Как отжечь латунь в домашних условиях?
Отжиг меди и латуни
«Достаточно точно температуру можно определить с помощью небольшого (со спичечную головку) кусочка медной фольги, который кладут на поверхность разогреваемой детали. При температуре 400 ?С над фольгой появляется зеленоватое пламя.
Закалка предварительно разогретой детали из меди происходит при медленном остывании на воздухе. Для отжига разогретую деталь быстро охлаждают в воде. При отжиге медь нагревают до красного каления (600?С), при закалке — до 400?С, определяя температуру также с помощью кусочка медной фольги.
Для того чтобы латунь стала мягкой, легко гнулась, ковалась и хорошо вытягивалась, ее отжигают путем нагрева до 500 ?С и медленного охлаждения на воздухе при комнатной температуре».
Интересно, что отжиг меди и латуни происходит противоположно — там при быстром охлаждении, там при медленном.
При формовке гильз рекомендуется отжигать после 2 операций.
После каких 2 операций?
Операций формовки гильз. Например переобжима на другой размер — делается прогоном через матрицы.
formiroval 7.65 argentinskii mauser iz 30-06 i iz .270.pri ispolzovanii winchesterovskix gilz obichnoi smazki bilo dopstatochno.pri syrplase nagrval plechiki 30-06 go gazovoi gopelkoi do krasnoti i progomial cherez rcbs matrizy
А, откуда взята информация? Стиль написания не похож на техническую литературу, ближе к домохозяечно-бытовому
Производители пуль рекомендуют:
Взять газопенобтонный кирпичь насверлить в нем отверстий под твой калибр, глубиной на одну треть изделия, вставилть в отверстия доннышком вверх заготовку, и газовой горелкой или феном нагреть изделие до легкого свечиния и сбросить изделие в воду или остужать до комнатной температуры в кондукторе (кирпиче).
А если просто напихать гильзы в держатель, поставить держатель в ванночку с водой, которой должно быть налито пониже ската, и выступающие дульца горелкой погреть ?
Гильзы естественно без капсюлей, чтобы вода внутрь затекла.
Дульце отожжется, а остальное останется нетронутым
И кирпичей сверлить не надо
Пара будет, как в бане .
Попробуй. Нам раскажешь.
Нечем. Нет горелки. А феном не разогреть.
Пробовал на обычной газовой конфорке. Обмотал мокрой тряпкой, и в огонь. Вроде нормально. Только огонь слабый.
Пара быть не должно. Вот если бы нагрел и опустил, то да, парилочку получил бы.
Но ведь в этом случае нагрелось бы все, а не одно дульце.
Когда говоришь «должно» — постучи по дереву (народная поговорка племени майя) .
Machete
Когда говоришь «должно» — постучи по дереву (народная поговорка племени майя) .
Тогда скажем так — не было, когда в мокрой тряпке держал на газу.
Если по-хорошему отжигать, то надо чтобы гильза вращалась вокруг оси. Иначе нагревается бок, а остальное осталось непрогретым. Видно по следу побежалости.
Мне что-то вариант Геннадия Михайлыча больше нравится. Хотя наш интерес сугубо гастрономический — пока.
Нравится сверлить дырки в кирпичах?
Не знаю что из себя представляет тот кирпич, но металл нужно охлаждать, кроме места нагрева.
Сергей, а по технологии, ты отпиши производителю пуль.
А кирпичик то тот ножичком режется.
Водой гильзу при одновременном нагреве дульца не шибко-то и охладишь — она ж латунная, теплопроводность зашибись.
Machete
Водой гильзу при одновременном нагреве дульца не шибко-то и охладишь — она ж латунная, теплопроводность зашибись.
Затра не получится попробовать (беготня по делам), потом испытаю латунь в воде.
Хотя металл и теплопроводен, но он не может разогреться ниже уровня воды. Нас ведь интересует только отожженое дульце.
Хотя металл и теплопроводен, но он не может разогреться ниже уровня воды.
Не совсем прохавал. Что имеется в виду ?
Если гильза запихана в что-то пористое, то будет слабый теплоотвод. И нагревая дульце одновременно будет нагреваться остальное. До половины гильза точно должна прогреться и почернеть, а то и больше прогреет.
Вода отбирает тепло, и прогреется больше та часть, что дальше от воды.
В прошлый раз завернул гильзу в тряпку и намочил ее, чтобы вода стекала. Потом в огонь сунул. Мокрая тряпка не позволила раскалиться телу гильзы. Разогрелось дульце и скат.
В следущий раз попробую нагрев торчащей из воды гильзы. О результате напишу. Сейчас нет под рукой газовой горелки
Так это проточная вода нужна, по типу охлаждения змеевика в самогонном аппарате, иначе кина не будет.
Вообщем, проверил версию.
В принципе работает. Но мощи газового паяльника не хватает на разогрев, так как вода забирает тепло. Зато гильза не отжигается ниже воды. Никакого шипения или бурления нет. Не та температура, чтобы моментально прогреть всю воду.
Попробовал без воды, пустую. Разогрело быстро, но за счет передачи тепла половина гильзы успела прогреться.
Если вид не напрягает, что ниже ската, то и без воды пойдет. Но крутить все же необходимо. Иначе с одной стороны пятно выжигает, а с другой нагрев слабее
А, откуда взята информация? Стиль написания не похож на техническую литературу, ближе к домохозяечно-бытовому
Вам шашечки или ехать?
