Как пользоваться аппаратом для сварки пластиковых труб?
Пайка и монтаж полипропиленовых труб своими руками: как сделать это с помощью сварочного аппарата

Один из лучших способов заменить старые элементы трубопровода или проложить новый, – заняться монтажом полипропиленовых труб своими руками. Работа не займет много времени, если в доме есть сами трубы, необходимый набор фитингов и сварочный аппарат для полипропиленовых труб. Буквально через полчаса уже можно будет пользоваться новой системой.
Такая технология сварки называется раструбной (муфтовой). Трубы соединяют не стык в стык, как металлические, а через дополнительные переходники – фитинги, с которыми спаиваются края при температуре 260 градусов. Также есть фитинги-переходники со сварного на резьбовое соединение.
Инструменты для сварки
Аппарат для сварки

Разновидности фитингов для полипропилена
Для полноценной работы потребуется следующий список инструментов.
- Сварочное оборудование (аппарат для сварки полипропиленовых труб, специальный утюг, паяльник)
- Набор насадок для паяльника (наиболее популярны модели по 20 мм)
- Специальные ножницы или кольцевой резчик. При маленьких объемах работ можно обойтись и обычной пилой/ножом
- Шейвер для зачистки контура (понадобится при снятии армированного покрытия, если оно имеется)
- Фаскосниматель. Его используют в случае плохого качества контура (лохмотьев), чтобы не задирался пластик. Но при использовании специальных ножниц это не произойдет. При необходимости можно сделать точилку своими руками, впаяв в фитинг под 45° лезвие ножа
Самодельный сварочный аппарат для полипропилена
Цена на паяльники для полипропиленовых труб начинается от 1000 рублей. Если объем работы не такой большой и есть желание сэкономить, то можно сделать паяльник своими руками.
Для этого понадобится:
- старый утюг – 0 руб.;
- двусторонняя насадка под нужный размер – 250 руб.;
- компьютерная термопаста – 140 руб.;
- дрель, сверло по металлу и болт с шайбой соответствующего диаметра.


- Прикрутите насадку к подошве утюга, смазав её торцы термопастой для хорошей теплопередачи.
- Заранее определитесь, как удобнее будет работать, и закрепите насадку большей стороной вверх или наоборот. Важно сделать это вначале, т. к. при нагретом утюге сменить её будет трудно.
- Отпилите острый кончик утюга для удобства работы у стены.
- Перед работой прогрейте утюг в течение нескольких минут и подождите, пока он включит нагрев второй раз.
- Температура насадки должна быть 260°-270°C. Если датчика температуры нет, можно приблизительно измерить её с помощью свинца и олова. Олово (для припоя) должно плавиться хорошо, температура его плавления 231°C, а свинец начнет плавиться только при 327°C.
Видео-урок
Видео-инструкция покажет, как производится сварка полипропиленовых труб.
Инструкция по монтажу

-
- Перед началом работ важно определиться с местом прокладки труб. Желательно сделать план на бумаге, чтобы снизить количество свариваний «на весу». Гораздо удобнее будет собрать основные элементы на столе, и затем в несколько приемов закрепить их в систему.
- Чтобы соединить полипропиленовые трубы, нагревают края элементов. Внутренняя стенка нагревается в муфте, а трубы с внешней стороны. Для этого их практически до конца надевают на насадку паяльника, и держат несколько секунд.

-
- После этого сразу соединяют элементы в нужном направлении. У вас будет пара секунд, чтобы при необходимости отцентровать их, обычно это делается на глаз. При этом нельзя крутить их внутри по отношению друг к другу. Время сварки зависит от толщины пластика и ширины шва.
-
- Нагретый полипропилен смешается на месте стыка, и надежно сварится, если его нагрели его до нужной температуры. Слишком долго его держать на паяльнике тоже нельзя, пластик может потечь, уменьшится внутренний диаметр канала, нарушится герметичность соединения.
Перед тем как спаять полипропиленовые трубы, обязательно открывают кран на муфте, иначе воздух будет выталкивать его из насадки паяльника.
-
- При правильном соединении часть пластика должна равномерно выйти, образовав небольшой наплыв на муфту. Если при одевании возникают проблемы и пластик сильно загибается, нужно снять фаску с кромки.
Согласно немецким нормам DVS-2207-1, зачистка для полипропиленовых труб должна иметь угол 15°, и углубление на 2-3 мм. В России стандартом считается скос фаски на 45° и углубление на 1/3 толщины. Фактически, подойдет любая фаска в этих пределах. Главное, чтобы она была равномерной.

