Как плавить железо в домашних условиях?
Как расплавить железо в домашних условиях
Так как для расплавления железа в домашних условиях требуется источник тепла с высокой температурой, конструкцию самодельной печи выбирают исходя из этого условия. Она должна соответствовать требованиям экологической безопасности, не занимать много места в мастерской или гараже. Этим требованиям в полной мере отвечают установки, в которых даже тугоплавкий металл плавится электрическим током.

Делаем печь для плавки металла
Если есть свободное место для размещения, делают стационарную печь на солярке или угле из шамотного кирпича. Для подачи воздуха потребуется установка вентилятор. Компактная электропечь создает температуру до 3000⁰C за счет протекания тока между двумя электродами через слой углеграфитового порошка. В ней ведется плавка небольших порций любых металлов. Недостатком считается длительный период нагрева до температуры плавления и необходимость ручного переворачивания металла для равномерного прогрева.
Индукционная печь нагревает металл по всему объему за счет наведения в нем вихревых токов магнитным полем катушки (индуктора), подключенной к генератору. К достоинствам относят:
- равномерное и быстрое нагревание металла;
- высокий КПД, так как нагревается только объект плавки, а не детали установки;
- нет испарения легирующих добавок:
- перемешивание металла, когда идет плавка, происходит естественным путем;
- регулирование температуры нагрева;
- за счет высокой производительности возможна плавка небольших порций расплавленного металла через короткие отрезки времени;
- плавка проводится в соответствии с требованиями экологической безопасности.
Из недостатков следует отметить:
- более низкую температуру шлака по сравнению с металлом, так как в нем не наводятся вихревые токи;
- при плавке возможны затруднения при удалении серных и фосфорных примесей из некоторых видов металла.
В зависимости от места расположения нагреваемого объекта индукционные установки бывают:
- Канальными, когда емкости, где происходит плавка металла, сделаны в виде каналов, которые установлены вокруг катушки с внутренним сердечником. Применяются на промышленных предприятиях, когда нужна плавка больших объемов чугуна, стали, цветных металлов.
- Тигельными со съемной емкостью из жаропрочного материала ― тигля, который помещается внутрь катушки. Такая конструкция получается компактной и удобной для домашнего применения.
Готовую индукционную печь можно купить или при наличии навыков работы с электроникой сделать своими руками.
Самодельная тигельная установка обойдется на порядок дешевле.
Генератор собирают по транзисторной или ламповой схеме, либо подключают индуктор к сварочному инвертору. При изготовлении самодельной установки следует учитывать, что на продолжительность переплавки металла влияют:
- мощность и частота генератора;
- величина потерь вихревых токов;
- помехи от близкорасположенных металлических предметов.
Индукционная печь из сварочного инвертора
Такой вариант прост для самостоятельного изготовления и безопасен при эксплуатации, так как инверторы оснащены защитой от короткого замыкания, перегрузки, перегрева. Для сборки печи достаточно сделать индукционную катушку. Ее наматывают медной трубкой с тонкими стенками диаметром 8 — 10 мм на цилиндрическом шаблоне с шагом 5 — 8 мм. Число витков, от 7 до 12, выбирают в зависимости от параметров инвертора. Следует учитывать, что при низком сопротивлении индуктора плавка будет часто прерываться из-за срабатывания защиты от перегрузки.

