Как поймать дугу при сварке?
Как правильно варить сваркой с использованием электродов?
Автор: Игорь
Дата: 12.07.2017
- Статья
- Фото
- Видео
Будет ли это ремонт в квартире либо же постройка нового гаража – знания азов сварки металлов пригодятся всегда. Когда происходит постройка нового объекта, то в любом случае нужно будет прибегать к сварочным работам для модификации элементов интерьера или экстерьера. Для красивых швов понадобится рука профессионала, однако, там, где это не принципиально, работу сделает и неопытный сварщик, который знает, как правильно варить сваркой электродами.
Общие сведения 
Электросварка – это процесс соединения металлов при помощи тепловой энергии электрической дуги. Температура при сварке электродом может достигать 6500°С, что превышает температуру правления большинства известных металлов. Есть огромное количество областей производства, где применяется электрическая дуговая сварка. Эта технология предоставляет возможность создавать массивные сооружения и производить экономичный ремонт конструкций, не требующих много физических усилий.

Сварка с использованием электрода
Сваренные металлы не уступают по прочности оригинальной конструкции. Чем стремительнее развивается строительная индустрия, тем больше появляется сфер применения этой технологии. Каждый уважающий себя хозяин должен знать, как правильно варить электродом 3 мм.
Особенности электросварки
Сегодня различают следующие типы дуговой сварки:
- ручная;
- полуавтоматическая;
- автоматическая.
Если в рамках строительного проекта нужно выполнять длинные швы, то рациональным решением будет использование автоматической сварки. Ручной тип больше подходит для более тривиальных задач. «Красота» при ручном сваривании зависит от профессиональности сварщиков. Есть несколько способов узнать, как варить сваркой электродам – видео и пошаговые инструкции имеют самую высокую информативность.
Ручной тип в основном применяется во время выполнения монтажных работ или строительства с использованием металла в форме широких листовых полос. Технология также позволяет соединять трубопроводы, поэтому широко применяется при выполнении сантехнических работ.
Виды электродов
Есть различные типы электродов для ручной дуговой сварки:
- Проводник, обработанный силикатной обсыпкой. Это популярный тип, используется для резки металлов. Наиболее распространённые размеры: 0,3 см и 0,4 см. Перед тем как варить сваркой электродами тройкой или четверкой, необходимо иметь представление о виде работы, которую нужно проделать.
- Вольфрамовые. Данный вид применяется при аргонодуговой сварке для варки металлов и различных поверхностей. Особенностью этих электродов является то, что они не поддаются плавке.
- Электроды, обработанные стеклянной обсыпкой. Эти электроды для сварки оцинкованных труб используются наиболее часто. Когда проваривается шов, шлаковый шлейф отпадает сам, что существенно снижает риск повреждения конструкции.
Технология сварки электродами
Чтобы воспользоваться технологией дуговой сварки, для начала необходимо убедиться, что к электроду подключен переменный или постоянный ток. Электрическая дуга, генерирующая тепловую энергию, образовывается при удержании проводника на свариваемом объекте.
После воздействия высокой температуры дуги (она может достигать 7000°С), происходит плавка металла. Электрод расплавляется и соединяется со смесью металлов.
Нужно знать, как правильно варить нержавейку электродами, чтобы получить полноценный сплав.»
В процессе сварки используется сварочная ванна. Размеры ванны зависят от множества факторов, в число которых входят размер конструкции, скорость движения дуги, а также режима сварки (ручной или автоматический). Длина ванны в среднем составляет 15 мм.
Как подключать электрод?
Если подключить к изделью анод (+), то будет происходить ручная дуговая сварка прямой полярности. При присоединении отрицательного полюса (-), будет выполняться сварка ручного типа с обратной полярностью. Таким образом, имеется прямое и обратное подключение проводника. Оба эти виды подключения можно использовать – конкретный тип зависит от толщины металла. Для тонких материалов применяется обратное подключение, а для металлов большой толщины (более 0,3 см) – прямое.
Как правильно зажигать дугу?
Прежде чем зажечь дугу, необходимо выбрать нужную силу тока на сварочном устройстве. Аппарат имеет два кабеля:
- на первом находится зажим;
- на втором – специальный держатель, на который крепится электрод.
Зажечь дугу можно двумя способами:
- касания;
- чирканья.

Способы зажигания сварочной дуги
Подготовка электродов к сварке и виды передвижения являются основными отличиями способов зажигания дуги.
Если используют процесс касания, то электрод располагают под углом 90 градусов по отношению к тому месту, где будет образован шов. Когда произошло первое касание, проводник отводят на 0,3 сантиметра. За счет большого количества тепловой энергии достигается температура, помогающая соединять металлы.
Метод зажигания чирканья напоминает зажигание спички. Касание должно быть плавным, а располагать проводник нужно в одном направлении. После касания инструмент нужно отвести от рабочей области. Этот метод является наиболее распространённым из-за его сравнительной простоты, но в то же время он не позволяет достичь труднодоступных мест.
Необходимый наклон электрода
Подача электродов зависит от того, какое положение занимает сварка, а также от толщины и свойств металла, который необходимо сплавить. Что касается направления сварки, то здесь возможны следующие варианты:
- налево;
- направо;
- к себе.
Вне зависимости от того, какое направление было выбрано сварщиком, важно убедиться, что была достигнута максимальная глубина сварки, а шов формируется правильно. Чтобы получить ровный и эстетически красивый шов рекомендуется наклонять проводник под углом 30-60°.

