль над сварочной дугой и формированием шва;
- красивая форма сварочного соединения.
Недостатки метода ТИГ-сварки:
- медленная скорость сварки;
- довольно сложный процесс выполнения, требующий хорошего опыта и навыков сварщика. Квалифицированные сварщики отдают предпочтение именно ТИГ-методу для выполнения ответственных и сложных задач.



Особенности и технология импульсной сварки

В современном мире всё большую популярность набирает импульсная сварка. Этот бесконтактный способ соединения металлов был впервые применён почти 90 лет назад. Созданный как альтернатива электродуговому методу, он, по сути, является его подвидом.
Отличие состоит в том, что на постоянный сварочный ток с заданной амплитудой накладываются дополнительные импульсы. Эти выплески энергии могут в несколько раз превышать фоновый ток. Формирование шва происходит последовательно капельным способом. Такая методика исключает разбрызгивание металла и позволяет соединять даже тонкий листовой материал без опаски прожечь его насквозь.
Импульсная сварка: как это работает?
Для этого способа сварки необходим сварочный полуавтомат с функцией импульсного режима. Электроды могут быть как плавкими (MIG), так и неплавящимися (TIG). Сам процесс цикличен с последовательным падением капель присадочного материала в сварочную ванну (один импульс – одна капля). Сварочный аппарат трансформирует сетевое напряжение в постоянное и выпрямляет ток, затем с заданной амплитудой увеличивает частоту.
В фоновом режиме подаётся постоянный сварочный ток, задача которого — поддерживать устойчивую дугу. Во время резких скачков нагрузки конец присадочной проволоки плавится. Электродинамические силы истончают шейку образовавшейся капли, и жидкий металл под действием своего веса падает на соединяемые поверхности, формируя шов. Затем сила тока мгновенно падает до дежурного значения. В этот промежуток времени температура в сварочной ванне снижается и металл застывает. Далее процесс повторяется.
Паузы между вспышками можно регулировать настройками аппарата. Это обеспечивает возможность выбора разных режимов сварки и контроль параметров образующегося шва.
Виды импульсно-дуговой сварки
Преобразование тока, в процессе которого создаётся импульс, может достигаться разными способами:
Каждому из них свойственны свои особенности, о которых стоит рассказать подробнее.
Аккумуляторный способ преобразования тока
Сварочные аппараты, поддерживающие такой тип импульсной дуговой сварки, дополнительно оснащены щелочной аккумуляторной батареей. Она генерирует в себе необходимое для импульса количество тока. Специфика такого аккумулятора заключается в низком внутреннем сопротивлении. За счёт этого выдаваемое напряжение может во много раз превышать получаемое. А короткие замыкания, нужные для возникновения импульсов, быстро нейтрализуются.
Пока аккумуляторное преобразование тока применяется не слишком широко. Основная причина недостаточной популярности – громоздкость конструкции. Но метод удобный и перспективный, поэтому ведутся активные разработки по его совершенствованию.
Конденсаторное преобразование энергии
На этой технологии было основано появление самых первых аппаратов для импульсной сварки. Она уходит корнями в 30-е годы прошлого столетия.
Здесь импульс возникает за счёт мощного разряда, выдаваемого конденсаторной батареей. При этом максимальное значение тока может превышать отметку в 100 тыс. ампер. Импульсные агрегаты позволяют точно дозировать электроэнергию, нужную для скачка напряжения. Большой диапазон выдаваемой силы тока позволяет настроить аппарат под максимально подходящие для сварочного процесса значения.
Область применения ограничивается сечением свариваемых изделий. При этом толщина одной из деталей не должна превышать возможности аппарата, а другая, привариваемая к ней, может иметь любую толщину. Поэтому на заре появления конденсаторного метода его использовали для соединения листового металла и приваривания к нему различного крепежа. Сейчас конденсаторная импульсная сварка широко применяется в производстве электроники и в приборостроении, там, где важна максимальная точность. Метод идеально подходит для сварки нержавейки и алюминия.
