Как согнуть швеллер в домашних условиях?
Способы выпрямления швеллер

- Особенности изгиба швеллера
- Способы гибки швеллера
- Гибка швеллера в домашних условиях
- Газопламенная правка металла
Швеллер и двутавр относятся к стандартным профилям и используются в ряде сфер, где к жесткости конструкций из них предъявляются повышенные требования. Прочным заготовкам с П- или Н-образным сечением сложнее придать криволинейность. Чтобы согнуть швеллер или двутавровую балку, понадобится особое оборудование. Далее — о конкретных способах придания профилям нестандартной формы.
Особенности изгиба швеллера
Швеллер симметричен лишь по условной горизонтали. Этим осложняется его изгиб, выполняемый в трех направлениях:
- по полкам;
- по стенке (полками наружу или внутрь).
Если гнуть металлический швеллер по полкам при помощи специального оборудования, риск деформации последних исключается. Во втором случае возможен их перекос из-за повышенного давления рабочего элемента оборудования.
Различают три типа изгиба П-образного швеллера:
- плавный (заготовка превращается в криволинейное изделие с одним или несколькими радиусами);
- местный (на выходе получается деталь с парой прямых концов, соединенных под одним заданным углом).
В домашних условиях согнуть плавно швеллер практически невозможно — для этого требуются профилегибочные станки, весьма громоздкие и дорогие. Местным способом гибки пользуются многие любители, которым для определенных целей понадобился гнутый профиль. Тем более, для этого достаточно пары инструментов, которые у настоящего умельца всегда под рукой.
Способы гибки швеллера
Достоинство плавного метода — сохранения целостности заготовки. На швеллере не будет сварочных швов, что сохранит его прочностные характеристики и коррозионную стойкость. Гибка швеллера осуществляется медленно, постепенно, пока изделие не обретет требуемую форму.
Есть следующие способы плавного сгибания профиля:
- Ручной. Понадобится бензорез или ацетиленовая горелка и шаблон из листа металла, на котором рисуют радиус предполагаемого изгиба. К листу привариваются ограничители. Один конец фиксируется тисками. Участок профиля нагревают и загибают вплотную к ограничителям. Последние также допускается приварить с выпуклой стороны, чтобы деформируемая заготовка лучше держала форму.
- Станочный. Агрегаты, задача которых — гнуть габаритный швеллер, называются профилегибами. Они подходят и для других видов профилей. Операция по приданию заготовке выпуклости/вогнутости именуется вальцеванием. Металл проходит через большие ролики, закрепленные на определенном расстоянии, и деформируется. Достоинства метода — возможность обойтись без нагрева заготовки, быстрота работы, универсальность (существуют станки для самых крупных швеллеров), точность загиба. Недостатки — внушительные размеры оборудования и высокая стоимость. Профилегибы используют лишь на предприятиях, выпускающих металлопрокат или подобную продукцию.