Техническая литература описывает, как делать в заводских или лабораторных условиях, они у Вас имеются?
Вам шашечки или ехать?
Техническая литература описывает, как делать в заводских или лабораторных условиях, они у Вас имеются?
С одной стороны Вы правы. Но со времен обучения помня, что термообработка не самая простая вещь, я бы непременно посоветовался с термистом или глянул в соответствующий справочник. Ведь, если с медью все может быть более менее однозначно, то латунь-то бывает весьма разная по химсоставу и, соответственно, пригодностью к термообработке.
Например температура отжига для латуни:
Латунь Л96: 540 — 600 градусов;
Латунь Л90 — Л62: 600 — 700 градусов;
Раз уж здесь собрались люди считающие каждую порошинку, то все должно быть точно
глухарь
Производители пуль рекомендуют:
Взять газопенобтонный кирпичь насверлить в нем отверстий под твой калибр, глубиной на одну треть изделия, вставилть в отверстия доннышком вверх заготовку, и газовой горелкой или феном нагреть изделие до легкого свечиния и сбросить изделие в воду или остужать до комнатной температуры в кондукторе (кирпиче).
Имеется ввиду обычный строительный кирпич или что-то специальное типа шамота?
Да на каждой строительной ярмарке продают
газопенобтонный кирпичь купил блок и напилил себе каких угодно кирпичей.
Для отжига пользую газовую горнелку.
Тож продают, заправляется из балончиков для зажигалок.
С одной стороны Вы правы. Но со времен обучения помня, что термообработка не самая простая вещь, я бы непременно посоветовался с термистом или глянул в соответствующий справочник. Ведь, если с медью все может быть более менее однозначно, то латунь-то бывает весьма разная по химсоставу и, соответственно, пригодностью к термообработке.
Например температура отжига для латуни:
Латунь Л96: 540 — 600 градусов;
Латунь Л90 — Л62: 600 — 700 градусов;
Раз уж здесь собрались люди считающие каждую порошинку, то все должно быть точно
Дык, в Л96 меди 95-97% потому и по цвету медная. В Л63 62-65%
ингридиенты: нагановские револьверные гильзы
инструменты: плоскогубцы, тряпка, газовая горелка на плитке
тряпку мочим и отжимаем, заворачиваем ручки плоскогубцев, плоскогубцами берем гильзу за ж..пу и под углом 45 греем в пламени ( лучще в сумерках — чтобы видно было свечение металла) греем горлышко до тускло красности, после чего откладываем гильзу в сторону чтобы остыла. При нагреве массивные плоскогубцы отводят тепло от основания гильзы — что четко видно по тому как металл прогревается
на выходе получаются качественные гильзы, которые не трескаются при неоднократном перезаряде и завальцовке/развальцовке наганной
Как отжечь латунь в домашних условиях?
Как расплавить латунь в домашних условиях

Латунь — широкоизвестный металл, использующийся во многих промышленных сферах жизни благодаря своим техническим и технологическим характеристикам и свойствам. Однако зачастую люди задаются вопросом: «как расплавить латунь в домашних условиях?». В данной статье мы постараемся дать максимально расширенный ответ на данный вопрос и раскрыть все тонкости плавки латуни в домашних условиях.
Латунь признана одним из самых востребованных в народном хозяйстве и промышленности материалом, благодаря своим высокими показателям текучести, пластичности, деформируемости и лояльности к обработке многими способами. По своему составу латунь является сплавом меди и цинка. Характерное процентное соотношение составляет до 70% меди и около 30% цинка. меди практически всегда составляет основную часть сплава, в то время, как количественная составляющая цинка может варьировать от 20 до 45%.
Именно процентное содержание цинка придает сплаву цветовую гамму (от золотистой до зеленой) и способно изменить степень пластичности и твердости. В некоторых случаях к основным составляющим примешиваются добавки, придающие дополнительные свойства сплаву.
Основные типы латуни
На основании вышеперечисленного, латунь принято делить на два основных типа.
Двухкомпонентная
Ключевую лигирующую роль в сплаве играет цинк. Маркировка латуни в таких сплавах включает буквенное и цифровое, указывающее на процентное содержание меди обозначения: например, Л63.
Многокомпонентная латунь
Кроме основных составляющих, в таком сплаве присутствуют дополнительные добавки, призванные изменить цветовую гамму, или некоторые свойства материала. Чаще всего в качестве таких дополнений используют свинец, никель, алюминий, олово и марганец. В этом случае маркировка дополняется еще одним буквенно-цифровым обозначением, определяющим входящий в структуру компонент-усилитель и процент его содержания соответственно:ЛО63-3. Где Л-латунь, 63-ее процентное содержание, О-олово, 3- процент оловянного компонента. Оставшиеся 34% в этом случае приходятся на содержание цинка.