Готовую катушку устанавливают на жаростойкую поверхность или помещают в корпус из графита либо текстолита. Если использовать токопроводящий материал, плавка будет выполняться дольше, так как часть энергии магнитного поля будет тратиться на проход вихревых токов через стенки корпуса. Для подключения сварочного инвертора устанавливают розетку, выдерживающую максимальный ток, потребляемый оборудованием.
Корпус инвертора должен быть заземлен.
Индукционная печь на транзисторах
Несложную по схеме печь для плавки металла на транзисторах можно собрать из доступных деталей:
- двух полевых транзисторов IRFZ44V;
- пары диодов UF4007 (допускается замена на UF4001);
- двух резисторов номиналом 470 ОМ, 1 Вт;
- нескольких пленочных конденсаторов с рабочим напряжением 250 В, чтобы суммарная емкость была 4,7 мкФ;
- медного провода с эмалевой изоляцией диаметром 1,2 и 2 мм;
- двух ферритовых колец для дросселей (покупают в магазине радиотоваров или снимают со старых компьютерных блоков питания).
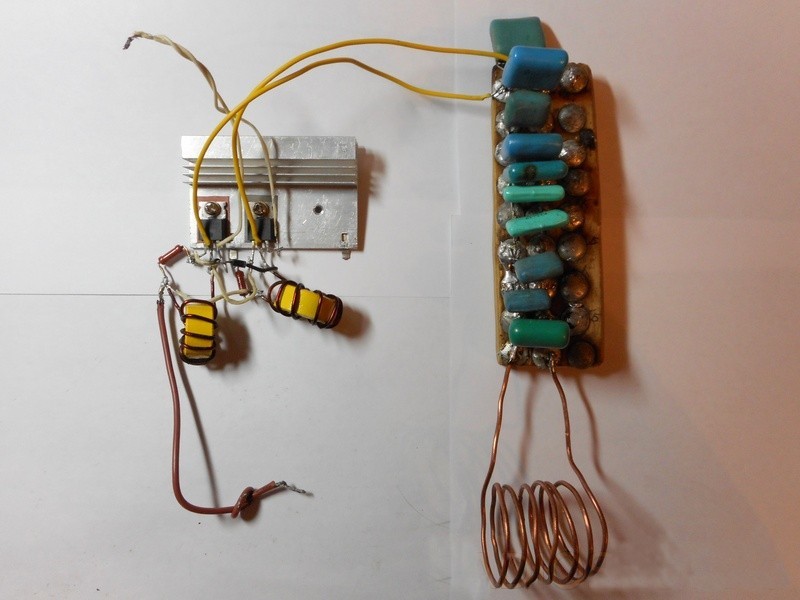
Сборку проводят в следующем порядке:
- Поскольку транзисторы, когда идет плавка, будут сильно греться, их устанавливают на радиаторах. Чем больше площадь охлаждения, тем лучше. При размещении на общем радиаторе транзисторы изолируют от поверхности пластиковыми прокладками с высокой теплопроводностью.
- Дроссели наматывают проводом 1,2 мм на ферритовых кольцах. 7 — 15 витков равномерно укладывают по окружности на одинаковом расстоянии друг от друга.
- Пленочные конденсаторы спаивают параллельно в батарею;
- Индукционную катушку наматывают проводом 2 мм на шаблоне диаметром немного больше чем у тигля. После 7 — 8 витков оставляют концы для подключения к генератору.
- Подготовленные детали устанавливают на плату и соединяют между собой как показано на схеме:
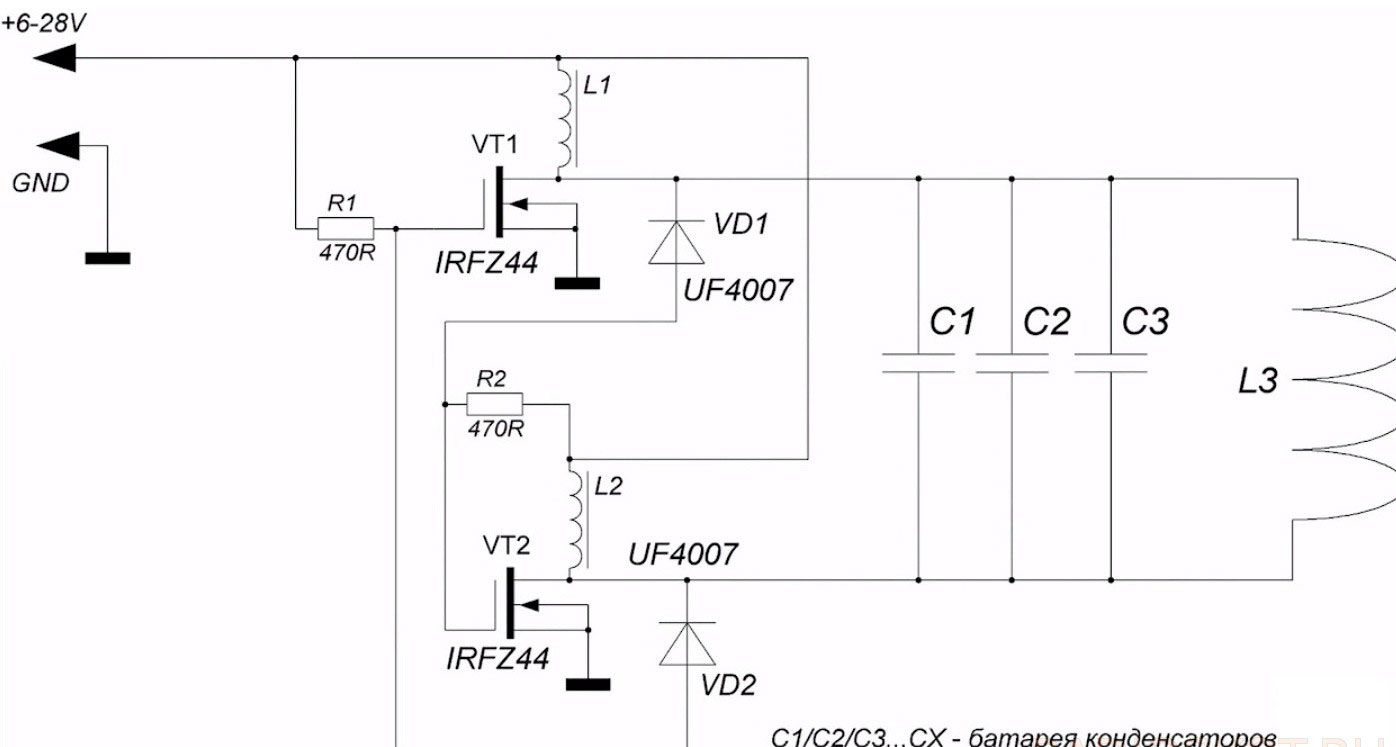
Напряжение подают с 12-тивольтового аккумулятора емкостью 7,2 А/час. При нагрузке 10 А в рабочем режиме заряда хватит на 30 — 40 минут плавки. Аккумулятор можно заменить источником питания, подключаемого к электросети, с выходным напряжением 10 — 20 В и током не меньше 10 А. При желании для установки делают корпус из термостойкого диэлектрического материала. Для регулирования мощности меняют количество витков катушки и/или ее диаметр. Но проще сделать несколько сменных индукторов с разными параметрами.
Индукционная печь на лампах
Когда требуется плавка большего объема металла, для увеличения мощности индукционной установки собирают ламповый генератор по схеме на рисунке.
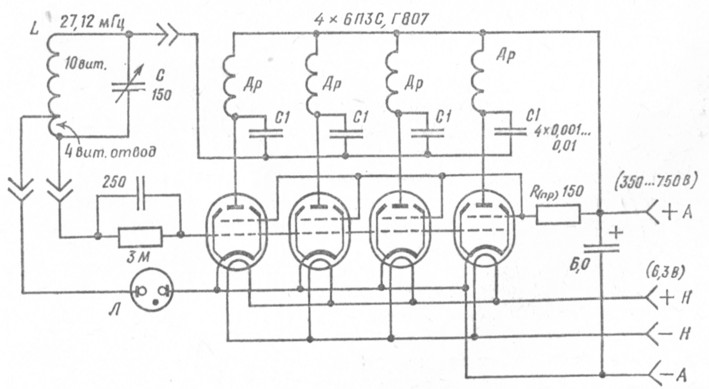
На индуктор L подается ток частотой 27,72 МГц. Выходную мощность генератора регулируют переменным конденсатором за счет изменения частоты. Для сборки печи нужно запастись:
- четырьмя электронными лампами (тетродами) 6L6 или заменить на 6П3, Г807;
- четырьмя дросселями Др с индуктивностью 100 — 1000 мкГн;
- четырьмя конденсаторами емкостью 0,001 мкФ;
- неоновой лампочкой для сигнализации о готовности печи к работе;
- переменным конденсатором емкостью 25 — 150 пФ;
- медной трубкой диаметром 10 мм.
Сборку проводят в следующем порядке:
- Из медной трубки делают спираль диаметром 80 — 150 мм из 15 витков с шагом 5 мм. Тигель, в котором будет собираться расплавленный металл, должен свободно входить внутрь индукционной катушки.
- Делают корпус для размещения установки из не электропроводного материала, способного выдерживать высокую температуру нагретого воздуха или из листового металла. Но тогда необходимо обеспечить надежную тепловую и электрическую изоляцию стенок от деталей.
- Из ламп, конденсаторов, дросселей собирают 4 каскада, соединенных параллельно.
- Неоновую лампочку и переменный конденсатор устанавливают на переднюю стенку корпуса и подключают к схеме.
Охлаждение
При работе на большом токе, например, при плавке стали в домашних условиях, активные элементы индукционной печи могут перегреться и выйти из строя. На заводских моделях для защиты от перегрева установлены охлаждающие системы с принудительной циркуляцией воды или антифриза. Можно, конечно, сделать такую систему и в домашних условиях, но придется потратиться больше, чем стоит печь.
Так как плавка на дому непродолжительна по времени для охлаждения самодельной установки достаточно обычного вентилятора. Но ставить его нужно на некотором удалении. Иначе КПД печи снизится, так как часть мощности будет тратиться на вихревые токи через обмотку электродвигателя и металлические детали вентилятора.
Чтобы повысить эффективность охлаждения деталей схемы, на стенках корпуса просверливают вентиляционные отверстия.
Как плавить металл в домашних условиях
Металл помещают в чашку или тигель и переносят в печь. Сначала происходит плавка крупных кусков, затем добавляют маленькие. Мелкими стружками и опилками заполняют сразу всю емкость. Для получения отливок без вредных примесей и уменьшения потерь нужно знать, в чем плавить металл разных видов. Драгметаллы кладут в стеклянные ампулы от лекарственных растворов и плавят вместе с ними. Стеклянная корочка, которая образуется на поверхности отливок, растрескивается и осыпается после охлаждения водой. Цветные металлы плавят в железных емкостях, а сталь, чугун, железо в графитовых тиглях.
Чтобы получить сплав, сначала расплавляют компонент с самой высокой температурой плавления (медь), затем добавляют нужное количество легкоплавкого (олово, алюминий). Для улучшения характеристик стали плавку выполняют с флюсом, содержащим легирующие добавки. Для удаления пустот и неоднородностей после плавки железа в домашних условиях отлитые заготовки необходимо проковать. Их неторопливо расклепывают ударами небольшого молотка. Обработку выполняют несколько раз, чередуя нагрев до красного каления с охлаждением холодной водой.
Запрещена плавка дома магния, кадмия, цинка и его сплавов (цинковой латуни, мельхиора). Плавка контактов реле, пускателей, радиоэлектронных деталей может окончиться тяжелым отравлением. Содержание кадмия в них доходит до 50%, процесс выгорания которого сопровождается образованием ядовитого газа желтого цвета.
Меры безопасности
Приступая к эксплуатации самодельной печи, следует учитывать угрозы, которые возникают при плавке:
- Брызги расплавленного металла и нагретые части установки часто становятся причиной сильного ожога.
- На случай возгорания рядом с рабочим местом должно стоять ведро с холодной водой.
- Ламповую схему необходимо помещать в корпус, чтобы исключить возможность случайного прикосновения к деталям, на которые подано высокое напряжение.
- Зона действия электромагнитного поля не ограничена размерами корпуса. Поэтому, прежде чем начнется плавка, нужно снять все украшения из металла и подальше убрать электронные приборы. При нахождении рядом с печью мобильный телефон, цифровая камера, MP3 плеер могут выйти из строя. Людям с вживленным кардиостимулятором не рекомендуется находиться рядом с индукционной установкой, когда ведется плавка.
В домашней печи выполняется не только плавка, но также нагрев деталей перед лужением, формовкой, закалкой. Несмотря на простоту рассмотренных схем, самодельные индукционные установки по основным характеристикам не уступают заводским моделям бытового назначения. При необходимости их несложно настроить для решения конкретной задачи путем изменения параметров индукционной катушки и выходного сигнала генератора.
Плавка металла в домашних условиях

