Как посчитать расход электродов при сварке?
Расход электродов при сварных работах – делаем расчет
Электросварочные работы делятся на автоматические, полуавтоматические, а также ручные, и как раз для последних всегда необходимо рассчитывать расход электродов .
1 Какие факторы влияют на расход электродов?
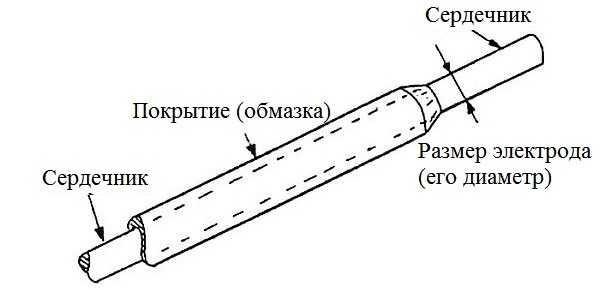
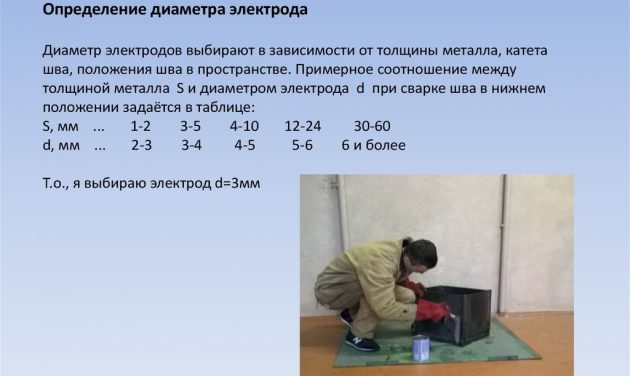
Ручная электросварка выполняется покрытыми электродами, которые имеют обыкновение очень быстро заканчиваться при сплавлении металла электрической дугой. При этом некоторое количество присадочного материала сгорает, а часть сплавляется со свариваемым металлом в шве. Насколько быстро укоротится стальной стержень в обмазке, зависит от многих факторов. В частности, должен быть правильно выбран диаметр электрода, исходя из толщины свариваемого металла.

В свою очередь, сила тока выбирается в зависимости от диаметра стержня присадочного материала. Если диаметр электрода не соответствует толщине и степени тугоплавкости металла, и стержень слишком тонок, присадочный материал будет сгорать быстрее при меньшей производительности. Чрезмерно толстый стержень будет поставлять большие наплывы металла при малой глубине провара, и, чтобы сделать шов качественным, придется выполнять широкие колебательные движения, без которых может случиться прожог.
Силу тока тоже нужно выбирать правильно, поскольку превышение необходимого порога может привести к разбрызгиванию металла при плавлении электрода. Помимо всего вышеперечисленного, следует очень точно соблюдать нюансы технологии сварочного процесса. Не следует делать зазор между заготовками шире необходимого, поскольку, чем больше отдалены друг от друга свариваемые листы металла, тем значительнее будет затрата электрода на заданный отрезок шва – увеличится размах поперечных движений.
2 Как определить затраты электродов в килограммах?
В сварочных работах существует такое понятие, как нормы расхода присадочного материала, придерживаться которых необходимо, хотя и сложно, ввиду специфики плавления металла, зависящего от многих факторов. В целом, определение данной нормы выглядит следующим образом: H = M + MО, где M соответствует массе наваренного металла, а MО – массе отходов, на которую приходится сгорание стержня, его разбрызгивание, а также огарки.

