Как согнуть тонкостенную трубу в домашних условиях?
Как согнуть трубу в домашних условиях без трубогиба из разных материалов: способы
При установке водопровода и систем отопления, в ходе их ремонта возникает потребность в изгибе труб. Для сгиба изделий из металла различного сечения используют трубогиб. Очень часто при выполнении монтажных работ на даче и дома своими руками под рукой отсутствуют нужные инструменты, а приобрести заготовки с нужным углом изгиба не всегда получается. Рассмотрим, как согнуть трубу в домашних условиях без трубогиба.
Методы гибки труб в домашних условиях
Существует много методов выгибания металлопроката. Выбор способа зависит от материала детали и ее диаметра. Сложнее всего согнуть металлические толстостенные заготовки. Остановимся подробнее на наиболее действенных способах для стальных и алюминиевых конструкций.
Применение горячего метода
Для подогрева металла пригодна паяльная лампа, строительный фен, включенный на максимальной температуре нагрева, или газовая горелка. В качестве наполнителя используют песок. Он не допускает разрыв стенок во время сгибания, появления вмятин и выпучивания металла. Чтобы наполнитель не высыпался, рекомендуется на торцах установить временные заглушки.

Важно! Необходимо следить за температурой накала, перегрев чреват плавлением металла. Метод уместен для труб с сечением свыше 10 см.
Рассмотрим, как согнуть трубу в домашних условиях без трубогиба из алюминия. К нагретой поверхности подносят лист бумаги. Если он воспламенился, подогрев следует прекратить. Индикатором достаточного нагрева на стальных конструкциях является покраснение до состояния окалины. Следует помнить, что металл прогревается по всей длине, поэтому работу необходимо выполнять в резиновых перчатках.
Используем наполнители — песок и воду
Полости заполняют водой без примеси. На торцы крепят заглушки, затем замораживают в морозильной камере либо на морозе. Выгибание проводят после прогрева газовой горелкой. Процедуру нельзя использовать для изделий с оцинкованным напылением, иначе оно повредится.
Такой вариант подходит для изделий большого сечения либо с квадратной конфигурацией. Если его нужно выгнуть под небольшим углом, лучше в качестве наполнителя взять песок. После тщательного прогрева по всей поверхности деталь выгибают, постукивая киянкой. Оцинкованные конструкции сгибают без нагрева.
Важно! При заполнении полости сыпучим наполнителем, его нужно утрамбовывать, чтобы внутреннее пространство было заполнено без пустот. При закрытии заглушки оставляют запас, чтобы по окончанию процедуры ее легче было снять.
Применение шаблонов
При необходимости прогиба в нескольких плоскостях либо под разным радиусом для сверки используют шаблон. Его изготавливают из проволоки. В качестве рисунка можно использовать саморезы. Их применяют для криволинейных перегибов. Саморезы вкручивают в жесткое основание, придавая нужную конфигурацию.

Выгибание выполняют постепенно, прикладывая изделие к шаблону для сверки. Проверку иногда приходится выполнять многократно. При прогреве поверхности следует учитывать минимально допустимый размер на изгиб. Его высчитывают с учетом сечения детали. Наименьший размер для перегиба составляет 3 диаметра. Длина нагреваемого участка зависит от радиуса изгиба:
- 90⁰ —6 диаметров;
- 60⁰ —4 диаметра;
- 45⁰ —3 диаметра.
Участок прогиба рекомендуется отметить на поверхности мелом. При подогреве следует контролировать участки на качество прогрева. При недостаточной температуре при прогибе возникают складки. Оптимальная температура накала металлических деталей – появление окалины. Если поверхность перегрелась, ее осторожно остуживают водой.
Валки
Многие строители интересуются, как согнуть трубу в домашних условиях без трубогиба подручными средствами. Детали диаметром до 10 мм выгибают с помощью валиков, не нагревая. Изделие прочно фиксируют в тисках. Сгибая, упор производят на тиски, одновременно придавливая валиком. Для заготовок с сечением 40 мм обязателен подогрев, сгибать их с помощью валков трудоемко.

Валки также используют в рычажном трубогибе домашнего производства. Заготовка продвигается по двум роликам, расположенным горизонтально, а с помощью центрального валка выполняют перегиб. Приспособление уместно для прогиба арочного типа. Сгиб получается равномерным большого радиуса.
Пружины
Метод хорошо зарекомендовал себя для деталей с квадратным сечением, но пригоден он и на трубах другой конфигурации. Необходима пружина такой же формы, как и сам профиль.
Пружинный механизм можно изготовить из твердой стальной проволоки. Диаметр прутка зависит от толщины стенок. Пружину подбирают в соответствии с сечением детали, свободно входить внутрь и выниматься. Перед выгибанием металл прогревают, затем прогибают, удерживая клещами.
Важно! Откорректировать радиус прогиба можно болванкой.
Простые способы гибки труб
Метод прогиба с нагревом неуместен для заготовок из нержавейки, меди, металлопластика и полипропилена.
Профильные
Профильный металлопрокат – изделия с квадратной, овальной или прямоугольной конфигурацией. Их очень сложно прогнуть, не нарушив технические параметры. Оптимальный вариант – сваркой с предварительным подрезанием стенок болгаркой в нескольких местах на сгибе. Сначала выполняют пропилы, сгибают деталь до желаемого радиуса, затем сваривают швы. Детали небольшого диаметра можно запаивать специальным паяльником.