Так поступила в голову задумка использовать для данной задачи углеграфитовый порошок, какой засыпается посреди 2-мя рабочими углеграфитовыми же электродами, к которым подводится напряжение питания в границах 25—50 В от довольно мощнейшего (типа сварочного) трансформатора. За счет существующего омического сопротивления в порошке графита становится постепенный интенсивный нагрев. Температура в подобной электропечи способна доходить до 3000 °С, что дает способность плавить абсолютно все металлы (небольшими порциями). Невзирая на такой впечатляющий нагрев изнутри печи, внешний пленку углеграфитового порошка остается темноватого или красного цвета, так что ослепляющего свечения, как это случается при электродуговой сварке, от печи не исходит.
Время разогрева печи варьируется в интервале 3—5 минут, что позволяет легко контролировать и управлять процессом плавки, включая-отключая от сети трансформатор. Так как металла плавится немного, то он особо не расплывается внутри печи и порошок достаточно хорошо держит его форму.
Электропечь делается из простых и вполне доступных материалов: графита, слюды и асбестовой плитки. В связи с тем, что асбест по медицинским соображениям запрещен и становится редкостью, его можно заменить кафельной или цементной плиткой.
Размеры печи не являются строго определенными. Все зависит от мощности имеющейся электросети и выходного напряжения трансформатора. Чем больше выходное
напряжение, тем шире должно быть расстояние между электродами. При тех размерах электропечи, что указаны на чертеже, достаточно подавать на электроды 25—30 вольт: печь разогревается в плавном режиме, но довольно интенсивно. В случае применения сварочного трансформатора промышленного образца, который обычно выдает 50—60 вольт, расстояние между электродами надо увеличить примерно вдвое, до 150—200 мм. В объеме печи, приведенном на чертеже (100х65х50 мм), можно расплавить 60—80 граммов, например, серебра, что считается уже неплохим результатом.
В качестве электродов для печи подходят щетки от мощного электромотора. Они удобны тем, что имеют хороший токоподводящий гибкий провод. Если нет возможности достать такие электроды, их несложно выпилить самому из куска графита, например, от использованного стержня-электрода, применяемого в дугоплавильных печах. В самодельном электроде надо лишь просверлить сбоку два отверстия диаметром 5—6 мм, вставить в них многожильный медный провод толщиной 5 мм и для уплотнения осторожно забить сюда еще подходящий гвоздь. На внутренней стороне электродов делается сетчатая насечка напильником — для улучшения контакта с порошком графита.
В качестве внутреннего футеровочного слоя стенок печи применяется слюда: благодаря своей слоистости^она служит хорошим теплоизолирующим экраном. Наружные стенки дополнительно укрепляются асбестовой или цементной плиткой толщиной 5—10 мм. Для предельной простоты сборки стенки обвязываются мягкой медной или вязальной проволокой. Изолирующей подставкой для печи служит обычный кирпич; под низ укладывается еще эмалированный металлический поддон с бортиками.
Углеграфитовый порошок можно получать из отслуживших стержней с помощью грубого напильника или многолезвийной ножовки по металлу. Надо учесть, что в процессе плавки порошок графита все же постепенно выгорает и его надо периодически подсыпать.