-
- Сварочный аппарат для пайки должен стоять на подставке (специальной струбцине). Нужно выставить температуру на регуляторе в 260°C, но для скорости работ можно увеличить её до 280°C. Другие температуры приведут к ненадежному соединению, поэтому при покупке аппарата необязательно выбирать модель с терморегулятором.
- На нагревательную насадку элементы будут одеваться с трудом, потому что имеют больший радиус. При одевании можно немного повертеть их по оси, чтобы было проще надеть на насадку. Однако вставлять трубы до упора нельзя, чтобы не оплавились вовнутрь их торцы. Вначале, чтобы избежать этого, стоит делать отметки карандашом, но потом уже несложно будет почувствовать нужную глубину.

-
- Когда все элементы собраны, можно приступить к сварке «на весу». Обычно это переходы между стен, соединение с батареями, вводы водоснабжения.
Обычные пластиковые трубы подходят только для холодной воды, они не предназначены для работы под давлением. При монтаже трубопроводов и отопления необходимо использовать только армированные полипропиленовые трубы. Для их сварки понадобится снять часть армирования специальным шейвером.

Шейвер для зачистки кромок от армирования
- Если трубы подходят к котлу, поблизости не должно быть пластика. Чтобы его «не подпустить», трубы подводят с помощью переходника со сварного соединения на резьбовое, через металлическую трубу длиной более 0,5 м.
- Не забудьте установить запорный вентиль перед новым участком трубопровода, это поможет при ремонте или установке новой точки.
- Запуск нового отрезка покажет, правильно ли прошёл процесс пайки. Открыв запорный вентиль и пустив воду в систему, проверьте все соединения на предмет протечек.
Соединение металла с полипропиленом
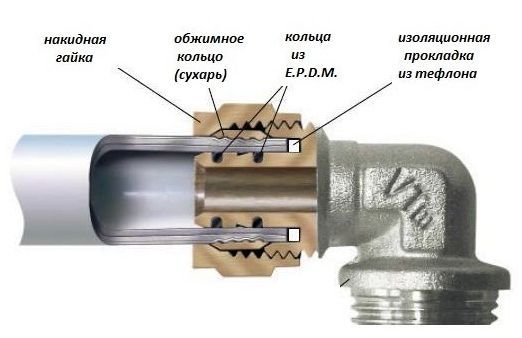
При ремонте часто случаются ситуации, когда к старым металлическим трубам нужно подсоединить новый участок из полипропилена. Данное соединение делается с помощью специальных фитингов. Если к полипропилену фитинг припаивается паяльником, то при соединении к металлической трубе можно пойти двумя путями. Можно приварить трубу к фитинги при помощи сварочного аппарата, а можно нарезать резьбу на трубе и прикрутить фитинг. Приварить проще, но нужен сварочный аппарат, поэтому обычно нарезается резьба на трубе. Перед операцией по соединению железный отрезок зачищается и смазывается солидолом.
Использование полипропиленовых труб позволяет спрятать их внутрь стены, в отличие от винтовых металлических. Предварительно важно убедиться в герметичности соединений.
Теперь вы знаете, как правильно паять полипропиленовые трубы, и без труда сможете сделать это самостоятельно. Вначале потренируйтесь на маленьких обрезках, и у вас быстро получится обновить водопровод для дома.
Как пользоваться аппаратом для пайки пластиковых труб?

