Как сварить алюминиевые провода в домашних условиях?
Сварка алюминиевых проводов
Автор: Игорь
Дата: 30.06.2016
- Статья
- Фото
- Видео
Соединение проводов, согласно ПУЭ, может проводиться несколькими способами, включающих скрутку, пайку и сваривание. Сварка алюминиевых проводов является очень востребованным в промышленности процессом, так как помогает обеспечить надежность соединения. В частной сфере она практически не используется, так как нет необходимости в работах такого масштаба. Слишком тонкие провода не свариваются, а толстые встречаются только в промышленной области. Для этого может использоваться стандартный сварочный аппарат, или сварка аргоном, но все это проводится на пониженных мощностях.

Сварка алюминиевых проводов
Стоит также отметить, что крепость соединения имеет на столь большое значение, как при других типах соединения. Здесь нужно просто получить неразъемный контакт, который бы имел хорошую проводимость. Все работы проводятся при сниженных режимах, так как имеется большой риск перепалить провода. Положение усугубляет то, что при работе с данным металлом сохраняются все проблемы, которые имеет сварка алюминия, поэтому, требуется использовать все те же флюсы и современные технологии, которые помогают побороть негативные факторы, образующиеся во время данного процесса.
Свариваемость алюминиевых проводов 
Когда происходит сварка алюминиевых проводов, то приходится сталкиваться с рядом определенных проблем, которые затрудняют нормальную работу. В первую очередь хорошей свариваемости мешает оксидная пленка, которая образуется с достаточно большой скоростью. Температура ее плавления в несколько раз выше температуры плавления алюминия, поэтому, она остается и на расплавленных каплях металла, что затрудняет сваривание. соединение получается неоднородным и его качество заметно снижается. Если использовать газовую защитную среду и флюс для сварки алюминиевых проводов помогает побороть данную проблему.
Второй проблемой свариваемости является повышенная жидкотекучесть алюминия в расплавленном состоянии. При расплавлении металл может просто растечься, так и не образовав плотное соединение. Трещины и поры на шве такого рода практически не образуются, но меры безопасности все же стоит применять, особенно, если использовать электроды с обмазкой, который нежно просушивать. Стоит учитывать усадку металла из-за его коэффициента расширения, но при работе с проводами итоговый результат всегда можно обработать дополнительно. Соединение должно проводиться согласно ГОСТ 10434-82.
Трудности сварки алюминиевых проводов
Сварка алюминиевых проводов в домашних условиях может оказаться достаточно сложным процессом. Здесь стоит учитывать все трудности, которые приходится испытывать при работе с алюминием, которые при тонкости проводов только усиливаются. Также влияет фактор особенностей соединения этих изделий. Ведь здесь идет работа с минимальным отрезком, так как не нужно делать шов длиной в несколько десятков сантиметров. Когда происходит сварка алюминиевых проводов, то движения должны быть точными и воздействие дугой, или другим температурным источником, на место соединения должно быть максимально коротким, чтобы не перепалить металл.

Схема сварки алюминиевых проводов аргоном
При работе со сваркой все проводится при высоких показателях температуры, так что проблема моментального расплавления тонкого металла всегда остается. Очередная сложность заключается в подборе правильного режима, так как иначе дуга может не зажечься или снова возникает проблема с перегоранием металла. Выстраивать приходится на минимальных настройках при отсутствии точного регламента режимов, поэтому, все делается на глаз.
Способы сварки проводов
Данный процесс можно осуществить при помощи нескольких технических средств. Одним из самых распространенных является аргонно-дуговая сварка. Преимущество данного способа состоит в надежной защиты от влияния внешних негативных факторов, а также в отсутствии примесей присадочной проволоки, которые могут повлиять на свойства электропроводности. Здесь получается сварка алюминиевых проводов угольным электродом, которые не плавится и создает шов соединения из металла самой заготовки.
Также может осуществляться сваривание плавкими электродами с обмоткой. Это более сложный процесс, для которого требуется подобрать требуемую маркую алюминиевого электрода. Движения должны быть быстрыми и аккуратными, так как здесь наибольший риск перепалить конец провода высокой температурой. Более безопасным аналогом является газовая сварка, так как возможность непредвиденного расплавления здесь намного ниже. Скорость проведения сварочных работ с газом в три раза ниже, чем при использовании электричества, так что для мастеров без опыта это будет одним из лучших вариантов.
Сварка алюминиевых проводов инвертором является очень распространенным вариантом, так как данный тип оборудования оказывается самым доступным среди профессионалов, тем более, что баланс себестоимости и качества данного процесса выше, чем у других способов.
Подготовка к сварке
Перед тем как начать процесс, металл следует тщательно подготовить, чтобы избежать неприятностей во время соединения. Сварка алюминиевых проводов между собой требует снятия изоляции и прочих видов оболочки, которая покрывает металлические части. Их требуется оголить на нужную длину, а затем зачистить, чтобы снять возможные остатки изоляции, мусора, убрать пленку оксидов и прочие вещи. Если толщина проводов является относительно небольшой, то их следует скрутить, чтобы образовался единый пучок.