Нержавеющие или стальные
Изделия из нержавейки нельзя гнуть посредством нагревания. Для снижения вероятности деформации используют различные наполнители: мелкозернистый песок, замерзшую воду либо калибрующую пробку. Жесткие наполнители позволяют сберечь форму заготовки, упругие – меньше растянуть наружную стенку. Для получения равномерного изгиба устанавливают ограничители и внутри, и снаружи детали.

Важно! Чтобы избежать насечек и изъянов от калибровочной пробки, применяют смазку: машинное масло либо мыльную антикоррозийную эмульсию.
Медные и алюминиевые
Алюминий и медь достаточно мягкие. Выгибание можно выполнять холодными методами и с подогревом. В качестве наполнителя пригоден песок, вода, пружина или канифоль. Горячий метод лучше всего подходит для заготовок с небольшим диаметром.
Металлопластиковые
Металлопластиковые заготовки сгибаются без нагрева руками, достаточно приложить усилия. Необходимо следить, чтобы не образовывался перегиб. Допустимое значение — 15⁰ на каждые 2 см.
Изделия легко выгибаются с помощью проволоки, которую вводят в обе полости, равномерно заполняя полость. Допускается горячий метод. Заготовку прогревают газовой горелкой или строительным феном, постепенно сгибая. Температуру нагрева контролируют бумажным листом. Прогревание следует длить до тех пор, пока лист не задымит.
Полипропиленовые
Выгибать полипропиленовые детали рекомендуется только в случае крайней необходимости. Поверхность прогревают строительным феном до температуры 150⁰С, сгибают в перчатках вручную без подручных средств. Таким методом можно сгибать заготовки с радиусом, равным 8 диаметрам детали.
Видео: Советы мастеров по гибке разных труб
Важно! Толстая стенка при изгибе должна располагаться с внешней стороны, более тонкая – на изломе.
При выборе метода выгибания следует обратить внимание на материал детали, ее диаметр и необходимый радиус изгиба. Не все материалы допускают выполнение процедуры посредством нагрева. Предварительно рекомендуется попрактиковаться на ненужных остатках. Следует помнить, что с помощью подручных средств получить идеальный изгиб невозможно. Для толстостенных изделий лучше взять трубогиб.
Как производится гибка металлических труб: технологические тонкости выполнения работ

Трубы, согнутые под углом, нашли применение в нефтяной и химической отраслях, машино- и аппаратостроении. Без них не обходится ни один архитектурный или строительный проект.
Для поворотов можно использовать всевозможные фитинги, но тогда возможно возникновение течи, а иногда это просто недопустимо из эстетических соображений. Более привлекательный внешний вид и высокую надежность обеспечивает гибка труб — процесс, не нарушающий их целостность.
Мы расскажем, как лучше согнуть металлическую трубу как по холодной, так и по горячей технологии. В представленной нами статье описана специфика сгибания труб, выполненных из различных материалов. Приведены особенности работы с профильными и обычными круглыми трубами.
Особенности процесса гибки
Каждый металл обладает своими особенностями, без их учета невозможно придать металлическому прокату сложную форму. На изгибаемую трубу воздействуют радиальные и тангенциальные силы.
Первые деформируют сечение, а последние способствуют появлению складок. Основное требование к окончательному результату — сечение трубы должно остаться без изменений, а на стенках не должно быть гофр. Гибка позволяет свести к минимуму число сварных швов при прокладке трубопроводов со всяческими отводами.
Способы сгибания труб
Исходя из требуемого угла загиба, материала и диаметра трубы, гибку можно осуществить вручную или с применением специального оборудования. Различают также горячую и холодную гибку, с наполнением полости трубы и без ее наполнения.

После прекращения воздействия нагрузки возникает такое явление, как пружинение, прямо пропорциональное модулю упругости материала. Величина возможной деформации также зависит от примененного метода гибки и геометрии объекта.
Специфика горячей технологии
Выбирают этот метод, когда нужно согнуть трубу диаметром от 10 см. Деформируют трубы горячим способом как вручную, так и с применением механизмов. Существует такое понятие, как минимальный радиус изгиба.
Протяженность зоны трубы, которую необходимо нагреть, определяют исходя из диаметра трубы и угла изгиба. При этом закругление не может быть меньшим, чем диаметр трубы, умноженный на 3.
Находят длину нагреваемого участка по формуле:
L = α х d / 15
В формуле: L — искомая длина в мм, α — угол изгиба в градусах, d — диаметр трубы снаружи в мм, 15 — коэффициент. Допустим, трубу диаметром 200 мм нужно изогнуть под углом 60⁰, тогда L = 60 х 200/15 = 800 мм, т.е. 4 диаметра.