Гибка швеллера в домашних условиях
Строительных дел мастера наверняка задавались вопросом, как согнуть данный профиль. В гаражных условиях возможен лишь местный загиб, поскольку для громоздкого станка вряд ли найдется место. Для работы понадобятся сварочный аппарат, а также болгарка с обоими видами дисков.
Последовательность работы такова:
- на полках швеллера наносятся разметочные линии в соответствии с требуемым углом наклона (изгиба) профиля;
- с обеих сторон болгаркой вырезается треугольный кусок металла; важно, чтобы резка выполнялась точно, симметрично, иначе заготовку не получится согнуть;
- профиль загибается под выбранным углом в месте выреза;
- для возвращения прочности стык заваривается;
- сварной шов обрабатывается шлифовальным диском.
Этот метод — единственно верный, который позволит гнуть металлический швеллер без использования дорогого оборудования.
Газопламенная правка металла
Правка — это технологическая операция, в процессе которой местными пластическими деформациями видоизменяется начальная форма листа, заготовки или изделия. Так, поставляемая металлургической промышленностью горячекатаная листовая сталь может иметь волнистость (кривизну листов в продольном направлении) и коробоватость до 12 мм на 1 м. Допускаются искажения формы и поставляемого профильного проката. Изготовление сварных конструкций неизбежно приводит к их деформациям, короблениям.
Для вырезки точных заготовок механическим способом, кислородной или плазменной резкой необходимо иметь листы, из которых они вырезаются, максимально правильной плоской формы. Поэтому перед резкой наиболее деформированные листы необходимо править. Для листов ограниченной толщины это осуществляется правкой в многовалковых вальцах или прессах «в холодную» или при нагреве выправляемого металла. В этом случае правка изгибом осуществляется безударно (в валках, струбцинами), либо ударно (бойками, молотами, кувалдами). Однако механизированные методы правки ограничиваются в применении толщиной плоских элементов до 100 мм.
Применительно к конструкциям сложной формы эти методы вообще неприменимы и для них используется правка местным нагревом, в частности газопламенная, получившая значительное развитие в последние годы.
Физическая сущность газопламенной правки заключается в изменении линейных размеров и формы в результате возникновения локализованных пластических деформаций, вызываемых местным нагревом металла, свободные деформации которого ограничены окружающими, достаточно жесткими областями холодного металла. Так, например, если в центральной части листа (см. рис. 128, а) имеется местная бухтина с центром в зоне А, то для выравнивания листа надо либо растянуть все периферийные зоны (что вручную может быть выполнено только для тонкого металла слесарной рихтовкой — созданием пластических деформаций металла у кромок ударами молотка), либо стянуть, сократить линейные размеры металла в районе бухтины. Это достигается местным нагревом бухтины, например пламенем, так, чтобы окружающий холодный металл вызвал бы в нагретом напряжения сжатия выше предела текучести. Тогда после охлаждения появятся деформации сокращения размеров, и бухтина сократится или совсем исчезнет, выровнявшись с остальной поверхностью листа. Естественно, что со стороны действия пламени зона нагрева будет больше (рис. 128, б), а следовательно, большими будут и конечные сокращения. Поэтому нагрев необходимо вести со стороны выпуклости бухтины.