Способы обработки латуни
Способы обработки делят сплавы латуни на:
Деформируемые (проволока, листовые образцы, прут, труба);
Литейные (арматура, подшипниковые заготовки, приборные аппараты);
Свойства латуни
Отвечая на вопрос, как расплавить латунь в домашних условиях, следует изучить свойства латуни:
- Высокая степень пластичности. Данный параметр позволяет обрабатывать латунь как штамповочным, так и методом точения;
- Высочайшая степень устойчивости к коррозийным разрушениям позволяет использовать изделия из латуни даже при прямом контакте с водой и при повышенных показателях влажности;
- Высокие антифрикционные свойства латуни делают ее пригодной в использовании при достаточно высоких показателях трения;
- Хорошая свариваемость допускает использование при получении сочетанных материалов;
- Сплав допускает возможность нанесения различных типов покрытий, в том числе и декорирующих;
- Высокие показатели эстетичности допускают использование в изготовлении предметов декора и украшений. Двухкомпонентные латуни имеющие в своем составе до 97 процентов меди, называют красными. Второе их название «томпак». Латунь с процентным содержанием меди не превышающим 35, называют желтой. Подобные цветовые вариации делают латунь весьма привлекательной с эстетической точки зрения;
- Высокая степень текучести при воздействии высоких температур позволяет использовать латунь при производстве контурно сложных изделий;
- Сплавы латуни хорошо поддаются воздействию давлением вне зависимости от температурного режима;
- Высокая теплопроводность, зависящая от процентного содержания меди;
- Сплав относится к не магнитящимся.
Влияние других металлов на латунь
Действие, оказываемое лигирующими добавками, следующее:
Значительно повышает антикоррозийные свойства. олова делает сплав невосприимчивым к воздействию морской водой и пригодным к использованию в кораблестроении.
Марганец способствует повышению показателей невосприимчивости к механическим нагрузкам, а также оказываемому на латунь воздействию негативными условиями и прочности на разрыв.
Нейтрализирует окислительные процессы и улучшает сопротивление к агрессивно-щелочным средам и соленой воде. Никель придает металлу специфический оттенок «белой латуни».
Улучшает антифрикционные показатели и свариваемость. При этом понижается стоимость сплава и показатели твердости.
Снижает прочность, пластичность и упругость сплава. При этом, обработка на станках автоматических значительно облегчается.
Обеспечивает образование защитного покрытия, которое затормаживает развитие всяческих окислительных процессов.
Отдельно стоит акцентировать внимание на условия расплавления латуни. Неверно созданные условия могут спровоцировать утрату свойств сплава и значительно усложнить ход процесса.
Что нужно знать перед плавлением латуни
Температурные показатели плавления латуни составляют 880-950 градусов. Показатели могут меняться соответственно химическим составляющим сплава. Стоит учитывать, что температурная кривая плавления латуни может не совпадать с температурными показателями литья. Ярким примером являются свинцовые латуни. В данном случае температура плавления и литья варьирует в разнице 145-185 градусов. Ярким примером является сплав ЛС 59-1, когда температура плавления составляет 885 градусов, а показатели литья 1030-1080 градусов. Причем подобное расхождение касается именно многокомпонентных сплавов, у двухкомпонентных эти показатели совпадают.
Свойства ЛС59-1
Механические свойства отличаются для разных полуфабрикатов из-за метода производства латуни ЛС59-1.
Механические свойства ЛС59-1 при Т=20oС
| Сортамент | sв — Предел кратковременной прочности | d5 — Относительное удлинение при разрыве |
| МПа | % | |
| Трубы прессованные, ГОСТ 494-90 | 390 | |
| Пруток прессованный, ГОСТ 2060-2006 | 360 | 22 |
| Пруток твердый, ГОСТ 31366-2008 | 490 | 7 |
| Пруток мягкий, ГОСТ 31366-2008 | 330 | 25 |
| Проволока мягкая, ГОСТ 1066-90 | 340 | 25-30 |
| Проволока твердая, ГОСТ 1066-90 | 440-640 | 1-8 |
| Полоса холоднокатаная твердая, ГОСТ 931-90 | 460-610 | 5 |
| Полоса холоднокатаная мягкая, ГОСТ 931-90 | 340-470 | 25 |
| Полоса горячекатаная, ГОСТ 931-90 | 360-490 | 18 |
Реально пруток латунный ЛС59-1 производится полутвердым по автоматному ГОСТу. Проволока латунная ЛС59-1 производится как твердая, так и мягкая, её — в отличии от прутков часто можно заменить на латунь Л63.
Мех свойства латунных прутков ЛС59-1
| Способ изготовления | Состояние поставки прутков | Диаметр, № ключа или сторона квадрата, мм | Временное сопротивление σв, Мпа (кгс/мм2) | Относительное удлинение после разрыва % δ5 | Относительное удлинение после разрыва % δ10 | Твердость НВ — по Бринеллю | Твердость HV — по Виккерсу |
| прутки мягкие | От 3 до 50 мм | 330 (34) | 25 | 22 | 80 | 80 | |
| Полутвердые | От 3 до 12 мм | 410 (42) | 10 | 8 | 100 | 121 | |
| Тянутые | Полутвердые | От 13 до 20 мм | 390 (40) | 15 | 12 | 100 | 121 |
| Полутвердые | От 21 до 40 мм | 390 (40) | 18 | 15 | 100 | 121 | |
| Твердые прутки | От 3 до 12 мм | 490 (50) | 7 | 5 | 130 | 171 | |
| Прессованные | От 10 до 50 мм | 360 (37) | 22 | 18 | — | 80 | |
| прессованные | От 55 до 180 мм | 360 (37) | 22 | 18 | — | 70 |
Литейные и технологические св-ва ЛС59-1
| Температура плавления ЛС59-1 | 900 °C |
| Температура горячей обработки ЛС59-1 | 780 — 820 °C |
| Температура отжига ЛС59-1 | 600 — 650 °C |
Как отжечь латунь в домашних условиях?

Вопрос знатокам: Что-то слышал про то, что закаливается также и сама по себе, через какое-то время. Хотелось бы и про этот аспект тоже узнать.