Чтобы согнуть трубу, ее нужно нагреть до 900⁰. Оптимальная температура для начала гибки 760⁰, а на конец — 720⁰С. При пережоге ухудшаются прочностные характеристики материала.
В процесс горячего изгиба входит несколько операций:
- изготовление шаблона;
- набивка песком;
- разметка участка;
- нагрев;
- изгибание.
Чтобы не деформировалось сечение трубы и на внутренней ее части в месте изгиба не образовывались сладки, внутреннее пространство набивают кварцевым песком.
Предварительно песок сушат и прокаливают, с целью удалить органические примеси при температуре от 150 до 500⁰, а после пропускают через мелкое решето с размером ячеек 3,3 х 3,3 мм. Перед тем как начать набивку трубы, нужно заглушить один ее конец.
В качестве заглушек применяют деревянные или металлические пробки, имеющие отверстие для выхода газов. Мелкий и влажный песок использовать нельзя, т.к. первый при термическом воздействии спекается и крепко пристает к стенкам труб.
Второй, в результате образования пара, способствует возникновению высокого внутреннего давления, что может стать причиной вылета пробки. Недопустимо наличие в набивке камешков, они могут продавить стенку трубы.
Процесс набивки трубы очень трудоемкий, поэтому ее транспортируют к вышке и придают ей слегка наклонное или вертикальное положение. Так как качество изгиба находится в прямой зависимости от уплотнения набивки, трубу на протяжении процесса непрерывно обстукивают. Глухой звук свидетельствует о хорошем наполнении заготовки.
Перед тем как приступить непосредственно к главной операции, на набитой песком трубе прорисовывают участки будущих изгибов, приложив шаблон. Нагревают трубы в печах или горнах. Сгибают как вручную, так и механизированным способом.
В последнем случае используют специальные плиты, оснащенные упорными стойками, с помощью которых фиксируется нагретый участок трубы и прижимами, служащими для удержания конца трубы на плите. На противоположный торец трубы надевают трос, натяжение которого с помощью лебедки или шпиля и заставляет трубу изгибаться.
Чтобы стенки трубы не деформировались, в пространство стойка-труба помещают прокладки — прямые или изогнутые. Свободный конец с надетым на него тросом подстраховывается при помощи подставки. Во время процесса осуществляют контроль геометрии трубы, периодически прикладывая к ней шаблон.
Изогнув трубу под нужным углом, из нее удаляют пробки путем выжигания или просто выбивают их. Песок высыпают, трубу очищают и промываю. Выполняют окончательную проверку изгиба при помощи шаблона.
Гибка холодным методом
Для изменения конфигурации труб небольших диаметров используют различные ручные приспособления, для больших — механизированные трубогибы. В домашних условиях чаще всего требуется гибка водогазопроводных стальных труб, применяемых в устройстве систем водоснабжения и отопления.
Гибка трубы под 90⁰ называется отводом, 180⁰ — калач, с образованием уступа — утка, в виде петли — скоба.

Для ручной гибки существуют и другие приспособления. В домашних условиях для изготовления змеевика для нагрева воды, трубку из нержавейки диаметром около 20 мм просто наматывают на отрезок трубы большого диаметра. Предварительно на большую трубу наваривают скобу, укладывают ее на опоры и зажимают.
Трубку плотно набивают песком и закрывают пробками, затем вставляют в скобу и начинают навивку. Трубу, используемую в качестве шаблона, нужно прокручивать, поэтому потребуются усилия как минимум двух человек. Закончив навивку, змеевик ровняют.

Гибку трубы из нержавеющей стали или другого материала в домашних условиях можно выполнить и на самом простом приспособлении. Его целесообразно применять при небольших объемах работ.
Несложный механический станок для сгибания трубы можно соорудить собственными руками, особенно, если вы владеете навыками сварщика и знакомы со сварочным аппаратом:
Как согнуть трубу в домашних условиях с трубогибом и без его использования