220в
Схема подключения печи.
Понижающий трансформатор на 25 вольт. Сетевая обмотка содержит 620 витков медного эмалированного проводя диаметром 1 мм. Понижающая обмотка содержит 70 витков провода прямоугольного сечения 4,2х2,8 мм в стекловолоконной изоляции.
Собранная печь подключается к трансформатору достаточно толстыми медными проводами (7—8 мм) с обязательной наружной изоляцией, чтобы избежать во время работы случайного короткого замыкания.
Готовую к работе печь вначале как следует прогревают, чтобы дать выгореть органическим включениям (обеспечив при этом соответствующую вентиляцию в помещении). В дальнейшем печь работает практически без выделения копоти и гари.
Плавку металлов проводят по следующей схеме. Вначале с помощью небольшой лопатки в середине печи в порошке делают лунку, кладут в нее первую порцию металла и закапывают. Если используемый лом разной величины, то сначала помещают самый крупный кусочек, и только после его расплавления добавляют мелкие части.
Чтобы убедиться, что металл расплавился, печь можно слегка покачать — поверхность порошка в этом случае также начинает колыхаться. После остывания металла его переворачивают и снова расплавляют. Так повторяется несколько раз, пока заготовка не примет более-менее шаровидную форму, свидетельствующую о качестве расплава.
Когда надо плавить мелкую стружку или опилки простых металлов, их засыпают прямо в лунку и плавят как обычно. Более драгоценный металл, с целью его сохранности, помещают в стеклянную ампулу из-под лекарства и плавят вместе с ней. Образовавшаяся у расплава корочка из стекла легко обсыпается при охлаждении в воде.
Легкоплавкие металлы — олово, алюминий и тому подобное — лучше помещать в железную чашечку. Для получения сплавов сначала кладут в порошок более тугоплавкий металл, а после его расплавления вводят легкоплавкий. Например: медь + олово; медь + алюминий.
В электропечи можно плавить олово, алюминий, железо, никель, медь, серебро, золото, палладий. После плавки полученные заготовки подлежат ковке. Их надо расклепывать на наковальне не спеша особенно вначале, небольшим молотком. И как можно чаще нагревать заготовку на газовой плите докрасна, затем остужать в холодной воде и снова расклепывать до нужных размеров.
Категорически нельзя плавить магний, свинец, кадмий, цинк и цинкосодержащие сплавы (цинковая латунь, мельхиор), а также серебряные контакты от различных типов реле, приборов, пускателей — в них содержится до 50% кадмия, который выгорает, образуя желтый ядовитый ды
Если нет возможности приобрести мощный трансформатор, то его можно заменить составным. Для этого надо взять несколько менее мощных однотипных трансформаторов и параллельно соединить их выходные обмотки (при условии, что все они рассчитаны на одинаковое напряжение). Возможен и самодельный трансформатор. Он собирается из Г-образных пермалоевых пластин с внутренним сечением 60х32 мм. Его сетевая обмотка наматывается эмалированным проводом толщиной 1 мм и содержит 620 витков. Понижающая обмотка наматывается проводом прямоугольного сечения 4,2х2,8 мм и содержит 70 витков.
Что касается техники безопасности при работе с этой печью, то надо помнить, что сварочный трансформатор требует крайне осторожного обращения. Нельзя допустить, чтобы произошло короткое замыкание в проводах или между электродами в самой печи. Выключатель сети трансформатора должен располагаться рядом, чтобы в любую секунду его было удобно отключить. Нельзя также ни на минуту оставлять работающую печь без присмотра. Рядом всегда должна находиться емкость с водой, где остужаются горячие заготовки.
Как расплавить металлический болт с помощью трансформатора от СВЧ-печи: странное видео
Плавка металла при помощи модифицированного трансформатором СВЧ-печи