Однако эта формула слишком приблизительная, в ней не учтены многие факторы, влияющие на затраты электродов. Поэтому рассмотрим более подробное вычисление. Когда предстоит сваривание деталей и конструкций в больших масштабах, присадочный материал закупается не штучно, а килограммами, с учетом уменьшения веса электродов в процессе сушки. В этом случае целесообразно выполнять расчет расхода сварочных электродов на 1 метр шва при сварке для вычисления их массы.
При этом нам понадобятся такие значения, как вес наплавленного металла и площадь его сечения при заданной толщине листа. Общий расчет затрат электродов на 1 кг расплава выглядит, как H = MKP, где KP – коэффициент потерь присадочного материала определенной марки с учетом сгорания стержня, брызг и остающихся огарков. Данный коэффициент берется из следующей таблицы:
Коэффициент затрат электродов
Марка покрытого электрода для сварки сталей
Углеродистых и низколегированных
Теплоустойчивых и высоколегированных
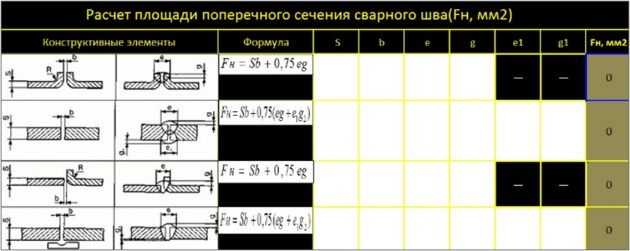
Для всех типов сварных соединений ГОСТами 5264-80 и 11534-75 заданы условные обозначения вида С1, С2 и так далее. Масса расплава длиной 1 метр определяется по формуле М = FpL10-3 для соединений типа С1, С3, С26, У1, У2, У4, У5, Т1, Т3, Н1 и Н2. В данном вычислении F – площадь поперечного сечения шва, p – плотность углеродистых и низколегированных сталей (7,85 г/см3), а L – заданный отрезок расплава.
Для прочих типов соединений формула принимает другой вид: М = (0,8F + 0.5S)pL10-3, где S – толщина металлического листа. При этом площадь сечения шва в обеих формулах вычисляется для каждого типа соединения определенным образом, по значениям, взятым из ГОСТа 5264-80. Для С5 это будет выглядеть как F = Sb + 0,75eg, где b – расстояние между пластинами, а e и g – ширина и высота шва соответственно.
Иногда при расчетах площади сечения сварного шва приходится учитывать угол скошенной кромки заготовки, определяя его тангенс для внесения в формулу.
3 Высчитываем расход сварочного присадочного материала в штуках
При небольшом масштабе сварочных работ необходим поштучный расчет присадочного материала. К примеру, может понадобиться 50 сварочных электродов марки УОНИ-13/45 диаметром 3 миллиметра, которых в одном килограмме содержится 40 штук. Тогда покупка полутора кило даст немалые излишки, а взвешивать с точностью до грамма будет слишком сложно.

Кстати, именно диаметр нам нужен для вычисления количества присадочных материалов в штуках, поскольку именно от этого значения зависит масса наплавляемого одним электродом металла в граммах, которая понадобится для формулы. Находим количество для сварки за один проход: HОП = 103ML/MЭ, где MЭ – та самая масса расплава одного стержня в граммах, которую можно взять из следующей таблицы.
Марка электрода
Диаметр электрода стандартной длины, мм
Расход электродов на шов: таблица и норма расчета расхода на 1 м.
О чем данная статья?
- Основные расчетные формулы
- Вычисление дополнительных затрат (поправочный коэффициент)
- Способы экономии
- Виды электродов и их использование
Для того что бы подсчитать расход электродов на шов, необходимо привлекать знающего человека, который разбирается в сварочном деле, потому что мало применять только формулы нужно учитывать специфику работы от которой могут быть дополнительные расходы. Сварщик должен знать методику применяемую в работе и особенности оборудования. Опыт, навыки и знания мастера должны помочь составить правильную смету на работы.