Делая самостоятельно отопление, или проводя сантехнические работы, домашний мастер может столкнуться с необходимостью гнуть трубы.
Если профессиональных инструментов нет, но сделать это нужно, помогут нижеприведённые способы.
Давайте разберёмся: как согнуть трубу в домашних условиях из пластиков и металлов. Что для этого нужно и какие трубогибы бывают.
Как согнуть металлопластиковую трубу
 Особенно часто с этим сталкиваются монтируя тёплый пол в домашних условиях. Металлопластик хорошо поддаётся сгибанию руками, нужно только учитывать следующие принципы:
Особенно часто с этим сталкиваются монтируя тёплый пол в домашних условиях. Металлопластик хорошо поддаётся сгибанию руками, нужно только учитывать следующие принципы:
- Работать нужно плавно, не торопясь.
- Изгиб должен быть Ø от 15 см. (или на каждые два сантиметра трубы должно приходиться 15° изгиба). Если сильно перегнуть – деталь сломается.
Если не получается сделать ровный изгиб, можно воспользоваться заготовкой (болванкой) Ø 15 см. Сгибая металлопластик по ней, можно добиться одинаковых, плавных витков.
Для сгибания металлопластиковых труб можно приобрести специальную пружину, которая не позволит изделию треснуть. Они бывают наружными и внутренними. Пружина одевается на место деформации, затем отрезок загибается вручную. Чтобы удалить пружину, её нужно выкручивать по часовой стрелке.
Другой способ, чтобы трубу не сплющило, в неё можно вставить много длинных кусков тонкой проволоки.
 Если вам для каких-то домашних дел нужно согнуть трубу, то необязательно покупать трубогиб ради одного использования. Как согнуть профильную трубу без трубогиба, читайте в статье.
Если вам для каких-то домашних дел нужно согнуть трубу, то необязательно покупать трубогиб ради одного использования. Как согнуть профильную трубу без трубогиба, читайте в статье.
Порядок проведения опрессовки и меры безопасности рассмотрим тут.
Гибка полипропиленовых труб в домашних условиях
Полипропилен (армированный и нет) соединяется при помощи специального паяльника, а для всевозможных поворотов и конструктивных элементов применяются фитинги. Их выпускают самых разных форм и направлений, даже когда нужно плавно обойти какой-то объект, существуют специальные «обводки», поэтому чаще всего при монтаже ПП водопровода можно обойтись без сгибания.
 Если же на свой страх и риск решите гнуть ПП:
Если же на свой страх и риск решите гнуть ПП:
- Место сгиба зафиксируйте, и очень медленно надавливайте на концы. Радиус «холодного» изгиба не должен превышать восьми Ø самой трубы.
- Когда нужен больший угол, внутрь помещают специальную пружину, затем отрезок нужно прогреть строительным феном до 150°C и после этого плавно сгибать. Когда труба остынет нужно тщательно проверить деформированный участок – здесь не должно быть трещин и вмятин.
Когда полипропилен нагрет – он становится очень податливым и эластичным. Согнуть его – полдела, нужно ещё и зафиксировать отрезок в этом положении до полного остывания.
После того, как материал вновь станет твёрдым, из него извлекается пружина.
Сгибаем металлическую трубу в домашних условиях
Главное, к чему нужно стремиться, сгибая металлическую трубу – не сплющить её и не поломать. Труба при сгибании может измениться в диаметре, что негативно скажется на любой системе трубопровода.
 Для любых металлических труб нужно предварительно проделать проверенную процедуру:
Для любых металлических труб нужно предварительно проделать проверенную процедуру:
- Отрезок заполняется мелким песком «под завязку».
- Концы трубы нужно заглушить, для этой цели изготавливаются 2 деревянных чопика (нужно быть осторожным, чтобы не вогнать чопики слишком глубоко, иначе их потом будет трудно вытащить и придётся пробки выжигать).
- Теперь трубу можно гнуть, без опаски, что она деформируется.
Зимой можно воспользоваться не песком, а обычной водой. Вбивается чопик, труба заливается водой, проходит время, пока вода замёрзнет в лёд. Проводится сгибание, а уже потом труба размораживается, и вода сливается.
Стальные и алюминиевые изделия
Для этих целей можно воспользоваться:
- газосваркой;
- паяльной лампой;
- пропановой горелкой.
Как узнать, что труба достаточно нагрета:
- Стальная: станет насыщенно-красной.
- Алюминиевая: поднесите к месту нагрева бумагу. Если она задымится или загорится – нужная t достигнута.
Сгибать трубу нужно не торопясь. Работать можно только в перчатках!
Метод надрезов
При горячем способе, в месте сгиба появляется выпирающая складка. Есть ещё один метод – более трудоёмкий, но порой оправданный. Это метод надрезов.
 Делается несколько разрезов до половины трубы.
Делается несколько разрезов до половины трубы.
Расстояния между надрезами будет зависеть от Ø трубы и того, какой требуется изгиб.
- При небольших диаметрах толщины надреза будет достаточно, чтобы получить плавный изгиб (чем больше пропилов, тем аккуратнее будет изгиб).
- Для труб с большим диаметром можно выпилить несколько небольших клиньев.
В основном такой метод применяется в декоративных конструкциях.
Чтобы таким образом согнуть трубу, по которой будет двигаться жидкость, нужно тщательно заварить все разрезы, а сварной шов зачистить и отшлифовать болгаркой. После покраски изделие принимает декоративный вид без следов деформации.
После гнутья разрезанием, внутренняя поверхность трубы остаётся шершавой, с острыми выступами, а значит, в этом месте будет задерживаться мусор, оседать ржавчина и т.д. Это явный минус для отопления и водопровода!
Как согнуть нержавеющую и оцинкованную трубу в домашних условиях
 Сразу нужно сказать, что нержавейку и тем более оцинковку нельзя нагревать. Эти материалы деформируют только холодным способом.
Сразу нужно сказать, что нержавейку и тем более оцинковку нельзя нагревать. Эти материалы деформируют только холодным способом.
Как и в случае с другими металлическими трубами, используется внутренний ограничитель – т.е. засыпается песок, ставятся заглушки.
После чего лучше воспользоваться трубогибом арбалетного типа.
Если его нет, часть изделия зажимается в тиски, а на другую часть происходит надавливание. Минус такого метода – бывает сложно заставить трубу гнуться в том месте, и быть именно той формы, что нужно.
В домашних условиях можно согнуть нержавейку диаметром до 4 см с толщиной стенок до 3 мм. Если же эти показатели больше, следует применять профессионально оборудование.
Как согнуть профильную трубу в домашних условиях
 Разберемся, как согнуть квадратную трубу в домашних условиях. Трубам с прямоугольным сечением можно придать нужную форму методом разрезов.
Разберемся, как согнуть квадратную трубу в домашних условиях. Трубам с прямоугольным сечением можно придать нужную форму методом разрезов.
Болгаркой делается несколько пропилов до противоположной стороны изделия, затем происходит сгибание (для этого один конец фиксируется), а затем пропилы завариваются.
Горячий метод. Внутрь вставить по одной пучок тонкой проволоки. После чего концы трубы закрепить, а нужное место раскалить паяльной лампой или другим способом. Теперь с изделием можно работать.
Но специфика квадратного сечения в том, что оно до последнего сопротивляется, а потом резко сгибается острым углом в одном месте. Плавный изгиб получить крайне трудно. Поэтому обязательно нужно изготовить специальный шаблон (болванку) и гнуть по нему.
При гнутье профильных изделий, нагревать нужно только внешнюю сторону, чтобы она растягивалась. В противном случае, с внутренней стороны образуются складки, которые сильно сузят просвет. По тем же соображениям применяется трубогиб сегментного типа.
Виды трубогибов
Есть специальные приспособления – трубогибы, которые как раз и существуют, чтобы не приходилось работать «на колене». И если объём работ не малый, стоит подумать о приобретении этого инструмента.
- Пружинные – используются для металлопластиковых изделий.
- Сегментные – применяется заготовка-сегмент, которая вытягивает трубку вокруг себя.
- Арбалетные – Изделие помещается в специальную форму и продавливается посередине отрезка.
- Дроновые – для тонкостенных труб малого Ø.
- Профилегибы – ещё один вариант, предназначенный для работы с изделиями квадратного и прямоугольного сечения.
Применяя трубогиб, не забывайте смазывать место предполагаемой деформации машинным маслом.
В зависимости от силы, от которой работает инструмент, может быть:
- Ручной.
- Гидравлический.
- Электрический.
Последние два варианта применяются на производстве. Для домашних нужд приобретают ручные трубогибы.
Итак, сделать угол, поворот или предать другую форму трубам в домашних условиях можно. Нужно только помнить о том, чтобы защитить место сгиба ограничителями.
![]() Если вы решили переобустроить сантехническую систему в ванной комнате, то вы должны иметь представление, как делается разводка труб в ванной своими руками. Разработка схемы и демонтаж отслуживших труб, читайте внимательно.
Если вы решили переобустроить сантехническую систему в ванной комнате, то вы должны иметь представление, как делается разводка труб в ванной своими руками. Разработка схемы и демонтаж отслуживших труб, читайте внимательно.
Критерии выбора электрического полотенцесушителя рассмотрим в этой статье.
Видео на тему
Гибка труб без трубогиба своими руками
Домашнему мастеру хорошо известны преимущества трубного металлопроката. Из основ сопротивления материалов мы знаем, что момент сопротивления трубчатого сечения намного больше, чем сплошного с той же площадью. Поэтому трубы обладают повышенными значениями допускаемых напряжений на изгиб. Но это же представляет и известные сложности при попытке согнуть изделие в домашних условиях: без соответствующего инструмента вы, скорее всего, получите деталь с деформированным сечением и с малоэстетичными складками. Арендовать (а, тем более – приобретать) нужную оснастку в большинстве случаев невыгодно. Тем не менее, согнуть трубу можно и без трубогиба, причём несколькими способами.
Почему металлические трубы плохо сгибаются
Сгибаются-то они хорошо, проблема заключается в неудовлетворительном внешнем виде изделия, которое сопровождается искажением периметра. Последнее обстоятельство особенно критично для профильных труб прямоугольного, квадратного или овального сечений.