Скручивание проводов перед пайкой
В случае, если какая-то часть провода выпирает, то ее следует обрезать, чтобы вся поверхность имела ровный вид. При необходимости, концы провода можно обработать флюсом, и слегка расплавить его, если речь идет о твердых вариантах. Процесс подогрева, как это требует технология сварки других алюминиевых деталей, здесь не обязателен.
Инструкция к сварке
- Первым этапом является подготовка, куда входит удаление изоляции, зачистка проводов от всего лишнего и подготовка концов;
- На второй стадии необходимо обработать концы заготовок флюсом, чтобы улучшить качество соединения;
- После этого требуется выставить режимы рабочего аппарата в нужное положение;
- После этого всего можно приступать к сварке;
- Убрать выпирающие части, которые появились после сварки;
- Заизолировать полученное соединение.
Чтобы избежать расплавления металла, не следует создавать контакт более 2 секунд.»
Техника безопасности
С учетом скорости проведения процедуры, мастер не подвергается большой опасности, но здесь также требуется соблюдать элементарные меры предосторожности. Прежде всего следует использовать индивидуальные средства защиты, такие как сварочная маска, перчатки и огнеупорная одежда. При использовании газовых баллонов, их следует отодвигать, как минимум, на 5 метров от источника огня. Все шланги и баллоны нужно проверять на исправность и целостность перед работой. Не нужно забывать об электробезопасности, так как поражение током при работе с электросваркой всегда может произойти из-за неосторожности и при большой влажности окружающей среды.
Как выполнить сварку проводов своими руками

Положениями ПУЭ сварка проводов рекомендуется как один из наиболее надежных способов их соединения. Преимущества применения такого способа значительно перевешивают немногочисленные недостатки, что делают его популярным среди домашних умельцев и профессиональных электриков.
Плюсы и минусы сварки, ее разновидности
Преимущества, которыми обладает соединение проводов сваркой заключаются в отсутствие переходного сопротивления которое всегда есть при скрутках или болтовых соединениях. Особенно это актуально при прокладке проводки для мощных устройств.
Недостатки заключаются в необходимости купить или сделать самостоятельно сварочный аппарат, предназначенный для скруток.
Сварочные работы требуют наличия некоторых навыков, поэтому электрику, который будет производить сварку скруток, нужно изучить как минимум азы этого ремесла.
При электромонтажных работах на производстве применяются различные виды сварки: стандартная, дуговая точечная, плазменная, торсионная, электронно-лучевая, ультразвуковая или же их различные комбинации. Для бытового применения чаще всего электриками используется устройство для точечной и дуговой сварки, которая работают на угольных или графитовых электродах.

Это решение позволяет получать хорошее качество соединений при минимальной стоимости необходимых устройств и комплектующих.
Изготавливая аппарат для сварки проводов, больше всего внимания надо уделить следующим характеристикам устройства:
- Сила тока которую может выдать аппарат. В идеальном варианте это переменное значение.
- Напряжение, выдаваемые устройством, достаточное для возникновения электрической дуги – обычно это 12-32 Вольт.
- От какого тока работает сварочник – переменный или постоянный. При наличии опыта подобных работ можно использовать переменный, но для новичков настоятельно рекомендуется начинать с постоянного.
Так как для сваривания различных металлов требуется разная сила тока и напряжение, универсальные сварочные аппараты в обязательном порядке могут регулировать эти значения. Кроме того, при соединении разных материалов могут понадобится специальные флюсы которые будут защищать металл от окисления или проникновения в него газов из воздуха. В большинстве своем сварочные аппараты универсального назначения достаточно громоздкие и тяжёлые, но для мелких сварочных работ можно за относительно невысокую цену найти инверторные сварочники, которые идеально подойдут для сварки проводов.