С уважением, z-z-z88
Лучшие ответы
Латунь, медь, алюминий нагревают до красного цвета и быстро охлаждают в воде. Происходит ОТПУСК. Для закаливания, придании жёсткости (твёрдости) после нагрева надо медленно (можно в песке) охладить.
латунь не калят. есть такое понятие отжиг—нагрев и медленное охлаждение для мягкости
-ответ
Это видео поможет разобраться
Ответы знатоков
Латунь. Сплав меди с цинком называют латунью. Различают двухкомпонентные (простые) латуни, состоящие только из меди, цинка и некоторых примесей, и многокомпонентные (специальные) латуни, в которые вводят еще один или несколько легирующих элементов (свинец, кремний, олово) для придания сплаву тех или иных свойств. Двухкомпонентныелатуни в зависимости от способа обработки подразделяют на деформируемые и литейные. деформируемые двухкомпонентные латуни (Л96, Л90, Л80, Л63 и др.
) обладают высокой пластичностью и хорошо обрабатываются давлением, их используют для изготовления листов, ленты, полос, труб, проволоки и прутков разного профиля. Литейные латуни применяют для отливки фасонных деталей. В процессе холодной обработки давлением двухкомпонентные латуни, как и медь, получают наклеп, вследствие которого возрастает прочность и падает пластичность. Поэтому такие латуни подвергают термической обработке — рекристаллизационному отжигу по режиму: нагрев до 450—650° С, со скоростью 180—200° С/ч, выдержка 1,5—2,0 ч и охлаждение на спокойном воздухе.
Применение
Благодаря высокой твёрдости, невысокой стоимости, отличной обрабатываемости на станках, коррозионной стойкости и антифрикционным свойствам, латунь ЛС59-1 успешно используется во всех видах производства. Из сплава массово выпускают различные заготовки. Из него производят: втулки, шестерни, поковки, колёса, трубы, крепежи. Это объясняется хорошей обрабатываемостью на станках. Также из сплава изготавливаются детали самих станков. Они не деформируются и не истираются во время эксплуатации.
Из латуни ЛС59-1 изготавливаются практически все виды проката: плита ЛС59-1, проволока ЛС59-1, круг ЛС59-1, лист ЛС59-1, пруток ЛС59-1.
Из сплава ЛС59-1 методом непрерывного литья делают дешевые трубные заготовки, стоимость которых значительно ниже прессованных. Также из сплава массово выпускают прессованные, полутвёрдые и твёрдые прутки. Нагартованные листы из ЛС59-1 являются одним из наиболее популярных видов проката из латуни. Они применяются в станкостроении. Также из сплава выпускаются листы в твёрдом, полутвёрдом и мягком состоянии. Из прутков, изготовленных из латуни ЛС59-1, при минимальных затратах производят различные мелкие и крупные детали, обладающие хорошими антифрикционными свойствами. Наибольшей популярностью пользуются прутки шестигранной и квадратной формы.
Расшифровка марки сплава ЛС59-1 и его характеристики

Расшифровывается марка ЛС59-1 следующим образом: ЛС — латунь свинцовая, в которой процентное соотношение меди составляет до 60%. Также сплав содержит железо, фосфор, сурьму, висмут. Латунный химический состав регламентируется ГОСТ 15527-2004. Соблюдение установленных стандартов позволяет производить качественный и прочный сплав ЛС59-1, имеющий следующие технические характеристики:
- Электро- и теплопроводность;
- устойчивость к истиранию и коррозийным процессам;
- антифрикционные качества;
- возможность обработки материала на резательных станках;
- удельное электросопротивление.
Несмотря на стойкость к деформациям и отличные эксплуатационные качества, латунь ЛС59-1 является хрупким материалом. Повышенное давление на металлоизделие может стать причиной надломов в местах изгибов или надрезов. Именно поэтому данный сплав не рекомендуется использовать для несущих конструкций и изделий, которые будут подвергаться сильным нагрузкам.
Стоимость латунного проката не высокая, что позволяет использовать его для производства различных конструкций и запчастей.
Некоторые темы по термообработке меди, латуни и титана с Чипмейкера
ООО ВПО ПромМеталл http://bronza555.ru/
vpoprommetall@yandex.ru +7-903-798-09-70 (звоните!)
Складскую справку можно скачать здесь
Аналогичная тема по бронзе здесь
Таковая проблема. Работаем мы с листами меди М1, российскими. Толщина, если важно, 5-8мм. С ними проводится специфическая механическая обработка, сочетание резания и обработки давлением.
Сравнивали обработку на российской меди и на американской, последняя показала % на 25-30 лучшие результаты по, скажем так, степени деформации до разрушения. Американскую взяли с готового изделия.
Замерили твёрдость-65HB против 90 у нашей. Ок, отожгли нашу (670, выдержка прим. 45мин, в воду)-твёрдость 47, отлично! Пробуем обрабатывать, ничего не поменялось. Значит, дело не в твёрдости.
Руководитель сказал, что по виду деформированной поверхности-зерно у нашей шибко больше (на американской деформированная поверхность намного более гладкая). Шлиф делать не пробовали.
Возникла собственно задача провести ТО нашей любимой М1 для получения мелкого зерна перед обработкой. Что подскажете, специалисты? Исходная, повторюсь-обычный катанный лист М1, 5-8мм, твёрдость порядка 90HB.
