Как размагнитить трубу для сварки?
Размагничивание труб перед сваркой
 Сварка труб и стальных конструкций на постоянном токе нередко сопровождается эффектом “магнитного дутья”, причиной которого является остаточная намагниченность. При этом ухудшается стабильность процесса, происходит разбрызгивание металла, в сварном шве образуются дефекты типа пор, несплавлений, непроваров, шлаковых включений, а порой сварка становится просто невозможной из-за срыва дуги и залипания электрода.
Сварка труб и стальных конструкций на постоянном токе нередко сопровождается эффектом “магнитного дутья”, причиной которого является остаточная намагниченность. При этом ухудшается стабильность процесса, происходит разбрызгивание металла, в сварном шве образуются дефекты типа пор, несплавлений, непроваров, шлаковых включений, а порой сварка становится просто невозможной из-за срыва дуги и залипания электрода.
Главной причиной намагниченности трубопроводов является применение для диагностики их технического состояния магнитных дефектоскопов, после чего величина остаточного магнитного поля в разделке сварного стыка может достигать 100-150 мТл (1000 — 1500 Гс) и более. Дополнительными факторами, способствующими намагничиванию трубопроводов, являются магнитное поле Земли, упругие механические напряжения, технологическая намагниченность труб при их изготовлении и транспортировке.
Поскольку намагниченность труб не позволяет получить хорошее качество шва, размагничивание их перед сваркой является необходимой технологической операцией. Достичь полного размагничивания практически невозможно, поэтому допускается сварка при незначительной остаточной намагниченности, не оказывающей ощутимого влияния на сварочный процесс. Например, стандартом СТО Газпром 2-2.2-136-2007 «Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть 1» установлено, что остаточная намагниченность торцов труб и соединительных деталей трубопровода должна быть не более 2 мТл (20 Гс). При намагниченности более 20 Гс должно выполняться размагничивание.
Размагничивающие устройства типа РУ
Ассоциацией «Харьковнефтемаш» совместно с ООО «НПП Спецмагнитпроект» с 1997 года производятся высокоэффективные и надежные устройства размагничивания трубопроводов собственной разработки типа РУ, которые успешно эксплуатируются при ремонтных и монтажных работах в полевых условиях предприятиями транспорта нефти и газа: «Приднепровские магистральные нефтепроводы», «Магистральные нефтепроводы «Дружба», «Прикарпаттрансгаз» (Украина), АО «КазТрансОйл», «КазТрансГаз» (Казахстан), ООО «Волготрансгаз» (Россия) и др. Оборудование сертифицировано, изготавливается по ТУ У31.2-30140615-001-2001.
Устройства типа РУ предназначены для локального размагничивания перед сваркой как состыкованных труб диаметром 377-1420 мм, так и их свободных концов, и при необходимости может быть использовано для размагничивания других ферромагнитных изделий. Полученное размагниченное состояние устойчиво к механическим воздействиям и гарантированно сохраняется до момента сварки.
В настоящее время серийно производятся две новые модели размагничивающих устройств: РУ-Э и РУ-С, отличающиеся типом входного напряжения: РУ-Э питается от источника постоянного тока (сварочного выпрямителя, агрегата, источника стабилизированного напряжения), а РУ-С — от источника переменного тока напряжением 380В, 50Гц (передвижной электростанции). В остальном их технические характеристики сходны.
Преимущества
• простота и удобство в эксплуатации;
• размагничивание производится перед сваркой, причем размагничены могут быть как состыкованные под сварку трубы, так и свободные концы;
• малое время размагничивания (не более 20 минут с монтажом и демонтажем кабелей);
• размагниченное состояние сохраняется длительное время, в случае необходимости повторной стыковки труб дополнительное размагничивание не требуется.
Состав
• силовой блок (1) с выносным пультом управления (3);
• электромагнитный компенсатор (2) – комплект из 5-6 кабельных секций с разъемами;
• магнитометр (4);
• для РУ-Э (по желанию заказчика) источник питания (5) — инверторный сварочный выпрямитель типа АВС-315М или источник постоянного тока ИСТ-1.
РУ-Э РУ-С


Описание
Суть технологии размагничивания, реализуемой с помощью устройства типа РУ, заключается в том, что несколькими импульсами магнитного поля намагниченность трубы вблизи свариваемых кромок стабилизируется и приводится к такому значению, которое меньше величины, оказывающей вредное влияние на качество сварки. Импульсы формируются в силовом блоке (1) и передаются в электромагнитный компенсатор (2) — несколько кабельных секций, наматываемых на трубу в районе стыка или на торец трубы и соединяемых разъемами. Управление процессом размагничивания осуществляется оператором с выносного пульта (3). Магнитная индукция на свободных концах труб и в сварочном зазоре контролируется портативным магнитометром (4).
