Как спаять оцинковку в домашних условиях паяльником?
Пайка железа с помощью оловянного припоя
Процесс пайки – это химическое соединение двух металлов с помощью припоя. Причем кристаллическая структура металла не изменяется. То есть, соединяемые части остаются при своих технических характеристиках.
Само соединение получается достаточно надежным, но многое будет зависеть от вида припоя и технологии пайки. К тому же необходимо отметить, что не все металлы могут быть соединены этим процессом. Основные же металлы, особенно стальные (железо), между собой могут быть спаяны.
Три технологии
Существует три технологии пайки железа оловом:
- паяльником. Для этого придется использовать мягкие припои с большим содержанием свинца;
- паяльной лампой. Здесь потребуются твердые припои с большим содержанием олова;
- электрическая пайка железа.
Первый способ применяют в том случае, если железо не будет в процессе эксплуатации подвергаться большим нагрузкам. Второй – это лужение железа оловом, когда оловянный припой наносится на поверхность металлического изделия и растирается по всей его плоскости тонким слоем.
В этой технологии обязательно применяется флюс для пайки. Третий вариант используется в производственных масштабах, для чего применяется специальное оборудование.
Пайка листов жести
 Пайка жести (тонкого листового железа) является часто встречаемым процессом в изготовлении металлической тары. Но нередко и в домашних условиях приходится скреплять листы железа между собой, собирая герметичные конструкции. Поэтому перед тем как припаять один лист к другому, необходимо подготовить все нужное.
Пайка жести (тонкого листового железа) является часто встречаемым процессом в изготовлении металлической тары. Но нередко и в домашних условиях приходится скреплять листы железа между собой, собирая герметичные конструкции. Поэтому перед тем как припаять один лист к другому, необходимо подготовить все нужное.
Для процесса пайки железа с помощью олова понадобится припой с небольшой концентрацией олова, к примеру, ПОС-40, флюс, паяльник и шило.
Флюс в процессе пайки железа выполняет функции растворителя и окислителя одновременно. То есть, сразу происходит смачивание металла и защита от окислительных процессов. В качестве флюсов используют канифоль и соляную кислоту или хлористый цинк и борную кислоту.
Что касается паяльника, то для проведения качественной пайки оловом лучше выбрать электрический инструмент мощностью более 40 Вт. Старый паяльный инструмент, который нагревается от пламени огня, сегодня практически не используют даже в домашних условиях.
Последовательность действий
Вот основные этапы данного процесса:
- зачистка соединяемых листов;
- нанесение флюса;
- разогрев паяльника и лужение;
- пайка оловом;
- очистка стыка бензином.
 Очистку проводят механическим способом наждачной бумагой. Если загрязнения большие, то придется провести обработку растворителем. Если не удается очистить и таким методом, тогда проводят травление серной кислотой.
Очистку проводят механическим способом наждачной бумагой. Если загрязнения большие, то придется провести обработку растворителем. Если не удается очистить и таким методом, тогда проводят травление серной кислотой.
Два куска листового железа подносят друг к другу на расстояние 0,3 мм. Их края обрабатывают пастообразным флюсом при помощи кисточки. Жало паяльника очищается наждачкой, и сам инструмент включается в электрическую сеть через розетку. Чтобы проверить, хорошо ли он нагрелся, надо помести его жало в нашатырную смесь, которая должна закипеть.
Теперь проводится этап лужения железа. То есть, с помощью припоя из олова или его сплава обрабатываются края двух листов жести, чтобы покрыть их оловянным слоем, который будет выполнять защитные функции от коррозии металла.
Все готово, остается только запаять два конца листов. Жало паяльника подносится к месту стыка вместе с припоем из олова, и они оба продвигаются плавно по границе соединения.
При этом жало необходимо прижимать не острым концом, а плоской гранью, за счет чего будет прогреваться одновременно и соединяемые детали, что скажется на высоком качестве проведенной пайки железа.
Особенности работы с оцинкованными изделиями
 Пайка оцинковки оловом по чисто технологическому процессу от предыдущей ничем не отличается. Но есть в технологии свои тонкие нюансы, которые сказываются на качестве конечного результата.
Пайка оцинковки оловом по чисто технологическому процессу от предыдущей ничем не отличается. Но есть в технологии свои тонкие нюансы, которые сказываются на качестве конечного результата.
Нельзя паять оцинковку припоями, в состав которых входит большое количество сурьмы. Это вещество при контакте с цинковым покрытием создает непрочный шов.
В качестве флюса лучше использовать борную кислоту и хлористый цинк. Если сами изделия уже были залужены оловом в процессе производства, тогда в качестве флюса можно применять канифоль.
Когда производится соединение оцинкованного железа (листового) и проволоки, то последнюю надо согнуть под прямым углом, чтобы увеличить площадь контакта двух изделий.
В остальном процесс проводится точно также. Кстати, неважно, проволока была изготовлена из оцинковки или обычной стали.
Есть еще несколько важных позиций, которые надо учитывать в процессе пайки оцинкованных изделий. Если для пайки железа используются припойные стержни на основе олова и свинца, то для них лучше добавлять флюс на основе хлористого цинка и хлористого аммония. Соотношение 5:1 соответственно.
Припой на основе олова и кадмия требует едкого натра в качестве флюсовой добавки.
Если между собой соединяются оцинкованные изделия из железа, в состав защитного слоя которых входит более 2% алюминия, то применяется припой на основе олова и цинка. А в качестве флюса используют соляную кислоту и вазелин (стеарин).
В независимости от того, какие детали или узлы соединяются пайкой, необходимо после окончания процесса и остывания шва промыть место стыка водой, чтобы удалить остатки флюса.
Техника безопасности
Пайка железа оловом – процесс небезопасный. Поэтому надо строго соблюдать меры предосторожности. На руки надеваются защитные перчатки, под паяльник обязательно устанавливается подставка, чтобы разогретое жало не касалось стола и подручных материалов. И сама процедура должна проводиться аккуратно.
При кажущейся простоте паячной операции, на самом деле это серьезная процедура. И относиться к ней надо с большим вниманием. Что-то упустили, неправильно даже приложили, и можно считать, что качество стыка резко упало. Поэтому важно к каждому этапу подходить ответственно, особенно это касается очистки двух стыкуемых изделий из железа.
Как герметично пропаять шов из оцинковки?
Здравствуйте.
Собственно, субж: Как герметично пропаять шов из оцинковки?