Для попробовать в наличии обычная муфельная печь до 1.200гр. Твёрдость, как показали эксперименты, нас не очень волнует-так что если после ТО на мелкое зерно она вдруг вырастет, это не сильно страшно.
Заказали скобы из проволоки ММ по гост 2112-79 диаметр 0.8, из старых старых запасов нашли проволоку, испытания показали что она соответствует МТ ( по механике предел прочности 90 кг/мм2, растяжение 2.6%) . Можно ли отжечь МТ до ММ, какие режимы? Режим отжига: нагрев до 500—700°, охлаждение с в печи сработает? Из тех. условий госта 2112-79 проволока должна изготавливаться ГОСТ 13842 , такой не нашел. Точную марку проволоки не знаем (может М2). И отжиг надо делать в вакууме? в дальнейшем будет пайка подозреваю.
- Отжигаю медь довольно часто. Отжиг 600град. остывает на воздухе. Всегда все ок
- Для меди достаточно 500 0 С 1 час (это если печь с воздушной атмосферой — чтобы избежать чрезмерного окисления; если атмосфера защитная. можно и 600-700 0 ), и охлаждать лучше не на воздухе, а в воде (если медь высокой чистоты — можно и на воздухе. если нет — лучше в воде).
Нужно раззенковать медную трубку- для машины. Нужный диаметр есть, но она старая- не б/у, просто долго лежала. Хочу отжечь. Обычно отжигал и давал спокойно остыть. Но мне сказали, что именно медь лучше опустить в воду- мол, железо так закаливается, а медь наоборот становится мягче.
- Вам надо развальцевать край трубки? Если да, то отжигайте самый краешек, после развальцовки металл упрочнится за счет нагартовки. Касательно трещин — сам отжиг с быстрым охлаждением в воде вроде как не дает напряжений, соотв., трещин и поведеностей. Вот при развальцовке надо быть аккуратным
- Самое интересное после нескольких изгибов трубки жесткость возвращается.
никто не сталкивался с проблемой как снизить твердость у ЛС59, чтобы она стала похожей к примеру на ЛС63. При какой температуре ее лучше отжечь?
Решил заняться пайкой твердыми припоями — латунь Л63. Столкнулся с такой проблемой. Паяю болт и гайку обычные метизные. и после нагрева и пайки. это примерно 1000 градусов. болт и а гайка становятся мягкими, отпускаются. Что можно с этим сделать?
При протяжке латунной полосы через несколько фильеров получается профиль, в сечении похожий на букву»Т». Габаритные размеры примерно 6х6 мм. Длина около 2 метров.
Как равномерно нагреть профиль, чтобы снять наклеп?
Отжигали латунь л63 в камерной печи при температуре 800 градусов 1 час.Из 4 прутков у 3 расплавилась середина а концы нормальные,Латунь не стала мягкой.По прутку появились трещины,чем это можно объяснить.Хотя до этого все было нормально
- Мы отжигали заготовки из латуни при температуре 650 и оставляли на час, латунь стала мягкой.
Более десяти лет занимаюсь изготовлением спортивных медалей, но есть вопросы с которыми постоянно сталкиваясь, окончательных ответов на них, так и не выяснил.. может кто поможет? вот один из них..
Для повышения пластичности, при прессовании латунную заготовку необходимо отжечь.. и тут начинается самое интересное..
На данный момент пользуюсь таким рецептом отжига латуни Л63 (экспериментальным путём выведенный):
Прогрев в печи до t=560 C, выдержка 1- 1,5 часа, остывание на воздухе (пробовал и в воду)..
При одинаковых параметрах (марка латуни, режим ТО) на выходе совершенно разный результат.
В одном случае все «чики-пуки».. латунь становится «мягкой», легко деформируется и имеет ровную зеркально-гладкую поверхность(соответствующую «зеркалу» штампа).
В другом варианте, вроде всё так-же.. «мягкая»(пластичная), только там, где должно быть «зеркало», появляется лёгкий, еле заметный «целлюлит-апельсиновая корка».. вроде мелочь, но жуть как не приятно
Может кто сталкивался с подобной задачей, в чём суть проблемы и как она решается?
Интересует — температура, время выдержки при нагреве и время (способ) остывания..
Недавно поднимал этот вопрос на фоуме Ганза.. получил совет сократить время выдержки в печи и охлаждение в воде… попробовал вроде работает, но является ли это 100% правильным не знаю?
Так-же есть ли возможность «вылечить» «зараженные целлюлитом»(не правильным ТО) латунные заготовки?
Чеканка
Рабочее место чеканщика и материалы
Рабочее место чеканщика — стол из металла или дерева. Столешницу изготавливают из толстых досок. Предпочтительнее деревянные конструкции, потому что при ударах они лучше поглощают звук. На рабочем столе необходимо предусмотреть место для инструмента. Постоянно хранить его на рабочем столе не следует, так как, вибрируя при работе, он будет издавать неприятный звук. Для этого лучше оборудовать отдельные шкафы и полки.
Обычно чеканщики при чеканке изделий с крупными рельефами пользуются столом другой конструкции, имеющим по периметру столешницы бортики, которые образуют ящик. В этот ящик засыпают песок. Высота бортиков стола зависит от высоты рельефа (рис. 103). Желательно иметь деревянную колоду (аналогичную, как для крепления наковальни), на которой крепят трещотки, а также используют ее для выполнения операций по высечке.