После размагничивания кабели демонтируются, и производится сварка. Длительность собственно процесса размагничивания составляет не более 1÷2 мин, остальное время — на измерение магнитного поля, монтаж и демонтаж кабелей.
Для расширения функциональных возможностей размагничивающего устройства имеется также режим постоянного размагничивания (компенсации магнитного поля трубы) в процессе сварки.
По желанию заказчика размагничивающее устройство типа РУ-Э комплектуется инверторным сварочным выпрямителем АВС-315М (5) c дополнительным режимом «Размагничивание» или источником постоянного тока ИСТ-1.
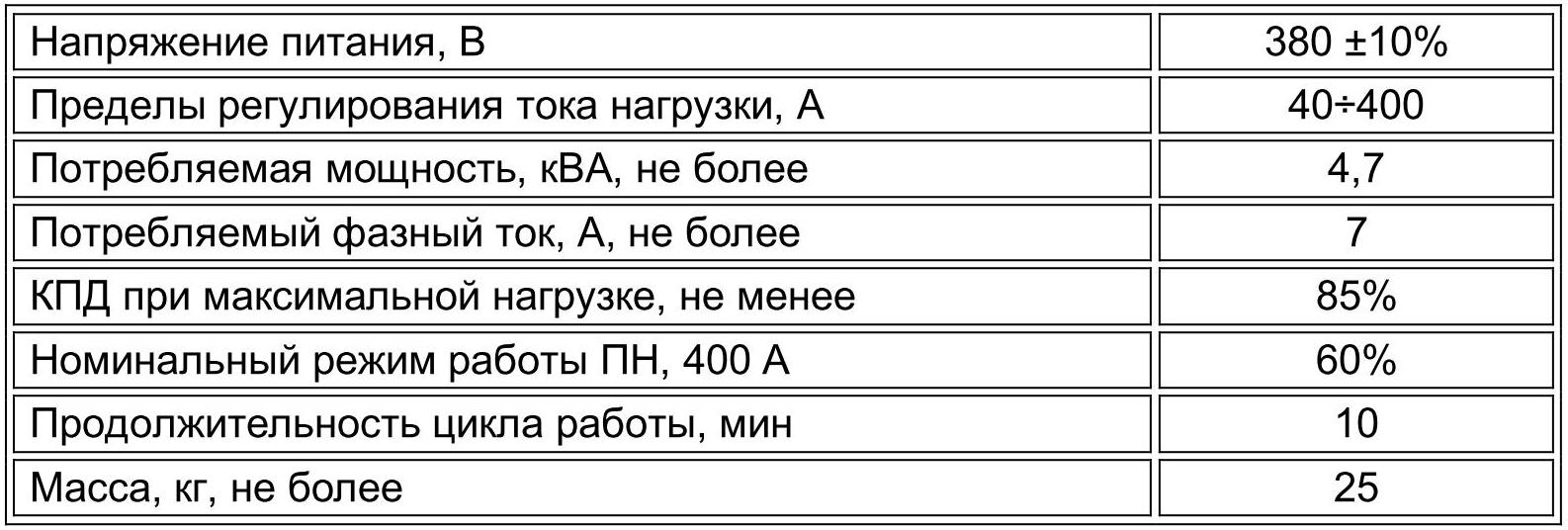
Технические характеристики РУ

Технические характеристики аппарата сварочного АВС-315М

Технические характеристики источника постоянного тока ИСТ-1
Контакты
ООО «НПП «Спецмагнитпроект»
61118 г. Харьков, пр. Тракторостроителей, 108, к.200
Тел: (057) 710 31 79
E-mail: razmag@ukr.net
Добродеев Павел Николаевич
Тел. моб: +38 050 323 81 18
Как размагнитить трубу для сварки?
 Размагничивание труб источниками сварочного тока импульсным методом выполняется в следующей последовательности.
Размагничивание труб источниками сварочного тока импульсным методом выполняется в следующей последовательности.