Планируете провести монтаж водопровода самостоятельно? Хотите узнать, как паять пластиковые трубы? Самое простое решение – это муфтовый или, как его еще называют, раструбный метод соединения с помощью фитингов. Это быстро, просто и недорого. Нужен лишь специальный аппарат для пайки и несколько часов свободного времени. Вы быстро освоите этот процесс – наша статья поможет.
Содержание:
- 1. Что понадобится для работы?
- 2. Подготовка труб – залог их герметичного соединения
- 3. Процесс пайки. Пошаговое руководство
Сегодня больше и больше практичных хозяев, привыкших все в доме делать своими руками, осваивают сантехнические работы. Действительно, зачем вызывать сантехника, ждать его весь день, контролировать его работу и платить за это немалые деньги. К примеру, монтаж пластиковых труб в ванной и на кухне в обычной квартире может обойтись в сумму более 3000 – 4000 рублей, и это без учета стоимости материалов. Можно хорошо сэкономить, если провести монтаж самому. Было бы желание и подходящий для работы инструмент – специальный паяльник и несколько вспомогательных приспособлений. Расскажем, каких именно.
Что понадобится для работы?
Сварка или пайка водопроводных труб в быту не требует дорогостоящего и сложного в использовании оборудования. Сегодня каждый хозяин может обзавестись специальным инструментом и навсегда забыть про услуги сантехника. Вот список того, что используется при пайке трубопровода:
- паяльник для пластиковых труб с набором насадок разного диаметра;
- нож для резки труб;
- рулетка для измерения длины элементов при их нарезке;
- разметочный карандаш для отметки длины нагреваемого участка трубы;
- перчатки из термостойкого материала для защиты рук во время работ.
Все это вы можете купить в наборе. Бытовые паяльники для муфтовой сварки пластиковых труб продаются со всем необходимым для работы. Как правило, инструмент и вспомогательные приспособления упакованы в кейс для удобства хранения и перевозки. Обратите внимание на диаметр насадок к паяльнику – он должен совпадать с диаметром труб, которые вы собираетесь паять. Покупка самого простого комплекта может обойтись всего в 1500 – 2000 рублей, что в два раза меньше оплаты услуг сантехника. Согласитесь, это выгодно. К тому же инструмент пригодится вам в будущем, например, при установке водопровода в деревне или на даче.
Подготовка труб – залог их герметичного соединения

Прежде чем говорить о том, как паять пластиковые трубы, расскажем, как их для этого подготовить.
Сначала их нарезают под размер исходя из длины трубопровода, изгибов и разветвлений. Не забудьте оставить небольшой запас для вхождения трубы в фитинг. Затем зачищают кромки: ровные, аккуратные края без зазубрин и неровностей соединять гораздо легче. Если вы используете армированные полипропиленовые трубы, то верхний слой пластика и армирования необходимо снять. Это предотвратит расслоение материала в месте шва во время эксплуатации и снизит риск протечек. Зачищенные поверхности рекомендуется обезжирить и вытереть насухо, чтобы приступить к их нагреву на паяльном аппарате.
Подготовительный этап не займет у вас много времени, зато вы облегчите дальнейшее выполнение работ и обеспечите надежность соединения элементов.
Процесс пайки. Пошаговое руководство
Когда у вас намечен план трубопровода и изделия нарезаны под размер, можно приступать к их соединению. Лучше осуществлять сборку элементов не на месте монтажа, а на столе – так будет легче, особенно если вы работаете один. Когда же требуется пайка труб на месте их установки, подключите помощника, который будет держать соединяемые элементы, а вы будете работать инструментом.
Теперь расскажем о том, как пользоваться паяльником для труб. Действия можно описать в три шага.
Шаг 1. Включите аппарат в сеть. Поставьте его на ровную поверхность и установите насадки нужного диаметра на нагревательный элемент. Включите кнопку нагрева. Выставьте нужную температуру – как правило, для полипропилена ее значение составляет 260 °C. Дождитесь, пока рабочая часть нагреется. Для каждой модели в зависимости от мощности это время устанавливается индивидуально, как правило, не превышает 15 – 20 минут. Кстати, если у вас паяльник с двумя ТЭНами, для более быстрого нагрева можно задействовать сразу оба. Однако при достижении рабочей температуры второй следует отключить, чтобы снизить нагрузку на аппарат. Приступать к пайке можно спустя 5 – 10 минут после достижения рабочей температуры: необходимо дать нагреться рабочим насадкам.

Шаг 2. Установите на насадки паяльника соединяемые элементы: на дорн крепится фитинг, на гильзу – труба. При этом нагревается внутренняя поверхность фитинга и внешняя часть трубы. Нагрев должен осуществляться одновременно. Пластик плавится в течение нескольких секунд – после этого элементы нужно быстро снять.
Шаг 3. Стыковка заготовок осуществляется вручную. Часть нагретой трубы вставляется в нагретый раструб фитинга. Соединять элементы нужно с первого раза, ни в коем случае не разъединять и не проворачивать их, иначе шов будет негерметичен. После стыковки дайте элементам остыть в течение нескольких минут.
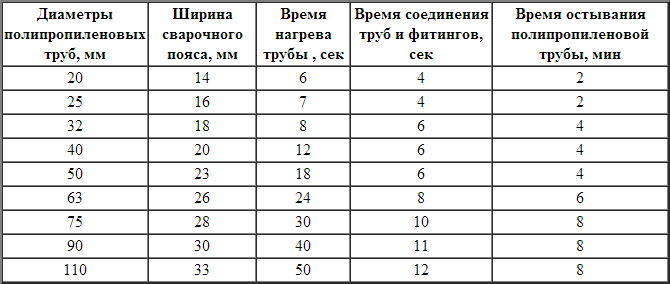
Важно соблюдать время термического воздействия на пластик и время застывания соединенных элементов. Это зависит от диаметра трубы и толщины ее стенок. Как узнать подходящий временной интервал? Поможет эта таблица.
| Диаметр трубы, мм | Глубина прогрева, мм | Время нагрева, с | Время охлаждения, мин |
| 20 | 14 | 5 | 3 |
| 25 | 16 | 7 | 3 |
| 32 | 20 | 8 | 4 |
| 40 | 21 | 12 | 4 |
| 50 | 22,5 | 18 | 5 |
| 63 | 24 | 24 | 6 |