Имеется труба из оцинковки диаметром 100 мм, оцинкованная. Как обычно, гнутая из листа, шов прямой, не знаю как у кровельщиков называется, ну край за край и молотком простукивается. Пример — шов на ведре. Оцинковка свежая.
При наливе воды внутрь (без давления) вода просачивается, где непонятно, но снизу шва капает весьма интенсивно (именно капает, не течет).
Вопрос — можно ли запаять шов герметично (чтоб вода при наливе не капала)? Параллельно вопрос возник — на ведрах же швы не текут? Никто их не паяет. Как их делают?
Паять желательно газовой горелкой, ибо длина в метрах, с паяльником колупаться долго и неясен результат. Уж если горелочкой никак, ну тогда может быть.
Труба пока не смонтирована, т.е. можно вертеть в разные стороны. Внутрь, естественно не подлезть, т.е. паять шов надо снаружи. Как добиться капиллярного затекания припоя в шов без разрывов сплошности?
Я попробовал вот так запросто — грел горелкой и проволокой припоя тыкал вдоль шва. оно вроде паяется , припой плавится, шов вроде закрывает — все как по-настоящему, вот только при наливе воды все равно капает.
В чем фишка? Как запаять, чтоб вода не капала? Нагрузок не будет,давления тоже.
Кто сам паял? прошу совета только у реально опытных джентльменов.
паять можно горелкой, я паял твердым третником (со свинцом). но трубу надо предварительно греть, и весьма долго.
на ведрах герметичный шов получают грамотной «гибкой в замОк» » > .
sanya1965 написал :
паять можно горелкой, я паял твердым третником (со свинцом). но трубу надо предварительно греть, и весьма долго.
на ведрах герметичный шов получают грамотной «гибкой в замОк» » > .
Ну понятное дело. Труба куплена готовой, не сам же я ее делал — обложил лист вокруг бревна и ё. л молотком пару раз. Как раз этот замок и присутствует. С виду как настоящий.
Однако что такое «надо греть и весьма долго»? Что такое надо и весьма? Где критерий достаточности прогрева?
Я грел, и все паялось с виду очень хорошо однако же негерметично.
Вы говорите, вы паяли, и напоминаете, что паять можно горелкой. Вот и интернет уверяет, что паять запросто нет проблем.
А что, кто-то сомневался, что можно? А вы чем паяли? Паяльником?
При нагреве горелкой (синим восстановительным пламенем) визуально цвет поверхности не меняется, поэтому — как определить степень нагрева — непонятно. Кроме того, заметил, что при прогреве цинк из покрытия плавится, и сбегает вниз слезками. Мой припой по поверхности прекрасно растекается и в шов затекает.
Все по-взрослому. Только вот водичка капает. Не знает про пайку.
При 450 цельсиях цинк плавится, при 800 градусах — уже испаряется. Обе температуры ерундовые для горелки, визуально не различить.
Я прошу практического совета, как добиться образования герметичного шва при пропайке кровельного оцинкованного замка газовой ГОРЕЛКОЙ. От тех, кто реально умеет паять. В москве готов деньги заплатить за герметичную пайку или за науку. Пиво поставить.
Т-34 написал :
Как добиться капиллярного затекания припоя в шов без разрывов сплошности?
Использовать флюс для пайки 
Двумя 100-ваттными. Флюс у Вас какой?
Викторыч написал :
Двумя 100-ваттными. Флюс у Вас какой?
У меня ФИМ. По описанию кислота фосфорная (видимо, ортофосфорная).
Я понял, что вы паяли паяльником. Но еще раз говорю — мне паять надо ГОРЕЛКОЙ газовой.
Кислота испаряется почти мгновенно, оставляя черные козявки на поверхности.
в магазине инженерной сантехники купите флюс для пайки медных труб. штука замечательная во всех отношениях -паста с мелкой крошкой припоя, с кислотой поэтому лучше потом промойте содовым раствором.хотя сантехники ,я видел ,ничё не моют. там же купите и припой.паяется ,этим флюсом почти всё,не люминь конечно,но нихром к примеру я подпайвал им.да и вообще этот флюс у меня всегда под рукой.ну, ещё шов проидите маленькой кордщёткой предварительно. паять можно горелкой газовой или элетропаяником.я иногда старым утюгом подогреваю рядом или снизу шва.
Т-34 написал :
Но еще раз говорю — мне паять надо ГОРЕЛКОЙ газовой.
Ведра паяли медным «топориком», нагреваемым паяльной лампой. Вы можете нагревать газовой горелкой.
В качестве флюса можно канифоль, буру, нейтральный паяльный жир применить. Подробнее здесь: » >
volodrez написал :
в магазине инженерной сантехники купите флюс для пайки медных труб. штука замечательная во всех отношениях -паста с мелкой крошкой припоя, с кислотой поэтому лучше потом промойте содовым раствором.хотя сантехники ,я видел ,ничё не моют. там же купите и припой.паяется ,этим флюсом почти всё,не люминь конечно,но нихром к примеру я подпайвал им.да и вообще этот флюс у меня всегда под рукой.ну, ещё шов проидите маленькой кордщёткой предварительно. паять можно горелкой газовой или элетропаяником.я иногда старым утюгом подогреваю рядом или снизу шва.
Ребята, кто паял горелкой оцинковку? Причем тут флюс для меди? Я прекрасно умею паять медь, в том числе и горелкой.
Кто сам паял фальцованный шов из оцинковки?
Вопрос облуживания не вызывает вопросов. Вопрос вызывает герметичность пайки, чтоб вода не капала.
Подогревать старым утюгом — вы вообще читаете вопрос, о чем речь? Или это вам не важно?
Труба диаметром 100 мм.
Т-34 у Вас что ни пост то истерика.течёт — потому что ни фига Вы паять не умеете.шов нужно было обезжирить,потом обработать кислотным флюсом и пройти по шву медным жалом с припоем.флюс -пасту я Вам посоветовал кислотную ,она прекрасно подготавливает поверхность не только меди ,но и других металлов.Вам на кусочках надо руку набить ,а уж потом трубы .силиконом,эпоксидкой пройдите Ваш шов несчастный.
HotSummer написал :
Ведра паяли медным «топориком», нагреваемым паяльной лампой. Вы можете нагревать газовой горелкой.
правильно, на нагретом топорике медном легко контролировать состояние припоя и переносить его в шов,при этом не сжигается-сплавляеся цинк в соседней с пайкой областью.
HotSummer написал :
В качестве флюса можно канифоль, буру, нейтральный паяльный жир применить.