В процессе пластического изгиба разные участки трубы находятся под воздействием напряжений противоположного знака. Внешние участки в месте сгиба растягиваются, а внутренние – сжимаются. Если сжимающие напряжения для большинства металлов безопасны, то растягивающие способствуют образованию трещин и надрывов. Особенно это касается профилей, которые произведены из материалов средней пластичности, например, средне- и высокоуглеродистых сталей, нержавеющих сталей, не содержащих никеля, некоторых марок бронз и др. Определить же точную марку металла, из которого выполнено изделие, без соответствующих инструментов и приборов весьма затруднительно.
 Металлические трубы
Металлические трубы
Гибка, как процесс пластической деформации, вообще довольно капризна к условиям её проведения. Для достижения положительного результата потребуется:
- Учесть явление пружинения изгибаемого профиля, при котором конечное значение угла гиба всегда оказывается меньше расчётного.
- Обеспечить точную фиксацию участка изгиба, чтобы исключить смещение заготовки.
- Определить минимально необходимое значение радиуса закругления деформирующего инструмента.
Поэтому перед началом работ определяются с минимально возможным плечом гибки, способом гибки (открытая или закрытая), а также последовательностью выполнения операций. В частности, удачная гибка гарантированно будет обеспечена, если соотношение r/s > 5 (здесь r – назначенный радиус гибки, s – толщина стенки).
В дальнейшем рассматриваются варианты самостоятельного сгибания труб, которые возможно реализовать в домашних условиях.
Вариант первый – гнём трубу с нагревом
В данном случае вообще никаких специальных приспособлений не потребуется, достаточно наличие у мастера кислородно-ацетиленовой горелки или обычной паяльной лампы. В первом случае мундштук следует расположить на некотором расстоянии от места предполагаемого гиба Факел не стоит делать концентрированным, поскольку в этом случае температурный перепад между зонами окажется слишком большим, а пластические характеристики материала – неравномерными (особенно это касается углеродистых сталей, содержащих повышенный процент марганца и кремния).
 Сгибание трубы нагревом
Сгибание трубы нагревом
После нагрева до требуемой температуры (она легко вычисляется по цветам побежалости) изгибаемую часть необходимо зажать в слесарных тисках, и выполнить свободную гибку нужного участка.
Нагрев с помощью горелки – более равномерный, зато сопряжён с риском снижения прочности материала заготовки, особенно, если она предназначена для использования в напорных трубопроводах. Паяльной лампой лучше воспользоваться и для того, чтобы не произошло ненужного отпуска. При этом рекомендуется такая последовательность операций:
-
Подлежащий деформированию участок зажимают в слесарных тисках, для чего пользуются специальными резиновыми подкладками, не повреждающими металл.
 Зажим в тисках изгибаемой части трубчатой заготовки
Зажим в тисках изгибаемой части трубчатой заготовки
*
 Прогревание трубчатой заготовки при помощи паяльной лампы
Прогревание трубчатой заготовки при помощи паяльной лампы
Гибка с нагревом, при всей своей простоте, характеризуется следующими ограничениями:
- Ухудшает внешний вид материала.
- При недостаточной температуре нагрева вероятно образование складок по внутреннему радиусу гиба (исправить такой недостаток невозможно).
- Процесс требует как можно более оперативной гибки, т.к. тонкостенные трубы быстро остывают.
- Технология не рекомендуется для малых радиусов гибки.
- Необходимо выполнение повышенных требований к технике безопасности, поскольку задействуется открытое пламя.
Чаще всего подобным образом гнётся труба из нержавеющей стали или цветных металлов, которые при нагреве не склонны к окислению.
Вариант второй – использование противодавления
Неудачи при обычной гибке труб часто связаны с наличием неуравновешенного напряженно-деформируемого состояния заготовки, когда внешнее давление от рабочего инструмента не уравновешивается внутренним противодавлением (самого сопротивления металла в данном случае недостаточно, поскольку оно заведомо ниже предела пластичности).
Такое противодавление можно обеспечить нагнетанием внутрь газа, жидкости, либо иной несжимаемой рабочей среды, которая характеризуется высокой сложностью. Газ и жидкость исключаются, ведь в домашних условиях выполнить стабильную герметизацию открытых торцов трубчатой заготовки очень трудно. Зато всегда доступны песок или мелкий шлак – они однородны, нетоксичны и просты в обращении.
Рассмотрим последовательность гибки круглого трубчатого профиля с приложением противодавления:
 Последующая гибка разогретого участка
Последующая гибка разогретого участка
- Предварительно необходимо установить заглушку на один из торцов заготовки, для чего можно воспользоваться обычным болтом (см. рис. 5). Стержень болта должен плотно входить во внутреннее отверстие.
- Готовим заполнитель, он должен быть однородным и мелким, чтобы не создавать внутренних пустот. Для периодического уплотнения песка/шлака в качестве поршня используется любой подходящий по диаметру штырь (см. рис. 6). Вся трубчатая заготовка должна быть полностью заполнена наполнителем (см. рис. 7).
- Заготовка устанавливается в слесарные тиски и изгибается. Поскольку предел прочности песка или шлака всегда ниже, чем аналогичный показатель для материала детали, то разрыва или образования трещин не произойдёт. После гибки необходимо тщательно очистить внутренний просвет трубы от остатков заполнителя.
Вариант третий – применение пружин растяжения
Для реализации способа необходима специальная пружина, наружный диаметр которой должен быть максимально близким к внутреннему диаметру заготовки. Номенклатура пружин растяжения приведена в ГОСТ 18794-80; их характерной особенностью является наличие кольцеобразного захвата на одном из торцов. Этот захват может быть замкнутым, как показано на рис. 8, либо в виде фигурного крючка. Последнее считается предпочтительным, поскольку обеспечивает более удобное извлечение пружины из заготовки после окончания процесса гибки.
 Установка заглушки в один из торцов трубы
Установка заглушки в один из торцов трубы  Утрамбовка засыпанного материала
Утрамбовка засыпанного материала  Труба, заполненная наполнителем
Труба, заполненная наполнителем  Внешний вид пружины растяжения
Внешний вид пружины растяжения  Вариант исполнения пружины растяжения с фигурным захватом
Вариант исполнения пружины растяжения с фигурным захватом
Подобранная пружина вводится внутрь и надёжно закрепляется у противоположного торца трубы. Поскольку внешняя поверхность пружины плотно прилегает к стенке, она обеспечивает такое же противодавление, что и промежуточная среда в предыдущем варианте. Достоинство способа в том, что подобные гибочные пружины можно использовать многократно.
Вариант последний – а зачем вообще придумывать какие-то технологии гибки
В некоторых случаях – например, когда соотношение r/s намного больше минимально рекомендованного значения – удачная гибка трубы в холодном состоянии своими руками возможна при условии всего лишь прочного закрепления одного из торцов с последующей гибкой по предварительно подготовленному шаблону.
Шаблон изготавливается из многослойной фанеры, можно даже использовать подходящую по диаметру внешнюю поверхность любого прочного предмета – бочки с водой, либо деревянного вазона. Один из торцов закрепляют в струбцине/тисках, а противоположный изгибают по требуемому радиусу (см. рис. 10). Таким способом вполне можно получить, например, заготовки для стального каркаса парника или оранжереи. После деформирования сразу освобождать деталь из зажимов не стоит, поскольку любой металл обладает инерционными свойствами.
Во всех случаях гибки без трубогиба следует приготовиться:
- Запастись рычагами (момент гибки, в зависимости от требуемых параметров и материала трубы может оказаться достаточно большим).
- Подготовить шаблон, который должен быть точно рассчитан под характеристики зоны гиба.
- Тщательно очищать внутреннюю поверхность изогнутой трубы (в частности, если изделие будет использоваться для прокачки жидких сред).
Перед началом работ стоит вспомнить и о простых правилах техники безопасности. Перед гибкой вручную заготовку целесообразно обернуть грубой кожей, мешковиной или иной плотной тканью – это защитит руки и создаст дополнительное трение, которое исключит проскальзывание во время гибки.
 Гибка стальной трубы по большому радиусу
Гибка стальной трубы по большому радиусу
Как согнуть профильную трубу в домашних условиях без трубогиба: 12 способов + видео
Сегодня не редко на дачах устанавливают теплицы, сделанные из профильных труб. Они устойчивы, срок их службы больше и пропускают лучше свет, чем деревянные.
Чтобы смонтировать сооружение из профиля, требуется его загнуть под определённым углом. Кажется, что сделать это без спецоборудования не реально. В данном материале мы рассмотрим возможные способы, и объясним — как загнуть без трубогиба квадратную профильную трубу в домашних условиях.
Какие сложности возникают в процессе гибки профильной трубы
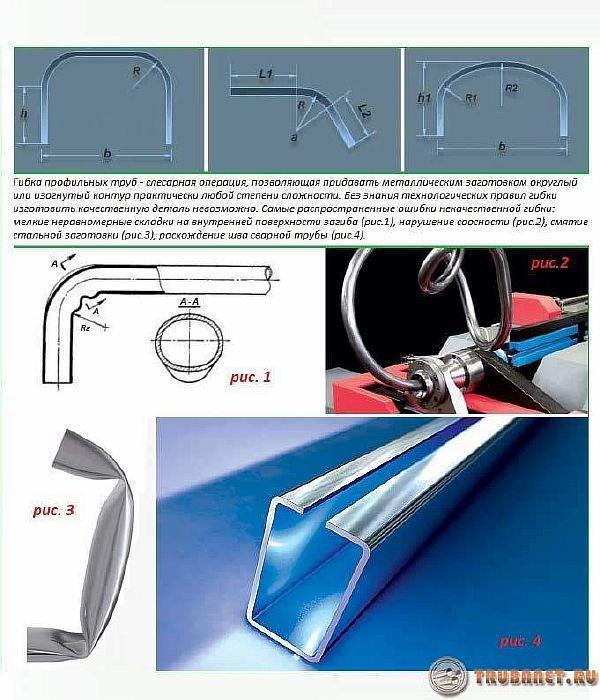
Под гибкой профильной трубы подразумевается её загиб частично или полностью. Как известно, у профтруб степень прочности высокая, поэтому согнуть их можно лишь под давлением или при нагревании сгибаемого участка. В процессе, на деталь оказывают действие две силы:
- сжатия — внутри;
- расширения — снаружи.
Именно в противоположности направленности этих сил и заключается сложность работы при закруглении патрубка:
- В различных местах профтрубы может по-разному реагировать на изгиб, что приведёт к потере соосности, то есть, отдельные участки заготовки будут располагаться на разных поверхностях.
- Труба не всегда способна выдержать процесс растягивания и может сомнутся или лопнуть. Чаще такие моменты возникают при неправильном способе сгибания.
- У изделия могут появиться складки, которые напоминают гофру.
- Снижается степень прочности при перегреве, нарушается структура.
- Сминаются боковые стенки — это происходит при чрезмерном давлении, при прохождении заготовки через гибочную конструкцию.
Для избежания данных проблем, следует учитывать материал изготовления труб и их размер: толщину стен, диаметр, угол загиба.
Как влияет форма и технические характеристики профтрубы на выбор способа изгиба
Профильные трубы не бывают круглыми, они прямоугольные, овальные или квадратные. Для изготовления теплиц около дачного дома рекомендовано брать квадратные или прямоугольные модели, у них плоские стенки, на них проще крепить покрытие.