Какие формулы применяются при расчете расхода электродов?
Расчет происходит исходя из нужного материала на сварку и дополнительные затраты: прихватки, правку при помощи холостых валиков. Для расчета расхода электродов на 1 м. шва берется наибольшее количество материала, требуемого в работе.
Количество материала, необходимое на прихваточные работы зависит от используемого материала и считается в процентном соотношении от общей суммы работ.
- до 12 мм — 15%
- более 12 мм — 12%
- до 8 мм — 30%
- более 8 мм — 35%
Вычисление количества электродов необходимое на шов длинной 1 метр применяется для подсчета различных нормативов: детальные, узловые, нормы на изделие или на операции. Все нормы расхода электродов на шов тесно связаны друг с другом. Некоторые конкретные типы и размеры считаются исходя из СНиП.
N=M*K
Сумма расхода(N) для 1м вычисляется умножением объема наплавленного материала(M) на величину потерь(K).
M=S*p*L
Объем присадки необходимый для 1 м. шва(M) считается перемножением поперечного сечения — его площади(S) с плотностью материала(p) и длинной шва(L)
Как вычислить дополнительные затраты (поправочный коэффициент)?
Данный коэффициент — K зависит от применяемых технологий и сложности работ, используемых материалов, режимов и методов сварки. Кроме этого учитываются затраты на угар, объем разбрызгивания и длину огарков, которые вписываются в прилагаемый к материалу паспорт.
λ = (lэ — 50)/(lэ — lо)
Затраты на огарок рассчитываются исходя из его длинны(lo) и длинны электрода(lэ). Для величин, отличных от стандартных применяют поправку.
При сварке смотрят как расположен шов, что дает понять сложность работы. Коэффициенты сложности работ следующие: 1,05 пишут, если шов находится в наклонной поверхности, 1,10 для вертикальных швов, а 1,2 потолочных. Есть стандартные данные по объему использования электродов в которых приведены значения для разных типов. Но независимо от стандартных данных на практике результаты могут отличаться от заданных.
Расход электродов на 1 м шва
Расход электродов на метр можно определить и самостоятельно. Он складывается из массы наплавленного металла и потерь (к ним относится разбрызгивание, образование шлака, огарки). Для начала вычислим массу наплавленного металла по формуле:
Масса = площадь поперечного сечения шва * плотность металла * длина шва
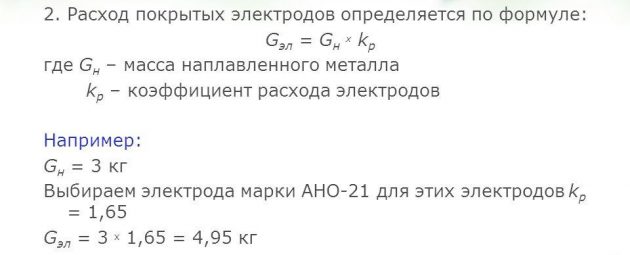
Значения плотности легко узнать из справочной литературы (плотность углеродистой стали — 7,85 г/куб.см, никельхромовой стали — 8,5 г/куб.см). Затем по второй формуле рассчитаем суммарный расход электродов при сварке:
Норма расхода = масса наплавленного металла * коэффициент расхода
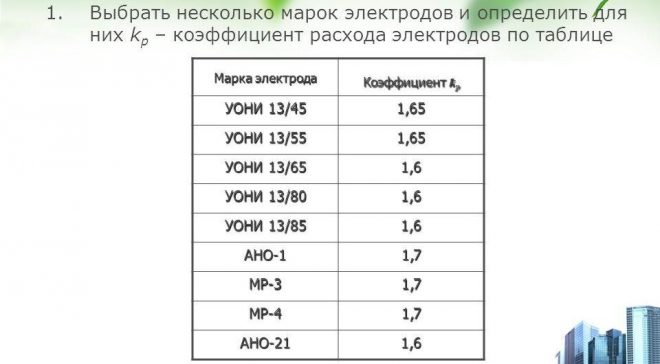
Коэффициент расхода зависит от конкретной марки электрода. Эти данные приводятся в нормативных документах, таких как ВСН 452-84 (см. следующий раздел). Чтобы вычислить расход в килограммах на погонный метр (кг/м), нужно принять длину шва в первой формуле за 1 метр.
