Как согнуть алюминиевый лист в домашних условиях?
Как провести гибку алюминия в домашних условиях?
Алюминий часто используют для изготовления конструкций разной формы. Связано это с тем, что материал легко изгибается, имеет низкую температуру плавления. Чтобы во время работы не возникало проблем, нужно знать, как проводится гибка алюминия и какие для этого нужны инструменты.
 Гибка алюминия
Гибка алюминия
Особенности гибки алюминия
Гибка алюминия проводится двумя способами:
- Свободное сгибание — часто используемая технология сгибания алюминиевых деталей. При использовании этой технологии между металлическим листом и пуансоном присутствует воздушный зазор.
- Калибровочное сгибание — представляет собой метод изменения формы металлической детали, при котором между заготовкой и пуансоном нет воздушного зазора.
Прежде чем начинать работать с алюминием нужно выбрать технологию. Жестянщики рекомендуют свободный метод сгибания. Он имеет сильные и слабые стороны. Преимущества:
- приложение малых усилий при изменении формы заготовки;
- возможность сгибать металлические детали большой толщины;
- малая стоимость станков для проведения работ;
- возможность изгибать заготовки под разными углами.
- При сгибании металлических заготовок малой толщины возникают сложности с выставлением точного угла.
- Невозможность работать с изделиями сложной формы.
Какие марки можно гнуть, а какие нет?
На производстве выпускаются алюминиевые заготовки разных марок. Они отличаются характеристиками, особенностями материала. Виды алюминия:
- Закалённый — материал с высокими показателями прочности, твердости. При изгибании нужно проводить предварительное нагревание рабочей поверхности. Без нагревания лист трескается. Низкий показатель гибкости требует соблюдения правил работы с материалом.
- Отожжённый — считается мягким видом металла, который чаще других используется при изгибании. Не выдерживает растяжения.
- Нагартованный — листовой металл, который прошёл процесс холодного уплотнения. Выдерживает большие нагрузки, изгибается без трещин.
- Полунагартованный — металл с высоким показателем жесткости. Выдерживает изгибание до угла в 90 градусов. Повышенная жесткость не даёт поверхности проминаться во время ударов.
Марки алюминия для гибки:
- Дюралюминий — обозначается данный материал букой «Д». Считается прочным материалом с высоким показателем износоустойчивости. Используется при штамповке, поскольку плохо изгибается.
- Марки ВД1 и 1105. Материалы с малым удельным весом и хорошими показателями прочности. Часто применяется для гибки.
- Сплавы АМЦ. Материалы, которые используются во время изготовления деталей сложной формы. Обладают высоким показателем пластичности.
- Сплавы АМГ. Составляющими таким материалов являются магний, марганец, алюминий. Хорошо изгибаются, устойчивы к воздействию кислот, щелочей. Из листов делают емкости для хранения химических реактивов, топлива.
- Авиационные сплавы, обозначающиеся буквой «В». Используются в машиностроении. Для их сгибания используются процессы штамповки, прессования.
- Сплавы А5, АД. Металлы используются в пищевой промышленности.
Любая из выпускаемых марок алюминия изготавливается согласно ГОСТу.
 Марки алюминия
Марки алюминия
Способы гибки
Изменить форму алюминиевого листа можно с помощью разных видов оборудования. Важно поговорить об основных способах гибки, которые применяются при металлообработке.
Ручные методы
В небольших мастерских и на частном производстве часто используются ручные приспособления для сгибания алюминиевых листов. Они представляют собой инструмент, состоящий из устойчивого основания, прижимных пластин, системы рычагов. Ограничение ручного оборудования заключается в глубине изгибания листа, ширине обрабатываемой заготовки. С помощью ручного оборудования невозможно сгибать детали из металла большой толщины.
Использование устройств с электрическим приводом
Чтобы добиться высокой эффективности при сгибании металлических листов, используется оборудование с электрическим приводом. Станки используются при серийном производстве, поскольку облегчают труд человека, позволяют быстро изготавливать множество деталей различной формы. Оборудование с электрическим приводом позволяет сгибать листы толщиной до 8 мм. Запуск подвижных элементов происходит после нажатия педалей.