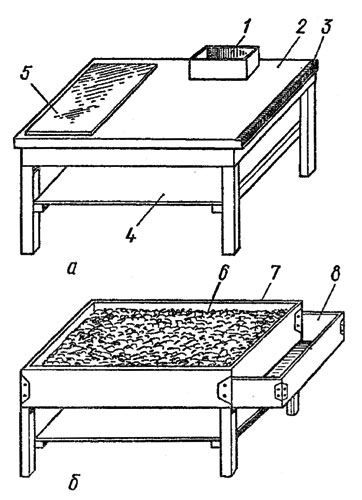
Рис. 103. Рабочее место чеканщика: а — верстак; б — ящик с песком: 1 — ящик для инструмента; 2 — столешница; 3 — стальной уголок; 4 — полка для мешков с песком; 5 — стальная плита; 6 — песок; 7 — борта ящика; 8 — место для инструмента
Непременным атрибутом любой мастерской являются тиски. Также необходимо иметь небольшие мешки из плотной ткани или кожи, заполненные песком, используемые как подкладка при чеканных работах.
Чеканка предполагает большое количество операций по пайке, сварке и отжигу металла, поэтому для выполнения их необходимо иметь газовую или бензиновую горелку.
При тонировке изделий в большом количестве применяются химикаты, в том числе и вредные для здоровья. Если нет возможности выполнять эти работы в специальном помещении с хорошей принудительной вентиляцией, то лучше проводить их на свежем воздухе. Для чеканки применяют листовой металл (обычно толщиной 0,4-1,5 мм), Имеющий хорошие пластические свойства.
Традиционным металлом для чеканки является красная медь, обладающая высокой стойкостью против коррозии. Высокая пластичность и вязкость чистой меди позволяют изготовлять из нее сложные формы. Медь хорошо шлифуется и полируется, однако быстро теряет блеск. При выколотке по модели, когда применяется постоянный подогрев металла, следует помнить, что при температуре 400-600 °С может появиться красноломкость меди, вызванная примесью висмута.
Медь перед началом работы необходимо отжечь. Для этого, если размер заготовки небольшой, ее равномерно нагревают горелкой до появления свечения металла, затем быстро охлаждают в емкости с водой. Лист большого размepa можно свернуть в рулон, связать стальной проволокой и отжечь в нагревательном приборе, например в муфельной электропечи.
При длине рулона, превышающей глубину муфеля, в печь вставляют сначала один его конец, а когда он нагреется — противоположный. Операцию повторяют до тех пор, пока равномерно нагреется весь рулон.
Отжечь металл можно также с помощью паяльной лампы и отрезка стальной или лучше керамической трубы. В таком отрезке торец, заделывают глиной, а в свободное отверстие загружают металл. Затем трубу укладывают на кирпичи на уровне сопла паяльной лампы и пламенем ее нагревают. Отжиг можно выполнить также с помощью двух паяльных ламп (рис. 104). Поскольку медь обладает повышенной теплопроводностью, время ее нагрева несколько увеличивают.
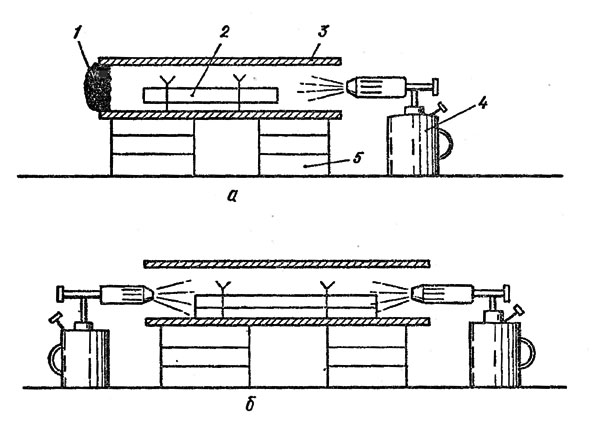
Рис. 104. Отжиг металла паяльной лампы: а — с использованием одной паяльной лампы; б — с использованием двух; 1 — глиняная заглушка; 2 — листовой металл; 3 — труба;, 4 — паяльная лампа; 5 — кирпичи
Из сплавов меди наиболее часто для чеканки используют латунь, имеющую красивый золотисто-желтый цвет.
По сравнению с медью она тверже и прочнее, однако при наличии в ней цинка (около 30 %) немного уступает меди в пластичности.
Латунь, в отличие от меди, лучше поддается химическому оксидированию. В процессе чеканки при наклепе увеличивается ее прочность, но снижается пластичность. Для снятия наклепа латунь отжигают при температуре 600-700 °С, что повышает ее пластичность. Так как латунь при отжиге после нагрева необходимо постепенно охлаждать, отжигать ее можно с помощью горелки не по всей площади изделия, а частями, только в тех местах, которые подверглись наиболее интенсивному наклепу. Некоторые виды латуни имеют относительно низкую температуру плавления и малую толщину в момент чеканки. Поэтому при отжиге газовой горелкой надо пользоваться мягким пламенем и не допускать прогара металла, поскольку исправить этот дефект очень сложно, а в некоторых случаях и невозможно.
Листовой алюминий и его сплавы чеканятся мягко и легко, поддаются глубокой вытяжке. Для чеканки применяются все марки листового алюминия с содержанием примесей не более 2 %.
При своей мягкости и пластичности алюминий в процессе работы также нагартовывается и требует отжига, однако выполнить его из-за низкой температуры плавления металла (660° С) сложно.
Отжиг следует проводить при температуре не выше 300-350 °С.