Коэффициенты расхода электродов
| Коэффициент | Марки электродов |
| 1,5 | АНО-1, ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б |
| 1,6 | АНО-5, АНО-13, ЦЛ-17, ОЗЛ-2, ОЗЛ-3, ОЗЛ-6, ОЗЛ-7, ОЗЛ-8, ОЗЛ-21, ЗИО-8, УОНИ-13/55У |
| 1,7 | ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-9, ЦЛ-11, УОНИ-13/НЖ, УОНИ-13/45 |
| 1,8 | ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13, ВСЦ-4, К-5А |
| 1,9 | АНЖР-2, ОЗЛ-28, ОЗЛ-27 |
Поправочные коэффициенты
Для более точного расчета применяют корректирующие коэффициенты. Их полный перечень можно найти в ВСН 452-84. Приводим примеры поправок в зависимости от рабочих задач:
• При сварке поворотных стыков
| Тип сварки | Тип электрода | Коэффициент |
| MMA-сварка | для покрытых электродов | 0,826 |
| TIG-сварка | для электрода плавящегося | 0,930 |
| для электрода вольфрамового неплавящегося | 1 |
• При вваривании патрубков, расположенных под углом к основной оси трубы (по умолчанию величина угла принимается за 90°)
| Угол соединения | Коэффициент |
| 60° | 1,1 |
| 45° | 1,23 |
• При положении патрубков сбоку или снизу по отношению к основной трубе
| Тип сварки | Тип электрода | Коэффициент (патрубок сбоку) |
Коэффициент (патрубок снизу) |
| MMA-сварка | для покрытых электродов | 1,12 | 1,26 |
| TIG-сварка | для сварочной проволоки | 1,0 | 1,35 |
Что поможет сэкономить средства?
Для более точного расчета сметы на работы необходимо проводить практические пробные работы, позволяющие точно сосчитать расход. Но нужно учитывать погрешность и брать запас 5-7%. Для экономии материалов нужно правильно настраивать оборудование: силу тока и его напряжение, и следовать правилам. Сэкономить иногда получается за счет наклона руки под другим углом.
Иногда используются прерывистые швы, где не нужно полного соединения. Они экономят средства и время. Экономия еще может достигаться за счет применения автоматической сварки, которая сокращает объем поперечного сечения. Можно сэкономить на 30%, если следовать вышеуказанным параметрам.
Для чего нужны те или иные электроды?
Для сварки сталей содержащих углерод и низколегированных применяют электроды: Э38, Э42, Э46, Э50, Э42 А, Э46 А, Э50 А. У данных электродов на разрыве самая высокая точка прочности — 490 МПа. Для этих работ также применяют электроды приделом прочности более 490 и до 588 МПа Э55,Э60.
для стали легированной более высокой прочности применяют электроды марок: Э70, Э85, Э100, Э125, Э15. Они более 588 МПа.
Для устойчивых к теплу сталей применяют электроды, например, Э-09 М, Э-09МХ, Э-09 Х1.
При сваривании сталей с особыми характеристиками и высокой легированностью нужны электроды Э — 12 Х 13, Э — 06 Х13Н, Э — 10 Х 17Т.
Для припления верхних слоев с нестандартными характеристиками используют 44 вида электродов, например, Э — 10 Г2, Э — 10 Г3, Э — 12 Г4.
Расчет расхода электродов
Калькулятор расхода электродов
Укажите площадь сечения шва (см):
Укажите длину шва (см):