Использование электромагнитного оборудования
При таком способе сгибания алюминиевых изделий используется оборудование с электромагнитами. Заготовка устанавливается между рабочими элементами. На них подаётся напряжение. Ток приводит в действие магниты. Они начинают двигаться друг к другу, изгибая деталь.
Классификация оборудования
При разных методах сгибания алюминиевых листов используется специальное оборудование. Для облегчения деформации металла его можно предварительно разогревать. Все листогибы делятся на две большие группы, о которых необходимо поговорить подробнее.
 Ручные приспособления
Ручные приспособления
Стационарное оборудование
К этой группе относятся промышленные станки, которые устанавливаются на предприятиях. Используются для серийного изготовления деталей из металлических листов. Они имеют устойчивое основание, электрический или гидравлический привод.
Минус стационарных механизмов в том, что они занимают много места, требуют дополнительных усилий при транспортировке. Однако промышленные станки позволяют работать с металлическими листами большой толщины.
Переносное оборудование
Компактные конструкции, которые можно использовать в различных условиях. Не требуют дополнительных навыков при работе. Недостаток переносных приспособлений — отсутствие возможности работать с толстыми листами металла.
Как изгибать детали из дюралюминия и силумина?
При попытке согнуть алюминий марки Д16Т (дюралюминий) и силумин листы могут трескаться. Чтобы сохранить целостность металлического листа, нужно провести предварительную термообработку. Для этого заготовка из дюралюминия разогревается до появления красного оттенка. Помещение должно быть тёмным, чтобы увидеть изменение цвета и не перегреть сплав. После нагревания нужно дать металлу остыть при комнатной температуре. Далее можно сгибать лист без боязни повредить его.
Как согнуть лист алюминиевый ?
#1 vasilev161


- Из: Ростов-на-Дону
- Судно: т/х Омский
- Название: т/х “ONIX”
Сообщение отредактировал vasilev161: 26 мая 2012 — 11:38
- Наверх
- Ответить
- Цитата
#2 metalls

- Из: Ростов-на-Дону
- Судно: тх ОМСКИЙ
- Название: ОНИКС
Сообщение отредактировал metalls: 26 мая 2012 — 11:40
- Наверх
- Ответить
- Цитата
#3 Merc
Мелкими шагами, но вперёд!

- Из: Волжский
- Судно: Моторная лодка
- Название: Ахтуба
Не че сложного нет !
Сначала надо определиться с сплавом алюминия .
1105 — один из самых дешевых сплавов (он лопнет , отказываемся сразу)
АМГ2Р,АМГ2НР,АМГ2Н2Р,АМГ3НР,АМГ3Н2Р — эти сплавы нам подходят.
Они коррозийной стойкие .
АМГ2 — это сплав , АМГ3 — чуть по-жоще.
Р — обозначение рифленый.
Н — состояние нагартованный (жесткое)
Есть еще импортный лист рифленый он отличается блеску-честью и качеством поверхностью .
Цена его на двести руб дороже от отечественных.
Теперь берем алюминиевый лист . Заранее ложем хозяйственное мыло в теплую воду.
и держим его там пока не раскиснет . Потом в том месте где будит изгиб , намазываем мылом.
Берем бензиновую горелку иле газовую и греем место изгиба.
Потом гнем об угол . Тут как вам удобно . Я допустим обжимал двумя дощечками . И гнул газовым ключом.
Вот и все. Источник тут
- Наверх
- Ответить
- Цитата
#4 Олег из Нска
Первая навигация окончена.

- Из: Новосибирск
- Судно: КиЯ14 «Дельфин»
- Название: Горыныч
Мыло, горелки, об угол Чтобы лист не ломался надо гнуть радиусом не менее 5мм. Прекрасно алюминий гнётся на листогибочных прессах с широкой матрицей, не менее 35мм. Вообщем опытные гибщики всё знают. http://forum.katera. ost__p__1107383
А разницу между листогибочным прессом и газовым ключом кто оплачивает?
- Наверх
- Ответить
- Цитата
#5 Merc
Мелкими шагами, но вперёд!
- Из: Волжский
- Судно: Моторная лодка
- Название: Ахтуба
А разницу между листогибочным прессом и газовым ключом кто оплачивает?