с бурой не связывался,для меня это что-то до-историческое .а нейтральные флюсы не катят,на оцинковке образуется оксидная плёнка мешающая прилипанию припоя и разрушить эту плёнку
может кислотный флюс.
volodrez написал :
с бурой не связывался,для меня это что-то до-историческое
Нормальный флюс но для пайки твердыми припоями.
Для оловянных припоев не годится.
volodrez написал :
у Вас что ни пост то истерика.течёт — потому что ни фига Вы паять не умеете.шов нужно было обезжирить,потом обработать кислотным флюсом и пройти по шву медным жалом с припоем.флюс -пасту я Вам посоветовал кислотную ,она прекрасно подготавливает поверхность не только меди ,но и других металлов.Вам на кусочках надо руку набить ,а уж потом трубы .силиконом,эпоксидкой пройдите Ваш шов несчастный.
Несколько раз написано- пробовал и кислоту, и пасту для меди Sahna. Медь паяет чудесно, капиллярное затекание супер. Холодильник для дистиллятора — чудо, ни капли протечки при любом давлении магистрали. Просто прелесть.
Но я-то здесь спросил об оцинковке. Пригласил поделиться тех, кто реально умеет паять ***.
Ваш глубокий вывод про мое неумение паять — да разве я тут письками меряюсь, кто как умеет? Я спросил конкретную информацию, потому что именно вот такой шов паять я не умею. Ну, не умею, ну и что?
Вам то что? Я ж просил ответить знающих людей, тех, кто умеет, вы-то тут при чем?
Обезжирить — это как? Ну вот как в реальности? Разогнуть замок, почистить, обезжирить, облудить, и потом обратно его фальцевать? Ценнейший совет, что и говорить. ***
Мне нужно один раз вот щас оцинкованную трубу запаять, заткнуть течь воды — конкретное решение требуется, на этой неделе надо сделать.
Сотый раз вопрошаю — КТО реально УМЕЕТ паять именно замок кровельного шва? Сделайте или научите, деньги заплачу!
***
Нечего сказать — и не надо говорить всякую. другую информацию.
К вам лично я не имеют никаких претензий, знать вас не знаю, мы незнакомы. Или я таки ж ошибаюсь?
Как паять паяльником: виды приспособлений, подготовка к работе, советы по пайке железа и стали

- Конструкции и разновидности
- Подготовка инструмента к работе
- Обработка жала
- Способы лужения
- Технологические рекомендации
- Пайка оцинкованного железа
- Чем паять нержавейку
- Самодельный молотковый паяльник
При монтаже электрических схем и соединении металлических частей между собой используется надёжный и проверенный метод — пайка. Для спаивания частей из металлов применяется паяльник. Неопытным и начинающим монтажникам необходимо знать, как паять паяльником и что нужно иметь для работы.
Конструкции и разновидности
Процесс спаивания заключается в заполнении пространства между проводниками расплавленным материалом, преимущественно оловянно-свинцовыми припоями. Температура плавления припоев должна быть ниже, чем нагреваемая площадь жала. Паяльник должен выбираться в зависимости от типа и рода работ, необходимых для выполнения. Паяльники бывают электрическими и нагреваемыми под воздействием открытого огня.
Конструкции и разновидности паяльников:
 С нихромовым нагревателем, изготовленным из проволки, намотанной на поверхность изолятора, внутрь которого вставляется жало. Такие инструменты медленно нагреваются и имеют сокращённое время службы.
С нихромовым нагревателем, изготовленным из проволки, намотанной на поверхность изолятора, внутрь которого вставляется жало. Такие инструменты медленно нагреваются и имеют сокращённое время службы.- С керамическим нагревателем, к выводам которого подводится электрический ток. Подобные паяльники характеризуются ускоренным нагревом и увеличенным сроком использования.
- Импульсные инструменты обладают мгновенным нагревом. Они включаются при помощи нажатия и удерживания кнопки. Всего через 2−3 секунды наконечник разогревается до необходимой температуры для работы с припоем. Паяльник выполнен в форме пистолета с наконечником.
- Газовые паяльники можно использовать автономно, это и является их основным достоинством. Рабочая часть жала направляется непосредственно на пламя горелки, посредством чего и происходит нагрев.
Для выполнения определённых видов паяльных работ электрические паяльники выбираются по мощности. Чтобы произвести пайку полупроводниковых элементов в схеме, достаточно мощности от 15 Вт до 25−40 Вт, в зависимости от размера нагреваемой поверхности радиоэлектронного компонента. Определённые виды паяльников имеют специальное назначение. Для лужения проводов хорошо подходят паяльники мощностью от 40 Вт и выше. Для соединения больших металлических площадей используют инструменты с мощностью 65 Вт, 80 Вт, 100 Вт, 150 Вт, 200 Вт, 300 Вт и 500 Вт. Электропаяльники выпускаются с разными питающими напряжениями:
- промышленные — 380 В;
- бытовые — 220 В, 36 В, 24 В, 12 В, 6 В;
- специальные — 42 В и 110 В, применяются на железнодорожном транспорте.
Подготовка инструмента к работе
Чтобы знать, как правильно пользоваться паяльником, нужно овладеть навыками подготовки инструмента к пайке. Первое, что необходимо выполнить после включения электропаяльника, — это залудить рабочий участок жала, который представляет собой цилиндрический стержень, изготовленный из медного сплава. Как правило, жало находится внутри нагревателя и фиксируется с помощью специального винта или других способов крепления, в зависимости от конструктивных особенностей паяльника.
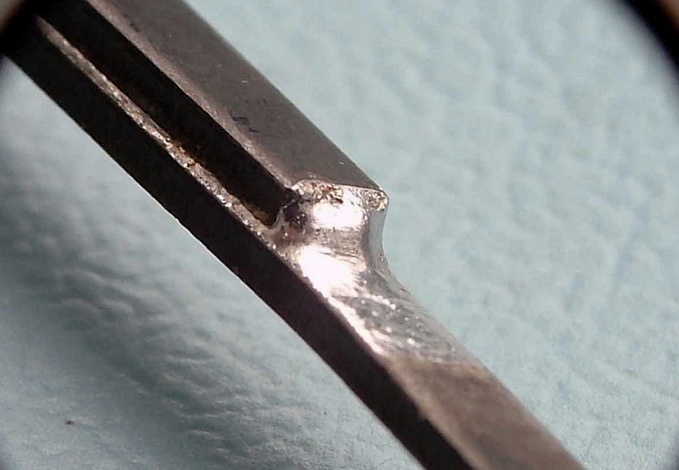
Обработка жала
Первым делом необходимо обратить внимание на качество рабочей части жала. Тот конец жала, который обычно используется для паяния, необходимо подготовить к использованию. Форма может иметь вид лопатки или острозаточенной иглы, в зависимости от запланированного типа работы.