Так как абсолютная величина деформации зависит как от температуры нагрева, так и от зоны нагрева , эти величины должны подбираться (примерно расчетом, предварительными экспериментами и накопленным опытом) для осуществления различных случаев правки. При этом, естественно, при пламенном нагреве важной характеристикой является и интенсивность нагрева. В некоторых случаях, когда жесткость ненагреваемой части листа (конструкции) мала (например, велика зона нагрева по отношению ко всему листу) и не может вызвать необходимых пластических деформаций сжатия нагретой зоны в процессе ее нагрева, применяют искусственное увеличение жесткости исправляемого элемента: например, в случае рис. 128, а — прихватку по контуру (вдоль отдельных кромок) жестких угольников, тавров или швеллеров. После окончания правки эти временные жесткости удаляются (срезаются или срубаются прихватки, снимаются струбцины).
Местным нагревом можно выправить и элементы иной формы. Так, например, для выправления угольника (рис. 128, в) его необходимо нагреть в зоне А пятном нагрева схематично, в виде треугольника, трапеции (заштриховано на рис. 128, в). При достаточной жесткости нагреваемой системы большие пластические деформации сжатия (сокращения линейных размеров) широко нагретой кромки (на рис. 128, в нижней) приведут к ее большему укорочению и соответственно выправлению изгиба. Поэтому необходимо правильно выбирать не только температуру и величину зоны нагрева, но и ее форму, а иногда, при правке нескольких мест, и последовательность нагрева и охлаждения различных участков листа, конструкции.
Нагрев для правки может осуществляться не только пятнами, но и при линейном или волнообразном перемещении источника нагрева по исправляемому изделию, вызывающему соответствующие вытянутые прямолинейные или извилистые зоны нагрева (рис. 128, г). При перемещении зоны нагрева линейные сокращения поперек и вдоль такой зоны неодинаковы. Поперечные сокращения, как правило, больше, чем продольные. Так, если относительно тонкий лист стали (размерами 1 м X 1 м) нагреть полосой шириной примерно 80 мм на всю толщину, то поперечное сокращение составит около 0,7-0,75 мм, а продольное только -0,15 мм. Величина продольных и поперечных деформаций зависит и от соотношения габаритных размеров листа L/B (рис. 128, г). Чем больше отношение L/B, т. е., чем уже нагреваемый лист, тем относительно большей является продольная деформация. Поэтому для правки плоских длинных элементов целесообразнее больше использовать поперечные деформации, а для изделий типа валов, брусьев — продольные.
Расположение полосы нагрева не по оси симметрии приводит не только к сокращению размеров, но и к общему изгибу выправляемого элемента, величина которого также зависит от жесткости обрабатываемого изделия (детали).
При правке толстых листов и толстостенных элементов в ряде случаев необходимо учитывать возможность изменения размеров не только в основной плоскости, но и появление деформаций из плоскости, вызываемых неравномерностью прогрева их по толщине, в соответствии с рис. 128, б.
Газопламенная правка может применяться не только для сталей, но и для листов и изделий из цветных металлов.
При газопламенной правке может применяться как ацетилено-кислородное пламя, так и пламя различных заменителей ацетилена. Однако при этом в ряде случаев приходится учитывать возможную степень уменьшения интенсивности нагрева, приводящую к увеличению пятна (зоны) нагрева, а следовательно, к изменению соотношений зоны нагрева и жесткости окружающего холодного металла.
Всякий дополнительный ввод тепла в изделие и наличие дополнительных местных пластических деформаций приводит к увеличению зон высоких внутренних напряжений, в частности растяжений, достигающих предела текучести, т. е. к общему увеличению напряженности конструкции. В определенных условиях и особенно при малом запасе пластичности металла конструкций это может привести к появлению в них трещин еще в процессе изготовления или при эксплуатационных условиях, вызывающих иногда небольшую, но дополнительную деформацию. Для исключения таких разрушений или снижения эксплуатационных характеристик конструкции, имеющих большую общую напряженность (от сварки, дополнительной правки), их необходимо подвергать общей термической обработке для снятия внутренних напряжений.
В связи с изложенным, технологический процесс изготовления сварных конструкций надо строить так, чтобы они получались максимально приближенными к необходимой форме и размерам, для ограничения последующей их правки.
Как провести гибку металла в домашних условиях?
Для того чтобы провести сгибание металлических листов на производстве дополнительная обработка заготовки не нужна. Для этого применяется специальное оборудование. Оно может различаться по конструкции и принципу действия. Гибка металла считается отдельным технологическим процессом, который требуют определённых навыков и знаний при выполнении.
 Гибка металла
Гибка металла
Виды гибочных станков
Перед тем как согнуть алюминиевый уголок, стальную трубу или металлический лист нужно выбрать оборудование для проведения работ. Гибка металла производится на разных видах станков:
- Ручные модели. Это оборудование для размещения в частных мастерских. Имеет небольшие габариты, не требует дополнительных навыков для проведения работ. С помощью ручных приспособлений можно сгибать металлические листы и детали небольшой толщины.
- Механические модели. Представляют собой конструкцию, которая приводится в действие энергией, передающейся от маховика. Изначально мастер должен этот элемент раскрутить.
- Гидравлические станки. В оборудовании установлен гидравлический цилиндр.