Плавить металл могут только металлурги в Челябинске – таково мнение большинства граждан, слышавших о выплавке лишь на уроках физики и химии в школьные годы, но не сталкивавшихся с технологией в реальной жизни. Для процесса, как мы помним, необходимо использовать доменную (для выплавки чугуна) или мартеновскую (в ней уже добывают сталь заданных показателей на высоких температурах) печи.
Это сложный процесс колоссальных масштабов. Но так ли он неподъемен в гораздо более миниатюрных условиях? Благодаря технологиям ответ будет таким: расплавить большую часть марок стали возможно при использовании современных технологий, причем даже в домашних условиях. К примеру, сегодня используется электросталеплавильный способ, в котором главную роль играет электродуга.
С его помощью умельцы действительно расплавляют нетугоплавкий металл в домашних условиях. Выглядит это эффектно и, по всей видимости, достаточно эффективно. Никаких разжиганий коксового угля, поддержания температуры при помощи поддувала и других манипуляций. Современные методы куда как проще, при условии, естественно, что руки и голова растут из нужных мест, так сказать:
Видео взято с YouTube-канала Огненное ТВ
Вариаций создания мини-плавилен предостаточно, и вот какой необычный проект мы нашли для вас в очередной раз.
ВНИМАНИЕ! Опыт показан в познавательных целях. Не повторять! ОПАСНО ДЛЯ ЖИЗНИ! Подобные эксперименты – это не только крайне пожароопасно в домашних условиях, но также плавка металла опасна для здоровья. Помимо возможных сильнейших ожогов (температура плавления различных металлов начинается от 232 у олова до 1200 у стали и выше – по сути, это температура лавы!), пары также крайне опасны. Не зря работа металлургов считается вредной.
Некоторые пояснения работы самодельного устройства
Как поясняет автор видео, для достижения цели в этом проекте он модифицировал вторичную катушку на трансформаторе СВЧ-печи, которая преобразует ее из устройства высокого напряжения/низкого тока в устройство низкого напряжения/высокого тока, подходящего для плавки металла.
В общих чертах вы можете увидеть упрощенную модификацию на фотографиях ниже. Вторичная катушка была заменена на 1,5 витка медного провода нужного сечения.