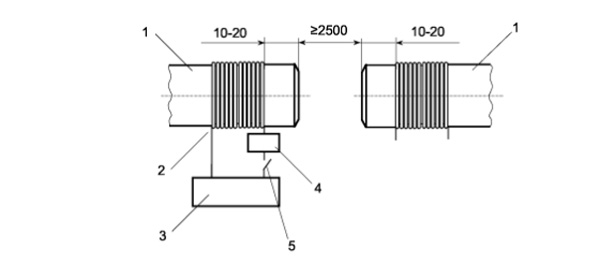
1- труба; 2 — сварочный кабель; 3 — сварочный источник питания постоянного тока; 4 — металлическая пластина; 5 — разъемный контакт
Рисунок 11.13 — Схема монтажа оборудования для размагничивания труб импульсным методом
- провести намотку сварочного кабеля (от 18 до 20 витков) на расстоянии от 10 до 20 мм от торца трубы (рисунок 11.13), при этом торцы двух размагничиваемых труб должны находиться на расстоянии не менее 2500 мм;
- определить исходную величину и направление магнитного поля по периметру трубы в восьми контрольных точках;
- установить минимальный ток на источнике сварочного тока (в интервале от 30 до 70 А), замкнуть контакт на пластину;
- измерить величину магнитного поля по периметру трубы в восьми контрольных точках. Если величина магнитного поля не изменилась или увеличилась, необходимо изменить полярность тока на соленоиде;
- установить максимальный ток на источнике сварочного тока (в интервале от 240 до 300 А), замкнуть контакт на пластину, выдержать в течение 6-12 с, затем разомкнуть контакт и отключить источник питания;
- выполнить демонтаж размагничивающих обмоток (соленоида).
Размагничивание соединений перед сваркой источниками сварочного тока компенсационным методом выполняется в следующей последовательности:
- определить исходную величину и направление магнитного поля по периметру сварного соединения в восьми контрольных точках;
- провести намотку сварочного кабеля сечением 35; 50 мм 2 на оба конца труб (рисунок 11.14), при этом намотка должна быть в одном направлении, равномерной плотной и однорядной, количество витков, наматываемых на конец трубы с большей величиной магнитного поля, — от 7 до 11, трубы с меньшей величиной магнитного поля — от 3 до 5 витков;
- подключить сварочный кабель к источнику постоянного тока;
- включить сварочный источник и постепенно увеличивать величину тока с минимального значения, одновременно контролируя изменение величины магнитного поля;
- если величина магнитного поля в сварном соединении увеличивается, отключить источник питания и изменить полярность (поменять концы сварочного кабеля на источнике питания);
- если величина магнитного поля в соединении труб не превышает 20 Гс, приступить к сварке корневого слоя шва, по мере выполнения которого величину тока снижают, одновременно контролируя величину магнитного поля в зазоре труб;
- отключить источник питания и измерить величину магнитного поля по периметру соединения после сварки корневого слоя шва. Если величина магнитного поля не превышает 20 Гс, провести демонтаж сварочного кабеля, если величина магнитного поля превышает 20 Гс, провести размагничивание перед сваркой последующих слоев шва.
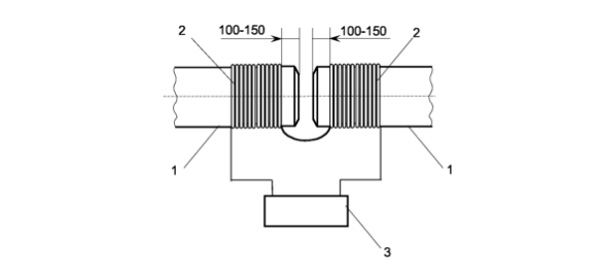
1- труба; 2 — сварочный кабель; 3 — сварочный источник питания постоянного тока
Рисунок 11.14 — Схема монтажа оборудования для размагничивания соединений перед сваркой компенсационным методом
Размагничивание соединений перед сваркой источниками сварочного тока при знакопеременном магнитном поле компенсационным методом выполняется в следующей последовательности:
- определить исходную величину и направление магнитного поля по периметру сварного соединения в восьми контрольных точках;
- провести размагничивание компенсационным методом аналогично требованиям 11.3.3.2 отдельных участков периметра сварного соединения с наибольшей величиной и одним направлением магнитного поля с последующей сваркой корневого слоя шва на этих участках;
- изменить полярность тока на источнике питания и выполнить размагничивание участков периметра сварного соединения с другим направлением магнитного поля с последующей сваркой корневого слоя шва на этих участках;
- отключить источник питания и измерить величину магнитного поля по периметру соединения после сварки корневого слоя шва. Если величина магнитного поля не превышает 20 Гс, провести демонтаж сварочного кабеля, если величина магнитного поля превышает 20 Гс, провести размагничивание перед сваркой последующих слоев шва.