- Электромеханические агрегаты. Распространённые на производстве машины, которые работают за счёт электродвигателя. Он приводит в действие другие механизмы с помощью ремней и шестерней.
- Пневматические модели. Это конструкция, механизмы которой приводятся в действие пневмоцилиндрами.
- Электромагнитные машины. Для работы оборудования используются мощные электромагниты.
В продаже можно найти мобильные приспособления для сгибания металлических листов и деталей. Их используют в гаражах, частных домах, мастерских.
Принцип работы станков
При сгибании металлических деталей используется разнообразное оборудование. Это могут быть станки для гибки полос, труб, листов. Чтобы качественно выполнять работу, важно понимать, как работают те или иные механизмы.
Ручные листогибы
Предназначены для сгибания металлических листов. Различаются шириной рабочей поверхности, глубиной подачи заготовки. Порядок выполнения работ:
- Мастер прижимает лист металла с помощью специальной балки.
- С помощью гибочной балки лист сгибается до нужного угла.
- Заготовка отжимается и вытаскивается из станка.
На строительных площадках, в гаражах, мастерских удобнее использовать ручные листогибы, но они подходят только для сгибания металлических листов, толщина которых не превышает 2 мм.
Гидравлические листогибы
Это модернизированное оборудование, облегчающее труд рабочих благодаря использованию гидравлических цилиндров. Принцип действия оборудования:
- Жидкость, находящаяся в гидравлическом цилиндре, приводит в действие рабочий механизм. Она толкает плунжер, который изменяет положение поперечины с бойками.
- Лист под воздействием рабочей части станка начинает изгибаться.
Работа цилиндров позволяет выполнять работу точно и быстро.
Электромеханические листогибы
Принцип работы этого оборудования заключается в движении электрического привода. На основе таких станков изготавливаются листогибочные прессы. Листогибы, оборудованные электроприводом, бывают проходными и сквозными. С их помощью можно обрабатывать заготовки разной длины, высоты и ширины.
Гибка металла и ее основные способы
Не многие начинающие мастера знают, как согнуть профиль или металлическую трубу. Для этого важно знать технологии гибки различных заготовок.
В домашних условиях гнуть листовой металл можно с помощью ручных приспособлений. Перед тем как начать гибку листового металла своими руками нужно точно рассчитать размеры заготовки. Важно понимать, что длина детали, которая будет обрабатываться, должна быть больше, чем у готового изделия. Для расчёта используются готовые таблицы, которые можно найти в инженерных справочниках или интернете.
 Гибка листового металла
Гибка листового металла
в домашних условиях
Гибка металлических труб
При замене сантехники важно знать, как согнуть водопроводные и канализационные трубы в домашних условиях. Для этого применяется ручной или механизированный метод. Процесс изменения формы трубы представляет собой силовое воздействие на заготовку.
Чтобы согнуть трубу без разрывов и складок, применяется холодный и горячий метод. Первый вариант подходит для сгибания труб с небольшим диаметром. Трубы с большим диаметром изначально разогреваются для увеличения показателей пластичности.
Гибка металлопроката
Чтобы согнуть профиль, необходимо применять способ прокатки. В этом случае информации о том, как согнуть алюминиевый лист, недостаточно. Для этого используется профилегибочные станки. На них устанавливается до 5 валков. Чтобы было проще сгибать заготовки высокой прочности, может проводиться предварительный нагрев металла. В этом случае применяется ток высокой частоты.
Обслуживание оборудования и техника безопасности
При работе с промышленным оборудованием нужно соблюдать технику безопасности:
- Перед работой с сотрудниками проводится инструктаж.
- В механизированных станках для запуска рабочих механизмов применяется электронное управление. Таким образом снижается риск получения травмы при работе.
Важно периодически смазывать подвижные элементы машинным маслом, чтобы увеличить срок эксплуатации листогиба.
Гнутый швеллер – почему гнутый и зачем он нужен?
Гнутый швеллер – это профиль, изготовленный из стального листа разнообразной толщины, который способен воспринимать на себя довольно существенные механические нагрузки. Важнейшая его особенность – это П-образная внешняя форма детали.
1 Разновидности
Разделяя все стальные гнутые профили относительно метода их изготовления, можно выделить несколько основных видов:
- катаные под высоким температурным режимом;
- катаные под низким температурным режимом
- специального и общего назначения;
- гнутые равнополочные;
- гнутые неравнополочные.
Горячекатаный стальной швеллер производится в двух вариациях: с параллельными гранями и с наклоном граней полок изнутри. Также горячекатаный профиль можно разделить на две категории в зависимости от качества и точности прокатки:
- А – высокой точности;
- В – обычной точности.
Кроме того, горячекатаные стальные профили можно разделить по номерам, каждый номер обозначает точное расстояние между наружными гранями полок.
Швеллер специальный – этот профиль предназначен, преимущественно, для использования в автомобильной промышленности и вагоностроении. В зависимости от точности и качества прокатки, как и горячекатаный, подразделяется на два вида прочности:
- А – высокой прочности;
- В – обычной прочности.
Гнутый равнополочный швеллер производится на специальных трубных станах. Материал изготовления – стандартная рулонная сталь обычного качества изготовления и углеродистая высококачественная конструкционная сталь. Средняя высота конструкции профиля колеблется между 50 и 400 мм, ширина между 32 и 115 мм.