Положение электрода при сварке
Движение электрода
Движения электродов, что выполняются во время сварки, называют колебательными. Существует большое количество подходов к выполнению сварочных работ.
Первое движение называется поступательным. Используя это движение, сваривание происходит по оси электрода, при этом поддерживается стабильная длина дуги. Конкретная длина дуги при сварке электродами зависит от марки устройства, а также особенностей процесса сварки. Уменьшив двину дуги, качество шва тоже будет уменьшаться. Также появляется возможность короткого замыкания. Дуга должна быть в пределах диаметра электрода (по крайней мере, она не должна выходить за 1,3 его диаметра). Если дуга слишком большая, это спровоцирует разбрызгивание металла по всей сварочной ванне (форма шва также будет непривлекательной).
Второе движение называется смещение и подразумевает смещение проводника вдоль его оси, чтобы образовать шов. Конкретная скорость смещения зависит от:
- диаметра устройства;
- силы переменного или постоянного тока;
- скорости плавления.
Если поперечные смещения отсутствуют, то шов получится узким (он чаще всего используется при сплаве тонких конструкций).

Варианты движения электрода при сварке
Как выбрать ток для сварки?
Для начала стоит определить вид тока для сварочных работ: постоянный или переменный. При использовании переменного тока уменьшается глубина приваривания (примерно на 45%), в то время как провар уменьшается на 15%, если использовать переменный ток (на 25%).
Определившись с полярность электрода, необходимо выбрать диаметр проводника. От него зависит вид тока, а также время горения электрода при сварке. Например, если используется проводник диаметром 2,5 мм, то для сваривания необходимо подать ток 70–120 А. В тех ситуациях, когда речь идет о сварке тонких металлов, необходимо подбирать проводник толщиной 2–3 мм, при этом нужно подавать ток силой 40–70 А. Таким образом, можно сделать вывод, что на силу тока влияет вид толщины материала и диаметра электрода.
Заключение
Нужно помнить, что электрическая сварка бывает автоматической, полуавтоматической и ручной, а выбор проводников и тока зависит от тонкостей сварочных работ. Кроме того, если работник выяснил, как правильно варить сваркой электродами, типы швов у него будут получаться тонкие и красивые.
Как поймать дугу при сварке?