Если выполняется сварка медных проводов, которые применяются в домашней разводке, нет нужды в использовании очень большой силы тока и напряжения поэтому есть возможность применять сварочные аппараты небольших размеров, которые помещаются в стандартный кейс из-под инструментов.
Принцип работы дуговой сварки – схема устройства
Так как для сварки нужен большой ток, то основой любого сварочного автомата является понижающий трансформатор – проигрыш в напряжении всегда сопровождается выигрышем в силе тока и наоборот.
Для преобразования переменного тока в постоянный используется стандартный диодный мост, а для сглаживания пульсаций – конденсатор.

Ощутимый минус использования устройства постоянного тока – диоды и конденсатор используются немаленьких размеров и они значительно увеличивают вес сварочного аппарата, который изначально делается переносным.
Также специалисты рекомендуют на входе или выходе диодного моста поставить добавочное сопротивление, так как диоды «не любят» короткое замыкание в чистом виде.
Многие умельцы вручную собирают себе сварочный аппарат для сварки медных проводов, что выдает дугу от переменного тока и с успехом ими пользуются. Поэтому однозначно утверждать, что нужно применять именно устройство постоянного тока нельзя – каждый выбирает себе необходимую модель по навыкам. Если вручную собирается сварочный аппарат переменного тока, то из схемы попросту выбрасываются диодный мост и конденсатор.
Необходимый навык, который придется освоить для использования сварочного аппарата переменного тока – научиться «на глаз» определять в течение какого времени следует удерживать зажженную дугу электрического разряда, чтобы конец скрутки разогрелся и сплавился.
Наиболее распространенный способ сделать минусовый контакт, которым осуществляется сварка – это старые плоскогубцы, которыми удерживаются провода.

Для фазы берется зажим, которым можно удерживать графитовый стержень. Конструкция зажима может быть самой разнообразной – от винтового соединения до так называемых «крокодилов», как самодельных, так и заводского изготовления. Для соединения с самим сварочным аппаратом применяются кабели сечением порядка 10 мм².
Несмотря на то, что устройство собранное в промышленных условиях на порядок дороже самодельного, всё же его цена не является заоблачной и позволяет приобрести такой сварочный аппарат даже при ограниченном бюджете. Преимущества его использования очевидны – это точно рассчитанная конструкция с регулятором тока, которая позволяет работать с разными типами металлов и количеством свариваемых проводов.
Нюансы процесса сварки проводов
При необходимых навыках сварка проводников не занимает много времени, но чтобы получить качественное соединение настоятельно рекомендуется сначала попрактиковаться на отдельных кусках кабелей. Тем более это надо сделать, если используется аппарат для сварки скруток, что работает с переменным током – к мощности такого устройства нужно привыкнуть. Наглядно весь процесс показан на следующем видео:
Пошагово все выглядит следующим образом:
- Зачистка проводов. Особенностью сварки является необходимость оголять жилы проводов на длину 60-80 мм. Меньше нельзя, так как при сварке провод достаточно сильно нагревается и изоляция будет плавиться.
- Скрутка проводов. Казалось бы, что можно просто сложить жилы и произвести сварку – все равно на конце образуется капля, которая соединит все вместе. Проблемой такого способа соединения может заключаться ломкость проводов – не факт, что она возникнет, но в силу некоторых причин, получившаяся в результате сварки угольным электродом капля приобретает губчатую структуру и подвержена излому. На проводимость это не влияет, но если провода не будут скручены, то могут разломаться.