Равнополочный швеллер обладает, соответственно, одинаковой шириной полок. На этой схеме указаны все основные характеристики относительно размеров профиля согласно общепринятой системе обозначений:
- h – значение высоты изделия;
- b – значение ширины полки;
- S – значение глубины стенки;
- R – значение радиуса закругления.
Стальной гнутый неравнополочный швеллер – это профиль, который имеет, соответственно, разные по ширине полки. Такой профиль изготавливается на специальных профилегибочных станах. Производится из очень прочной холоднокатаной рулонной и горячекатаной стали обычного качества, углеродистой высококачественной конструкционной и низколегированной стали. Такие швеллеры также можно разделить по номерам, которые обозначают точное расстояние между полками профиля, это расстояние исчисляется в миллиметрах. Разновидности профиля относительно размеров точно такие, как и у равнополочных гнутых стальных швеллеров.

Расшифруем также общепринятые обозначения всех основных характеристик неравнополочного профиля:
- h – высота;
- S – толщина стенки;
- a и b – это ширина обеих сторон полок;
- R1 и R – это радиус закругления полок.
Все гнутые швеллеры по точности прокатывания делятся на три основные общепринятые категории:
- высокой точности;
- повышенной точности;
- обычной точности.
Стальной гнутый профиль также можно разделить на четыре категории относительно формы его конструкции:
- У – обозначает, что грани полок изнутри находятся под наклоном;
- П – обозначает, что обе полки параллельные между собой;
- Л – обозначает легкие изделия с параллельными гранями полок;
- С – профиль специального назначения.
Применение гнутого стального швеллера дает потребителю возможность снизить общую массу конструкции и сэкономить около 30 % используемого металла по сравнению с альтернативными вариантами подобных строительных деталей.
2 Основные характеристики
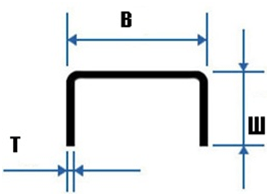
У всех изделий подобного рода в маркировке имеются цифровые обозначения типа В×Ш×Т, где:
- В – высота. Как правило, она колеблется между 25 и 310 мм.
- Ш – ширина (размер полок швеллера). Стандартная ширина находится в диапазоне между 26 и 100 мм.
- Т – толщина (толщина стали, используемой для производства профиля). Измеряется в мм и колеблется между 2 и 6 мм.
Согласно ГОСТ 8278-83 и 8281-80 гнутый профиль швеллер бывает разных размеров, которые можно разделить на две категории:
- от 3 до 11,8 м (равнополочный гнутый профиль швеллер);
- от 4 до 11,8 м (неравнополочный гнутый профиль швеллер).
Помимо стандартного размера множество компаний заказывают изготовление нестандартного по размерам гнутого профиля. При этом для профилей длиной не более 6 метров максимальное допустимое отклонение по длине составляет +40 мм, для профиля высокой точности не более +30 мм. Искажение профиля не может быть более 0,1% от общей длины, для гнутого профиля высокой точности – не больше 0,05 % от общей длины. Допустимая волнистость граней – 2 мм на 1 м при минимальной длине волны около 50 см.
Отличительные особенности гнутого швеллера – все внешние углы закруглены, одинаковая толщина стенок. Именно это стало причиной того, что стальной профиль намного легче поддается сварочным и прочим видам обработки. Применяемое для производства швеллера оборудование одновременно с его изготовлением устраняет возникающий брак заготовки.
Среди прочих положительных характеристик гнутого швеллера отметим:
- низкий вес;
- легко воспринимает большое осевое давление;
- легко переносит давление на изгиб;
- отсутствие сварки при монтажных работах;
- возможность придать изделию произвольную форму;
- высокая точность и совместимость;
- гладкая поверхность материала.
Благодаря всем этим особенностям стальной гнутый швеллер успешно используется в большинстве сфер современного производства.
3 Изготовление
Производство гнутого швеллера, как уже говорилось, происходит на специальном профилегибочном станке. Весь процесс заключается в том, чтобы специальный плоский стальной лист благодаря растущему давлению парных прессующих валов преобразился в готовый гнутый профиль требуемой формы. Такой способ изготовления имеет целый ряд преимуществ относительно других, поскольку плавный и непрерывный цикл производства исключает этапы отделочных и субмонтажных процессов.