Размагничивание труб магистральных газопроводов

При сварке труб и других металлических изделий на постоянном токе нередко наблюдается так называемое «магнитное дутьё», вызванное остаточным магнитным полем труб. Такое явление отрицательно влияет на сварочный процесс, приводит к образованию ослабленных участков шва, разбрызгиванию горячего металла, образованию пор, пережогов, непровара и других дефектов. В некоторых случаях розжиг дуги вообще не возможен, ввиду прилипания электрода.
Дефекты сварных швов магистральных газопроводов и нефтепроводов, вызванные высокой намагниченностью, не проходят технологический контроль. Приходится заново проводить работы, что приводит к потере времени и сварочных материалов.
Намагниченность труб газопроводов появляется вследствие диагностики их состояния, при которой используют магнитные дефектоскопы. Эти приборы неразрушающего контроля используются для обнаружения участков с тонкими стенами, неровностей поверхности. Дополнительными факторами, способствующими намагничиванию, являются упругие механические напряжения при изготовлении и транспортировке магистральных труб в магнитное поле Земли. Высоковольтные линии, расположенные в непосредственной близи от магистральных трубопроводов, также могут стать причиной образования магнитного поля. Уровень остаточного магнитного поля на торцах труб может достигать 200 мТл.
Поскольку намагниченность труб не позволяет получить хорошее качество шва, размагничивание труб перед сваркой является необходимой технологической операцией. Поскольку полностью устранить магнитное поле не возможно, допускается проводить сварку при малых показателях намагниченности, не оказывающих негативного влияния на качество шва.

Стандартом СТО Газпром 2-2.2-136-2007 «Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть 1» установлен уровень остаточной намагниченности торцов труб и соединительных деталей трубопроводов – не более 2 мТл (20 Гс). При намагниченности более 2 мТл должно выполняться размагничивание. Намагниченность стыка труб для осуществления сварочных работ классифицируется на три уровня:
— слабая – менее 20 Гс;
— средняя – от 20 до 100 Гс;
— высокая – более 100 Гс.
Для размагничивания участка газопровода до допустимых пределов намагниченности, необходимо создать размагничивающее магнитное поле большего значения, чем величина остаточной намагниченности. Для обеспечения качественного сварного шва используют следующие методы размагничивания:
1) Импульсный метод размагничивания заключается в приложении одного или нескольких импульсов магнитного поля (в 1-3 раза превышающих первоначальный уровень намагниченности), направленных в противоположную сторону остаточному магнитному полю. В результате чего некоторая часть доменов ориентируется навстречу основному полю и общая намагниченность торца трубы уменьшается.
2) Циклическое перемагничивание. Трубы размагничивают приложенным знакопеременным полем с амплитудой, равномерно уменьшающейся от некоторого максимального значения до нуля. Толщина размагниченного слоя, вследствие особенностей проникновения переменного поля, зависит от магнитных свойств материала изделия и частоты размагничивания. Чем больше магнитная проницаемость и толщина детали, тем меньше должна быть частота поля. В зависимости от материала изделия, его размеров и формы применяют переменные поля различных частот: от 50 Гц до долей герца. Таким образом, вращение доменов, производимое периодическим воздействием, уменьшающегося по амплитуде переменного магнитного поля, приводит к их разупорядочиванию, и, соответственно, к размагничиванию изделия.
3) Компенсационный метод размагничивания – к трубе прикладывают постоянное магнитное поле (относительно небольшой величины), направленное навстречу вектору остаточной намагниченности. В результате, приложенное магнитное поле компенсирует остаточную намагниченность, и позволяет провести качественную сварку шва. Как правило, после проварки коренного шва приложенное магнитное поле отключают.
Проверку намагниченности следует производить электронными магнитометрами в четырех точках поперечного сечения торца трубы.