Чтобы подготовить рабочую поверхность жала, нужно выполнить следующие действия:
 При помощи молотка оббить жало и придать ему форму лопатки (отвёртки). Можно использовать угловую заточку, которую лучше применять для пайки более массивных элементов. За счёт увеличения рабочей поверхности лучше передаётся тепло.
При помощи молотка оббить жало и придать ему форму лопатки (отвёртки). Можно использовать угловую заточку, которую лучше применять для пайки более массивных элементов. За счёт увеличения рабочей поверхности лучше передаётся тепло.- Для пайки мелких элементов (полупроводниковые радиокомпоненты, тонкие монтажные провода) край рекомендуется заточить в форме острого конуса. Так меньшим тепловым воздействиям подвергаются детали, которые боятся перегрева. Это обезопасит их от выхода из строя и позволит инструменту работать дольше.
- Заточку в форме конуса можно использовать на более мощных паяльниках для выполнения работ с крупными проводниками.
Для подготовки рабочей части жала применяют молоток, напильник или надфиль, наждачную бумагу, припой и флюс. После обработки элемента молотком ему необходимо придать нужную форму при помощи напильника или надфиля, а затем зашлифовать наждачной бумагой.
Способы лужения
Следующим важным моментом является лужение конца жала, предотвращающее его от быстрого износа и коррозии. Для лужения можно использовать флюсы или сосновую канифоль. Необходимо не допускать перегрева паяльника, так как это затрудняет выполнение лужения. При первом включении паяльника может появиться дым, причиной которого обычно оказываются вещества, использованные при изготовлении инструмента.
Для дальнейшей эксплуатации приспособления важно знать, что нужно для пайки паяльником. Прежде всего необходимо произвести лужение. Оно осуществляется двумя способами.

Согласно первому способу, для лужения нужно:
- разогреть жало до оптимальной температуры;
- погрузить его конец в канифоль;
- растирать припой концом жала до появления блеска.
Второй способ предусматривает следующие этапы:
- Нужно смочить ветошь раствором хлористого цинка и протереть ею жало.
- После этого необходимо равномерно растереть расплавленный припой по поверхности жала с помощью куска поваренной соли.
Для лужения также можно применять различные флюсы и паяльные жиры (паяльное сало). Чтобы провести пайку проводов паяльником, необходимо подготовить сам инструмент, припой флюсы или канифоль, вспомогательные приспособления (подставку для паяльника, пассатижи, кусачки, пинцет, губку для чистки жала).
Технологические рекомендации
Необходимо соблюдать технику пайки паяльником. Перед спаиванием проводов их нужно предварительно зачистить от изоляции. После этого производится осмотр зачищенной поверхности. В зависимости от марки провода на ней также может присутствовать лак. Если изоляция снималась с проводов задолго до спаивания, может образоваться окисел. Существуют два способа снятия окисленных плёнок и лака:
- Механический, с использованием мелкозернистой наждачной бумаги. Такой способ применим для одножильных проводов большого диаметра. Многожильные, тонкие провода не рекомендуется зачищать таким образом, так как можно их оборвать.
- Химический способ используется для тонких многожильных проводов, но является более вредным для монтажника, так как токсичные растворители при вдыхании с воздухом попадают в легкие. Лаковое покрытие можно снять без предварительной зачистки с помощью ацетилсалициловой кислоты (аспирина). На таблетку укладывают провод и тщательно прогревают его паяльником. Температура и кислота снимают лак с поверхности провода.
При работе с эмалированными проводами можно применять специальный флюс, который разрушает покрытие и создаёт плёнку, защищающую от контакта с воздухом. Такой флюс называют активным. После окончания паяльных работ его необходимо удалить при помощи влажной ветоши или губки.
Если нужно припаять провод к металлической площадке (например, заземление), его необходимо предварительно залудить. Поверхность, к которой он будет припаян, нужно зачистить до появления блеска и обезжирить. Следом за этим наносится флюс, и укладываются кусочки припоя. Место тщательно прогревается, после чего к нему прикладывается провод.
Чтобы качественно припаять провод к нужному месту, необходимо соблюдать технологию пайки. Для этого используется припой ПОС-60 в комплексе с канифолью или специальными флюсами, так как они придают ему текучесть и пластичность при пайке, а также защищают поверхность от взаимодействия с кислородом.
Спаивать провода нужно хорошо прогретым паяльником, чтобы его температуры хватало для плавления припоя. Зачищенный провод опускается в расплавленную паяльником канифоль. Предварительно набрав припоя, необходимо несколько раз провести жалом по оголённому проводу, после чего уже залуженный проводник можно запаять в необходимом месте. Для удобства работы можно использовать приспособление «третья рука». С его помощью фиксируется проводник, к которому будет припаян провод.
Пайка оцинкованного железа
При производстве оцинкованных изделий из углеродистой стали их часто покрывают цинком с помощью метода горячего погружения. Чтобы получить блестящую поверхность стали, в ванну добавляются свинец, олово и алюминий в количестве 1%. Листы из стали также покрываются цинком при помощи гальванического способа.
Оцинкованное железо трудно поддаётся пайке, поэтому  необходимо иметь специальные активные флюсы, состоящие из концентрированной соляной кислоты и раствора цинкоаммониевого хлорида, а также флюсы на основе хлористого цинка и аммония с добавкой хлористого олова. Оловянно-свинцовые припои в сочетании с флюсами имеют хорошую текучесть и обеспечивают высокопрочные соединения.
необходимо иметь специальные активные флюсы, состоящие из концентрированной соляной кислоты и раствора цинкоаммониевого хлорида, а также флюсы на основе хлористого цинка и аммония с добавкой хлористого олова. Оловянно-свинцовые припои в сочетании с флюсами имеют хорошую текучесть и обеспечивают высокопрочные соединения.
Предварительно на спаиваемую поверхность наносится флюс, после чего соблюдается выдержка. Это нужно для того, чтобы прошла реакция. Для пайки необходимо иметь большой паяльник с высокой рабочей температурой. Перед тем как спаять проводники, нужно предварительно растереть поверхность соединения, а после спаивания следует удалить остатки флюса.