Выдерживая рекомендуемое время, вы получите в результате качественное и герметичное соединение. Если переусердствовать и перегреть пластик, он поплывет и забьет отверстие в трубе – тогда вода не будет проходить, а после монтажа будет сложно найти проблемное место. При недостаточном нагреве есть вероятность неплотного соединения деталей – шов будет пропускать воду, что со временем станет причиной протечки. И еще. Приступая к пайке пластиковых труб в первый раз, попрактикуйтесь на ненужных обрезках труб, чтобы не испортить нарезанные под размер. Попробовав несколько раз, вы легко доведете действия до автоматизма и сможете повторить алгоритм с деталями для трубопровода.
Теперь вы знаете, как паять пластиковые трубы и какие инструменты вам понадобятся. За короткое время вы сможете собрать водопровод в квартире, на даче или на предприятии. Сделав все правильно, вы получите надежную систему. Ведь пластиковые трубы служат очень долго: выдерживают температуру от -20 до +90 °C, не подвержены ржавлению и отложению налета на внутренних стенках. Лично осуществляя все этапы работ, вы можете быть уверены в том, что все соединения будут добротными и выдержат рабочее давление воды. Срок службы такого трубопровода может достигать 100 лет! И только представьте, что это сделаете вы своими руками.
В нашем интернет-магазине вы можете купить все, что нужно для монтажа трубопровода: полипропиленовые трубы, фитинги, паяльный аппарат. Вам не придется покупать это в разных местах – вы получите товары с доставкой в кратчайшие сроки и сможете приступить к работе! Делайте выбор и оформляйте заказ через сайт. Если вам нужна консультация, позвоните менеджеру по телефону 8-800-333-83-28.
Инструкция по выполнению сварки труб из полипропилена
 В последнее время трубопроводы из полимерных материалов повсеместно вытесняют из обихода металлические. Причин для этого существует множество: они отличаются большей долговечностью, удобством в монтаже и эксплуатации, не требуют антикоррозионной обработки. Для устройства системы отопления и горячего водоснабжения наиболее подходящими являются полипропиленовые трубы, монтируемые с помощью сварки.
В последнее время трубопроводы из полимерных материалов повсеместно вытесняют из обихода металлические. Причин для этого существует множество: они отличаются большей долговечностью, удобством в монтаже и эксплуатации, не требуют антикоррозионной обработки. Для устройства системы отопления и горячего водоснабжения наиболее подходящими являются полипропиленовые трубы, монтируемые с помощью сварки.
По конструкции полипропиленовые трубы могут быть обычными и армированными алюминиевой фольгой. Алюминий значительно повышает надежность работы системы и снижает коэффициент температурного расширения материала. В зависимости от условий, в которых производится сварка полипропиленовых труб инструкция по выполнению работ может отличаться некоторыми деталями, но основная ее суть остается неизменной.

Оборудование и инструменты для сварки полипропиленовых труб
Монтаж полипропиленовых труб на сварке обеспечивает максимальную надежность и герметичность узлов соединения при условии качественного выполнения работ и соблюдения технологического регламента.
Так как соединенные при помощи сварки детали трубопровода невозможно переварить заново, аккуратности работ следует уделить должное внимание, используя для их выполнения специальное оборудование и инструменты.
Набор инструментов, используемый для сварки полипропиленовых труб, следующий:
- паяльник, называемый также аппаратом для сварки;
- набор насадок различного типоразмера для сварки (каждая насадка состоит из дорна для нагрева фитинга и гильзы для нагрева участка трубы);
- специальные ножницы для разрезания труб на участки нужного размера;
- торцеватель для обработки краев труб перед сваркой (служит для удаления алюминиевой фольги с торцов);
Кроме этого оборудования для выполнения сварки необходимо иметь под рукой рулетку, штангенциркуль и спиртовой маркер. Наличие полного перечня инструментов позволит избежать лишней суеты при возникновении необходимости определения размеров по месту и выполнить работу максимально качественно.