Модельный ряд профилей огромен. Они имеют различные геометрические параметры. К основным относятся — размер поперечного сечения и толщина стен. Важна пластичность, от этого показателя зависит возможный радиус изгиба. Стоит отметить, что у нагретой профильной трубы повышается пластичность, тем самым изогнуть её легче.
Есть два технологических способа:
- «холодный» — без воздействия температурой;
- «горячий» — участок предварительно нагревается.
Кроме того, трубопровод из низколигерованного и углеродистого материала имеет повышенную упругость, и он может «отпружинить» при згибе, поэтому для изготовления теплиц не используется. Не рекомендованы профильные трубы диаметр, у которых 2 мм, так как у них низкий показатель прочности в месте загиба.
Строгих нормативов для выбора методики гибки квадратных труб нет, есть лишь для овальных. По данным нормам применяется «горячая» технология к трубопроводу от 100 мм, но эти стандарты не распространяются на профильные изделия.
Профессионалы предлагают к трубопрокатному материалу с диаметром менее 10 мм применять «холодный» метод, а от 40 мм и выше гнуть под нагревом.
Рекомендовано провести пробную гибку в домашних условиях — один конец профтрубы надо зажать в тиски, а на второй одеть трубку большего диаметра. Данное «плечо» необходимо подтянуть, выгибая заготовку — гнётся легко, тогда можно не проводить подогрев. Каким из этих способов загнуть профтрубу в домашних условиях — решать вам.
Способы гибки по виду материала труб, для:
- металлопрокатных — сварной, с подрезкой болгаркой;
- стальных — с нагреванием;
- пластиковых или алюминиевых — любой вариант, так как материал мягкий.