Магнитно-импульсный способ
Оборудование для сварки магнитно-импульсным способом работает на принципе преобразования электрической энергии в механическую. При этом возникает магнитное поле, соединяющее детали под действием высокого давления. Большая сила сжатия и температура создают сварочный шов. В основе процесса лежат электромеханические свойства вихревого тока.
Процесс происходит так: первая деталь закрепляется неподвижно, а вторую перемещает электромагнитное поле, которое генерируется сварочным аппаратом. Когда заготовки сближаются, возникает скрепляющая их сварочная дуга.
Магнитно-импульсный способ широко применяются машиностроительными производствами. Он позволяет сваривать трубчатые детали друг с другом или с плоскими поверхностями, а также соединять листовой металл по контурам. В быту или на малых предприятиях магнитно-импульсная сварка применяется крайне редко. Процесс настройки и технология сложны, а оборудование быстро изнашивается.
Инерционная импульсная сварка
Генератор такого сварочного устройства имеет мощный маховик, который раскручивается электродвигателем. В процессе раскручивания накапливается необходимое значение кинетической энергии. В момент снижения скорости вращения, возникает инерционный резонанс и трансформируется в импульс сварочного тока. В качестве сварочного аппарата служит импульсный инвертор.
Технология импульсной сварки
Для импульсной сварки используются аппараты инверторного типа. Чтобы расплавленный металл не контактировал с воздухом, в область сварочной ванны подаётся защитный газ. Благодаря этому металл не вступает в реакцию с кислородом и не окисляется.
Суть импульсно-дуговой сварки заключается в контролируемом переносе металла с присадочной проволоки или плавкого электрода на стык свариваемых поверхностей. Процесс протекает циклично:
Сила тока резко увеличивается. Основной материал плавится, образуя точечную сварочную ванну.
Происходит уменьшение силы тока. Металл остывает, начинает затвердевать от краёв к центру шва.
Происходит повторение цикла.
Шов получается ровным и качественным. Его не приходится зачищать от окислов и застывших брызг. Каждый импульс переносит в сварочную ванну только одну каплю присадочного материала. При этом его параметры легко менять. Частота тока может варьироваться от 0,5 до 300 Герц.
Алгоритм импульсной сварки
Некоторые современные инверторы имеют синергетический (импульсный) режим работы. В процессе сварки сила и напряжение тока с заданным ритмом меняются от нижнего значения к верхнему. Для настройки импульсной частоты доступен диапазон от 0,5 до 300 Гц. С её увеличением сужается дуга и уменьшается размер зёрен, шов получается более узким, увеличивается глубина проварки. Снижение частоты позволяет лучше контролировать процесс.
Синергетический режим даёт шов, образованный соединёнными внахлёстку точками. Сварочная ванна получается меньшего размера, чем в случае с постоянным током, но её глубины хватает для обеспечения хорошего провара. Максимальный эффект достигается при достаточной разнице температур между импульсом и фоновым током.
Настройка алгоритма происходит изменением величин тока импульса и паузы и их продолжительности. Фоновый ток выбирается меньшего значения, чем минимально рекомендованный для плавки свариваемого металла. Во время паузы между вспышками сварочная ванна должна успеть остыть и кристаллизоваться. А величина тока импульса должна обеспечивать оптимальное плавление. При этом следует учитывать свойства свариваемого материала.
Преимущества
Плюсов у импульсно-дугового метода много:
Качественный плотно сформированный сварочный шов, который не приходится впоследствии зачищать.
Варить можно любой металл, включая алюминий и нержавеющую сталь. Более того, таким способом можно соединять между собой разные по химическому составу сплавы.
Для работы потребуется минимальное количество дополнительного оборудования.
Дугу и форму сварочной ванны легко контролировать. Этому способствует и то, что рабочую зону не заволакивает дымом.
Металл капает на шов направленно, нет разбрызгивания, экономится присадочный материал.