Чем паять нержавейку
Спаивание нержавейки является трудоёмким процессом. Оно производится при температуре от 500 до 700 градусов Цельсия с помощью припоя (тиноля). Припой для нержавейки выбирается исходя из условий пайки и состава стали. Сплав содержит не более 25% хрома и 25% никеля, такие составы дают очень прочные соединения. В качестве флюса используется бура, которая наносится на поверхность в виде пасты или порошка. После расплавления буры металл нагревается и становится ярко-красного цвета, затем в эти соединения вводится припой.

После окончания пайки оставшийся флюс удаляется при помощи воды или песочного обдувания. Применение азотной и соляной кислоты крайне нежелательно, так как может произойти реакция припоя и металла с разрушением последнего.
Самодельный молотковый паяльник
 В домашних условиях можно изготовить мощный паяльник для спаивания массивных металлических элементов. Такой паяльник имеет высокую теплоёмкость, которая обеспечивает достаточную температуру для выполнения необходимых работ.
В домашних условиях можно изготовить мощный паяльник для спаивания массивных металлических элементов. Такой паяльник имеет высокую теплоёмкость, которая обеспечивает достаточную температуру для выполнения необходимых работ.
Нужно расклепать массивный медный брусок или толстый прут, чтобы изготовить жало. Его необходимо будет выточить при помощи напильника, чтобы получить отчётливые рёбра и грани. Угол должен составлять от 30 до 45 градусов. В качестве держателя можно использовать стальной пруток либо пластину, которая будет присоединена к паяльному жалу. Можно также изготовить ручку и прикрепить её к паяльнику.
Сайт про изобретения своими руками
МозгоЧины
Сайт про изобретения своими руками
Как правильно паять металл
Как правильно паять металл
Многие могут спаивать провода и радиодетали, но не каждый паял металл. В этой статье я максимально коротко и с примерами изложу принцип пайки металла.
Введение
Начнём с общих представлений о пайке. Пайка это физико — химический процесс получения соединения в результате взаимодействия припоя и спаиваемого металла. Она имеет сходство со сваркой плавлением, но всё же между ними имеются различия. При сварке в месте шва свариваемые детали плавятся, а при пайке паяемый материал не плавится. Так же в отличие от сварки пайка осуществляется при температурах ниже плавления спаиваемого металла. Формирование шва при пайке происходит путём заполнения припоем зазора между соединяемыми деталями, т.е. процесс происходит за счёт смачивания и капиллярного эффекта.
Встаёт вопрос, зачем же пользоваться пайкой, если сварка лучше скрепляет детали. На это есть свои плюсы:
- Пайка более доступна, чем сварка.
- При пайке соединения получается разъёмными.
- Сварке не поддаются маленькие детали.
Пайка — достаточно прочное соединение, если соблюдать технологию.
Оборудование
Для спаивания металла необходимо следующее основное оборудование:
♦ Паяльник. Мощность зависит от размера спаиваемых деталей. Для пайки небольших деталей (жесть, проволока, болтики) сойдёт паяльник ватт на 60, для более крупных — 100 ватт и выше. Я использую 2 паяльника — на 65 и 100 w, для домашних условий это вполне достаточно.

На том, как залудить паяльник я подробно останавливаться не буду, в интернете есть отдельные статьи про это. Скажу лишь основное:
— При первом включении паяльника ему нужно дать обгореть — выставить включённым его на улицу и подождать когда перестанет вонять и дымиться.
— Далее необходимо напильником зачистить жало до блеска, опустить кончик жала в канифоль, потом расплавить им олово.
— Олово должно равномерно покрыть жало. При нагреве жало будет выгорать, его нужно будет затачивать и заново лудить.
♦ Паяльная кислота и припой. Деревянная палочка используется для нанесения кислоты.
♦ Вспомогательные приспособления. К ним относятся напильник и наждак, необходимые для зачистки паяльника и деталей.
Так же паяльнику нужна подставка. Самое простое что можно использовать в качестве подставки — любой металлический предмет, с которого паяльник не будет скатываться.
Для удержания спаиваемых деталей используются различные инструменты, например тиски и плоскогубцы. Так же детали можно закрепить гвоздиками на доске.
Основы пайки
Давайте теперь разберемся, какие металлы легко поддаются пайке:
- Серебро
- Медь
- Латунь
- Цинк
- Никель
- Железо
- Нержавеющая сталь
Остальные металлы паяют при помощи специальных флюсов и другой технологии. В данной статье эта тема затрагиваться не будет.
С металлами разобрались, теперь приступаем к изучению процесса пайки:
- Зачищаем то место, где будет располагаться шов. Для этого я использую мини шлиф машинку.
- Обезжириваем место спайки, используя ацетон, бензин и т.д.
- Наносим на шов деревянной палочкой паяльную кислоту. Делаем это как можно ровнее, т.к. в дальнейшем ровно по этому место растечётся припой.
- С заранее залуженного паяльника удаляем окислы (если они имеются) и прикасаемся им к палочке припоя. Припой должен лечь на жало ровной каплей. Если этого не происходит, значит паяльник плохо залужен.
- Прикасаемся жалом к месту спайки. Нельзя ожидать, что при первом же прикосновении паяльника произойдет спайка. Для этого необходимо прогревать спаиваемые поверхности до температуры плавления припоя. Тепло от паяльника передается на спаиваемое место не сразу. Жесть, проволоки и другие тонкие части прогреваются довольно быстро, но не моментально. На прогрев толстых материалов нужно сравнительно много времени.
- Для спайки тонких частей надо довольно медленно вести паяльником, передвигая его дальше, когда припой растечется и зальет шов. При спайке толстых предметов приходится относительно долго держать паяльник на одном месте и ждать, пока прогреются спаиваемые поверхности и припой растечется по шву.
- Проведя паяльником на некоторое расстояние, двигают его немного назад, затем снова вперед и опять назад, до тех пор, пока припой не разольется ровной и чистой дорожкой. По мере израсходования припоя, его набирают с палочки. Набирать много припоя не следует, особенно, если спаиваемые поверхности ровно и плотно соединены; избыток припоя приведет к образованию натеков.
- По окончании пайки необходимо смыть остатки кислоты водой. Если кислота плохо смывается, используйте мыло. Не смытая кислота приведёт к окислению металла.
Лучше всего обучаться пайке на белой жести. Её не нужно зачищать, но необходимо обезжиривать. При наличии жира кислота не смачивает поверхность жести. Ниже рассмотрены примеры спаивания проволок и жести. Для обучения можно повторить всё это.