Квадратный металлопрокат отличается показателем сечения и размером стенок. Эти факторы влияют на угол сгиба.
Инженерных нюансов в вопросе существует большое множество. Но для домашней работы их все знать не обязательно. Важно лишь обратить внимание на следующие аспекты.
- Тонкие изделия с сечением до 20 мм без трубогиба необходимо сгибать в зоне, которая в 2,5 раза длиннее, чем высота самой трубы.
- Толстый металлопрокат можно согнуть в зоне, которая в три раза длиннее, чем сечение. Если этот момент проигнорировать, то металл трескается снаружи или деформируется изнутри.
- Сгибание квадратный трубы опасно в одном отношении: возникновении перелома по месту выполнения операции, в результате которого деталь отправляется в окончательный брак.
- Ограничивающим условием являются следующее соотношение – минимальный радиус не должен быть меньше двух с половиной размеров по сечению сгиба. Например, для изделия толщиной 40 мм минимальный внутренний радиус составит 40 х 2,5 = 100 мм.
До того, как согнуть стальную профильную трубу следует помнить еще одно правило.

Изделие после воздействия стремиться вернуть первоначальную форму. По этой причине лучше выполнить изгиб немного больше, чем необходимо по схеме. Если согнуть заготовку немножко больше, то в конечном итоге закругление получиться таким, как требует схема.
Все эти условности перед тем, как начать работы, необходимо обязательно учитывать, иначе наедятся на качественный результат бесполезно.
Как согнуть профильную трубу без трубогиба
В основном, при сооружении навесов или тепличных конструкций на даче берутся профтрубы небольшого размера, при этом точность угла загиба не критична, поэтому для сгиба подойдут подручные средства.
Конечно, лучше проводить данную процедуру в отдельном помещении, где есть верстак и различный инструмент.
Также, нужно подготовить спецодежду, она защитит вас о пыли, стружки, искр и при работе с паяльной лампой.
Если делать загиб в домашних условиях, то нужно учитывать:
- Величину загиба.
- Материалы изготовления.
- Величину толщины стенок.
- Сечение.
Мероприятия по деформации профильных трубопрокатных изделий выполняют в допустимых нормах, выставляемых к сечению и толщине стенок.
При работе необходимо контролировать, чтобы поперечное сечение не сплющивалось и не возникало внутренних изломов.
Как загнуть с предварительным подогревом (с наполнителем – песок)
Для получения качественного и ровного загиба на профтрубе, при применении «горячего» способа, предварительно следует наполнить изделие песком. Так как работы будут связаны с горячим металлом, то необходимо производить их в перчатках из брезента.
Пошагово, гибка квадратного изделия выглядит так:
- С одного края в патрубок вставляется деревянный клинышек. Его длина должна превышать ширину основания в 10 раз. При чём, площадь основы равняется 2 площадям отверстия в заготовке, которое он будут закрывать.
- Мелкозернистый песок засыпается в трубу, он предварительно просеивается и просушивается (производится прокаливание при + 150 градусах). Чтобы заполнить профиль песком, используется воронка. Для плотного и равномерного размещения его внутри, он сыпется порциями. В процессе следует осуществлять постукивания по стенкам детали деревянной киянкой.