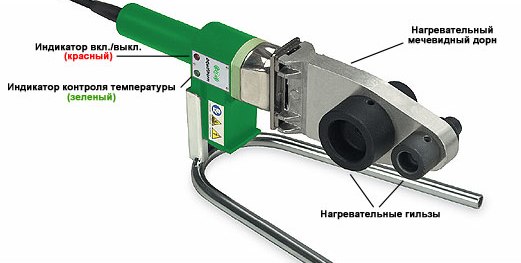
Основным элементом оборудования является аппарат для сварки полипропиленовых труб (или паяльник) с набором насадок. Аппарат представляет собой нагревательное устройство, сходное по принципу работы с обычным утюгом. Для автоматического поддержания заданных параметров температуры паяльник оборудован терморегулятором.
Поверхность нагрева паяльника имеет отверстия для присоединения насадок различного диаметра (стандартные типоразмеры насадок, входящих в сварочный комплект: 20, 25, 32, 40 мм). Для удобства работы с трубами различного диаметра в большинстве аппаратов для сварки полипропиленовых труб имеется возможность подключения сразу нескольких типов насадок.

Выполнение сварочных работ
Сварка полипропиленовых труб не представляет особой сложности и не требует наличия у исполнителя работ специального образования. Для того чтобы обеспечить прочность и надежную герметизацию сварочного соединения достаточно соблюдать строгую последовательность действий по регламенту.
Подготовительные работы
К подготовительным работам, выполняемым до начала сварки деталей, относят следующие действия:
- разработка схемы трубопровода;
- определение мест крепления труб и фитинга к стенам;
- пробивка в стенах отверстий при необходимости;
- разметка и нарезка участков трубы согласно схеме и натурным замерам;
- перед окончательной сваркой трубопровода, все его элементы нужно разложить на столе или полу в порядке, повторяющем схему соединения во избежание сборки конструкции в неправильной последовательности и порчи материала;
- в случае наличия в конструкциях труб алюминиевой фольги необходимо при помощи торцевателя произвести ее зачистку на концах свариваемых деталей для предотвращения контакта армирующего элемента с водой;
- на концах свариваемых элементов труб при помощи маркера нужно отметить глубину вхождения в фитинг. Предварительные замеры глубины фитинговых деталей выполняются штангенциркулем. Разметка позволяет четко контролировать погружение участка трубы в гильзу насадки при разогреве деталей паяльником.
Кроме перечисленных выше мероприятий до начала сварки рекомендуется произвести обезжиривание соединяемых деталей. Обезжиривание производится ватным тампоном, смоченным спиртом. Обработка внутренних поверхностей фитинга и наружных концов трубы обеспечит более качественное сваривание элементов трубопровода.

Разогрев паяльника до рабочей температуры
В зависимости от вида и диаметра полипропиленовых труб рабочая температура насадки будет отличаться. Сварка полипропиленовых труб с алюминиевым армированием производится при температуре поверхности насадок 260-300 градусов.
Для того чтобы паяльник для сварки полипропиленовых труб набрал рабочую температуру необходимо установить терморегулятор в соответствующее положение и включить его в сеть.
На готовность аппарата к работе укажет переключение сигнальной подсветки. В зависимости от типа паяльника способы сигнального оповещения могут отличаться, поэтому до начала выполнения работ необходимо внимательно ознакомиться с инструкцией по эксплуатации аппарата.
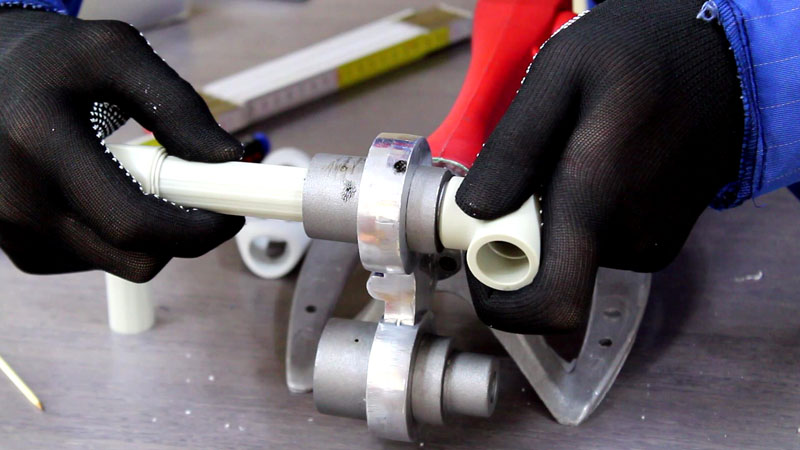
Нагрев элементов трубопровода
Для выполнения соединения деталей трубопровода согласно запроектированной схеме необходимо выполнить их тщательный разогрев при помощи насадок соответствующего диаметра. Нагреву одновременно подвергаются и труба и фитинг. Элементы фитинга насаживаются на дорн насадки, а труба вставляется в гильзу.
Вхождение элементов трубопровода в гильзу аппарата для сварки происходит под воздействием небольшого физического усилия. Глубина вхождения трубы в гильзу должна соответствовать ранее выполненным замерам соответствующего фитинга. Время нагрева свариваемых деталей зависит от их диаметра и обычно составляет от 8 до 16 секунд.