Расход электродов (грамм)*:
Все расчёты являются приблизительными.
На расход электродов влияет и квалификация сварщика и множество других факторов.
Автор: Игорь
Дата: 11.06.2016


Поделиться в соцсетях
- НОВЫЕ
- ПОПУЛЯРНЫЕ

Белый чугун характеризуется высоким содержанием углерода, который находится в связанном

Серый чугун своим названием обязан графитовым включениям, дающим на изломе

Температура плавления чугуна
Твердость и температура плавления чугуна являются основными характеристиками, определяющими применение

Выбор сварочного тока в зависимости от диаметра электрода
Сварка считается одним из самых надежных способов получения качественного неразъемного


Катет сварного шва
В профессиональном строительстве при возведении металлоконструкций, а также при создании

Технические характеристики припоя ПОС-40
Чтобы металл лучше спаивался, во время пайки используют припои, которые
Расчет расхода электрода на один метр шва
Показатели затрат электрода на каждый метр шва используются во время составления сметы на сварочные работы. Точность таких цифр сказывается на экономической составляющей целого проекта. Чтобы не ошибиться в подсчетах, ими должен заниматься квалифицированный сварщик, который знает особенности процесса сварки и современной продукции. Он высчитает расход электродов на 1 м шва с учетом всех тонкостей ситуации.
Влияющие факторы
На скорость укорачивания стержня в обмазке влияют разные факторы. В первую очередь, значение имеет толщина сплава, который предстоит варить. Но также необходимо правильно подобрать диаметр стержня. Если он будет недостаточным, присадочный материал начнет сгорать при малой производительности.
Если диаметр слишком большой, то появятся крупные наплывы, но глубина провара останется маленькой. В последнем случае для создания качественного шва потребуется работать посредством широких колебательных движений. В противном случае в присадочном материале появится прожог.
Третий аспект, влияющий на расход электродов на сварку – сила тока. Если она будет слишком большой, то металл во время плавления начнет разбрызгиваться. Остается следить за зазором между заготовками. Если участки материала будут располагаться слишком далеко друг от друга, работа с ним потребует размаха поперечных движений, а это значительно повысит затраты.
Формулы, используемые для расчетов
Показатели расхода – это количество материала, которое требуется для проведения работ по сварке. При вычислении большое значение имеет толщина стали или сплава. Если используется сталь, толщина которой не превышает 12 мм, то норма на прихватки составит 15%, а если для сварки нужна сталь больше 12 мм, то 12%. При работе с титановыми или алюминиевыми сплавами процент повышают до 20. Норма для проведения правки подобных изделий следующая:
- Титан – 35–40%.
- Алюминий менее 8 мм – 30%.
- Алюминий более 8 мм – 25%.
Показатели нормирования складываются из расходов на сварку, правку методом «холостых валиков» и расхода на прихватки. Расчет расхода электродов должен учитывать эти факторы. В дальнейшем применяется формула: N=M*K. Она расшифровывается следующим образом:
- М – масса наплавленного металла на каждый метр.
- К – коэффициент потерь.
- N – норма расхода на метр.
Чтобы найти M, необходимо перемножить площадь поперечного сечения, длину шва и плотность материала, то есть используется формула M=S*ρ*L. Плотность можно узнать из соответствующих справочников и таблиц. В большинстве случаев она составляет 7,85г/см³. Площадь сечения необходимо измерять самостоятельно.
Методы расчета поправочного коэффициента
Расчет расхода сварочных электродов требует учитывать поправочный коэффициент. Он состоит из технологических потерь во время сварки, которые включают в себя огарки, разбрызгивание металла и угар. На их количество влияют режимы сварки, рабочие условия и особенности используемого металла.
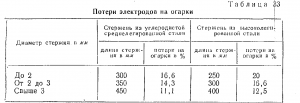
Несмотря на многообразие тонкостей, которые изменяют коэффициент, рассчитывать его несложно, потому что все стандартные цифры уже приведены в специальных таблицах. Например, в них рассматриваются потери на огарок при сварке. При стандартных вычислениях, длина огарка, взятого от обычного 450 мм электрода, составляет 50 мм. Если необходимо рассчитать показатели для другой длины, то нужно использовать поправку по формуле λ=(lэ — 50)/(lэ — lо). В данном случае lо обозначает длину конкретного огарка, а lэ – электрода.
Посмотреть затраты на угар и разбрызгивание можно в паспортной характеристике, которая есть у всех материалов для сварки. Итоговая цифра увеличивается при повышенной сложности рабочих условий. Это относится к случаям, когда поверхность располагается в наклонной, вертикальной или потолочной плоскости. При первом варианте коэффициент равняется 1,05, во втором – 1,10, а в третьем – 1,20. Для уточнения всех аспектов расхода электродов необходимо провести испытательные работы.
Видео по теме: Влияние наклона электрода на пористость сварочного шва
Нормы расхода электродов при сварочных работах