- Наверх
- Ответить
- Цитата
#6 metalls
- Из: Ростов-на-Дону
- Судно: тх ОМСКИЙ
- Название: ОНИКС
- Наверх
- Ответить
- Цитата
#7 rbt06

- Из: Люберцы
- Судно: катер
- Название: Тюлень
+ Надо еще жопу посадить с алюминиевым листов в машину (время + бензин + 50руб).
Зачем лишние проблемы если это все можно сделать на месте в гараже.
- Наверх
- Ответить
- Цитата
#8 Xenos WIGHT
Отец русской демократии

- Из: Самара
- Судно: Диван
- Название: Θεία
Полностью согласен с Мерсом,если гнуть 10-20 см это можно и на коленке,а если метр ,Metalls я бы посмотрел бы ,как вы метр газовым ключём погнёте.
- Наверх
- Ответить
- Цитата
#9 Алекс 66

- Из: Бийск
- Судно: Прогресс4 Jet
- Название: —
- Наверх
- Ответить
- Цитата
#10 serj

- Из: Геленджик
Сообщение отредактировал serj: 28 мая 2012 — 18:48
- Наверх
- Ответить
- Цитата
#11 вет
для каторги и флота любой сгодится

- Из: хз
- Судно: хз
Если кустарно то по направляющей делается надпил болгаркой на треть толщины,самым тонким кругом 1.2 мм и гнётся в подходящем месте (у меня в притворе металлической двери) как раз то что надо получается. Если деталь ответственная и нужна прочность то сгиб с внутренней стороны провариваю.
то что на фото согнуто в «дверях»

- Наверх
- Ответить
- Цитата
#12 Merc
Мелкими шагами, но вперёд!
- Из: Волжский
- Судно: Моторная лодка
- Название: Ахтуба
А если не рифлёный, АД31-35, Д16. толщина 1-2мм, радиус 20мм, угол 90, длина 12метров. И кромка нужна ровнёхонькая. Как согнуть?
- Наверх
- Ответить
- Цитата
#13 Xenos WIGHT
Отец русской демократии
- Из: Самара
- Судно: Диван
- Название: Θεία
Для таких работ есть зигмашины или кромкогибы.
- Наверх
- Ответить
- Цитата
#14 Merc
Мелкими шагами, но вперёд!
- Из: Волжский
- Судно: Моторная лодка
- Название: Ахтуба
- Наверх
- Ответить
- Цитата
#15 riv222

- Из: Riga
Ну и надрезать тоже можно. Мне полосу на отбортовках тоже пришлось надрезать, чтоб гнулась где надо, а не где ей хочется. Только для длинного надреза придётся, наверное, что-то типа рубанка из узкого токарного резца самопалить, чтоб ровно вышло. Болгарка тут не выход, а для люменя так особенно. Или ещё циркуляркой с твердосплавными напайками попробовать.
- Наверх
- Ответить
- Цитата
#16 Xenos WIGHT
Отец русской демократии
- Из: Самара
- Судно: Диван
- Название: Θεία
Это ты зря! Надрезать лист болгаркой на любую длину — запросто. Диск по цветным металлам 1мм.(кстати Российского производства почему-то лучше!)И направляющая. Ты же газовым резаком пользуешься? Тот-же принцип.А для циркулярки нужен специальный зуб и вообще ей лучше отрезать,а не надрезать.
- Наверх
- Ответить
- Цитата
#17 riv222
- Из: Riga
Тонкий диск на болгарке даже с направляющей играет немного. Недавно пробовал, когда под фундамент двигателя переборку на три сантиметра наращивать пришлось. Когда режешь под сварку, небольшая неровность кромки незаметна (всё равно заплавляется и шлифуется потом), а на гибе может оказаться и заметной. Да и направляющую болгарка портит, в отличие от резака.
- Наверх
- Ответить
- Цитата
#18 nirvana111

- Из: Харьков
Гибка и резка алюминиевого листа – технологии и их особенности
Резка и гибка – очень важные технологические операции, без которых попросту невозможно создать различные элементы, детали и конструкции, а производство алюминиевого листа – яркий тому пример. Как это происходит, мы и рассмотрим.