- Обрезка скрутки. Распушенные концы жил надо обязательно обрезать, чтобы получить ровный срез. Тогда дуга при сварке равномерно прогреет всю поверхность скрутки и капля получится ровной.
- Сварка. Плоскогубцами захватывается скрутка и к её кончику подносится графитовый электрод, пока не возникнет электрическая дуга. Ее надо выдерживать до тех пор, пока не сплавятся концы проводов, образовав гладкую каплю. Следующая скрутка сваривается после остывания предыдущей.
Если дуга не появляется, значит мощность трансформатора недостаточная или используются слишком длинные провода к держателям электродов (их сопротивление мешает получить достаточный ток).
Оптимальный вариант по длине проводов это 2,5-3,5 метра, но в первом случае придется для удобства работы сварочный аппарат ставить на подставку.
- Изоляция скруток. Оптимальным по скорости вариантом здесь будет использование термоусадочных кембриков, но для их прогревания дополнительно понадобится строительный фен или хорошая зажигалка. Также нет никаких помех использовать обыкновенную изоленту – разве что это будет чуть дольше по времени.
- Сварка медного и алюминиевого проводов. В целом, выполняется точно так же, как и обычная – разница только в подготовке проводов. Медная жила остается прямая, а алюминиевая обматывается вокруг нее. Затем на алюминий наносится флюс, который при нагревании убирает c этого металла оксидную пленку, и можно приступать к сварке.

Но если выполнять предписания ПУЭ, то в бытовых условиях вряд ли придется работать с алюминиевыми проводами, так как для прокладки электропроводки запрещено применение таких кабелей, сечением менее 16 мм².
Сварка проводов инвертором
Использование такого устройства является наиболее предпочтительной, так как проводить сварку медных и алюминиевых проводов инвертором гораздо легче, чем самодельными сварочными аппаратами. Это прибор универсального плана, сила тока в котором регулируется в диапазоне до 160 Ампер. Кроме того, что он может сваривать скрутки, это позволяет выполнять работы с металлом толщиной до 5 мм – для домашнего использования такой мощности обычно более чем достаточно.
Обычно такой прибор это прерогатива профессионалов, которые постоянно сталкиваются со сварочными работами, но при этом его можно смело рекомендовать новичкам, которые только осваивают сварку скруток своими руками. Функция «горячего старта», защита от залипания электрода и возможность работы даже при перепадах напряжения позволят начинающему сварщику быстро освоить азы этого ремесла, а профессионалу всегда приятно работать с хорошим инструментом.
Если прибор позволяет регулировать напряжение и силу тока, то «на глаз» какие выставлять значения можно определять по диаметру проводов и их количеству.

Коротко о главном
Сварка концов скруток проводов значительно улучшает проводимость этих контактов, а значит и характеристики сети в целом.
Сварочные аппараты, которые позволяют проводить точечную сварку, есть в свободной продаже, а также достаточно просты конструктивно, чтобы изготовить их самостоятельно. Но во втором случае чаще всего собирают более простые устройства, выдающие переменный ток – такие приборы требуют наличия определенных навыков работы.
На практике нет особой разницы в использовании того или иного устройства – если мастер достаточно опытный, то результат будет хороший в любом случае.
Способы пайки алюминиевых проводов
Несмотря на то, что в современном строительстве при производстве электротехнических работ алюминиевые кабели все чаще вытесняются медными, алюминий остается незаменимым материалом при изготовлении проводов и кабелей большого сечения.
Причины этого лежат на поверхности – удельное электрическое сопротивление алюминия больше, чем у меди примерно в полтора раза, а объемный вес меньше в три раза.
При большом сечении проводника, когда вес важнее прочности, выбор в пользу алюминия очевиден. Площадь сечения алюминиевого проводника будет больше, чем у медного в полтора раза, и при этом алюминиевый все равно будет в два раза легче медного. Для соединения проводов среди прочих методов применяют пайку.
Методы спаивания
 Проблемой при использовании алюминиевых проводников является их быстрое окисление. Пленка оксида оказывает значительное препятствие прохождению электрического тока при соединениях. Для этого скрутки алюминиевых проводов пропаивают.
Проблемой при использовании алюминиевых проводников является их быстрое окисление. Пленка оксида оказывает значительное препятствие прохождению электрического тока при соединениях. Для этого скрутки алюминиевых проводов пропаивают.
Паять алюминиевые провода в распределительной коробке можно, пользуясь паяльником или газовой горелкой. Применять паяльник сложнее из-за невозможности точно осуществить нагрев до необходимой температуры. А для алюминия перегрев так же неприемлем, как и недогрев.