Тепловложение значительно ниже, чем при обычной сварке. Детали не деформируются под действием высокой температуры. Можно работать даже с тонкой листовой сталью без риска её прожечь.
От сварщика не требуется высокая квалификация, красивый «чешуйчатый» шов может получиться даже у новичка.
Недостатки
Считается, что метод импульсной сварки узкоспециализирован. В режиме ТИГ производительность не так высока, как хотелось бы, а при МИГ-сварке предъявляются высокие требования к защитным газам. К тому же необходимое дополнительное оборудование делает покупку более затратной.
Преобразователь энергии в импульсном режиме склонен к перегреву. Поэтому во время активной работы стоит задуматься о дополнительном охлаждении. Этот же факт исключает возможность непрерывной работы с большими объёмами.
Консервативные сварщики критикуют импульсный метод за то, что параметры сварочной ванны задаются настройками на аппарате, нет возможности полноценно чувствовать процесс. Хотя это дело индивидуальной привычки.
Ещё одной причиной недовольства может стать необходимость подбора режимов под каждый конкретный случай. Но современные сварочные аппараты могут быть оснащены множеством готовых программ, подходящих для разных задач.
Сфера применения
Импульсная аргонодуговая сварка незаменима в тех случаях, когда приходится вести шов вертикально или в перевёрнутом (потолочном) состоянии, когда мешает сила притяжения. Дома или в небольших мастерских бывает, что свариваемые металлы не блещут качеством, если добавить в процесс импульсы – работать станет проще.
Изначально импульсная сварка в среде аргона создавалась для работы с нержавеющей сталью и с этой задачей она справляется как нельзя лучше. Этим же способом можно успешно варить алюминий. Но особенно ценно то, что импульсно-дуговой метод позволяет соединять между собой разные виды цветных металлов и стали с отличающимся химическим составом. Толщина материалов, с которыми можно работать, составляет от 0,5 до 50 мм.
Аппараты для импульсной сварки
В интернете много информации о том, как своими руками собрать аппарат для сварки импульсным током. Обладая соответствующими знаниями, сделать это не сложно. Но функционал и возможности такой техники будут посредственными. Цена запчастей и затраченное время вряд ли оправдаются в полной мере.
Гораздо выгодней купить универсальный сварочный инвертор, позволяющий работать как с постоянным током, так и с импульсным. К таким агрегатам относится установка аргонодуговой сварки КЕДР MULTITIG-2000P DC. Его функционал позволяет решать даже сложные задачи. Это универсальный аппарат, подходящий для сварки всех типов материалов – от легированной стали до алюминия, нержавейки, никеля и титана. При этом компактный размер позволяет использовать его в труднодоступных местах и на высоте.

Режим импульсного тока: нюансы настройки сварочного аппарата
Рассмотрим выбор режимов на примере вышеупомянутого аппарата аргонодуговой сварки КЕДР MultiTIG-2000P DC. Аппарат имеет широкий выбор настроек, подходящих как для новичка, так и для профессионала. Настройка выполняется регулятором, расположенным на панели управления. Режим импульсной TIG-сварки позволяет менять параметры пикового и базового тока, баланса и частоты импульса.
Настройкой импульсного и фонового тока задают амплитуду колебаний напряжения в процессе аргоновой ТИГ-сварки в пределах от 5 до 200 Ампер. Это позволяет контролировать тепловложение и глубину проплавления.
Баланс импульса – это соотношение длительности импульсного и базового тока. Он также влияет на величину тепловложения в основной металл. Регулируется в пределах от 5 до 95 %.
Частота импульса напрямую влияет на скорость работы и глубину проплавления. Пределы регулировки от 0,5 до 200 Гц.
Стоит ли осваивать метод импульсной сварки? Если вы используете сварочный аппарат для бытовых нужд пару раз в год, то возможно в этом нет нужды. Во всех остальных случаях — однозначно да. Сегодня это один из самых перспективных методов. Импульсную сварку всё чаще используют в мастерских, автосервисах и на небольших производствах. При работе с тонкостенными металлами, а так же там, где необходимо накладывать вертикальные и потолочные швы — это самый оптимальный выбор.