1 Способы деформирования алюминия
Гибка металла предполагает воздействие на него некоторых нагрузок. Этот технологический процесс позволяет придать заготовке необходимую форму. Делается он ручным, механическим способом либо с применением специального оборудования. Ручной метод предполагает использование киянки, слесарного молотка и различных металлических оправок. Чтобы согнуть металл по этой технологии, придется потратить много сил и времени, да и качество изгиба может не отличаться высокой точностью, особенно если нет навыков в этой области.
Кузнечно-прессовочное оборудование позволит гнуть деталь с небольшим радиусом. К достоинствам способа относится высокая точность обработки и скорость. Но намного проще согнуть металл с помощью специальных станков. Одним из популярных способов формирования профиля выступает формовка и холодное профилирование. Эти операции делают на специальном оборудовании. Алюминиевый лист пропускают между валками, которые и формируют заданный изгиб.

Гибка в штампе идет следующим образом. Заготовку фиксируют между двумя рабочими инструментами без зазора. Затем прилагается усилие, и лист приобретает форму вышеуказанных инструментов. Гнуть алюминий таким образом совершенно несложно. Но стоит сказать, что оба метода подходят только для крупносерийного производства, так как необходимо много времени для переналадки оборудования.
Если необходимо гнуть различные элементы, то лучше всего подойдет свободная гибка. В этом случае алюминиевый лист вдавливается под нагрузкой пунсона (рабочего инструмента, расположенного сверху) в V-образный ручей матрицы. Этот способ известен как гибка в воздухе, потому что металлический элемент соприкасается с краями ручья нижнего инструмента и непосредственно пуансоном, а остальное пространство занимает воздух. Такая технология позволяет согнуть огромное количество различных деталей за короткий промежуток времени.
Благодаря современному оборудованию с ЧПУ можно свести человеческие усилия к минимуму. Оператору остается всего лишь задать необходимую программу. Кроме того, эта технология позволяет гнуть заготовки различной толщины на одних и тех же станках. Еще появляется возможность производства деталей самой сложной формы. Однако и этот процесс имеет некоторые недостатки. Прежде всего если необходимо согнуть тонкий лист, то углы могут получиться менее точными, чем при работе с толстыми заготовками. Да и точность повторений зависит от качества обрабатываемого материала. Таким способом лучше гнуть алюминий толщиной более 1,25 мм.
2 Ручные методы
Как деформировать металл (гнуть), понятно, но как металлическую заготовку разделить на части? Резка металла также делается различными способами, и выбор метода зависит от множества параметров (толщина заготовки, необходимое количество разрезов, их качества и т. д.). К наиболее простым вариантам относится использование ножниц по металлу. Этот способ отличается своей доступностью, ведь такой инструмент есть у каждого хозяина, а если и нет, то его можно легко приобрести с минимальными материальными затратами. Но в этом случае не стоит рассчитывать на качественный рез, особенно если делаете эту процедуру впервые. Еще этот метод требует гораздо больше времени и сил, чем механическая, плазменная и фрезерная резка.

Хорошим помощником в этом деле послужит гильотина. Это специально кузнечно-прессовочная установка, которая может эксплуатироваться как в ручном, так в механическом режиме и даже иметь гидравлический привод. Благодаря компактным размерам и невысокой стоимости устройства его часто приобретают для домашнего использования. Чтобы разрезать лист металла, необходимо просто разместить его на специальной столешнице, зафиксировать и надавить рабочий инструмент. Наиболее высоким качеством среза обладают устройства с гидравлическим приводом. Однако такие установки имеют и довольно большие габариты, что делает их применение более актуальным на предприятиях.
3 Использование устройств с электрическим приводом
Вполне реальна резка болгаркой, но этот метод довольно сложный. Вязкая структура алюминия с трудом поддается такому виду обработки и часто требует дополнительных мероприятий. Например, чтобы разрезать толстый лист, необходимо смазать рабочий шов керосином, в противном случае отрезной диск может попросту увязнуть в металле. Также этот способ требует строгого соблюдения правил техники безопасности.
Использование фрезерных установок позволит разрезать изделие любой конфигурации, главное, правильно настроить станок. Станки с ЧПУ позволяют получить отличное качество среза. Еще к достоинствам этого метода следует отнести высокую производительность и точность, а также возможность обрабатывать метал толщиной до 280 мм.