Ручная электродуговая сварка используется человечеством более ста лет. Она остается наиболее универсальной технологией для соединения металла.
Оглавление
- Методы сварки
- Как выбрать сварочный аппарат
- Основы дуговой сварки
- Техника выполнения сварных швоввидео
- Техника безопасности при работе с электросваркой
Методы сварки
Электрическая сварка – это универсальный способ скрепления металлических деталей. Электросварка проста в использовании, а сварной шов долговечен. Сварные работы менее затратнее, нежели другие способы соединений, будь то заклепки, резьбовые или болтовые соединения.
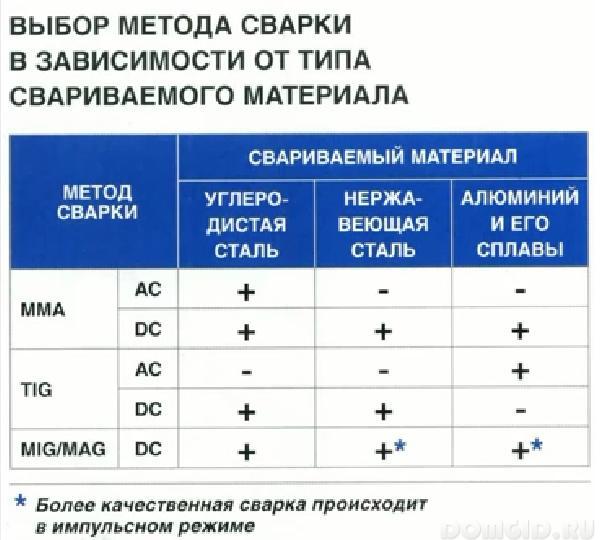
Рассмотрим три основных типа електрической сварки:
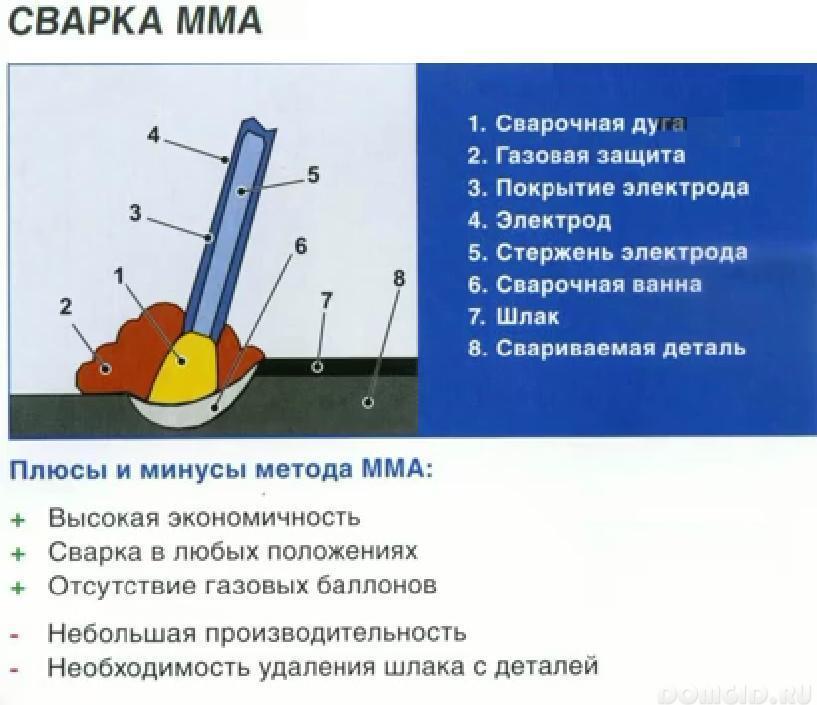
- MMA – ручная дуговая сварка, выполняется штучным электродом;
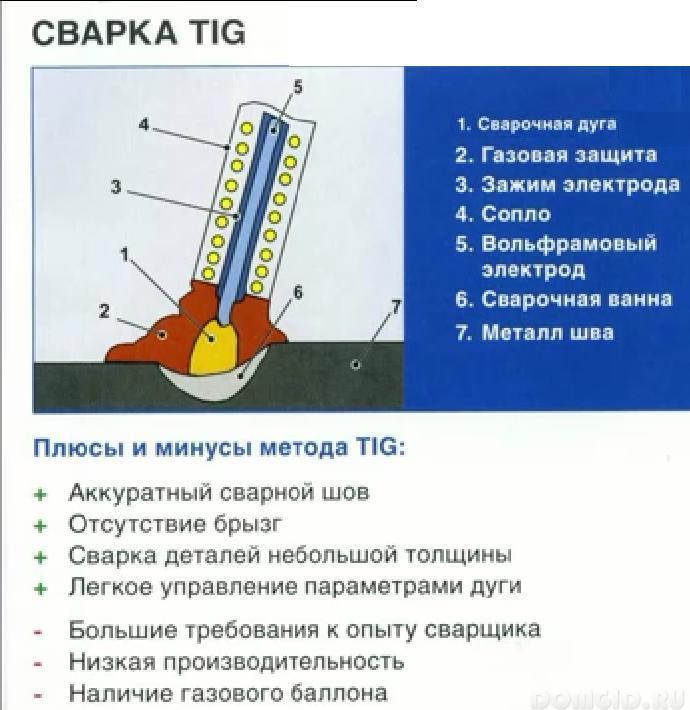
- TIG – сварка производится не плавящимся вольфрамовым электродом;
- MIG-MAG – полуавтоматическая сварка электродной или порошковой проволокой.