Для производства могут использоваться самые разнообразные типы стали:
- горячекатаная рулонная;
- холоднокатаная рулонная;
- конструкционная;
- низколегированная;
- углеродистая.
Гнутый швеллер, сортамент которого включает в себя разнообразные виды и размеры, – это идеальное сочетание прочности и простой установки конструкции.
Изготовление гнутого профиля происходит в полном соответствии со всеми существующими нормами.
ГОСТ на гнутый швеллер:
- равнополочный – 8278-83;
- неравнополочный – 8281-80.
4 Как используется швеллер-гнутик
Низкий вес гнутого швеллера исключает лишнюю нагрузку на перекрытия и фундамент здания, именно поэтому чаще всего эту деталь можно увидеть в металлоконструкциях. Также низкий вес профиля уменьшает трудоемкость и длительность его установки.

Строители довольно часто используют гнутый профиль:
- при возведении зданий;
- при реконструкции;
- во время проведения капитального ремонта.
Гнутый стальной швеллер в строительной сфере служит основой:
- для каркаса фасадов и стен здания;
- для кровли зданий;
- для ложбин воды;
- для реконструкции сооружений;
- для сооружения крупных и средних стержневых или несущих конструкций, колон и связей;
- для перегородок;
- для монтажа коммуникаций.
В домашнем хозяйстве гнутый профиль используется:
- для сборки каркаса теплицы и других конструкций;
- для установки ниш хранения тяжелых предметов (например инструментов и т.п.)
Гнутый профиль незаменим:
- в вагоностроении;
- в автомобилестроении;
- в станкостроении;
- в судостроении.
Благодаря широкому разнообразию видов и размеров швеллера каждый заказчик может полностью удовлетворить свои потребности.
Как я гну арматуру у себя дома без каких-то покупных станков: делюсь приспособлениями
Я живу в своем доме. У меня есть достаточно большой участок, который я стараюсь всеми силами облагородить. Купил его практически без ничего и постепенно делаю вложения, ремонт и т. д.
Посадил небольшой сад, сделал уютную беседку. Хотел бы поделиться некоторым своим опытом, который я получил при строительстве гаража и бани, а точнее сказать — фундамента для них.
Речь пойдет про арматуру, как ее согнуть, если нет специального станка. Вы наверно спросите, почему я его не купил.
Ответ прост, он слишком дорогой для того, чтобы использовать для двух небольших фундаментов. Я, естественно, выкрутился из ситуации и сейчас расскажу вам как.
История от подписчика блога Дмитрия Олеговича.

Тот самый дорогостоящий станок.
- Для чего вообще нужно гнуть арматуру
- С помощью швеллера
- Две трубы и тиски
- Самодельный станок
Для чего вообще нужно гнуть арматуру
Я вкратце объясню, в чем дело. Мне примерно так же рассказывал мой знакомый, перед тем, как я приступил к работе. Он сказал, что любая бетонная деталь сама по себе достаточно хрупкая.
Поэтому. Для её жесткости и крепости используют арматуру. Её кладут ещё в незастывший бетон.

Изогнутая арматура в фундаменте для гаража.
Лучше, конечно, класть слоями. Сначала немного бетона, затем арматура, затем снова бетон. Также арматура добавляет нужной пластичности при возможном изгибании, а точнее, предотвращает его.
Естественно, просто покидать арматуру абы как не подойдет. Нужно создать своеобразную сеть, чтобы она распространялась по всем участкам изделия.
В таких случаях и может понадобиться изгибание арматуры. Стоит также понимать, что арматура бывает разной, она обладает разным диаметром.
Чем он толще, тем сложнее её согнуть. Я сгибал арматуру 8 мм. Возможно, вы осилите и толще, если вам это позволит физическая подготовка.
Важно! Перед тем как закупить нужное количество арматуры, попробуйте сначала проверить свои силы, сможете ли вы согнуть её в домашних условиях без станка.
С помощью швеллера
Так как я уже говорил, что делал и баню, и гараж, то успел испробовать три способа изгиба арматуры. И как оно часто бывает, последний способ был лучше всего, когда работа уже подходила к концу.
Начну рассказывать все по порядку. Первый способ мне самому пришел на ум.