Прекрасно себя зарекомендовала и дисковая пила. Существует несколько конфигураций таких установок: настольные, фронтальные и вырубные. Благодаря специальным вспомогательным элементам обеспечивается мягкий ход режущего инструмента. Обычно резка алюминия делается посредством специальных дисков, диаметр которых колеблется от 160 до 600 мм. Кроме того, возможно и использование алмазных режущих инструментов.
4 Высокотехнологические методы
Особого внимания заслуживает плазменная обработка алюминиевого листа, которая отличается высоким качеством. Суть процесса заключается в интенсивном расплавлении металла электрической дугой вдоль линии среза. Образовавшийся жидкий алюминий удаляется посредством высокоскоростного плазменного потока. Обычно для работы с этим металлом используют только неактивные газы. Но, стоит заметить, что этот вид обработки имеет некоторые недостатки. Во-первых, стоимость оборудования довольно высокая, поэтому для бытовых целей его не приобретают. Во-вторых, из-за термического воздействия кромки становятся более твердыми, и необходима последующая обработка. В-третьих, процесс предполагает потерю металла.
Гидроабразивный метод заключается в воздействии очищенной воды и специально подобранных абразивных зерен, в результате можно резать металл толщиной до 300 мм. Эта технология отличается высокой точностью. Еще одно достоинство – возможность формирования различных радиусов, скосов, острых углов и т. д. Отдав предпочтение такому способу, можно не переживать об экологической стороне. А с помощью оборудования с ЧПУ резать металл легко с минимальным вмешательством человека.
Также неплохо зарекомендовала себя в этой области и лазерная резка. Правда, есть некоторые особенности такого процесса, вызванные высокой теплопроводностью металла. В этом случае луч должен быть более мощным, чем при обработке других материалов. К достоинствам метода нужно отнести высокое качество среза, возможность обрабатывать детали различной формы и сложности. Процесс протекает очень быстро и автоматизирован. Недостатки носят следующий характер. Несмотря на то что скорость обработки довольно высокая, она нестабильная. Максимальная толщина металла не должна превышать 20 мм. Да и оборудование довольно дорогостоящее.
Сгибание пластин из алюминия и его сплавов
В радиолюбительской практике иногда требуется согнуть под определённым углом пластину из алюминия или его сплава — дюралюминия (дюраля). Наиболее частый случай — сгибание до прямого угла (90°). Если такую операцию выполнять простым зажатием пластины в тисках с последующим сгибанием, то вследствие хрупкости материала это приведёт к появлению трещин или полного излома по линии сгиба ещё до достижения угла 90°. Понятно, что причина такой необратимой деформации структуры материала — малый радиус изгиба, поскольку губки тисков в сечении имеют практически прямоугольную форму без закругления кромок. Если этот радиус увеличить, то деформации в пластине не будет, а поверхность в зоне изгиба будет качественной. На рис. 1 схематично показано, как этот радиус увеличить.
Наиболее частый случай — сгибание до прямого угла (90°). Если такую операцию выполнять простым зажатием пластины в тисках с последующим сгибанием, то вследствие хрупкости материала это приведёт к появлению трещин или полного излома по линии сгиба ещё до достижения угла 90°. Понятно, что причина такой необратимой деформации структуры материала — малый радиус изгиба, поскольку губки тисков в сечении имеют практически прямоугольную форму без закругления кромок. Если этот радиус увеличить, то деформации в пластине не будет, а поверхность в зоне изгиба будет качественной. На рис. 1 схематично показано, как этот радиус увеличить.