Особенности размагничивающей установки ЮВТЕК Stopmagnit Tube2:
— Гарантированное размагничивание при величине остаточной намагниченности до 200 мТл;
— Величина остаточного поля после размагничивания — не более 1 мТл;
— Время размагничивания одного стыка (с намоткой/смоткой катушек) — не более 15 мин;
— Работа в автоматическом, ручном режимах и режиме компенсации;
— Регулировка выходного тока;
— Изменение полярности и величины тока в автоматическом режиме;
— Регулировка длительности импульса тока;
— Регулировка декремента затухания размагничивающего тока;
Размагничивание труб перед сваркой
Размагничивание труб перед сваркой на WordPress.com
Сварка труб и стальных конструкций на постоянном токе нередко сопровождается эффектом “магнитного дутья”, причиной которого является остаточная намагниченность. При этом ухудшается стабильность процесса, происходит разбрызгивание металла, в сварном шве образуются дефекты типа пор, несплавлений, непроваров, шлаковых включений, а порой сварка становится просто невозможной из-за срыва дуги и залипания электрода. Главной причиной намагниченности трубопроводов является применение для диагностики их технического состояния магнитных дефектоскопов, после чего величина остаточного магнитного поля в разделке сварного стыка может достигать 100-150 мТл (1000 — 1500 Гс) и более. Дополнительными факторами, способствующими намагничиванию трубопроводов, являются магнитное поле Земли, упругие механические напряжения, технологическая намагниченность труб при их изготовлении и транспортировке.
Поскольку намагниченность труб не позволяет получить хорошее качество шва, размагничивание их перед сваркой является необходимой технологической операцией. Достичь полного размагничивания практически невозможно, поэтому допускается сварка при незначительной остаточной намагниченности, не оказывающей ощутимого влияния на сварочный процесс. Например, стандартом СТО Газпром 2-2.2-136-2007 «Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть 1» установлено, что остаточная намагниченность торцов труб и соединительных деталей трубопровода должна быть не более 2 мТл (20 Гс). При намагниченности более 20 Гс должно выполняться размагничивание.
11.3.3 Размагничивание источниками сварочного тока | Югорский учебный центр
Размагничивание труб источниками сварочного тока импульсным методом выполняется в следующей последовательности:
— провести намотку сварочного кабеля (от 18 до 20 витков) на расстоянии от 10 до 20 мм от торца трубы (рисунок 11.13), при этом торцы двух размагничиваемых труб должны находиться на расстоянии не менее 2500 мм;
— определить исходную величину и направление магнитного поля по периметру трубы в восьми контрольных точках;
— установить минимальный ток на источнике сварочного тока (в интервале от 30 до 70 А), замкнуть контакт на пластину;
— измерить величину магнитного поля по периметру трубы в восьми контрольных точках. Если величина магнитного поля не изменилась или увеличилась, необходимо изменить полярность тока на соленоиде;
— установить максимальный ток на источнике сварочного тока (в интервале от 240 до 300 А), замкнуть контакт на пластину, выдержать в течение 6-12 с, затем разомкнуть контакт и отключить источник питания;
— выполнить демонтаж размагничивающих обмоток (соленоида).
— труба; 2 — сварочный кабель; 3 — сварочный источник питания постоянного тока; 4 — металлическая пластина; 5 — разъемный контакт
Рисунок 11.13 — Схема монтажа оборудования для размагничивания труб импульсным методом
Размагничивание соединений перед сваркой источниками сварочного тока компенсационным методом выполняется в следующей последовательности:
— определить исходную величину и направление магнитного поля по периметру сварного соединения в восьми контрольных точках;
— провести намотку сварочного кабеля сечением 35; 50 мм 2 на оба конца труб (рисунок 11.14), при этом намотка должна быть в одном направлении, равномерной плотной и однорядной, количество витков, наматываемых на конец трубы с большей величиной магнитного поля, — от 7 до 11, трубы с меньшей величиной магнитного поля — от 3 до 5 витков;
— подключить сварочный кабель к источнику постоянного тока;
— включить сварочный источник и постепенно увеличивать величину тока с минимального значения, одновременно контролируя изменение величины магнитного поля;
— если величина магнитного поля в сварном соединении увеличивается, отключить источник питания и изменить полярность (поменять концы сварочного кабеля на источнике питания);
— если величина магнитного поля в соединении труб не превышает 20 Гс, приступить к сварке корневого слоя шва, по мере выполнения которого величину тока снижают, одновременно контролируя величину магнитного поля в зазоре труб;
— отключить источник питания и измерить величину магнитного поля по периметру соединения после сварки корневого слоя шва. Если величина магнитного поля не превышает 20 Гс, провести демонтаж сварочного кабеля, если величина магнитного поля превышает 20 Гс, провести размагничивание перед сваркой последующих слоев шва.