В итоге первый трансформатор в видео начал производить чуть более 500 ампер, а второй – почти 800 ампер. И того и другого достаточно, чтобы плавить сталь, как это было показано на примере стального болта.
Любой металл, который может проводить низковольтное электричество (около 2-3 вольт), действует как резистор между электродными проводами и нагревается из-за сильного электрического сопротивления.

На фото ниже 2 маленьких неодимовых магнита (сплав неодима, бора и железа) раскалились до состояния жидкого металла, а затем превратились в лужицу.


Зубцы вилки поплыли.


А вот немного разъяснений, как электроплавильня была сделана, инженерия на коленке:
Вот такие плавкие эксперименты доступны благодаря современным технологиям, которые вы точно НЕ должны повторять дома. Просто интересный факт.
Как произвести плавку меди в домашних условиях пошаговая инструкция.
Предметы из меди широко используются как в промышленности, так и в хозяйстве. Вполне естественно, что у многих мастеров может появиться вопрос о том, как же наладить процесс выплавки и литья медных изделий в условиях дома или гаража. Технология выплавки меди известна очень давно и позволяет выплавлять изделия из сплавов — латуни и бронзы. О том, как выполняется плавка меди в домашних условиях, пошаговая инструкция расскажет подробно.

Медь — пластичный металл красноватого цвета. Такой цвет обусловлен наличием оксидной пленки на ее поверхности из-за взаимодействия с воздухом. Хорошо обрабатывается методом ковки и легко плавится.
- Также этот металл обладает такими свойствами, как электропроводность и теплопроводность, благодаря чему активно используется в электротехнике и некоторых других областях.
- Еще одно важное свойство меди — относительно невысокая температура плавления, что оказывает влияние на количество энергозатрат. Чистый металл плавится при температуре 1083 °С, если же добавить в сплав олово, то получится бронза, имеющая температуру плавления уже от 930 °C. При добавлении цинка получится латунь, которая переходит в жидкое состояние при температуре от 900 °C.
- При подборе лома для переработки следует учитывать, что самая чистая медь — электротехническая. При переработке сплавов из бронзы или латуни нужно знать, что старинные изделия из этих металлов могут содержать высокие концентрации мышьяка, это может не лучшим образом сказаться на вашем здоровье.
Пошаговая инструкция по выплавке меди
Если вы приняли решение организовать техпроцесс по плавлению металла в домашних условиях, в первую очередь, вам следует знать температуру кипения меди. Она составляет 2650°C. При этой температуре металл начинает кипеть и пузыриться. Изделие, отлитое при такой температуре, будет иметь высокое количество пор, что негативно скажется как на его механических, так и на декоративных свойствах.
Если правильно подготовить оборудование и организовать процесс плавки, то в домашних условиях можно получить качественные изделия как для технического, так и для бытового и декоративного применения.

Для организации техпроцесса понадобятся следующее оборудование и расходные материалы:
- форма, в которую будет заливаться металл;
- газовая горелка;
- горн;
- уголь древесный;
- крюк из железной проволоки;
- пылесос со шлангом;
- щипцы железные (для извлечения тигля из печи);
- тигель для выплавки металла (обычно для таких целей используются керамические или глиняные тигли);
- муфельная печь.
Последовательность действий
Выплавка может проводиться несколькими способами:
- Выплавка с помощью муфельной печи. Металл измельчают на кусочки. Чем мельче используются кусочки, тем быстрее будет происходить плавка. Кусочки засыпаются в тигель, который после заполнения помещается в печь. Печь предварительно разогревается до нужной температуры. В печах, изготовленных серийным способом, предусмотрено окно, через которое ведется наблюдение за процессом выплавки. После расплавления металла тигель извлекается из муфельной печи с помощью стальных щипцов. На поверхности жидкой меди находится пленка из окиси. Ее необходимо сместить стальным крюком к краю тигля. После этих действий медь аккуратно, но быстро заливается в заранее приготовленную форму.
- Выплавка с помощью газовой горелки. Если тигельной печи в вашем распоряжении не имеется, вместо нее вполне подойдет газовая горелка. Ее следует расположить под дном емкости с металлом, следя за тем, чтобы пламя охватывало всю поверхность днища тигля. При таком способе металл будет быстро окисляться из-за открытого доступа воздуха. Чтобы этого избежать, можно насыпать в емкость слой размельченного древесного угля.
- Выплавка с помощью паяльной лампы. Этот способ больше подходит для работы с более легкоплавкими сплавами на медной основе. Процесс проходит так же, как и с газовой горелкой.
- Выплавка с помощью горна или домашнего пылесоса. В этом случае емкость с металлом помещается на слой горящего древесного угля. Такую печь можно выложить из огнеупорного кирпича. Для создания подходящей температуры нужно организовать поддув воздуха. Это можно сделать двумя способами — используя горн или бытовой пылесос. При использовании пылесоса будет необходимо изготовить металлический переходник с соплом меньшего диаметра.