Каждый из способов сварки имеет свои плюсы и минусы. В большинстве случаев для частного использования в домашних условиях, здесь нет особых требований к сварным конструкциям и для упрощения сварных работ, – используют технологию ММА. Электроды можно купить в ближайшем хозяйственном магазине и они всегда доступны.
Как выбрать сварочный аппарат
Для технологии сварки ММА применяют два основных типа сварочных аппаратов: трансформаторные и инверторы.
Сварочные трансформаторы – с помощью трансформатора понижают напряжение бытовой электросети 220В к 40-70В рабочего напряжения сварки. Трансформаторы могут работать на переменном (АС) и на постоянном (DC) напряжении. Ток может быть регулируемым плавно или ступенчато в пределах 40-200А.
Одним из главных требований сварочного трансформатора является постоянство напряжения в сети. Если ваша электросеть работает нестабильно, то за счет сварочного аппарата она будет «проседать» еще больше. В связи с этим могут возникнуть неудобства у ваших соседей.
Сварочные трансформаторы не имеют сложных электронных компонентов, поэтому они очень надежные и долговечные. Все сварочные трансформаторы дешевле своих собратьев по сварочному делу. Технология изготовления отработанная десятилетиями и очень редко дает сбой.
Инвертор – последнее слово техники в ММА. Ето компактный и легкий сварочный аппарат. Обеспечивает систему стабилизации горения дуги, регулирует выходное напряжение, обладает системой защиты и системой ускоренного поджига дуги.
Поскольку сварочные инверторы высокотехнологичны и имеют серьезную электронную начинку, по этому надежность таких аппаратов меньше. Также не исключено использование китайских запчастей в самых брендовых производителей.
При выборе инвертора следует учесть такие моменты:
Максимальный сварочный ток. В зависимости от максимального тока мы можем использовать электроды большего диаметра – 4-5мм, и варить толстые и глубокие швы. Для бытовых условий достаточно максимального тока в 150 А при работе электродом Ø4мм.
Рабочий цикл – условное количество времени работы и простоя сварочного инвертора для того, чтобы он остыл. Выражается в %. Для всех моделей цикл составляет 5 или 10 мин. Время работы в цикле будет также зависеть от рабочего тока: чем ток ниже, тем больше времени можно варить в одном рабочем цикле.
Гарантия, да-да, именно гарантия, поскольку инвертор – сложное электронное оборудование. По этому, чем больше гарантия, тем больше вероятность того, что он не откажет и в послегарантийный срок. Ведь, если производитель использовал качественные комплектующие для производства инвертора, то и строк гарантии может достигать 3-х лет.
Основы дуговой сварки
Металлический стержень электрода взаимодействуют с основным металлом при температуре около 5000°К. Расплавленный металл образует сварной шов. Глубина, на которую расплавился металл изделия, называют глубиной проплавления. Ширина, на которую расплавился основной металл называют шириной сварочной ванны. Глубина и ширина сварочной ванны зависит от силы сварочного тока, режима сварки, диаметра электрода.
Выделим главные критерии при работе дуговой сваркой:
Сварочный ток – устанавливается соответственно диаметру и покрытию электрода.
Обратите внимание, что при увеличении диаметра электрода при том же сварочном токе плотность последнего уменьшается. Как следствие уменьшается глубина провара, происходит увеличение ширины шва, появление «блуждающей» дуги.
Напряжение дуги – зависит от ее длины, она должна составлять не больше диаметра электрода.
Скорость сварки – устанавливается таким образом, чтобы металл из сварочного электрода успел заполнить ванну сварного шва, образуя бугорок без подрезов и наплывов.
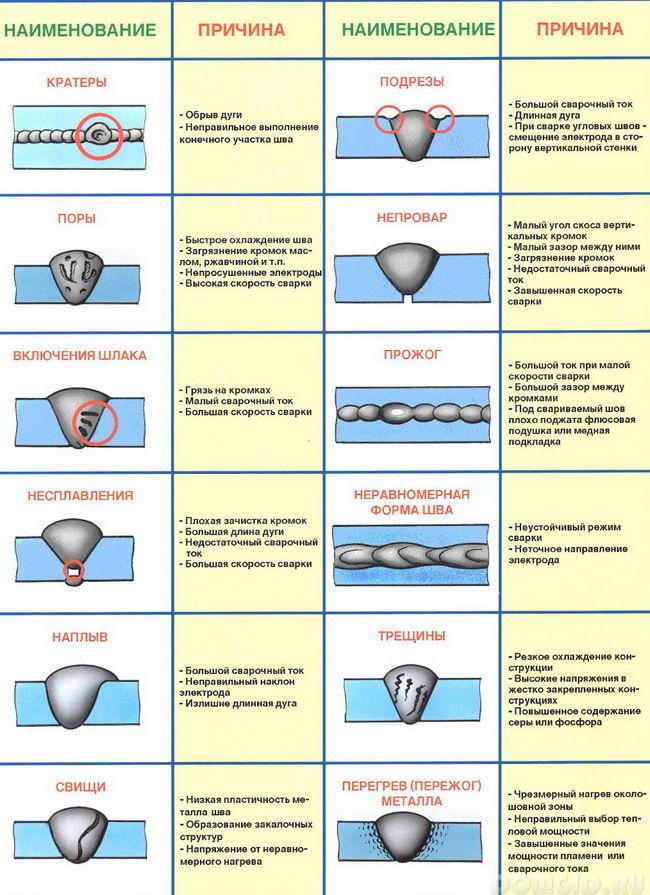
Типичные проблемы сварного шва:
Сварку переменным током очень часто применяют в бытовом хозяйстве, выполняется электродами с рутиловым покрытием. Хорошо свариваются низколегированные и низкоуглеродистые стали.
Сварку постоянным током применяют для сваривания среднеуглеродистых сталей и чугуна. Обратную полярность применяют для повышения скорости сварки.
Зажигание сварочной дуги производят серией коротких и резких прикосновений электродом к металлу, или чирканьем электродом о поверхность изделия в направлении будущего сварного шва. Если электрод «прилип» к изделию, его необходимо оторвать резким покачивание вправо-влево с отводом держака вверх. После зажигания дуги электрод может находится в трех положениях:
- углом назад;
- углом вперед;
- под прямым углом.
При завершении сварного шва, для предупреждения образования кратера, дугу необходимо обрывать после заварки кратера несколькими круговыми движениями.
Техника выполнения сварных швов
Существует несколько десятков режимов сварки и методов манипулирования электродом при выполнении сварных швов. В процессе сварки электрод всегда перемещается в трех направлениях:
Поступательное движение вниз – поддерживает электрическую дугу в процессе плавки электрода, регулирует глубину сварочной ванны. Скорость движения зависит от скорости горения электрода.
Перемещение электрода вдоль направления сварного шва, образует сварочную ванну. Скорость движения зависит от ширины шва и режима сварки.
Поперечные движения – перемещение электрода в стороны для образования ширины сварочной ванны. Колебательные движения определяют ширину сварного шва, но не должны превышать 3-х диаметров электрода.
Металл нужно держать в расплавленном состоянии до образования валика сварного шва. Нужно не допускать преждевременного остывания металла в сварочной ванне. Необходимо контролировать ширину сварочной ванны, глубину проплавления.
В зависимости от того, где выполняется сварной шов, различают несколько пространственных положений выполнения сварного шва.
Как варить вертикальный шов электросваркой: правильная сварка инвертором для начинающих

В статье расскажем о том, как правильно варить вертикальный сварочный шов электродом и электродуговой сваркой, какие проблемы встречаются в работе и как с ними справляться.