- Со второй стороны также вбивается клин.
- Заглушки должны соответствовать внутреннему размеру профиля. На одной проделываются 4 продольные паза — через них будет осуществляться выход газа, который образуется при нагреве песка.
- Место, которое планируется загнуть отмечается мелом.
- Профильная заготовка фиксируется с помощью тисков. Если изделие имеет сварной шов, он должен быть сбоку.
- Место, отмеченное мелом нагревается газовой горелкой до красна.
- Квадратный профиль гнём аккуратно, без резких движений, но с усилием. Делается это в один приём.
- Затем детали необходимо дать остыть, и результат сравнивается с шаблоном.
- Если изгиб сделан правильно, то вынимаются заглушки, и высыпается песок.
Если вы будите гнуть квадратную трубу со сварными швами, то их надо располагать снаружи изгиба, а не внутри, иначе шов разойдётся.
Этот метод подойдёт при изготовлении углового загиба лишь раз. При многочисленном нагревании металл потеряет прочность.
Возможно, изгибать трубное изделие наполненное песком не нагревая, но это более сложный процесс.
7 вариантов как загибать без нагрева (холодный способ)
Произвести загиб профильной трубы можно по «холодной» технологии, применяя различные приспособления, не осуществляя предварительного нагрева. Рассмотрим, как загнуть профильное изделие самостоятельно без нагрева.
- Гнем с наполнением — вода. Этот вариант менее затратный, не требует нагрева, он предназначен для трубопрокатов маленькой толщины из дюралюминия и латуни. Особенно удобно им пользоваться зимой, при минусовой температуре.
Процедура не сложная:
- один конец заготовки закупоривается с помощью заглушки;
- с другого края в деталь заливается вода, и также осуществляется его закупорка;
- профиль выносится на улицу, держится на морозе до застывания воды;
- труба сгибается, при замёрзшей в ней воде это просто;
- изделие заносится в тепло, размораживается жидкость, вода сливается.
Методика рекомендована для труб из цветных металлов, так как они не подвергаются коррозии.
2. С гибочной плитой — метод предназначен для изгиба квадратных труб из стали или алюминия. Плита — панель, для изготовления которой используется толстый металлический лист. Она приваривается к стойке, установленной на импровизированной возвышенности. Чтобы загнуть, требуется произвести ряд действий.