Чистая медь не обладает достаточно хорошей текучестью для изготовления сложных изделий. Для подобных целей лучше пользоваться латунью, причем следует иметь в виду — чем светлее сплав, тем ниже температура его плавления.
КАК РАСПЛАВИТЬ ЛАТУНЬ В ДОМАШНИХ УСЛОВИЯХ
Латунь — широкоизвестный металл, использующийся во многих промышленных сферах жизни благодаря своим техническим и технологическим характеристикам и свойствам. Однако зачастую люди задаются вопросом: «как расплавить латунь в домашних условиях?». В данной статье мы постараемся дать максимально расширенный ответ на данный вопрос и раскрыть все тонкости плавки латуни в домашних условиях.
СОДЕРЖАНИЕ СТАТЬИ
- Основные виды латуни
- Способы обработки латуни
- Свойства латуни
- Влияние других металлов на латунь
- Что нужно знать перед плавлением латуни
- Способы расплавить латунь дома
- Как расплавить латунь в домашних условиях: пошаговая инструкция
- Применение в промышленности
- Техника безопаности при плавке латуни
- Итог: как расплавить латунь в домашних условиях
Латунь признана одним из самых востребованных в народном хозяйстве и промышленности материалом, благодаря своим высокими показателям текучести, пластичности, деформируемости и лояльности к обработке многими способами. По своему составу латунь является сплавом меди и цинка. Характерное процентное соотношение составляет до 70% меди и около 30% цинка. Содержание меди практически всегда составляет основную часть сплава, в то время, как количественная составляющая цинка может варьировать от 20 до 45%.
Именно процентное содержание цинка придает сплаву цветовую гамму (от золотистой до зеленой) и способно изменить степень пластичности и твердости. В некоторых случаях к основным составляющим примешиваются добавки, придающие дополнительные свойства сплаву.

ОСНОВНЫЕ ТИПЫ ЛАТУНИ
На основании вышеперечисленного, латунь принято делить на два основных типа.
Двухкомпонентная
Ключевую лигирующую роль в сплаве играет цинк. Маркировка латуни в таких сплавах включает буквенное и цифровое, указывающее на процентное содержание меди обозначения: например, Л63.
Многокомпонентная латунь
Кроме основных составляющих, в таком сплаве присутствуют дополнительные добавки, призванные изменить цветовую гамму, или некоторые свойства материала. Чаще всего в качестве таких дополнений используют свинец, никель, алюминий, олово и марганец. В этом случае маркировка дополняется еще одним буквенно-цифровым обозначением, определяющим входящий в структуру компонент-усилитель и процент его содержания соответственно:ЛО63-3. Где Л-латунь, 63-ее процентное содержание, О-олово, 3- процент оловянного компонента. Оставшиеся 34% в этом случае приходятся на содержание цинка.
СПОСОБЫ ОБРАБОТКИ ЛАТУНИ
Способы обработки делят сплавы латуни на:

Деформируемые (проволока, листовые образцы, прут, труба);

Литейные (арматура, подшипниковые заготовки, приборные аппараты);
СВОЙСТВА ЛАТУНИ
Отвечая на вопрос, как расплавить латунь в домашних условиях, следует изучить свойства латуни:
- Высокая степень пластичности. Данный параметр позволяет обрабатывать латунь как штамповочным, так и методом точения;
- Высочайшая степень устойчивости к коррозийным разрушениям позволяет использовать изделия из латуни даже при прямом контакте с водой и при повышенных показателях влажности;
- Высокие антифрикционные свойства латуни делают ее пригодной в использовании при достаточно высоких показателях трения;
- Хорошая свариваемость допускает использование при получении сочетанных материалов;
- Сплав допускает возможность нанесения различных типов покрытий, в том числе и декорирующих;
- Высокие показатели эстетичности допускают использование в изготовлении предметов декора и украшений. Двухкомпонентные латуни имеющие в своем составе до 97 процентов меди, называют красными. Второе их название «томпак». Латунь с процентным содержанием меди не превышающим 35, называют желтой. Подобные цветовые вариации делают латунь весьма привлекательной с эстетической точки зрения;
- Высокая степень текучести при воздействии высоких температур позволяет использовать латунь при производстве контурно сложных изделий;
- Сплавы латуни хорошо поддаются воздействию давлением вне зависимости от температурного режима;
- Высокая теплопроводность, зависящая от процентного содержания меди;
- Сплав относится к не магнитящимся.
ВЛИЯНИЕ ДРУГИХ МЕТАЛЛОВ НА ЛАТУНЬ
Действие, оказываемое лигирующими добавками, следующее:






Отдельно стоит акцентировать внимание на условия расплавления латуни. Неверно созданные условия могут спровоцировать утрату свойств сплава и значительно усложнить ход процесса.
ЧТО НУЖНО ЗНАТЬ ПЕРЕД ПЛАВЛЕНИЕМ ЛАТУНИ
Температурные показатели плавления латуни составляют 880-950 градусов. Показатели могут меняться соответственно химическим составляющим сплава. Стоит учитывать, что температурная кривая плавления латуни может не совпадать с температурными показателями литья. Ярким примером являются свинцовые латуни. В данном случае температура плавления и литья варьирует в разнице 145-185 градусов. Ярким примером является сплав ЛС 59-1, когда температура плавления составляет 885 градусов, а показатели литья 1030-1080 градусов. Причем подобное расхождение касается именно многокомпонентных сплавов, у двухкомпонентных эти показатели совпадают.
Показатели удельной теплоемкости латуни составляют 380 ДЖ. Иначе говоря, чтобы произвести нагревание 380кг до 1 градуса, необходимо потратить 1ДЖ.
СПОСОБЫ ПЛАВЛЕНИЯ ЛАТУНИ В ДОМАШНИХ УСЛОВИЯХ
Плавление латуни в домашних условиях может происходить в нескольких вариантах, в зависимости от используемого оборудования.
Плавка латуни газовой горелкой
Установка горелки производится в вертикальном положении под тиглем. Тигель может быть как готовым, изготовленным из керамики, или графита, с допустимо выдерживаемой температурой в 1300 градусов, так и изготовленный в бытовых условиях из кремнезема, жидкого стекла, или шамотной крошки. Нагреваемую зону экранируют листом железа, или иным огнеупорным материалом. Для крепления изделия создается прочная подставка.
Формы для деталей изготавливают из:
- Гипса;
- Смеси цемента и тормозного компонента.
Плавка латуни в домашней печи
Чаще всего печи изготавливают из качественного огнеупорного кирпича. Нагревательный элемент создается из индукционных нагревательных приборов, представляющих собой керамические трубки с обмоткой из нихромовой проволоки. Температурные показатели таких нагревателей могут доходить до 1000 градусов и более. Электрическое питание должно быть не менее 25-30 кВТ.

КАК РАСПЛАВИТЬ ЛАТУНЬ В ДОМАШНИХ УСЛОВИЯХ: ПОШАГОВАЯ ИНСТРУКЦИЯ
Отвечая на вопрос: «как расплавить латунь в домашних условиях«, мы предлагаем вам ознакомиться со следующей инструкцией:
- Подготовка лома. Лом нарезается максимально маленькими кусками для ускорения процесса плавления. Подготовленный лом просушивают, чтобы избежать расплескивания.
- Формы устанавливаются на подставку, или выровненный песок и прогреваются.
- Тигель накаливается до приобретения желтого свечения. При достижении необходимой степени нагрева, производится загрузка латунного лома и присыпка его древесным углем мелкой фракции.
- Тигель загружается в печь. Температура постепенно поднимается до достижения 950 градусов. Перемешивание расплавленного материала запрещено. Это связано с возможностью образования окислительных процессов, увеличивающих процент отходов.
- После завершения плавления, с поверхности снимают окалину и шлак.
- Заполнение форм. Перелитый из тигля материал оставляют для схватывания.
Загрузка сплава большими порциями нежелательна. Для достижения наилучших результатов, плавление производится порциями по 30-50 грамм. Необходимо учесть, что розливу подлежит только полностью расплавленный материал. Поверхностная пленка должна быть удалена.
ПРИМЕНЕНИЕ В ПРОМЫШЛЕННОСТИ
- Ювелирные изделия. По внешнему виду и некоторым структурным характеристикам латунь имеет сходство с золотом. Именно поэтому она является тренировочным вариантом для ювелиров и популярным материалом у изготовителей бижутерии.
- Предметы декорирования мебели и интерьера.
- Томпак получил широкое применение в теплотехнической и химической аппаратуре при изготовлении змеевиков, трубок и сифонов.
- В изготовлении фитингов используют литьевые типы латуни.
- В качестве материала для часовых деталей и элементов крепежа.
- Сплавы усиленные устойчивыми к коррозии компонентами используются при изготовлении приборных корпусов, профилей и труб.
- Сплавы, хорошо поддающиеся деформациям, используют при производстве водопроводных развилок, смесителей разводных кранов.
ТЕХНИКА БЕЗОПАСНОСТИ ВО ВРЕМЯ ПЛАВКИ ЛАТУНИ
Во время процесса плавки латуни в домашних условиях, или же на промышленных предприятиях, необходимо соблюдать меры осторожности.
- Выемка форм производится щипцами с длинными ручками.
- Рабочая одежда должна быть изготовлена из негорючих, или трудногорючих тканей и закрывать максимальную площадь.
- Лицо должно быть защищено цельнолитой маской, или очками и маской-забралом.
- Процесс литья производится при условии обеспечения качественной вентиляции.
- Окружающие поверхности необходимо изолировать при помощи негорючих покрытий. Самым популярным и доступным вариантом такого покрытия является асбест.
- Все манипуляции с расплавленным сплавом осуществляются над заранее подготовленным песком.
- Присутствие влаги не допустимо в связи с риском разбрызгивания расплавленного материала.

Время плавления сплава напрямую зависит от его состава, а конечный результат от соблюдения всех необходимых условий. По завершении процесса и полного остывания заготовки, ей придается надлежащий вид. Достигается это путем очистки и шлифовки.
ИТОГ: КАК РАСПЛАВИТЬ ЛАТУНЬ В ДОМАШНИХ УСЛОВИЯХ
Для того, чтобы разобраться, как расплавить латунь в домашних условиях, стоит изготовить тренировочную партию заготовок самых малых размеров. Только после полного освоения всех нюансов, можно перейти к расплавлению больших объемов.