— труба; 2 — сварочный кабель; 3 — сварочный источник питания постоянного тока
Рисунок 11.14 — Схема монтажа оборудования для размагничивания соединений перед сваркой компенсационным методом
Размагничивание соединений перед сваркой источниками сварочного тока при знакопеременном магнитном поле компенсационным методом выполняется в следующей последовательности:
— определить исходную величину и направление магнитного поля по периметру сварного соединения в восьми контрольных точках;
— провести размагничивание компенсационным методом аналогично требованиям 11.3.3.2 отдельных участков периметра сварного соединения с наибольшей величиной и одним направлением магнитного поля с последующей сваркой корневого слоя шва на этих участках;
— изменить полярность тока на источнике питания и выполнить размагничивание участков периметра сварного соединения с другим направлением магнитного поля с последующей сваркой корневого слоя шва на этих участках;
— отключить источник питания и измерить величину магнитного поля по периметру соединения после сварки корневого слоя шва. Если величина магнитного поля не превышает 20 Гс, провести демонтаж сварочного кабеля, если величина магнитного поля превышает 20 Гс, провести размагничивание перед сваркой последующих слоев шва.
1.7.8 Размагничивание труб и соединений перед сваркой.
Размагничивание постоянными магнитами
Участки газопроводов при проведении ремонтно-восстановительных работ (РВР) подлежат размагничиванию в случаях наличия остаточного магнетизма в металле труб после проведения диагностики газопроводов с применением внутритрубных передвижных магнитных дефектоскопов, применения магнитопорошковой дефектоскопии сварных соединений, а также нахождения участков газопровода вблизи линии электропередач и др.
Для снижения влияния магнитного дутья и улучшения стабильности горения дуги при сварке газопроводов с остаточной намагниченностью необходимо:
провести симметричное заземление труб;
обеспечить каждый пост сварки отдельным обратным кабелем с минимальным расстоянием между обратным кабелем и местом сварки;
располагать сварочные кабели параллельно свариваемым кромкам;
не допускать контакта электродержателя или оголенного сварочного провода с поверхностью газопровода;
проводить сварку в направлении крепления обратного кабеля, наклон электрода при сварке должен быть в сторону, противоположную отклонению сварочной дуги.
Намагниченность металла труб перед сваркой классифицируется на уровни:
слабый – менее 20 Гс;
средний – от 20 до 100 Гс;
высокий – более 100 Гс.
Для размагничивания участка газопровода до допустимых пределов намагниченности (не более 20 Гс), необходимо создать размагничивающее магнитное поле с большей величиной магнитного поля и противоположным направлением. Полное размагничивание из ферромагнитных сталей невозможно.
Размагничивание следует выполнять с применением методов  размагничивания:
размагничивания:
а также другими методами, согласованными к применению с ОАО «Газпром».
Проверку величины магнитного поля следует производить электронными магнитометрами.
Размагничивание соединений перед сваркой постоянными магнитами необходимо выполнить в следующей последовательности:
определить исходную величину и направление магнитного поля по периметру сварного соединения в восьми контрольных точках;
выбрать постоянные магниты с учетом условия, что величина их магнитного поля должна быть больше величины остаточного магнитного поля сварного соединения. Допускается соединять магниты в пакеты (два и более) для увеличения величины магнитного поля и поверхности контакта с трубой с целью увеличения размагничивающего действия;
установить магниты на участок сварного соединения, подлежащий размагничиванию, при этом, сварное соединение должно располагаться между полюсами магнитов, а полюса магнитов должны быть противоположны полюсам намагниченных труб (рисунок 14);
проверить индикатором магнитного поля правильность установки магнитов — для изменения направления магнитного поля необходимо повернуть магниты на 180 градусов (или поменять местами полюса), для уменьшения величины магнитного поля необходимо переместить магниты по поверхности труб на некоторое расстояние от места размагничивания, для увеличения величины магнитного поля магниты следует приблизить к месту размагничивания;
 Рисунок 14 – Схема размагничивания сварных соединений
Рисунок 14 – Схема размагничивания сварных соединений
после размагничивания участка сварного соединения следует измерить величину магнитного поля, если она не превышает 20 Гс — приступить к сварке корневого слоя шва на этом участке;
провести вышеуказанные операции по размагничиванию отдельных участков сварного соединения, перемещая постоянные магниты и корректируя, при необходимости, величину и направление магнитного поля.
Измерить величину магнитного поля по периметру соединения после сварки корневого слоя шва. Если величина магнитного поля не превышает 20 Гс, провести сварку последующих слоев шва, если величина магнитного поля превышает 20 Гс, провести размагничивание перед сваркой последующих слоев шва.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
Размагничивание труб и листовой стали перед сваркой

Магнитное дутьё является нежелательным явлением при сварке стали. Остаточная намагниченность в стальных деталях может привести к нестабильности и отклонениям сварочной дуги. Этот эффект в некоторых случаях даже заставляет отказываться от применения сварки.