Металл обладает большой теплопроводностью, и изоляция на большом участке от места пайки может просто оплавиться.
Газовой горелкой регулировать температуру нагрева проще, но ею долго осуществлять подготовку поверхности. Тем не менее, именно горелку нужно будет применять, если необходимо припаять какие-либо массивные детали друг к другу. В любом случае, при пайке алюминиевых проводов нужна их подготовка.
Предварительная обработка
 Сложность при пайке заключается в том, что сам алюминий является очень легкоплавким материалом (660 ℃) и при неосторожном нагреве он может расплавиться.
Сложность при пайке заключается в том, что сам алюминий является очень легкоплавким материалом (660 ℃) и при неосторожном нагреве он может расплавиться.
Еще одним фактором, затрудняющим пайку алюминиевых проводов, является быстрое окисление на воздухе.
Окисная пленка на поверхности материала надежно защищает алюминий от воздействия всевозможных внешних факторов, но она же препятствует адгезии припоя с материалом, и ее нужно обязательно удалять.
Механически снять пленку оксида в обычных условиях практически невозможно. Материал моментально окисляется и покрывается новой пленкой. Можно механически удалить окисную пленку под слоем масла.
Но масло перед этим нужно прокалить до 200 ℃, чтобы удалить из него активный кислород, который может там присутствовать. Этот способ очень неудобен в домашних условиях и трудоемок.
Поэтому концы алюминиевых проводников необходимо облудить перед пайкой. Использование канифоли или большинства других флюсов не даст результата из-за высокой химической стойкости оксидной пленки. Она не растворяется даже органическими кислотами.
Чтобы облудить провода, необходимо использовать одновременно специальный флюс и механический способ.
Конечно же, делать это надо до того, как провода скручены, иначе механически очистить всю поверхность провода не удастся. Только облуженные концы можно скрутить друг с другом и спаять.
Работа паяльником
 Для того чтобы запаять алюминий паяльником, существует несколько способов, суть которых заключается в том, чтобы производить очистку сразу под слоем флюса при непосредственном контакте с расплавленным припоем.
Для того чтобы запаять алюминий паяльником, существует несколько способов, суть которых заключается в том, чтобы производить очистку сразу под слоем флюса при непосредственном контакте с расплавленным припоем.
Первый способ заключается в том, что алюминиевые проводники, перед тем как припаивать, зачищают горячим облуженным паяльником, используя смесь канифоли и стальных опилок.
Опилки оказывают абразивное действие, канифоль удаляет все примеси и сразу же очищенные участки покрываются припоем, который должен быть на жале паяльника.
Второй способ предполагает зачистку алюминиевого провода об наждачную бумагу средней зернистости непосредственно под воздействием горячего паяльника с припоем и флюсом.
Газовой горелкой
 Обработка газовой горелкой производится, когда детали находятся в таком положении относительно друг друга, при котором они будут эксплуатироваться. Обработка плавно переходит в сам процесс пайки.
Обработка газовой горелкой производится, когда детали находятся в таком положении относительно друг друга, при котором они будут эксплуатироваться. Обработка плавно переходит в сам процесс пайки.
Происходит это следующим образом:
- горелкой нагреваются поверхности алюминиевых деталей;
- по достижению температуры, при которой металл восстанавливается из оксида, пленка механически счищается;
- под воздействием пламени детали покрываются флюсом, и в зону пайки вносится припой.
Если детали толстые, то кромки их необходимо разделать под углом 45°. Обычно разогрев происходит до температуры плавления олова, когда припой растекается и заполняет желобок скрутки.
Отличия технологии при использовании флюса
Благодаря достижениям современной науки и техники, получены составы флюсов для алюминия, которые активно растворяют оксидную пленку и защищают материал от дальнейшего окисления.
Примерами таких препаратов могут служить составы с маркировкой Ф-59А и Ф-61А. Буква А означает, что эти составы предназначены для пайки алюминия.