Спаивание жести / листового металла
Далее в добавок к фотографиям будут идти схематические изображения. Вот условные обозначения:
Соединение «Впритык»

Соединение «Внахлёст»
Соединение «В замок»

Качество: Очень прочно
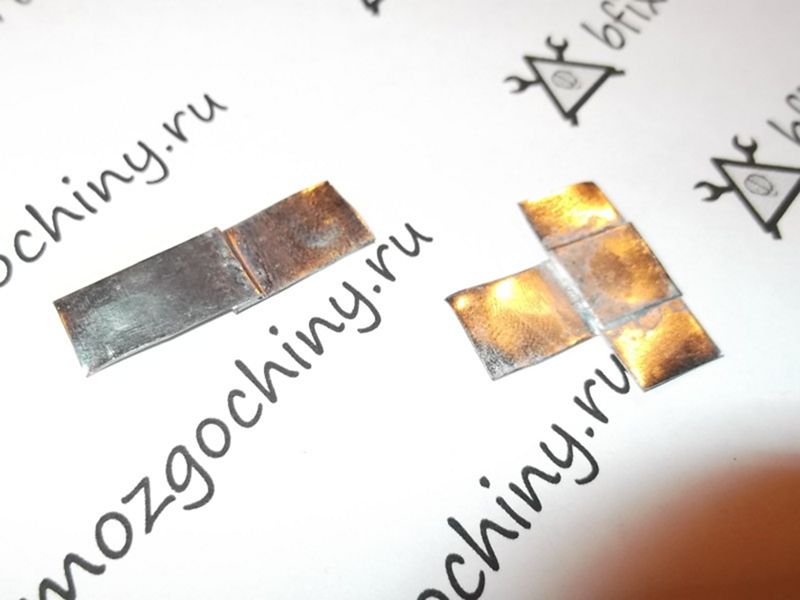
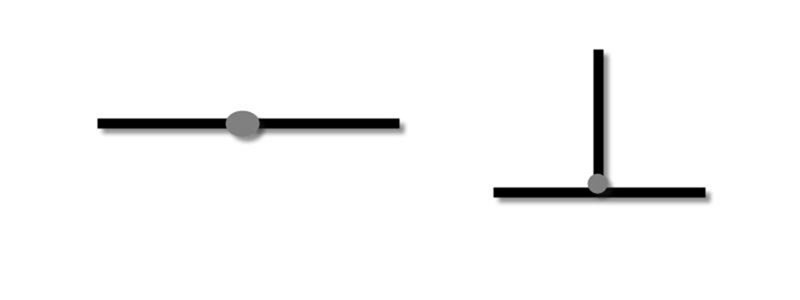
Спаивание проволоки
Соединение «Впритык»
Соединение «Внахлёст»

Соединение «С усилением»
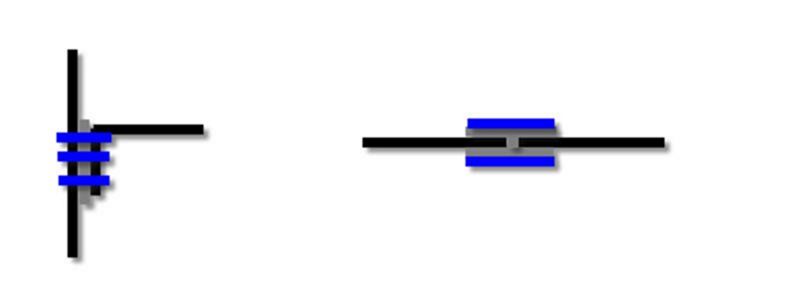
Качество: Очень прочно
Для усиления на левом соединении используется намотанная виток к витку медная проволока, на правом — стержень и резьба обёрнуты полоской жести:
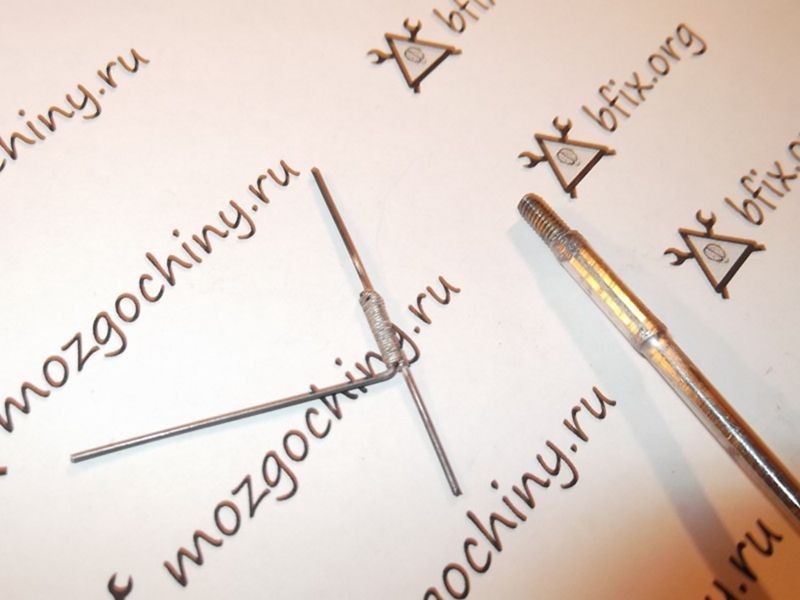
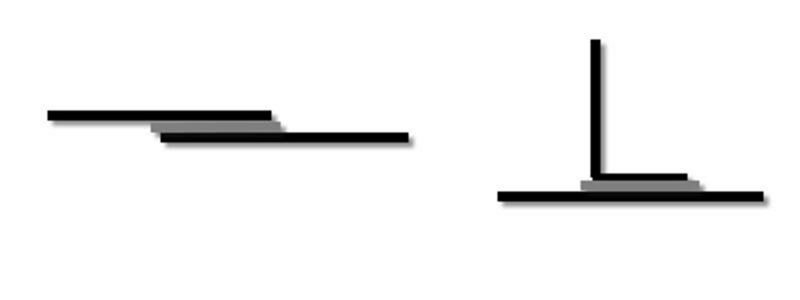
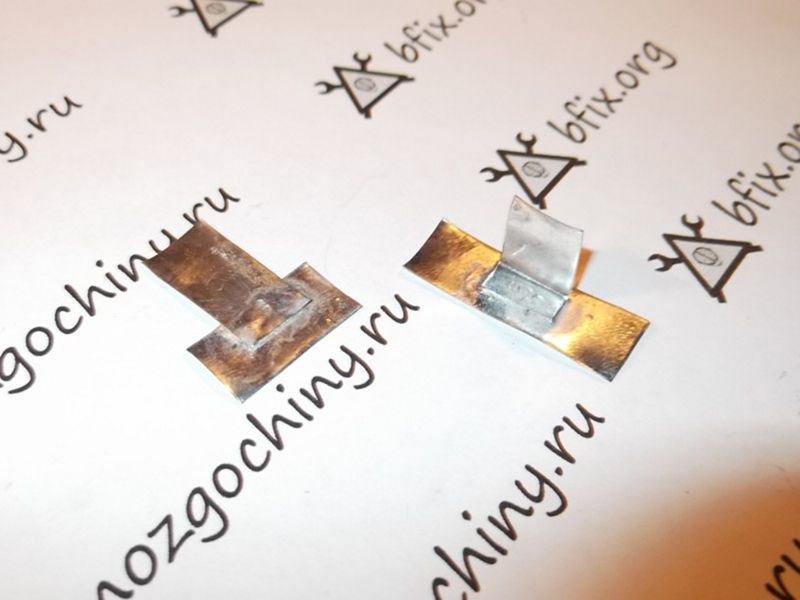