Сваривание вертикала
Сварщики часто сталкиваются с ситуацией, когда сварное соединение нужно проводить в разных плоскостях, это случается с потолочными конструкциями и боковыми. Иногда это детали, расположенные под углом, в остальных случаях они прямые, но имеют неудобный доступ – на потолке. Основная сложность в том, что на расплавленный металл действует сила притяжения, поэтому может получиться некрасивый, а главное, нефункциональный подтек.
Общие определения
Есть несколько типов шва в зависимости от того, где они располагаются. По направлению:
- вертикальный;
- горизонтальный.
- нижний;
- верхний;.
- боковой.
Самый простой проходит по горизонту и находится внизу, на рабочем столе. Тогда очень просто следить за образуемой сварной ванной, а само наплавление ложиться аккуратно и последовательно, вне зависимости от того, как движется электрод.

Виды соединений
Сварщик может накладывать шов с одной стороны или с двух, в последнем случае это увеличивает надежность, но бывает иногда затруднительным. Тогда силы компенсируются, не происходит разломов или деформаций. Также есть 4 классических типа сваривания в зависимости от расположения двух частей изделия:
- встык – заготовки находятся двумя краями близко друг к другу, без зазоров;
- тавровое – перевернутая буква «Т», то есть на горизонтальную плоскость прикладывается вертикальная;
- внахлест – одна металлическая плашка накладывается на другую;
- угловое – наиболее трудное, потому что надо добиться правильного угла при соединении.
Расскажем подробнее. Или можно посмотреть этот видеоурок:
Встык
В основном применяется при работе с листами или трубами. Зазор должен составлять не более 1-2 мм (здесь будет находиться расплавленный металл). Сами элементы должны быть жестко зафиксированы. Иногда требуется предварительный задел кромок (их скос, чтобы получилось углубление для наплавления) – при толщине стали более 4 мм. Учтите, что чем глубже полость, чем лучше соединение, но сам процесс затрачивает больше электродов (присадочной проволоки на полуавтомате) и длиться дольше. При очень большой ширине заготовки понадобится сделать несколько последовательных проходов. Многослойный шов может заполняться пластами или точечными приварами, как на этом схематическом изображении:

Внахлест
Подходит для листов, имеющих не более 8 мм в толщину. Они накладываются один на второй и провариваются с двух сторон, в обратном случае образуется зазор, в котором может возникнуть очаг коррозии.
Здесь основная особенность – в угле наклона электрода. Он должен находиться под 15-45 градусов от верхней поверхности. Если меньше, то шов получится на нижней плашке, больше – на верхней. В любом случае не будет надежного контакта.

Как сваривать вертикальный шов при тавровом или угловом соединении
Технология в обоих случаях остается прежней, визуально изделия напоминают букву «Т» в первой ситуации, и «Г» – во второй. Иногда требуется обработка заранее, это зависит от того, насколько толстые заготовки. Рассмотрим в таблице:
Как варить вертикальный сварочный шов
Электрическая сварка предусматривает оказание воздействия электрической дуги на обрабатываемый металл. Она формируется между изделием и используемым электродом из токопроводящего материала. Слишком высокая температура становится причиной расплавки металла, за счет чего и происходит соединение отдельных деталей. Место соединения принято называть сварным швом. Для изменения его показателей меняются технические параметры сварки, к примеру, амплитуда и скорость движения. Следует рассматривать особенности вертикальной сварки подробнее.

Особенности вертикальной сварки
Проводимая сварка вертикальных швов характеризуется довольно большим количеством различных особенностей. К ним можно отнести следующие моменты:
- При тепловом воздействии на сплав образуются капли, которые стремятся скатится вниз. Этот естественный процесс создает довольно много трудностей, так как раскаленные капли не позволяют оказывать качественное воздействие на обрабатываемую зону.
- Рекомендуется делать вертикальные швы более короткой дугой, за счет чего действие сил поверхностного натяжения упрощает переход электрода в кратер шва.
- Для того чтобы дать капле затвердеть во время проведения сварки нужно отводить стержень в сторону. Отсутствие источника тепла приводит к тому, что металл быстро кристаллизуется.
- В верхней зоне, как правило, металл плавится быстрее. При этом процесс кристаллизации ускоряется в зоне стыков и соединения.
- Важно правильно выбирать показатель силы тока. Как правило, он выбирается из более низкого диапазона, нежели при проведении обычных сварочных работ.
- Есть возможность использовать точечную технологию, которая обеспечивает относительно низкое крепление двух элементов.