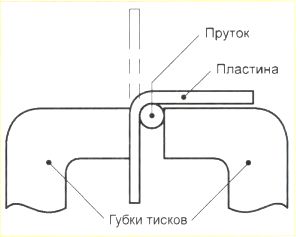
Подлежащую сгибанию пластину следует зажать между губками тисков через стальной пруток круглого сечения диаметром около 3 мм или более. Конечно, длина прутка при этом должна быть больше ширины пластины. Для небольших по ширине пластин в качестве прутка вполне подойдёт хвостовик сверла подходящего диаметра. К выступающей из тисков левой стороне поверхности пластины (если пруток зажат справа от пластины, как на рис. 1) плотно прижимают прямоугольный кусок фанеры, деревянного бруска или доски и, надавливая на него ладонью в направлении сгибания, добиваются нужного профиля. Задачу облегчат аккуратные удары молотком по фанере, бруску или доске. При диаметре прутка 3 мм трещин на поверхности пластин в зоне изгиба не наблюдалось. Поскольку марка дюралюминия, из которого изготовлена пластина, была неизвестна, для твёрдых марок, возможно, минимальный радиус изгиба (в практике автора — 1,5 мм) придётся увеличить.
Листы из дюралюминия обладают упругостью. Чтобы их сразу согнуть до угла 90°, верхнюю часть поверхности прутка желательно зажать по горизонтали чуть выше поверхности губок, как показано на рис. 1. После сгибания, в случае необходимости, более точно довести (отформовать) вручную изгиб до требуемого угла уже не составит труда. Таким способом автор успешно сгибал пластины толщиной 0,5…3 мм из алюминия и дюралюминия (сгибать более толстые пластины не было необходимости).
Когда требуется больший угол сгибания, то сначала пластину следует загнуть в тисках приведённым выше способом до 90°. Пластину размещают на ровной жёсткой поверхности с тем же стальным прутком, как показано на рис. 2. Затем пруток прижимают или плотно фиксируют по всей зоне изгиба в направлении, перпендикулярном к поверхности и показанном стрелкой вниз. Это позволит избежать смещения прутка вверх во время дальнейшего сгибания пластины и, как следствие, её излома. При небольшой ширине и толщине пластин на концы прутка достаточно надавить пальцами одной руки. Одновременно пальцами другой руки сжимают края пластины, как показано на рис. 2 в направлении стрелок, до получения требуемого угла, вплоть до 180°.
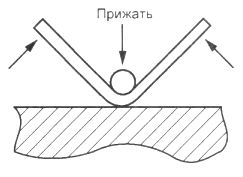
Небольшие по площади пластины, согнутые до U-образной формы (180°), автор применяет, в частности, как теплоотводы (в разговорной речи их нередко называют радиаторами от англ. radiate — излучать, что не соответствует действительности, поскольку в основном отвод тепла происходит не излучением, а конвективной теплоотдачей с поверхности. — Прим. ред.) для транзисторов в корпусах TO92, TO126 и TO220 при рассеиваемой мощности 0,5… 2 Вт.
Автор: С. ГЛИБИН, г. Москва
Источник: Радио №7/2016
Как согнуть алюминиевую трубу в домашних условиях: способы, их особенности
 Как согнуть алюминиевую трубу в домашних условиях
Как согнуть алюминиевую трубу в домашних условиях
Алюминиевая труба представляет собой изделие, полое внутри, которое имеет срез в форме квадрата, круга, прямоугольника и т.д.
Изделия из алюминия имеют много преимуществ, популярны среди потребителей. Их широко применяют в различных сферах.
Иногда требуется сделать из трубопроката фигурное изделие, для этого надо знать, как согнуть алюминиевую трубу в домашних условиях без трубогиба.
Особенности производства, свойства алюминиевых труб
Трубопрокаты из алюминия производят разными способами
1.прессование из алюминиевых заготовок с помощью круглого сечения.
2.холодное деформирование: прошивка, калибровка, вытяжка.
3.в основе метода принцип проката стальных изделий из листа или штрипса: сварочный метод
Технология производства позволяет изготавливать изделия эконом класса с высоким качеством. Особенностью материала считается малый вес. Плотность алюминия свыше трех раз меньше, нежели стали: 2.7 к 7.85 т / м3.
К основным достоинствам металла относят такие свойства, как:
1.высокий уровень износостойкости.
2.способность сопротивляться влаге.
3.высокий показатель гибкости, пластичности.
4.выносит сильные морозы.
5.легко поддается сварке.
6.высокая степень электропроводности, теплопроводности.
7.материал экологически чистый.
8.не образует коррозию.