Заготовка намагничивается — сильное отклонение дуги

Благодаря применению устройства Degauss 600 можно размагнитить материалы и детали. Вскоре после простой установки компонентов на заготовку автоматически выполняется непрерывный процесс размагничивания.
Размагничивание сразу же сказывается на выполняемом сварочном процессе.
Заготовка была размагничена при помощи аппарата Degauss 600 — отсутствие отклонения дуги

Вы сразу увидите результат: сварочная дуга станет стабильной и не будет отклонятся, не будет ненужных мест зажигания, вы сможете достичь чистого пограничного схватывания без непроваров и идеальных результатов без брака и доработки.
Ваши преимущества
- Размагничивание компонентов, таких как трубы и листовая сталь
- Однокнопочное управление — автоматическое выполнение процесса размагничивания
- Стабильный сварочный процесс без отклонения дуги — идеальный результат без доработки
Размагничивание перед сваркой

Размагничивание во время сварки

Ваши преимущества — устройство для размагничивания Degauss 600
- Очень простое управление
- Все необходимые компоненты для размагничивания входят в комплект
- Быстрое подсоединение к трубе благодаря трем силовым кабелям
- Однокнопочное управление
- Автоматический процесс размагничивания
- Применение при температуре от -25 до +40 °C при допусках сетевого напряжения +/- 20 %
- Переносной и надежный
- Очень простое управление
Как размагнитить трубу для сварки?
При средней и высокой остаточной намагниченности труб, сварка стыков трубопроводов сопровождается появлением эффекта «магнитного дутья». Для нейтрализации эффекта «магнитного дутья» проводится размагничивание свариваемых концов труб.
Для размагничивания трубопроводов в трассовых условиях разработаны приборы, компенсирующие намагниченность трубопровода (ПКНТ).
Размагничивание приборами, компенсирующими намагниченность трубопровода производится компенсацией магнитного поля двух свариваемых труб одновременно. Размагничивание стыкуемых труб с применением приборов ПКНТ проводится в следующей последовательности:
1. Определяется величина и направленность магнитного ноля в зазоре
свариваемых трубопровода и «катушки» при помощи прибора измерителя магнитной индукции.
2. При напряженности магнитною поля менее 100 мТл должна вестись работа с двумя модулями, расположенными по обе стороны зазора, при выходном напряжении сварочного выпрямителя от 50 до 55 В. При напряженности магнитного поля свыше 100 мТл необходимо установить три модуля: одни на » катушке» и два на теле трубопровода.
3. Монтируются компенсирующие модули на трубопроводе и «катушке» на возможно минимальном расстоянии от свариваемого шва 100 . 400 мм.
4. Выполняется сборка электрической цепи, соединяющей модули между собой, с блоком управления и сварочным выпрямителем.
5. Включается прибор в режиме ‘контроль» при этом определяется и устанавливается величина сопротивления для компенсации
остаточного магнитного поля
6. Включается прибор в режим «работа», устанавливается величина
компенсирующего тока, которая обеспечивает минимальную величину остаточного магнитного поля в зазоре, которая при необходимости, может корректироваться в процессе сварки.
7. После сварки корневого слоя шва отключается прибор и выполняется демонтаж установки.
Подготовка и производство сварочно-монтажных работ
Трубы, «катушки», соединительные детали, арматура, устанавливаемые при ремонте дефектных участков трубопровода, должны соответствовать требованиям СНиП 2.05.06-85*, РД 153-006-02, иметь сертификаты, паспорта и акты входного контроля в соответствии с регламентами. Ввариваемая «катушка» должна быть изготовлена из труб того же диаметра, толщины стенки и аналогичного класса точности трубе ремонтируемого участка и иметь сертификат на трубу, из которой она изготовлена.
Труба, предназначенная для изготовления «катушки», должна быть испытана гидравлическим способом на прочность заводским испытательным давлением в течение 24 часов и рабочим давлением в течение 12 часов, подвергнута ультразвуковому контролю качества продольного заводского шва и должна пройти ультразвуковую толщинометрию стенки трубы по всей поверхности и на отсутствие расслоений и трещин, осмотрена на предмет отсутствия вмятин, задиров и каверн. При наличии дефектов труба, предназначенная для «катушки» должна быть заменена. Ремонт любых дефектов опускается.