Гну арматуру на швеллере.
Я использовал обычный кусок швеллера. На его боковых стенках нужно друг напротив друга сделать по одной ямочке. То есть, разъем, в который хорошо вместится сама арматура, и при давлении на неё она не выскочит. Делал я их с помощью болгарки.
Все что вам нужно, это вставить в обе эти ямки прут. Взять один его конец, который хотите изогнуть.
И та стенка, которая ближе к концу, за который вы взялись, должна находиться на том уровне арматуры, где, по-вашему, должен быть изгиб. Все, что вам остается, только сильно надавить в нужном направлении.
Важно! Данный способ менее всего удобен, как показала практика.
Две трубы и тиски
Этот способ я случайно увидел в интернете как раз перед тем, как делать гараж. Баня, где я использовал швеллер, к тому времени уже была готова. Новый вариант оказался действительно более удобным. Да и всякие ямки болгаркой делать не надо.
Вам понадобится две трубы, чуть шире диаметром, чем сама арматура. То есть чтобы она туда помещалась, но и лишнего места практически не оставалось. Так работать будет легче всего.
Одну часть трубы нужно как-то закрепить на одном месте. Я для этого использовал тиски, просто зажав конструкцию в них.
Всунул арматуру в трубу. Край трубы будет также тем местом, где должен быть изгиб, поэтому всовывайте арматуру, учитывая это. На торчащий конец, который будет изгибаться, надевается вторая труба.
Этого можно не делать, если у вас хватает сил сгибать собственными руками. Но с трубой намного легче. Да и изгибаться прут будет только в нужном месте, и нигде больше.
Важно! Если использовать слишком широкие трубы, то арматура будет в них ездить и изгиб может получиться не в том месте, где планировалось.
Самодельный станок
В итоге, на половине сделанного дела мой друг увидел, как я мучаюсь с этими трубами, и помог мне сделать самодельный станок для изгиба арматуры. Он сварщик, это стоит учитывать, так как при изготовлении станка потребовались его навыки.

Пользуюсь самодельным станком.
Для этого снова берется швеллер, и на его плоскую часть приваривается один уголок и следом за ним небольшой металлический штырь.
Следом нужно прикрепить еще один уголок, к которому на дальнем конце должна быть приварена ручка. Второй уголок должен быть подвижным. Мы просверлили дырку в нем и швеллере и посадили его на болт.
Затем арматура продевается в оба уголка, и с помощью подвижного уголка мы изгибаем её. Место изгиба будет рядом с приварным штырем. Именно упираясь в него, получается изгиб.
Как оказалось, это лучший способ из мною испробованных. Возможно, вы знаете и более продуктивные варианты, поэтому прошу вас, любезно ими поделиться. Возможно, мне и другим читателям это еще пригодиться в будущем.
Технология гибки листового металла своими руками
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время.
Технология гибки – основные сведения
Сгибание металла выполняют без сварочных швов, что позволяет избежать коррозии в дальнейшем и получить изделие повышенной прочности. Деформация не требует значительных усилий и выполняется, как правило, в холодном состоянии.

Исключение составляют твердые материалы, вроде дюрали или углеродистых сталей. Технология гибки листового металла разрабатывается соответственно поставленным задачам в таких вариантах, как:
- радиусная,
- многоугловая,
- одноугловая,
- п-образная.
Отдельный случай – сгибание с растяжением. Данную технологию применяют при изготовлении деталей с большими радиусами гибки, небольшого диаметра. При изготовлении деталей своими руками, процесс сочетают с такими операциями, как резка или пробивка.
Для обработки в домашних условиях хорошо подходят мягкие виды металлов и сплавов, такие как латунь, медь, алюминий. Изготовление изделий методом сгибания выполняется на вальцовочных или роликовых станках, либо вручную.
Последняя процедура довольно трудоемкая. Гибку производят при помощи плоскогубцев и резинового молотка. Если лист небольшой толщины, используют киянку.
Как выполнить гибку под прямым углом
Для сгибания скобы из металлического листа потребуется набор инструментов и приспособлений, состоящий из:
- тисков,
- молотка,
- электропилы,
- бруска,
- оправы.
Длина полоски изготавливается по схеме, с тем расчётом, что на каждый загиб должен приходиться запас по 0,5 мм, плюс еще миллиметр на сгибы с обеих сторон. Заготовку помещают в тиски с угольниками. Зажимая её по линии сгиба, обрабатывают молотком.