В домашних условиях применять алюминий для сложных объемных композиций, состоящих из нескольких частей, не стоит из-за сложности его пайки и сварки.
Из черных металлов для чеканки используют малоуглеродистые мягкие сорта сталей, например, декопир — отожженную и протравленную сталь. Материал трудный в чеканке, но красивый в отделке, легко монтируется с помощью пайки твердыми припоями и сваркой. Изготавливают из него небольшие декоративные изделия и крупные композиции. В процессе работы декопир быстро нагартовывается, поэтому требует частого отжига, который рекомендуется проводить при температуре 700-800 °С.
КАК РАСПЛАВИТЬ ЛАТУНЬ В ДОМАШНИХ УСЛОВИЯХ
Латунь — широкоизвестный металл, использующийся во многих промышленных сферах жизни благодаря своим техническим и технологическим характеристикам и свойствам. Однако зачастую люди задаются вопросом: «как расплавить латунь в домашних условиях?». В данной статье мы постараемся дать максимально расширенный ответ на данный вопрос и раскрыть все тонкости плавки латуни в домашних условиях.
СОДЕРЖАНИЕ СТАТЬИ
- Основные виды латуни
- Способы обработки латуни
- Свойства латуни
- Влияние других металлов на латунь
- Что нужно знать перед плавлением латуни
- Способы расплавить латунь дома
- Как расплавить латунь в домашних условиях: пошаговая инструкция
- Применение в промышленности
- Техника безопаности при плавке латуни
- Итог: как расплавить латунь в домашних условиях
Латунь признана одним из самых востребованных в народном хозяйстве и промышленности материалом, благодаря своим высокими показателям текучести, пластичности, деформируемости и лояльности к обработке многими способами. По своему составу латунь является сплавом меди и цинка. Характерное процентное соотношение составляет до 70% меди и около 30% цинка. Содержание меди практически всегда составляет основную часть сплава, в то время, как количественная составляющая цинка может варьировать от 20 до 45%.
Именно процентное содержание цинка придает сплаву цветовую гамму (от золотистой до зеленой) и способно изменить степень пластичности и твердости. В некоторых случаях к основным составляющим примешиваются добавки, придающие дополнительные свойства сплаву.

ОСНОВНЫЕ ТИПЫ ЛАТУНИ
На основании вышеперечисленного, латунь принято делить на два основных типа.
Двухкомпонентная
Ключевую лигирующую роль в сплаве играет цинк. Маркировка латуни в таких сплавах включает буквенное и цифровое, указывающее на процентное содержание меди обозначения: например, Л63.
Многокомпонентная латунь
Кроме основных составляющих, в таком сплаве присутствуют дополнительные добавки, призванные изменить цветовую гамму, или некоторые свойства материала. Чаще всего в качестве таких дополнений используют свинец, никель, алюминий, олово и марганец. В этом случае маркировка дополняется еще одним буквенно-цифровым обозначением, определяющим входящий в структуру компонент-усилитель и процент его содержания соответственно:ЛО63-3. Где Л-латунь, 63-ее процентное содержание, О-олово, 3- процент оловянного компонента. Оставшиеся 34% в этом случае приходятся на содержание цинка.
СПОСОБЫ ОБРАБОТКИ ЛАТУНИ
Способы обработки делят сплавы латуни на:

Деформируемые (проволока, листовые образцы, прут, труба);

Литейные (арматура, подшипниковые заготовки, приборные аппараты);
СВОЙСТВА ЛАТУНИ
Отвечая на вопрос, как расплавить латунь в домашних условиях, следует изучить свойства латуни:
- Высокая степень пластичности. Данный параметр позволяет обрабатывать латунь как штамповочным, так и методом точения;
- Высочайшая степень устойчивости к коррозийным разрушениям позволяет использовать изделия из латуни даже при прямом контакте с водой и при повышенных показателях влажности;
- Высокие антифрикционные свойства латуни делают ее пригодной в использовании при достаточно высоких показателях трения;
- Хорошая свариваемость допускает использование при получении сочетанных материалов;
- Сплав допускает возможность нанесения различных типов покрытий, в том числе и декорирующих;
- Высокие показатели эстетичности допускают использование в изготовлении предметов декора и украшений. Двухкомпонентные латуни имеющие в своем составе до 97 процентов меди, называют красными. Второе их название «томпак». Латунь с процентным содержанием меди не превышающим 35, называют желтой. Подобные цветовые вариации делают латунь весьма привлекательной с эстетической точки зрения;
- Высокая степень текучести при воздействии высоких температур позволяет использовать латунь при производстве контурно сложных изделий;
- Сплавы латуни хорошо поддаются воздействию давлением вне зависимости от температурного режима;
- Высокая теплопроводность, зависящая от процентного содержания меди;
- Сплав относится к не магнитящимся.
ВЛИЯНИЕ ДРУГИХ МЕТАЛЛОВ НА ЛАТУНЬ
Действие, оказываемое лигирующими добавками, следующее:






Отдельно стоит акцентировать внимание на условия расплавления латуни. Неверно созданные условия могут спровоцировать утрату свойств сплава и значительно усложнить ход процесса.