Импульсная ТИГ сварка как настраивать параметры?
 пн-пт:
пн-пт:
8.30-21.00
сб-вс:
10.00-19.00
+375 (29) 115-16-13
+375 (29) 259-16-13
- Магазин
- О Компании
- Как купить
- Доставка
- Контакты
- Отзывы о нас
Спасибо!
Наши менеджеры свяжутся с вами в ближайшее время.
Спасибо!
Наши менеджеры свяжутся с вами в ближайшее время.
Каталог
- Электроинструмент
- Аккумулятроные шуруповерты
- Лобзиковые пилы
- Промышленные фены
- Дрели сетевые
- Дисковые пилы
- Клеевые пистолеты
- Перфораторы
- Торцовочные пилы
- Степлеры
- Отбойные молотки
- Настольные пилы и верстаки
- Бороздоделы
- Болгарки (УШМ)
- Рубанки
- Импульсные гайковерты
- Граверы
- Фрезеры
- Ножницы по металлу
- Точила
- Виброшлифмашины и резаки
- Техника алмазного сверления
- Сверлильные станки
- Эксцентриковые шлифмашины
- Системы тонкого распыления
- Аккумуляторы
- Ленточные шлифмашины
- Пылесосы
- Наборы и принадлежности
- Полировальные машины
- Всё для сада
- Электро- и бензопилы
- Садовый инструмент FISKARS
- Тракторы Husqvarna
- Газонокосилки
- Культиваторы, мотоблоки
- Триммеры, бензокосы
- Воздуходувки
- Навесное оборудование
- Кусторезы, садовые ножницы
- Бытовые насосы
- Снегоуборщики
- Мойки высокого давления
- Парники и теплицы
- Измельчители
- Аэраторы
- Климматическая техника
- Газовые тепловые пушки
- Электрические тепловые пушки
- Дизельные тепловые пушки
- Водонагреватели
- Стационарные тепловые пушки
- Строительное оборудование
- Компрессоры
- Бетономешалки
- Генераторы (электростанции)
- Мотопомпы
- Пуско-зарядные устройства
- Сварочное оборудование
- Инверторы сварочные MMA
- Полуавтоматы MIG/MAG
- Сварочные маски
- Полуавтоматы 2 в 1 (MMA+ MIG/MAG)
- Аргонная сварка TIG
- Электроды, проволока, горелки
- Автоклавы
- Автоклавы
- Товары для хозяйства
- Инкубаторы
- Зернодробилки
- Кормоизмельчители
- Газовые баллоны
- Авто товары
- Термокружки
Форма обратной связи
Корзина
Контакты
029 115-16-13
029 259 -16-13
Аргонная сварка TIG
- Все сварочные аппараты TIG
- Описание и настройка TIG (AC/DC)
Краткое описание переключателей и регуляторов
на аппаратах аргонодуговой сварки ( TIG / MMA ) Mitech AC/DC
Переключатели режимов сварки:
Включение импульсного режима сварки
Переключатель в нижнем положении – импульсный режим выключен.
Переключатель в верхнем положении – импульсный режим включен.
Рекомендация: импульсный режим может использоваться как при сварке постоянным (DC), так и переменным (AC) током.
Переключатель режима сварки AC/DC
AC – сварка переменным током. Используется для сварки алюминия и его сплавов.
DC – сварка постоянным током. Применяется для сварки нержавеющей стали, цветных металлов, титана, меди и т.д.
Переключатель метода сварки TIG/MMA
TIG – сварка неплавящемся вольфрамовым электродом в среде защитного газа.
MMA – ручная дуговая сварка штучным электродом с покрытием. Сила сварочного тока настраивается с помощью регулятора BaseCurrent.
Рекомендация: сварку методом MMA производить постоянным током (DC), импульсный режим должен быть выключен.