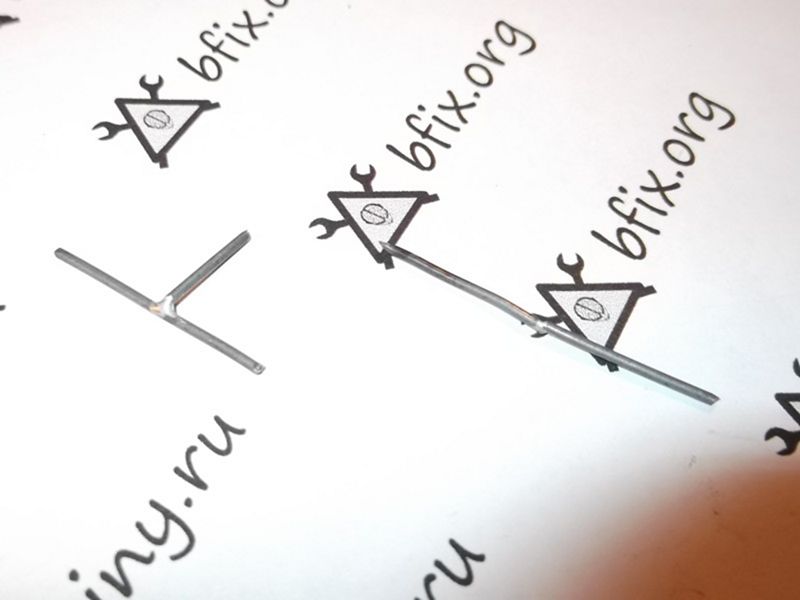
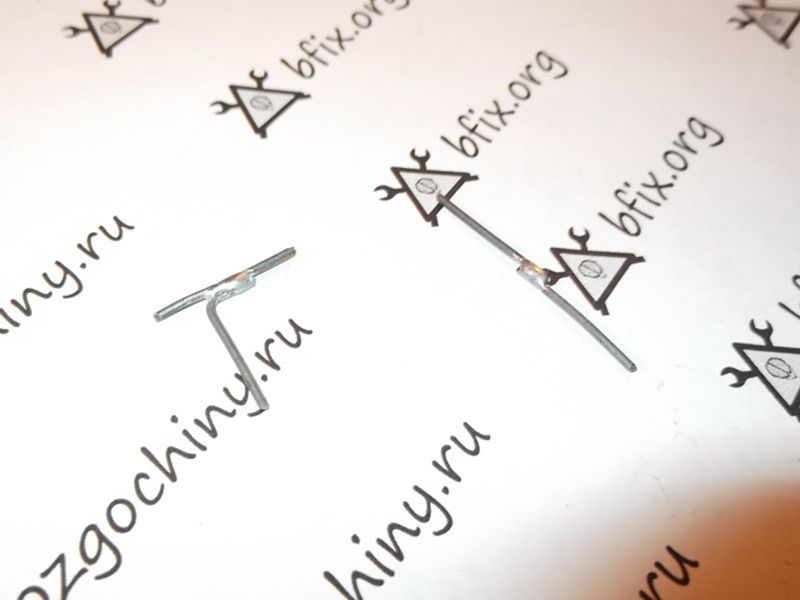
Спаивание проволоки и листового металла
Соединение «Впритык»

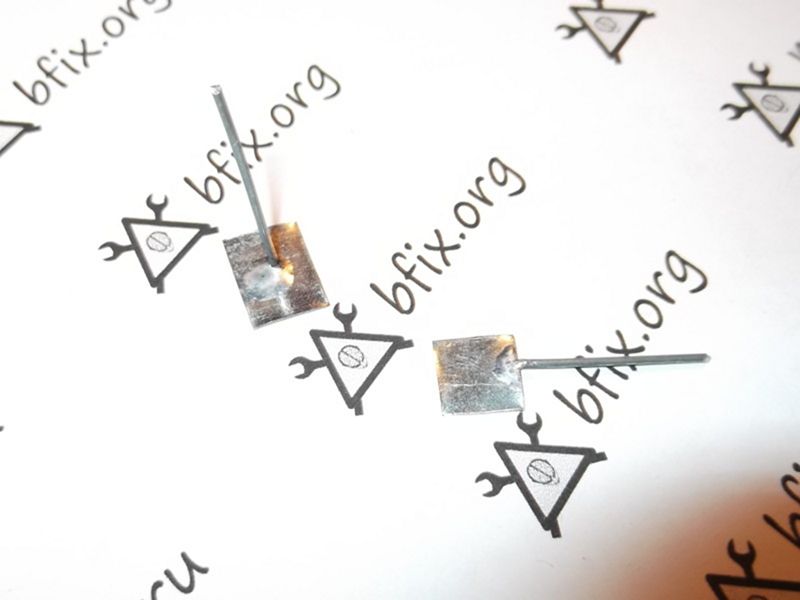
Соединение «Внахлёст»

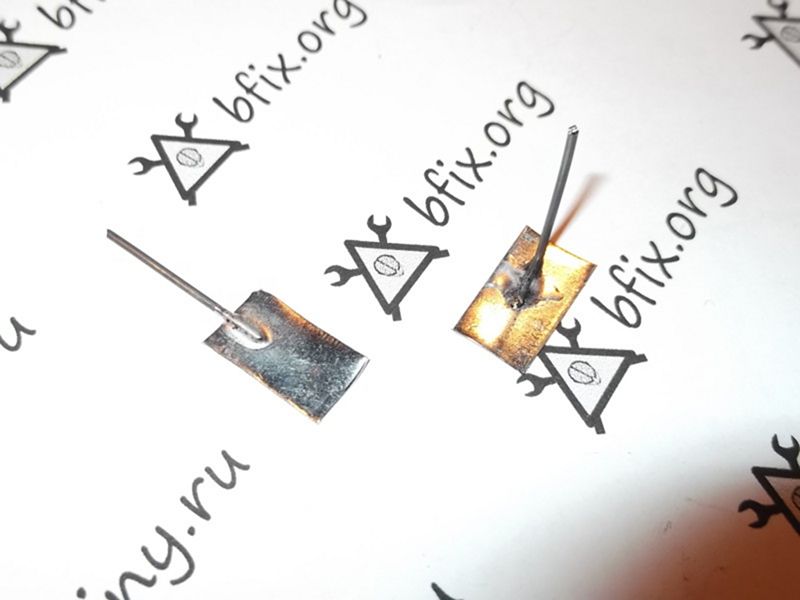
Соединение «Насквозь»

Качество: Очень прочно
Заключение
Пайка — несомненно нужная вещь, использование которой решает многие проблемы с соединением деталей. Напоследок в качестве примера представлю несколько работ, в которых она использовалась:
Как паять стальные детали
Нередко возникает надобность скрепить стальные детали без сверлений, и без сварки. Выручит пайка стали. Но как это сделать правильно, ведь здесь имеются особенные нюансы. Несколько рекомендаций от специалистов.