Соединение элементов трубопровода
Соединение деталей полипропиленовых труб и фитинга должно производиться по возможности быстро во избежание температурных потерь разогретого материала. Стыковка элементов выполняется одним ровным поступательным движением. Вращение фитинга и труб во время их соединения не допускается.
Соединенная конструкция участка трубопровода должна быть надежно зафиксирована до набора полимерным материалом прочности. В зависимости от диаметра трубопровода время схватывания может составлять от 10 до 20 секунд. В некоторых случаях требуется выдержать сваренные детали в зафиксированном состоянии до момента их охлаждения.
После выполнения сварки и остывания материала узлы соединения можно зачистить от наплывов пластика. Обработка производится с целью придания сваренной конструкции аккуратного и эстетичного внешнего вида. Иногда чрезмерные наплывы полимерного материала могут препятствовать надежной посадке участков трубопровода в крепежные клипсы.
Доступно объясняет, как выполняется сварка полипропиленовых труб видео ниже:
Сварка полипропиленовых труб своими руками

Термопластичные полимеры пропилена, по сравнению с традиционным полиэтиленом, имеют меньшую плотность, а также более высокие показатели твёрдости, термостойкости и устойчивости к коррозийным изменениям. Сварка полипропиленовых труб обеспечивает максимально надёжное соединение всех элементов в единую систему. Такие работы должны осуществляться при помощи специального оборудования, в условиях строгого соблюдения технологии. Разберемся подробнее в тонкостях пайки ппр труб.
Необходимое оборудование для пайки