При выполнении сварочных работ из всех материалов больше всего расходуется электродов. Необходимое их количество можно рассчитать приблизительно для каждого этапа работ непосредственно перед началом. Расход варьируется в зависимости от нескольких факторов:
- марки присадочной проволоки или электрода;
- вида сварки;
- сечения стыка.
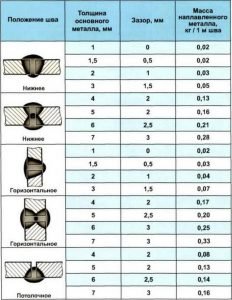
Площадь сечения шва определяется по-разному в зависимости от типа соединения: тавровое, стыковое, угловое. Далее приведена таблица с соответствующими формулами:

Здесь: b – расстояние между кромками; S – толщина детали; а e и g – ширина и высота заготовок.
- Норма расхода электродов на 1 стык трубы
- Норма расхода электродов на 1 метр шва
- Расчет количества электродов на 1 метр шва
- Коэффициенты
- Поправочные коэффициенты

Норма расхода электродов на 1 стык трубы
Ведомственные строительные нормы (разделы ВСН 452-84 или ВСН 416-81) содержат информацию о норме расхода электродов на 1 стык трубопровода и на 1 метр шва. Показатели разделены в зависимости от вида сварки:
- ММА – ручная дуговая;
- TIG – ручная аргоновая;
- автоматическая с использованием флюса и другие.
Далее приведена часть таблицы с примером утвержденных нормативов для соединения типа С8:

Норма расхода электродов на 1 метр шва
Количество электродов на выполнение определенного вида работ можно определить самостоятельно. Она суммарно включает наплавленный слойи непродуктивные потери: огарки, шлак, разбрызгивание. На первом этапе вычисляется масса наплава. Результат определяется по формуле:
масса = площадь сечения шва поперечная * плотность свариваемого металла * длина сварного соединения

Показатель плотности металла берется из справочной литературы. К примеру, эталонная плотность стали углеродистой будет составлять 7,85 г/см куб., а никельхромовой стали составит 8,5 г/см куб. поле этого используется вторая формула, позволяющая определить суммарное количество электродов, необходимых для выполнения сварочных работ:
расход = масса наплава * коэффициент
Коэффициент расхода для используемых марок электродов разный. Необходимые данные можно найти в нормативной литературе. Если требуется узнать расход электродов в кг/м, то длина шва в первой формуле подставляется не в сантиметрах, а в метрах.

Расчет количества электродов на 1 метр шва
Коэффициенты
| Коэффициент | Марки электродов |
|---|---|
| 1,5 | АНО-1, ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б |
| 1,6 | АНО-5, АНО-13, ЦЛ-17, ОЗЛ-2, ОЗЛ-3, ОЗЛ-6, ОЗЛ-7, ОЗЛ-8, ОЗЛ-21, ЗИО-8, УОНИ-13/55У |
| 1,7 | ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-9, ЦЛ-11, УОНИ-13/НЖ, УОНИ-13/45 |
| 1,8 | ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13, ВСЦ-4, К-5А |
| 1,9 | АНЖР-2, ОЗЛ-28, ОЗЛ-27 |
Поправочные коэффициенты
Для уточнения расчетов требуются корректирующие коэффициенты. В таблице ниже приведены примеры поправок в зависимости от типа задач:
Сваривание поворотных стыков
| Тип сварки | Тип электрода | Коэффициент |
|---|---|---|
| MMA-сварка | для покрытых электродов | 0,826 |
| TIG-сварка | для электрода плавящегося | 0,93 |
| для электрода вольфрамового неплавящегося | 1 |

Вваривание патрубков, которые располагаются под углом по отношению к основной трубе. Если не указано иное, то угол по умолчанию составляет 90 градусов.
| Угол соединения | Коэффициент |
|---|---|
| 60° | 1,1 |
| 45° | 1,23 |
Вваривание патрубков, которые расположены снизу или сбоку по отношению к основной трубе.
| Тип сварки | Тип электрода | Коэффициент (патрубок сбоку) | Коэффициент (патрубок снизу) |
|---|---|---|---|
| MMA-сварка | для покрытых электродов | 1,12 | 1,26 |
| TIG-сварка | для сварочной проволоки | 1 | 1,35 |