ЧТО НУЖНО ЗНАТЬ ПЕРЕД ПЛАВЛЕНИЕМ ЛАТУНИ
Температурные показатели плавления латуни составляют 880-950 градусов. Показатели могут меняться соответственно химическим составляющим сплава. Стоит учитывать, что температурная кривая плавления латуни может не совпадать с температурными показателями литья. Ярким примером являются свинцовые латуни. В данном случае температура плавления и литья варьирует в разнице 145-185 градусов. Ярким примером является сплав ЛС 59-1, когда температура плавления составляет 885 градусов, а показатели литья 1030-1080 градусов. Причем подобное расхождение касается именно многокомпонентных сплавов, у двухкомпонентных эти показатели совпадают.
Показатели удельной теплоемкости латуни составляют 380 ДЖ. Иначе говоря, чтобы произвести нагревание 380кг до 1 градуса, необходимо потратить 1ДЖ.
СПОСОБЫ ПЛАВЛЕНИЯ ЛАТУНИ В ДОМАШНИХ УСЛОВИЯХ
Плавление латуни в домашних условиях может происходить в нескольких вариантах, в зависимости от используемого оборудования.
Плавка латуни газовой горелкой
Установка горелки производится в вертикальном положении под тиглем. Тигель может быть как готовым, изготовленным из керамики, или графита, с допустимо выдерживаемой температурой в 1300 градусов, так и изготовленный в бытовых условиях из кремнезема, жидкого стекла, или шамотной крошки. Нагреваемую зону экранируют листом железа, или иным огнеупорным материалом. Для крепления изделия создается прочная подставка.
Формы для деталей изготавливают из:
- Гипса;
- Смеси цемента и тормозного компонента.
Плавка латуни в домашней печи
Чаще всего печи изготавливают из качественного огнеупорного кирпича. Нагревательный элемент создается из индукционных нагревательных приборов, представляющих собой керамические трубки с обмоткой из нихромовой проволоки. Температурные показатели таких нагревателей могут доходить до 1000 градусов и более. Электрическое питание должно быть не менее 25-30 кВТ.

КАК РАСПЛАВИТЬ ЛАТУНЬ В ДОМАШНИХ УСЛОВИЯХ: ПОШАГОВАЯ ИНСТРУКЦИЯ
Отвечая на вопрос: «как расплавить латунь в домашних условиях«, мы предлагаем вам ознакомиться со следующей инструкцией:
- Подготовка лома. Лом нарезается максимально маленькими кусками для ускорения процесса плавления. Подготовленный лом просушивают, чтобы избежать расплескивания.
- Формы устанавливаются на подставку, или выровненный песок и прогреваются.
- Тигель накаливается до приобретения желтого свечения. При достижении необходимой степени нагрева, производится загрузка латунного лома и присыпка его древесным углем мелкой фракции.
- Тигель загружается в печь. Температура постепенно поднимается до достижения 950 градусов. Перемешивание расплавленного материала запрещено. Это связано с возможностью образования окислительных процессов, увеличивающих процент отходов.
- После завершения плавления, с поверхности снимают окалину и шлак.
- Заполнение форм. Перелитый из тигля материал оставляют для схватывания.
Загрузка сплава большими порциями нежелательна. Для достижения наилучших результатов, плавление производится порциями по 30-50 грамм. Необходимо учесть, что розливу подлежит только полностью расплавленный материал. Поверхностная пленка должна быть удалена.
ПРИМЕНЕНИЕ В ПРОМЫШЛЕННОСТИ
- Ювелирные изделия. По внешнему виду и некоторым структурным характеристикам латунь имеет сходство с золотом. Именно поэтому она является тренировочным вариантом для ювелиров и популярным материалом у изготовителей бижутерии.
- Предметы декорирования мебели и интерьера.
- Томпак получил широкое применение в теплотехнической и химической аппаратуре при изготовлении змеевиков, трубок и сифонов.
- В изготовлении фитингов используют литьевые типы латуни.
- В качестве материала для часовых деталей и элементов крепежа.
- Сплавы усиленные устойчивыми к коррозии компонентами используются при изготовлении приборных корпусов, профилей и труб.
- Сплавы, хорошо поддающиеся деформациям, используют при производстве водопроводных развилок, смесителей разводных кранов.
ТЕХНИКА БЕЗОПАСНОСТИ ВО ВРЕМЯ ПЛАВКИ ЛАТУНИ
Во время процесса плавки латуни в домашних условиях, или же на промышленных предприятиях, необходимо соблюдать меры осторожности.
- Выемка форм производится щипцами с длинными ручками.
- Рабочая одежда должна быть изготовлена из негорючих, или трудногорючих тканей и закрывать максимальную площадь.
- Лицо должно быть защищено цельнолитой маской, или очками и маской-забралом.
- Процесс литья производится при условии обеспечения качественной вентиляции.
- Окружающие поверхности необходимо изолировать при помощи негорючих покрытий. Самым популярным и доступным вариантом такого покрытия является асбест.
- Все манипуляции с расплавленным сплавом осуществляются над заранее подготовленным песком.
- Присутствие влаги не допустимо в связи с риском разбрызгивания расплавленного материала.

Время плавления сплава напрямую зависит от его состава, а конечный результат от соблюдения всех необходимых условий. По завершении процесса и полного остывания заготовки, ей придается надлежащий вид. Достигается это путем очистки и шлифовки.
ИТОГ: КАК РАСПЛАВИТЬ ЛАТУНЬ В ДОМАШНИХ УСЛОВИЯХ
Для того, чтобы разобраться, как расплавить латунь в домашних условиях, стоит изготовить тренировочную партию заготовок самых малых размеров. Только после полного освоения всех нюансов, можно перейти к расплавлению больших объемов.