Для создания прочных неразъёмных соединений используются современные сварочные аппараты разных конструкций. Надёжные швы на свариваемых полипропиленовых трубах получаются в результате повышения температурного режима до показателей плавления. Самый простой бытовой набор представлен аппаратом и установочным ключом для смены насадок. Данным устройством возможна сварка полипропиленовых труб маленького диаметра. Чуть более расширенная (в плане количества насадок) комплектация предназначена для работы с D 20-40 мм.
Сварка ППР труб самого большого размера или выполнение пайки на регулярной основе следует осуществлять оборудованием в профессиональной (полной) комплектации. Набор дополнительных аксессуаров для таких приборов напрямую зависит не только от производителя, но также может быть ориентирован на технические особенности конкретной модели. При выборе необходимого оборудования для пайки полипропиленовых труб нужно учитывать все требования, предъявляемые к сборным конструкциям.
Для монтажа полипропиленовых труб, получения максимальной надёжности и герметичности узлов соединения, помимо паяльника (аппарата для сварки) и набора насадок, различающихся типоразмерами (дорн для фитинга и гильза для трубы), нужно позаботиться о наличии ножниц для нарезки отдельных элементов. Кроме прочего следует воспользоваться торцевателем, обрабатывающим края труб непосредственно перед пайкой. Такой инструмент легко удаляет алюминиевую фольгу с торцовых частей.
Способы пайки
На практике сегодня применяется пара основных способов, обеспечивающих долговечное и надёжное стыкование свариваемых элементов:
- муфтовый;
- прямой.
Первый вариант – это сварка полипропиленовых трубопроводов посредством фасонного изделия (муфты) или трубы, имеющей достаточный внешний размер. Данный способ целесообразен для пластиковых трубопроводов незначительного диаметра. Он заключается в расплавлении внешней стороны элементов и внутренней части муфты, что обеспечивает гарантированно плотный стык.
Прямая сварка предполагает расплавление концевой части пластиковых труб с одинаковым диаметром, а также их последующее стыкование торцевыми поверхностями. Особенностью метода является необходимость выполнять сварку с предельной точностью обработки всех стыкуемых участков и их соединения друг с другом.
Помимо уже перечисленных выше «горячих» технологий можно воспользоваться достаточно простым и доступным по цене способом «холодной» пайки полипропилена. В данном случае заменой активному паяльному компоненту служит особый растворитель, способствующий быстрому размягчению структуры полипропилена.
Сварочные аппараты
С конструктивной точки зрения паяльное оборудование немного напоминает самый обычный электрический утюг. Основа представлена массивным металлическим нагревателем, поверхность которого – это съёмные специальные насадки.
Приборы для стыковой сварки полипропиленовых труб обладают более сложными конструкциями. В них, помимо нагревательного элемента, также присутствует система, отвечающая за центровку свариваемых элементов.
Классификация оборудования для сварки пластиковых труб подразделяет устройства на следующие основные группы:
- непрофессиональные ручные аппараты, или «утюги» для пайки ППР труб. Оптимальный выбор для бытового использования (D не более 50 мм). При необходимости используются насадки, имеющие тефлоновую поверхность и позволяющие легко работать с более объёмными трубами;
- механические сварочные аппараты. Такая техника обеспечивает надёжную сварку больших труб, имеющих D 40 мм или более. В конструкцию входят дополнительные элементы в виде приборного блока и гидроагрегата на рамной основе. На боковых частях установлены особые захваты-полукольца с вкладышами.
Характеристики дополнительных аксессуаров и их количество зависят от фирмы-производителя, а также ориентированы на конкретные модельные особенности сварочного аппарата.
Распространённые ошибки
Существует несколько немаловажных нюансов, которые должны учитываться в процессе сварки ППР труб. Пренебрежение такими особенностями негативно сказывается на качестве соединений и существенно сокращает срок эксплуатации готовой системы.
Неправильная выдержка времени сварки
Пайка ППР труб предполагает точное соблюдение технологии. Слишком долгий нагрев вызывает сужение отверстие, что может стать причиной недостаточной теплоотдачи радиатора и излишнего давления внутри системы.
Как сваривать пластиковые трубы аппаратом для сварки в домашних условиях
В квартирах многоэтажек застройки прошлого века, при строительстве частных домов для замены или монтажа системы водоснабжения, водоотведения, отопления используют пропиленовые трубы и комплектующие элементы. Соединения делают резьбовые и сварные. При сварке пластиковых труб используют нагревательный инструмент, освоить его несложно. Монтировать водопроводные системы из полимеров можно самостоятельно, зная азы технологии.
Какие трубы можно сваривать
Трубы выпускают из различного пластика: ПВХ, полиэтилена, пропилена. Металлопластиковые трубы дополнительно армируют алюминием, их монтируют резьбовыми соединениями. Пластиковые трубопроводы диаметром от 20 до 40мм сваривают враструб бытовым оборудованием, работающим от сети 220 вольт. Для сварки ПХВ труб большого диаметра чаще используют профессиональные цилиндрические паяльники.
При самостоятельном выборе комплектующих для трубопровода ориентируются на маркировку «PN». Для теплосистем, трубопроводов горячего водоснабжения выбирают пластиковый прокат с маркировкой:
- PN20, они эксплуатируются при температуре от +80 до +95˚С;
- PN25, допускается температура теплоносителя свыше +95˚С.
Для ХВС выбирают трубы и соединительные элементы с маркировкой PN10 (рабочая температура не выше +40˚С) и PN16 (допустимый нагрев до +60˚С).
Необходимые оборудование и инструменты
Для сварки пластиковых труб удобно использовать мечевидные паяльники со съемными насадками. Нагревательный элемент для сварки труб представляет собой плоскую платформу, называемую утюгом, в ней есть отверстия для крепления нагревающих насадок.
У сварочного аппарата для сварки пластиковых труб обязательно есть температурный регулятор, световой индикатор нагрева. Кроме оборудования для сварки нужны инструменты для раскроя заготовок и снятия фольгирующего слоя. Режут пластиковый прокат любым удобным способом:
- труборезом, похожим на кусачки;
- ножницами по металлу;
- ножовкой с узким полотном.
Для зачистки срезов, удаления наплывов применяют напильники с мелкой нарезкой или наждачную бумагу. Для раскроя элементов трубопровода перед сваркой нужно подготовить линейку, угольник, фломастер или маркер.
Инструкция: как сварить пластиковые трубы
Учиться сварке пластиковых трубопроводов враструб нужно на практике. Трубные заготовки и комплектующие для систем всегда покупают с запасом. Для приобретения навыков работы на оборудовании пластиковые элементы нарезают небольшими отрезками. Технологический процесс состоит из нескольких этапов, каждый из них рассмотрен отдельно.
Подготовка труб под сварку
Нарезают пластик на фрагменты в соответствии со схемой разводки. Кромки делают под прямым углом. Сначала делают разметку, затем врезаются в пластик. Только после этого резким усилием разрезают заготовку окончательно. Элементы раскладывают на чистой ровной поверхности в удобном для сварки порядке. Рядом размещают необходимые соединительные элементы: фитинги, отводы, тройники, муфты.
Каждый стык перед сваркой зачищают, чтобы не оставалось заусениц, обезжиривают. Трубы с фольгированным слоем обязательно фальцуют – слой металла полностью срезают в месте стыка.
Настройка сварочного аппарата
На паяльнике закрепляют насадки необходимого диаметра. Инструмент для сварки прочно устанавливают на ровной поверхности, чтобы он не качался. Регулятор нагрева переводят в нужное положение. Для сваривания пластиковых труб паяльник разогревают от +255 до 280°С вне зависимости от толщины трубопроводов. Меняется только время нагрева деталей при сварке, интервал выдержки соединения до затвердевания.