Регуляторы верхний ряд:
PreFlow (Предварительная продувка защитным газом)
Используется для настройки длительности подачи защитного газа (аргона) перед зажиганием дуги. Позволяет вытеснить воздух из горелки и создать защитную среду в месте сварки до зажигания дуги.
Рекомендация: устанавливать на максимальное значение.
BaseCurrent (Основной “базовый” ток)
Если импульсный режим выключен: Используется для настройки высоты сварочного тока.
Если импульсный режим включен: Используется для настройки высоты “базового” тока, охлаждающего сварочную ванну.
PeakCurrent (Импульсный “пиковый” ток)
Если импульсный режим выключен: Данный регулятор не используется.
Если импульсный режим включен: Используется для настройки высоты импульсного “пикового” тока, разогревающего сварочную ванну.
Down Slope(Спад “угасание” дуги)
Используется для настройки длительности плавного снижения сварочного тока, “угасания дуги”, в конце сварки. Помогает избежать образования “кратера” и деформаций в конце сварочного шва.
Рекомендация: Функция плавного снижения сварочного тока может так же применяться для более точного управления тепловложением во время сварочного процесса, с использованием так называемого “ручного импульса” (отпустил — нажал — отпустил — нажал) – с помощью увеличения или уменьшения длительности промежутка времени между нажатиями на кнопку горелки во время снижения силы сварочного тока.
Регуляторы нижний ряд:
PulseWidth (Длительность “ширина” импульсного тока)
Если импульсный режим выключен: Данный регулятор не используется.
Если импульсный режим включен: Используется для регулировки пропорции (соотношения) длительности “пикового” и “базового” тока
PulseFreq (Частота импульса)
Если импульсный режим выключен: Данный регулятор не используется.
Если импульсный режим включен: Используется для настройки частоты импульса.
Низкая частота пульсации облегчает управление сварочной ванной и улучшает контроль за тепловложением – удобна при сварке тонколистового металла или при выполнении вертикальных швов.
Высокая частота пульсации фокусирует и стабилизирует дугу, уменьшает ширину сварочного шва и увеличивает глубину провара.
PostGas(Продувка защитным газом после сварки)
Используется для настройки длительности подачи защитного газа (аргона) после затухания дуги. Такая продувка необходима для защиты и охлаждения остывающего сварочного шва и вольфрамового электрода.
Рекомендация: устанавливать на максимальное значение.
ClearWidth (Регулировка длительности положительной полуволны переменного тока “баланс полярности”)
Используется только в режиме ACсварки (сварка переменным током). Управляет очистительным действием дуги за счет регулировки пропорции (соотношения) длительности “положительных” и “отрицательных” полуволн переменного тока. Настройка баланса полуволн должна выполняться в зависимости от степени окисления и толщины оксидной пленки свариваемого металла.
20-50% – дуга с небольшим очищающим действием, глубокое проплавление, малая тепловая нагрузка на вольфрамовый электрод, более узкий шов.
50-80% – дуга с увеличенным очищающим действием, неглубокое проплавление, большая тепловая нагрузка на вольфрамовый электрод, более широкий шов.
Рекомендация: устанавливать на значение 35-40%.
TIG сварка на переменном токе в импульсном режиме (TIG АC pulse)
6.8.1) Кнопкой выбора режима сварки в зоне (3) установите режим TIG АС.

Кнопкой выбора режима работы TIG-горелки в зоне (4) установите режим 2Т или 4Т.

tc – время катодного тока; tp – период пульсации переменного тока; Тр – время максимального тока импульса; Т – период импульса
Сварка в данном режиме очень напоминает аргонодуговую сварку переменным током, с тем лишь исключением, что при импульсной сварке на переменном токе значение сварочного тока меняется вместе с пульсом, а максимальный ток импульса и базовый ток импульса образуются, поскольку сварочный ток контролируется низкочастотным импульсом. Установленное значение максимального тока импульса и базового тока импульса являются средними значениями максимального тока и базового тока низкочастотного импульса. Выбор и установка параметров аналогична аргонодуговой сварке на переменном токе (TIG AC). Частота и скважность пульса устанавливаются аналогично импульсной сварке на постоянном токе (TIG pulse DC). Значение частоты импульса (1/Т) несколько ниже и устанавливается в промежутке от 0,5 Гц до 5 Гц. Значение скважности (Тр/Т) устанавливается в промежутке от 10% до 90%.