Положение сварных швов в пространстве
Вертикальная сварка довольно сложно дается неопытным мастерам, но она проводится крайне часто. Это связано с тем, что заваривают электродом самые различные дефекты и им создают ответственные, а также несущие конструкции.
Применяя подобный способ сварки важно соблюдать все правила и рекомендации, так как в противном случае вертикальный шов получиться некачественным
Как варить вертикальный шов?
Существует довольно много правил, соблюдение которых позволяет повысить качество получаемого шва. Исключить вероятность стекание капель раскаленного металла довольно сложно.
Основными рекомендациями можно назвать нижеприведенные моменты:
- Электрическая дуга должна быть исключительно короткой. Длинная может привести к расплыванию сплава, так как он стекает под воздействием силы притяжения.
- На момент поджога рабочая часть размещается исключительно перпендикулярно обрабатываемой поверхности. При этом важно, чтобы он располагался перпендикулярно обоим обрабатываемым поверхностям, за счет чего и обеспечивается высокое качество обработки.
- При работе рекомендуется наклонять электрод немного вниз. За счет выдерживания острого угла можно обеспечить задержку раскаленного металла, не давая ему стекать вниз.
- В некоторых случаях исключить вероятность стекания металла невозможно. Тогда рекомендуется увеличить показатель силы тока и ускорить перемещение рабочей части. Однако, при увеличении этого показателя нужно быть осторожным, так как это приводит к увеличению дуги. Кроме этого, рекомендуется увеличить ширину шва, перемещая инструмент со стороны в сторону.

Способы сварки в вертикальном положении
Приведенная выше технология намного проще в исполнении, если сравнивать вариант проведения электрода снизу вверх.
Вертикальный шов полуавтоматом
От качества сварочного шва зависит то, насколько прочной будет получаема конструкция и на какую нагрузку она будет рассчитана. Кроме этого, в некоторых случаях важно сохранить привлекательный эстетический вид. Больше всего проблем возникает с созданием вертикального сварочного шва, так как металл вытекает из ванны. Довольно распространенным вопросом можно назвать то, как варить вертикальный шов. Среди особенностей отметим нижеприведенные моменты:
- Проводится подготовка материала в зависимости от того, какие именно работы будут проводится. Учитывается толщина материала и степень обрабатываемости.
- Выбирается короткая дуга со средним показателем рабочего тока.
- Стержень со специальной обмазкой располагается под углом 80 градусов относительно обрабатываемой поверхности.
- Создавая вертикальный шов рекомендуется манипулировать стержнем по всей ширине формируемого валика.

Качественный вертикальный шов можно получить при сварке с отрывом дуги от поверхности. Для начинающих сварщиков подобный метод подходит в большей степени, так как проще в исполнении. Это связано с тем, что на момент отрыва дуги металл может остыть. Однако, есть и существенный недостаток – снижается показатель производительности.
Среди особенностей применения этого метода, связанного с отрывом стержня от поверхности, назовем нижеприведенные моменты:
- При сварке наконечник можно опирать на полочку сварного кратера.
- Схема движения рабочей части из сторону в сторону, за счет чего охватывается весь вертикальный шов. Кроме этого, можно применять схему петель или короткого валика при движении рабочей части сверху вниз.
- Устанавливаемая сила тока во многом определяет форму шва и его основные параметры. В общем случае рекомендуется снизить показатель на 5 А от обычного значения для конкретной толщины сплава
Стоит учитывать, что основные параметры проводимой работы практически во всех случаях выбираются экспериментально. Именно поэтому умения сварщика во многом определяют качество соединения и его надежность.
Создание шва электродом
Создаваемые швы электрическим инвертором имеют довольно обширную классификацию. При определении основных параметров учитывается тип соединяемых деталей. При рассмотрении того, как правильно варить вертикальный шов электросваркой, нужно учитывать их особенности. Наибольшее распространение получили следующие разновидности соединений:
- Стыковые.
- Тавровое.
- Внахлест.
- Угловое.

Создание шва электродом
Стоит учитывать, что для обеспечения стабильной дуги нужно провести очистку поверхности от самых различных загрязняющих веществ.
Именно поэтому сварка вертикального шва проводят при тщательной подготовке поверхности.Применяемые технологии позволяют получить качественный шов только при правильном выборе толщины электрода. Она должна быть несколько меньше, чем ширина шва, так как для исключения вероятности стекания сплава рекомендуется водить стержень из стороны в сторону.
Техника сверху вниз
Движением электрода сверху вниз можно варить только при применении электрода, который дает тонкий слой шлака. Среди особенностей этого процесса отметим следующие моменты:
- За счет применения подобного стержня в сварочной ванной материал затвердевает быстрее. При этом стекание расплавленного материала не происходит.
- Рекомендуется использовать электроды с пластмассовым и целлюлозным покрытием. Примером можно назвать марки ЛНО-9 и ВСЦ-2.
- Подобная технология характеризуется высокой производительностью. Именно поэтому если есть необходимость в увеличении производительности труда, то выбирается рассматриваемая технология.