Нагрев деталей
При сварке одновременно нагревают оба элемента: трубные заготовки снаружи (их вставляют в нагревательный элемент), фитинги – изнутри (их насаживают на нагреватель). Детали продвигают с умеренным усилием до упора – площадки утюга. От момента касания отсчитывается время нагрева, интервал зависит от диаметра трубной заготовки:
| Диаметр заготовки, мм | Время нагрева, сек | Глубина насадки, мм |
|---|---|---|
| 20 | 8 | 14 |
| 25 | 9 | 16 |
| 32 | 10 | 20 |
| 40 | 12 | 21 |
| 50 | 18 | 22,5 |
| 63 | 24 | 24 |
Время выдержки стыка от 4 до 8 секунд. Данные, приведенные в специальных таблицах сварки пропилена ориентировочные. Перед монтажом трубопровода время нагрева и выдержки устанавливают экспериментальным путем. Пластик должен разогреваться не на всю глубину стенки, чтобы не было внутренних наплывов. Опытные заготовки делают небольшими, чтобы просматривалась внутренняя поверхность раструбного соединения.
Соединение деталей
Разогретые на насадках полимерную трубу и фитинг нужно соединять быстро, с усилием, не допуская перекосов. Делают это одним движением, без проворачивания. Заготовки для сварки диаметром больше 50 мм (для системы водоотведения) соединяют с применением центровщика, вручную качественных соединений не получить. Заготовки удерживают в руках до затвердевания пластика. После этого образованный узел оставляют до полного охлаждения на 3-10 минут в зависимости от толщины заготовок.

Зачистка
Напильником аккуратно снимают наружные наплывы полимера. Они не должны быть большие при правильном разогреве и сжатии. Внутренних наплывов на швах не должно быть, это брак. После монтажа водопровода нужно удостовериться в надежности швов. Воду в систему подают не раньше часа выдержки. Если обнаружена протечка, стык вырезают, на его месте делают новое фланцевое соединение.
Распространенные ошибки при сварке пластиковых труб
Фитинги и трубы приобретают с запасом, чтобы потренироваться, перед тем, как сваривать трубопровод. Полипропилен от разных производителей различается по химическому составу, прогревается при разной температуре. Важно проверить время выдержки заготовок на паяльнике, пластик не должен прогреваться полностью, а только на 1/3 толщины. Нельзя допускать внутренних наплывов в трубопроводе.
Типичные ошибки новичков:
- Плохая подготовка соединений. Фольгированный слой снимают полностью по всей разогреваемой площади.
- Варить нужно только чистые трубы. Поверхность, на которой будут лежать заготовки, должна быть без грязи и пыли. Труба должна быть сухой, без остатков воды.
- Соединяют разогретые заготовки только соосно. Для исправления неправильного позиционирования отводится несколько секунд. При деформации пластика качество шва снижается.
- Несоответствие фитингов и труб. Они должны быть из одного материала. Экономия на комплектующих неуместна. При самостоятельной сборке водоводов собственник несет ответственность за качество швов. При аварии будет оплачивать ремонт в нижних квартирах.
Сваривать пропилен в домашних условиях несложно. Инструмент сдают в аренду, освоить его легко. Важно придерживаться режима сварки. Предварительно удостовериться, что температура нагрева, время выдержки подобрано правильно. Некачественный шов срезают, варят стык снова. При соблюдении технологии трубопровод прослужит долго.