TIG сварка в режиме коротких швов
Кнопкой выбора режима работы горелки в зоне (4) установите режим точечной сварки (31)

Нажатием кнопки управления в зоне настройки параметров сварочного цикла выберите параметр «время сварки при точечной сварке (TIG)» (35). Установите значение этого параметра в процессе сварки, вращая рукоятку задания параметров.
Для подачи газа и высокочастотного поджига дуги нажмите кнопку на горелке. Для возбуждения дуги поднесите горелку к заготовке, так чтобы вольфрамовый электрод не касался заготовки, а находился на расстоянии 2-4 мм от неё. После запуска пилотной дуги аппарат работает в нормальном режиме на установленной силе тока вплоть до окончания установленного времени сварки коротким швом. В режиме сварки «прихватками» нет времени нарастания и спада тока дуги.
При выборе этого режима возможна сварка короткими швами или «электрозаклёпками». Данный вид сварки можно осуществлять как в режимах TIG DC, TIG DC pulse, TIG AC, TIG AC pulse см. диаграммы ниже:

Подключение специальной горелки-пистолета для точечной сварки (электрозаклёпки) делает работу в данном режиме ещё более комфортной и эффективной: сопла различной формы помещаются непосредственно на свариваемую поверхность и устанавливают фиксированное расстояние между горелкой и деталью, т.е. фиксированную длину дуги. Сварщик, надавливая на сопло, прижимает 2 свариваемые детали друг к другу, что способствует их лучшей свариваемости. Сопла имеют специальную форму для сварки встык, сварки угловых соединений и сварки «в лодочку». При данном виде сварки дуга проваривает верхнюю заготовку и аккуратно приплавляет её к нижней заготовке. Практически не требуется дополнительной обработки места сварки.




Данный вид сварки используется при прихватке и соединении стальных листов и хромоникелевых сплавов толщиной до 2,5 мм.
Режимы работы горелки
Режимом работы горелки называется устанавливаемый цикл включения работы – выключения горелки. Применение этих режимов позволяет использовать при сварке устройства дистанционного управления параметрами сварки. В этом аппарате реализованы режимы 2-х тактной (2Т) и 4-х тактной (4Т) работы горелки и режим коротких швов. Они устанавливаются кнопкой выбора (28) в зоне (3) на панели управления
| Режим 2Т. |  |
| 1 . При нажатии кнопки на горелке включается подача тока и газа. 2. При опускании кнопки горелка выключается. 3. Если снова нажать кнопку горелки до отключения дуги, подача тока и газа возобновляется |  |
| Режим 4Т: |  |
| 1. При нажатии кнопки горелки включается подача тока и газа. 2. После отпускания кнопки горелка продолжает работать. 3. При повторном нажатии кнопки ток снижается до величины тока пилотной дуги. 4. При отпускании кнопки горелка выключается. |  |
| Режим 1Т/короткий шов: |  |
| 1. При нажатии кнопки на горелке включается подача тока и газа и возбуждается дуга до установленной величины. 2. При окончании времени сварки коротким швом, установленным заранее дуга постепенно угасает Внимание, значение времени сварки коротким швом устанавливается, как 1/10 от значения времени нарастания тока дуги |  |
Все графики и кривые приведены для работы в режиме TIG-сварки на постоянном токе без пульсации.
Рекомендуемые настройки
Настройки аппарата для TIG-сварки листов из нержавеющей стали (ориентировочно).
Настройки аппарата для импульсной сварки листов из нержавеющей стали