К недостаткам относят низкий уровень прочности. Зато материал легко деформировать, при этом его основные свойства не изменятся. Высокий показатель пластичности разрешает выполнять идеи из сложных инженерных решений. Трубопрокаты часто изготавливаются из различных сплавов алюминия и магния, алюминия и меди, алюминия и цинка. Данные металлы имеют высокую прочность, но отличаются переносимостью к силовым воздействиям.
Внимание! Трубы легко транспортировать, потому что легкие. Изделия имеют доступную цену, их монтаж отличается легкостью.
Где применяют алюминиевые изделия
Алюминиевые изделия не нуждаются в обслуживании. Трубопрокаты имеют много положительных качеств, поэтому их применяют в строительной сфере, промышленности:
 1.с помощью изделий производят мебель, оборудование для рекламы, торговли.
1.с помощью изделий производят мебель, оборудование для рекламы, торговли.
2.из изделий изготавливают беседки, перилла, оградки, прочие детали, необходимые для хозяйства в частном доме.
3.изделия применимы для сельского хозяйства. Высокий уровень сопротивляемости образованию коррозии, износостойкости позволяют применять алюминиевые трубы для обустройства дренажа. Сельхоз растения тоже не влияют негативно на алюминий.
4.при строительстве навесных фасадов применяют гнутые трубы.
5.буровые вышки имеют в своем составе алюминиевые детали. Изделия имеют высокую пропускную способность, поэтому в системах не появляются заторы. Алюминиевый материал способен выдерживать агрессивную среду углеводорода.
6.с помощью труб прокладывают канализационные коммуникации. Среда сточных вод не разлагает алюминиевые изделия.
7.изделия устанавливают в системах вентиляции, потому что они легко деформируются, режутся с помощью болгарки.
8.в качестве декораций в виде решеток, каркасов для витрин, обшивки стен.
Внимание! Из-за эстетичного внешнего вида изделия из алюминиевого материала применяют, чтобы создавать предметы для интерьера.
Процесс изгибания
…сложности
Чтобы применять изделия из алюминия для создания мебельных предметов, нужно научиться придавать материалу изгибы правильно. Хоть материал имеет высокую пластичность, но может повести себя непредсказуемо, особенно, если изделия пустотелые. При гибке труб можно столкнуться со сложностями, которые возникают из-за разных факторов:
1.если обрабатывать изделия, чтобы повысить уровень сопротивляемости коррозии, повышается прочность, при этом снижается уровень пластичности.
2.если изделия изготовлено с помощью метода горячей экструзии с выдавливанием, то трубопрокат становится чувствительным к напряжениям во время изгибов.
3.сплавы, содержащие марганец, также дюралюмины отличаются низким уровнем пластичности.
Перед изгибанием изделия следует определить марку сплава, условия для его первичной термообработки. При отсутствии сертификата на изделия проверку осуществляют следующими способами:
1.изучают маркировку на концах трубопроката, сверяют со справочником.
2.простукивают молотком, при наличии звонкого звука изделие изготовлено из материала высокой твердости.
3.если материал сплава мягкий, то он налипает на напильник.
Внимание! Изделия из дюралюминия имеют особое свойство: если об них потереть руку, то она не окрасится.
Способы сгибания
Существуют разные технологии, чтобы изогнуть алюминиевые изделия. К основным относят:
1.изделие можно обработать на трубогибе, который имеет эластичный дорн, к примеру, из резины.
2.с помощью устройства для сгибания холодным методом одним переходом, если диаметр трубы менее двадцати миллиметров.
3.при сгибе трубы большого диаметра, заготовку следует нагреть. Для этого применяют дроны резинового или составного типа.
4.можно уменьшить зону с растягивающим напряжением при помощи перемещающегося ролика.
Деталям можно придать различный внешний вид:
1.в виде утки (изделие имеет два изгиба в 135 градусов)
2.в виде скобы (три изгиба по центру с прямым углом, по краям 135 градусов).
3.в виде отвода (изгибы с углами 45 градусов и 135).
виде калача (в форме полукруга).
Внимание! Процесс изгиба требует аккуратности, не стоит допускать дефектов, для этого важно правильно выбрать инструмент.