Вертикальный шов сверху вниз
Эта техника не подходит для начинающих сварщиков, так как предотвратить стекание сплава достаточно сложно.
Техника снизу вверх
Подобная технология встречается крайне часто. Она характеризуется следующими особенностями:
- В начале работы стержень сварочного аппарата размещается перпендикулярно обрабатываемой поверхности.
- Как только произошло возбуждение дуги и образования первых капель, электрод рекомендуется немного наклонить.
- Концом стержня поддерживается короткая дуга и капли немного собираются, а при кратковременном его отведении дается время для остывания расплавленного материала и его кристаллизации.
- Можно сообщать поперечные колебательные движения. За счет этого исключается вероятность длительной задержки источника тепла в одной точке.

Вертикальный шов снизу вверх
Подобная техника позволяет получить качественный шов. Однако, она характеризуется низкой производительностью, так как приходится время от времени давать каплям остыть.
Принципы вертикальной сварки
Выделяют и несколько других распространенных технологий, которые могут применяться для получения шва. Среди них отметим:
- Технология треугольника подходит для случая, когда толщина металла составляет не более 2 мм. Она должна проводится только после затупления кромок, которые будут соединяться. По форме получаемая ванная напоминает треугольник. Для подобной технологии рекомендуется выбрать электрод, диаметр которого составляет 3 мм. Сила тока должна быть не более 100 Ампер.
- Елочка применяется крайне редко, так как она подходит для основания с толщиной 2-3 мм. Она предусматривает хаотичное и сложное перемещение дуги.
- Лесенка применяется в том случае, если нужно образовать максимально широкий шов, кромки минимально притуплены. Среди особенностей подобной технологии можно отметить то, что стержень должен быстро переходить от одной кромки к другой при минимальном вертикальном перемещении. Надолго задерживать инструмент на крае не нужно, после чего его быстр переводить на противоположную сторону. Применяется лесенка в случае, когда толщина сплава составляет 4 мм.

Вертикальная сварка проще проходит при применении современного сварочного инвертора, который позволяет регулировать основные параметры с высокой точностью.
Условия для качественного вертикального шва
Практически все начинающие специалисты не знакомы с основными условиями получения качественного вертикального шва. Кроме этого, он должен характеризоваться высокой прочностью, быть выполненным качественно и иметь эстетичный вид.
Можно выделить несколько основных ошибок, которые допускаются при проведении подобной работы:
- На момент поджога стержень должен находится в перпендикулярном состоянии. Если будет угол, то дуга может быть нестабильной.
- Чем меньше длина дуги, тем быстрее происходит кристаллизация материала. За счет этого снижается риск появления подтеков. Однако, многие не соблюдают эту рекомендацию, так как небольшая дуга снижает показатель производительности.
- Стержень накланяется для снижения вероятности появления подтеков, но выдерживать острый угол достаточно сложно.
- При появлении подтека рекомендуется увеличить силу тока и ширину шва. За счет этого можно существенно ускорить процесс кристаллизации вещества.
Для получения соединения с высоким показателем качества нужно уделить внимание подготовительному этапу. Примером можно назвать удаление пыли и грязи, остатков краски и масла, ржавчины. В некоторых случаях проводится точечная сварка, за счет чего риск появления потеков снижается в несколько раз.