Какая сталь паяется хорошо
Отдельные марки стали хорошо поддаются пайке, другие паяются с большим трудом, ни с каким припоем соединяться не желают, ни под каким флюсом. Как правило, мягкие стали «для гвоздей» легко паяются. На бытовом уровне это можно объяснить и тем, что материал усеян микроскопическими кратерами и неровностями. Но также имеются электротехнические марки, особо твердые и упругие, и применяемые для валов, точной механики. Здесь уже как повезет…
Вопрос в том, что определить марку на глазок домашнему мастеру невозможно. Узнать насколько хорошо паяется данная деталь из стали, или близкого к ней сплава, можно только экспериментальным путем.
Как выполняется соединение оловом – порядок действий
Все зависит от того, насколько удачно можно залудить данную деталь, насколько прочным окажется контакт оловянного припоя со сталью. Чтобы контакт оказался удовлетворительными, если это возможно вообще, нужно выполнить следующее:
-
зачистку стали, химическую зачистка под припоем;
Зачистка стали выполняется сперва механически, — наждачной бумагой, убираются слои ржавчины и загрязнений. Затем в качестве флюса применяется состав, который хорошо реагирует с окислами железа.
Наиболее безобидной в применении, но эффективной в данном случае, оказывается ортофосфорная кислота, которую легко приобрести в автомагазине, как «очистку ржавчины».
Требуемая мощность разогревающих устройств полностью зависит от массы деталей.

Процесс пайки двух стальных деталей
Если нужно спаять два больших гвоздя, то мощности одного паяльника 100 Вт будет маловато. Для разогрева зажатого в тисках большого гвоздя, или подобной по массе детали из стали, нужно воспользоваться строительным феном. Или газовой горелкой.
Также понадобится вата на палочке, для подачи флюса в зону разогрева, и паяльник от 50 Вт.
-
Зачищенная наждачкой сталь разогревается горелкой.
Как правило, у стальных деталей, которые поддаются пайке, возникает весьма прочная связь с оловом, т.е. происходи покрытие металла, — залуживание.
Это же повторяется с другой деталью. Затем разогреваются две детали, находящиеся вместе, и в зону контакта подается дополнительный припой паяльником.
Насколько прочна пайка стали, можно ли сделать прочнее
Прочность такого соединение будет обуславливаться многими факторами:
-
прочностью связи припоя с металлом,
Но в любом случае прочность пайки оловом не идет ни в какое сравнение с тем, что привыкли понимать под прочностью характерной для стали или «сварка металла».
Упрочить можно применив другой припой, — специальные прочные составы и более тугоплавкие с включением серебра, цинка, меди и др.
Другое направление увеличения прочности – покрытие припоем не только плоскости, но и боковин детали, — охват детали припоем. Тогда сопротивление на отрыв при разнонаправленных нагрузках будет больше.
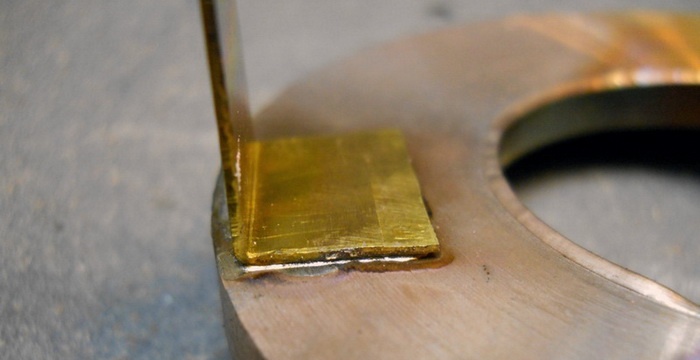
Особопрочная пайка, особые припои
Чтобы применить составы дающие прочное соединение со сталью, с собственной температурой плавления порядка 800 — 900 град, нужно использовать графитовый тигель.
Работу должны вести только специалисты по плавке металлов. Необходимо знать основы плавления металлов, порядок обращение с расплавами и технику безопасности. В общем, пайка стали сверхпрочными припоями выполняется на специализированных предприятиях.
Возможный состав припоя:
- 55% цинка, 45% меди, немного кремния для увеличения текучести.
Состав расплавляется под слоем угля в графитовом тигеле.
Стальные детали, подлежащие пайке, разогреваются газовой горелкой.
В качестве флюса используется ортофосфорная кислота.
Расплав подается на детали. Как правило, залуживание и пайка производятся за один разогрев и деталей и припоя.
Но подобная пайка стали по сложности превосходит простую сварку….
Но в быту, где нужно «залатать», «прикрепить», «состыковать» две стальные детали, нужно пользоваться припоями с низкой температурой плавления, типа свинцово-оловянных.