Необходимое оборудование
Чтобы изгибать трубы, применяют разные устройства. Трубогибы имеют отличия в принципе действия. Инструмент легко использовать в домашних условиях. С помощью него можно изгибать трубы круглой формы, профильного типа. Выделяют следующие разновидности трубогибов:
 1.пружинный вид. Внутрь пружины вставляют деталь для сгиба. Выбирают способ обработки изделия: холодный, термообработка, под конец процесса удаляют пружину.
1.пружинный вид. Внутрь пружины вставляют деталь для сгиба. Выбирают способ обработки изделия: холодный, термообработка, под конец процесса удаляют пружину.
2.рычажный вид, по-другому называется механизмом Вольнова. В форму, имеющую соответствующий диаметр закладывают заготовку. Трубу не нужно прогревать. Рычажная сила позволяет согнуть трубу.
3.арбалетный вид. Заготовку помещают в устройство, которое имеет гнущий сегмент. Труба продавливается внутри конструкции.
С помощью трубогиба можно нет только сгибать, но и выпрямлять алюминиевые изделия, которые имеют разную конфигурацию, диаметр. Во время процесса повредить деталь практически невозможно.
Трубогиб использует различные способы воздействия на металл. К ним относят:
1.способ проталкивания. Изделие из алюминия проталкивается сквозь ролики, один его отклоняет. В итоге образуется изгиб в виде дуги, имеющая небольшой радиус.
2.способ проката. Если труба имеет от одного до десяти сантиметров в диаметре, то ее можно прокатывать между специальными роликами, которые должны быть равны размеру заготовки. В основе лежит трехвалковый инструмент, с помощью которого изгибают за пару заходов. Инструмент придает форму круга, дуги, спирали. Изгибанию поддается профильная труба и круглая.
3.с помощью давления. Для изгиба применяют штампы, которые придают изгиб изделию снаружи. Способ гидроформирования – второй вариант метода. Под высоким давлением в трубу заливается вода, либо масло.
4.способ обкатывания. В основе лежит обкатная деталь трубогиба, которая может изогнуть изделие под давлением. Деталь не нужно прогревать. На участках с отсутствием давления трубопрокаты прогибаются в другую сторону.
Внимание! При отсутствии специального инструмента алюминиевые изделия легко изгибаются подручными способами.
Как согнуть трубу дома
Если в доме нет инструмента, то можно согнуть трубопрокат дома самостоятельно. Чтобы изогнуть изделие своими руками, можно применить такие приемы, как:
1.для уменьшения хрупкости материала, также силы нагрузки, место для изгиба следует прогреть, применяя газовую горелку. С помощью простой бумаги надо проверить готовность детали к деформированию. Бумагу держат над местом нагрева, пока не покажется дым. В это время можно придавать детали другую форму. Анодированный алюминий нельзя деформировать таким методом.
2.для начала делают заготовку шаблона, который имеет такой же радиус, каким должен быть изгиб. Шаблон вытачивают из деревянного куска, смазанного креозотом. Изделия прикрепляют к шаблону, скрепив детали крепко. С помощью резинового молотка, несильно ударяя, придают нужную форму детали.
3.алюминиевая трубка с сечением до двадцати миллиметров обрабатывается без оборудования. С внешней стороны изделия надевается стальная пружина. В изделие засыпается песок, вставляется прут из металла. Держась за стрежень по краям, производят сгиб согласно шаблону.
4.наполняют изделие с помощью песка, заготовку с двух сторон крепят на две опорные плоскости. Применяя молоток из резины, формируют сгиб на участке, который провисает. Если необходимо выполнить сгиб на прямоугольной детали, то данный способ незаменим.
Основные ошибки при работе
До того, как приступить к работе, надо провести чистку изделия от грязевых отложений. Для этого не рекомендуется применение абразивной щетки. Работы проводят с аккуратностью, чтобы не содралась окисная щетка.
Внимание! После придания изгиба изделие может изменить первоначальную длину. Поэтому необходимый размер отрезка следует формировать после проведения всех мероприятий по сгибанию.
Если для сгибания используется газовая горелка, то по достижению нужной пластичности сразу производят изгибание детали, пока она не остынет. Если трубы искривлены полностью, то не стоит обрабатывать данные трубы. Это говорит о низком уровне качества изделия. Изделия для изгиба не должны иметь заусенцы, сколы, трещины.