Качественный вертикальный шов
В заключение отметим, что качество сварочного шва зависит от довольно большого количества параметров. Примером можно назвать мастерство сварщика или характеристики соединяемых материалов. В зависимости от некоторых из приведенных выше параметров проводится выбор наиболее подходящей технологии.
Технология работ электросваркой
Ручная электродуговая сварка
При ручной электродуговой сварке основными параметрами являются: диаметр электрода, сила тока, его род и полярность, напряжение на дуге, скорость перемещения электрода. К дополнительным факторам относятся: положение электрода и шва в пространстве, состав и толщина электродного покрытия, начальная температура свариваемых деталей.
Ширина сварного шва зависит от диаметра электрода. Диаметр электрода при сварке горизонтальных швов выбирают, пользуясь следующими, установленными практикой, данными из табл. 3.
Таблица 3. Выбор диаметра электрода для сварки горизонтальных швов в зависимости от толщины металла.
При сварке вертикальных швов не следует пользоваться электродами диаметром более 5 мм, а при сварке потолочных швов — более 4 мм. Электроды диаметром более 6 мм применяют редко. Тип и марку электрода можно выбрать по справочным таблицам в зависимости от марки свариваемого металла и условий сварки. Химический состав металла электрода должен быть одинаковым с химическим составом свариваемого металла или близким к нему.
Силу сварочного тока Iсв (А) можно ориентировочно определить по формуле:
Iсв = Kdэл ,где dэл — диаметр электрода, К — опытный коэффициент, равный 40—60 мм для электродов со стержнем из низкоуглеродистой стали и 35—40 мм для электродов со стержнем из высоколегированной стали. Величина сварочного тока зависит также от вида сварочного соединения: нахлесточные и тавровые соединения выполняют повышенным током по сравнению со стыковым. Сварочный ток зависит от марки электрода и может быть определен более точно по справочным таблицам.
Для возбуждения дуги необходимо электродом коснуться поверхности изделия — получается короткое замыкание, затем отвести его на нужное расстояние (2—4 мм), при этом нагретый воздух становится проводником. Существует еще один способ зажигания электрической дуги — так называемое чирканье электродом по металлу, как спичкой, но его нельзя применять в неприспособленных для сварки местах.
Качество сварного шва зависит от длины дуги. Умение поддерживать ее в оптимальном состоянии приходит с опытом, но рекомендуется придерживаться существующего правила: расстояние от электрода до кромки свариваемой поверхности должно составлять 0,5—1,1 диаметра применяемого электрода. Это расстояние между электродом и свариваемыми кромками необходимо поддерживать, поскольку при их касании происходит короткое замыкание, а при слишком большом зазоре дуга гаснет.
Перемещение электрода необходимо для поддержания горения сварочной дуги и получения сварного шва. Сварщик в процессе работы должен делать три движения электродом: непрерывное равномерное вниз по мере расплавления электрода, в направлении сварки и поперек шва. Поперечные колебательные движения конца электрода можно не делать при сварке тонких листов.
Сварку можно производить в направлении слева направо (рис. 1, а), справа налево (рис. 1, б), от себя (рис. 1, в) и к себе (рис. 1, г). Независимо от направления сварки положение электрода должно быть определенным, электрод должен быть наклонен к оси шва так, чтобы металл свариваемого изделия проплавлялся на наибольшую глубину. При сварке на горизонтальной плоскости для получения ровного и плотного шва угол наклона электрода должен быть равен 15° от вертикали в сторону ведения шва. 
Рис. 1. Направления сварки:
а — слева направо; б — справа налево; в — вверх, или от себя; г — вниз, или к себе.
Скорость сварки выбирают с таким расчетом, чтобы получить сварной шов шириной около полутора диаметров электрода, с хорошим проваром и плавным переходом наплавленного металла к поверхности свариваемого изделия.
Очень важно правильно закончить сварной шов. Нельзя резко обрывать дугу. Следует медленно вести ее до обрыва, при этом расплавленный электродный металл должен заполнять кратер шва.
Виды сварочных швов
Существует три основных вида швов: горизонтальный, вертикальный и потолочный. Вертикальный шов можно делать на спуск и на подъем. Наиболее эффективна сварка на подъем. Она позволяет проварить корень шва и кромок. Недостаток этого способа — грубая поверхность шва.
Сварка на спуск легче, но качество провара ниже. Более сложным в исполнении является горизонтальный шов. Для его выполнения делается скос верхней кромки, а нижняя при этом помогает удерживать расплавленный металл в месте сварки. Самым сложным является потолочный шов. При его выполнении сварка должна производиться очень короткой дугой, а оптимальный диаметр электрода — 4 мм. В процессе работы происходят короткие замыкания в месте соприкосновения конца электрода с изделием и расплавленный металл заполняет сварочную ванну изделия.
В зависимости от того, сколько проходов понадобится для заполнения сечения шва, он может быть однослойным, многослойным и многослойно-многоходным. Шов называется многослойным, если число слоев равно количеству проходов дугой (используется в стыковых соединениях). Многопроходным называется шов, в котором некоторые слои делаются за несколько проходов (применяется в угловых и тавровых соединениях). По длине швы делятся на короткие (до 300 мм), средние (300—1000 мм) и длинные (более 1000 мм).
Способы выполнения работ электросваркой
Сварка может выполняться несколькими способами. Самой простой является сварка напроход — от начала до конца шва (рис. 2, а). Обратноступенчатым способом (от середины к концам) делается шов средней длины (рис. 2, б). Для выполнения длинных швов применяется вышеназванный способ (при этом весь шов разбивается на небольшие участки — рис. 2, в), а также сварка вразброс. Способы «горка» (рис. 2, г) или «каскад» (рис. 2, д) используются для соединения конструкций, несущих большую нагрузку. В этом случае вся сварочная зона должна пребывать в горячем состоянии во избежание появления трещин. 
Рис. 2. Схемы различных способов сварки:
а — сварка напроход; б — обратноступенчатая сварка; в — сварка блоками; г — «горка»; д — «каскад».
Каждый способ сварки осуществляется в определенном режиме. Его параметры делятся на основные (величина и полярность тока, диаметр электрода, скорость сварки, напряжение на дуге) и дополнительные (положение электрода и изделия, состав электрода). В своей совокупности они оказывают большое влияние на весь сварочный процесс.
В любительской практике наиболее распространенный способ сварки — сварка встык. Для усиления стыковых соединений в ответственных конструкциях применяют накладки с одной или двух сторон. Накладки делают в форме вытянутого шести- или восьмиугольника.
Применять накладки прямоугольной формы нецелесообразно, так как по углам возникают большие внутренние напряжения. Накладка должна перекрывать сварной шов не менее чем на 100 мм. При установке накладок с двух сторон их следует брать различной величины, чтобы кромки их не совпадали и одна из них перекрывала другую на 20-30 мм.
При сварке внахлестку величина перекрытия должна быть не менее пятикратной толщины свариваемого металла.
Важно помнить, что некоторые металлы требуют сварки только с использованием постоянного тока прямой полярности, а магний, алюминий и бериллий — переменного.
Чтобы проверить качество шва, удаляют окалину молотком сварщика. У начинающих наиболее часто встречается непровар (не полностью проваренный сварной шов). Если такое случилось, изъян устраняют.