После этого будущую скобу разворачивают в тисках, зажимают оправой и бруском, формируют другую сторону. Заготовку вытаскивают, отмеряют необходимую длину сторон, выполняя загибы по низу.
Треугольником сверяют правильность угла, подправляя молотком неточности. При выполнении обеих операций, заготовку поджимают бруском и оправой. Готовую скобу подпиливают до нужного размера.
Как изготовить листогибочный станок самому
Для придания металлу нужной конфигурации, жестянщики используют листогиб. Но как поступить мастеру, у которого специального оборудования под рукой нет?
На деле вопрос, как гнуть листовой металл в домашних условиях, решается просто. Достаточно использовать собственную смекалку и элементарные приспособления, чтобы изготовить простенький станок.

Чтобы изготовить сгибатель для металлического профиля, потребуются:
- двутавровая балка 80 мм,
- крепеж (болты),
- петли,
- уголок 80 мм,
- струбцины,
- пара рукояток.
Понадобится также аппарат для сварки и устойчивый стол, на котором закрепляют готовый станок.
Основу устройства составляет двутавровая балка, к которой двумя болтами прикручивают уголок, удерживающий заготовку в процессе сгибания. Под него методом сварки крепятся три дверные петли. Вторую их часть приваривают непосредственно к уголку.
Чтобы станок легко поворачивался во время сгибания листового металла, к нему с двух сторон приделывают ручки. Струбцинами готовый станок крепят к столу. Перед укладкой заготовки уголок откручивают или приподнимают. Лист прижимают, выравнивают по краю и загибают, поворачивая станок за рукояти. Самодельное устройство годится только для обработки заготовок незначительной толщины.
Сгибание металлического листа при помощи молотка
Для того чтобы выполнить гибку листа толщиной до 1,2 мм под прямым углом, используют простейшие инструменты – плоскогубцы (струбцины) и резиновый молоток.
Обработку производят на ровном деревянном бруске. Линию сгиба прочерчивают при помощи карандаша и линейки. Затем лист зажимают плоскогубцами так, чтобы их концы пришлись точно на линию разметки.
Край постепенно отгибают вверх, продвигаясь вдоль сгиба. После того, как угол приблизится к 90 градусам, лист помещают на брусок и при помощи молотка окончательно выравнивают.

Таким образом изготавливают узкие детали, например кромки из жести.
Совет: резиновый или деревянный молоток используют, чтобы на металле не образовались вмятины. Если сгибание выполняется обычным инструментом, в качестве прокладки нужно взять текстолитовую пластину.
Сгибание листа толщиной до 2 мм удобно проводить на рабочем столе. Металл располагают так, чтобы линия разметки приходилась на кромку. Под обрабатываемый материал подкладывают стальной уголок.
Лист зажимают в тисках при помощи двух деревянных брусков. Сгибание производят при помощи молотка, простукивая металл от одного конца к другому. Край листа при этом направляют вниз так, чтобы в итоге он полностью лег на закрепленный по краю стола уголок. Этим способом изготавливают изделия любой ширины, в том числе ящики или мангалы.
Изготовление трубы без применения станка
Домашние умельцы изобрели массу способов сгибания металлического листа в трубу без применения станка.

Предлагаем рассмотреть простейший вариант с использованием походящей по размерам болванки. Изготавливают её из старой трубы подходящего диаметра.
Лист металла раскладывают на полу, отрезают от него кусок нужной длины. Чтобы определить нужный размер, требуемый диаметр трубы умножают на 3,14 и прибавляют 30 мм на шов.
К болванке с двух сторон приваривают перпендикулярно одна к другой по паре трубок. В их отверстия должен свободно вставляться лом.

Рекомендация мастера: способом сгибания металлического листа при помощи болванки удобно изготавливать трубы не более метра в длину.
Чтобы воспользоваться приспособлением, потребуются усилия трех человек. Болванку укладывают на край листа. Один человек встает сверху, двое других накручивают металл на болванку, проворачивая лом на 90 градусов.

Всю длину листа скручивают таким способом, оставшийся край подбивают молотком. Шов закрепляют при помощи сварки.
Нужно учесть, что радиус сгиба листового металла зависит от его толщины и способа изготовления. Горячекатаная сталь больше подходит для труб, из холодного проката изготавливают профильные изделия.