Подгонка «катушки» при производстве работ по вырезке дефектов ПОР на участках НПС «Клин»- НПС «Кижеватово» 242,252 км МН «Дружба 1» производится в следующей последовательности:
* производится разметка «катушки», длина которой должна быть меньше длины ремонтного участка на 2. 3 мм;
* разметка линии реза производится мелом или тальком с применением мягких шаблонов либо других специальных приспособлений;
* для определения длины монтируемой «катушки» производится измерение длины заменяемого участка трубопровода в 4-х точках по горизонтальной и вертикальной плоскостям, разность длин образующих должна составлять не более 3 мм.
Неперпендикулярность обработанных торцов детали относительно образующей трубы не должна превышать 2 мм. Центровка «катушки» производится с применением наружных центраторов. Наружные центраторы, используемые для сборки труб и соединительных деталей, должны быть заводского изготовления. Центраторы не должны оставлять на трубе царапин, задиров, забоин, вмятин. При сборке деталей смещение продольных швов стыкуемых труб должно быть не менее 100 мм. Минимальное расстояние от поперечных сварных швов ремонтируемого трубопровода до сварных швов привариваемой детали должно быть не менее наружного диаметра трубопровода. Перед сваркой кромки и концы соединительных деталей и ремонтируемого трубопровода зачищаются до металлического блеска, на ширину не менее 10 мм, с внутренней и наружной стороны. При сборке стыков труб с одинаковой нормативной толщиной стенки смещение кромок электросварных труб не должно превышать 3 мм. Величина зазора между кромками стыкуемых элементов должна составлять от 2,5 до 3,5 мм.
Перед началом сварочных работ производится сушка торцов труб и прилегающих к ним участков.
После центровки, регулировки зазора между концами труб и «катушки» «обходимо выполнить прихватки: для трубопровода диаметром 720 мм количество прихваток должно быть не менее 4, а длина прихваток — 150-200 мм. Прихватки должны располагаться равномерно по периметру. После выполнения всех прихваток сварка стыков производится в соответствии «технологической картой.
Сварка вновь врезаемой «катушки» должна производится в следующей последовательности:
* зачистить прихватки, обработать шлифмашинкой начальный и конечный участок каждой прихватки;
* равномерно по периметру стыка в «окнах» ценнтратора выполнить сварку не менее 60% длины корневого слоя электродами с основным видом покрытия, затем снять центратор и выполнить сварку оставшегося периметра корневого шва;
* сварку корневого слоя шва выполнять одновременно не менее чем двумя сварщиками;
* зачистить корневой слой шва от шлака и брызг металла;
* выполнить подварку изнутри шириной от 8 до 10мм, усиление сварного шва 1 до 3 мм с плавным переходом к основному металлу с последующей зачисткой шва;
* подварку изнутри выполнить до начала сварки заполняющих слоев;
* выполнить сварку подварочного и облицовочного слоев;
* минимальное количество слоев сварного шва не менее 4-х;
* перед наложением каждого последующего слоя произвести зачистку поверхности предыдущего слоя от шлака и брызг;
* провести внешний осмотр и измерение сварного шва, убедиться в отсутствии допустимых наружных дефектов;
* наружные дефекты сварного шва (подрезы, поры и другое) устранить ручной дуговой сваркой.
После окончания сварки должно быть выполнено клеймение сварных швов труб клеймом сварщика или бригады сварщика на наружной поверхности трубы на расстоянии 100 мм от сварного шва.
При производстве сварочных работ используются следующие геометрические параметры сварных швов:
Величина зазоров в стыках сварочных деталей . . . .2,5 ч 3,5 мм
Величина притупления кромок свариваемых деталей .1,8 ± 0,8 мм
Величина угла раскрытия кромок . . . . . . .25є ч 30є

Рис. 3.6.7.1 Схема монтажа при производстве работ по вырезке дефектов ПОР на 242 км и 252 км магистрального нефтепровода «Дружба 1» Ш 720 мм, участок Клин — Кижеватово.
Качество сварных соединений проверяется лабораторией неразрушающего контроля с помощью радиографического и ультразвуковых методов.

Рис. 3.6.7.2 Монтажная схема на 242 км нефтепровода «Дружба 1» Ш720 мм, вырезка дефектов ПОР.
Рис. 3.6.7.3 Монтажная схема на 252 км нефтепровода «Дружба 1» Ш720 мм, вырезка дефектов ПОР.