При использовании этих флюсов пайка алюминиевых проводов значительно облегчается. Достаточно просто обработать флюсом уже готовую скрутку, даже не нагревая ее, а потом, прогрев паяльником или горелкой, наложить припой.
Он растечется по всей поверхности проводов и хорошо прилипнет, обеспечивая прочное и электропроводное паяное соединение.
Особенности пайки многожильных проводов
Многожильные провода необходимо паять только с применением специального флюса, так как механическая обработка их практически невозможна. Технология пайки отличается тем, что каждый проводок нужно сначала хорошо обработать флюсом.
Для этого пучок придется раскрутить и распушить. После обработки каждый тонкий проводок жилы покрывают припоем и скручивают жгут. После этого делают скрутку двух концов и пропаивают ее.
Можно ли соединять с медью
Нередко возникают ситуации, когда необходимо соединить алюминиевый провод с медным. Это, пожалуй, единственный случай, когда пайка не может использоваться.

Все дело в самом алюминии. Он вообще не может припаиваться к другим металлам из-за своих физических и химических свойств. При соединении с медью напрямую, между этими двумя активными металлами возникает электрохимическая коррозия, которая быстро уничтожит соединение.
А если их спаять, используя нейтральный к обоим материалам припой, то разный коэффициент температурного расширения металлов быстро разрушит спаянный контакт. Ведь при прохождении тока через проводник, он непременно будет нагреваться, а после отключения – остывать.
Техника безопасности
Техника безопасности при пайке алюминиевых проводов сводится к соблюдению общих мер предосторожности при работе с электрическими нагревательными приборами, с открытым пламенем и с агрессивными жидкостями, примером которых могут стать флюсы.
Недопустимо использование неисправных паяльников с нарушенной изоляцией, с мощностью более необходимой.
Запрещается использование горелок вблизи легковозгораемых предметов. При работе в помещениях должна быть правильно организована принудительная вентиляция.
Сложности при спаивании проводов из алюминия
 Основной сложностью при спайке проводов из алюминия, как указано выше, является наличие оксидной пленки на поверхности металла. Борьба с ней сильно замедляет процесс пайки.
Основной сложностью при спайке проводов из алюминия, как указано выше, является наличие оксидной пленки на поверхности металла. Борьба с ней сильно замедляет процесс пайки.
А если учесть, что провода из алюминия сейчас используются в основном для прокладки наружной силовой проводки, становится очевидным, что обычным паяльником и наждачной бумагой в этом случае не обойтись. Для соединения таких проводов все чаще применяется сварка.
Особенности сварки проводов инвертором
Чаще всего для производства электрической проводки используют медные провода. Алюминиевый аналог практически не используется. Сварку проводов, изготовленных из меди, делают с применением не только переменного, но и постоянного тока. Его напряжение находится в границах следующего диапазона: 12–36 B. При этом подача тока должна изменяться. Сварка проводов инвертором имеет свои особенности.
Аппараты инверторного типа

Плюсы инверторных агрегатов хорошо знакомы специалистам. Определенные модели оснащены ремешком, который позволяет носить инвертор на плече. Это дает возможность осуществлять сварочные работы со скруткой в распаечной коробке, стоя на стремянке. Инвертор можно подключать к бытовой электропроводке, так как аппарат имеет небольшое энергопотребление.
Инверторы обладают обширным спектром регулировки электротока. Их дуга весьма стабильная, прекрасно зажигается при небольших токах сварки. По этой причине и неподготовленный электрогазосварщик быстро способен достичь восхитительного эффекта и добиться оптимального качества сварки проводов.
Бытовые сварочные устройства маркируются аббревиатурой MMA. Затем указываются цифры, обозначающие величину рабочего тока – 200 или 250 B. Профессиональное устройство функционирует в температурном спектре до 150 градусов. Домашний аппарат обладает спектром от 0 до +30. Еще одним отличием домашнего устройства от профессионального и промышленного является длительность цикла работы.

Инвертор профессионального типа будет функционировать 8 часов с небольшими перерывами, промышленный – 24 часа с перерывом на 30 минут. Аппарат, предназначенный для бытовой эксплуатации, функционирует без перерывов 30 минут, а затем в течение часа остывает.
При сварке кабеля медного типа используется специальный угольный омедненный электрод, который именуют в простонародье «карандаш». Если угольного электрода нет, можно взять стандартный угольный стержень от непригодной батарейки. Сварочный ток, в зависимости от сечения и числа проводков, используется разного напряжения. Подходящим является тот режим, при котором прилипание электрода не происходит к участку сварки, а дуга устойчива.
Технологический процесс
Сварка проводов производится с применением технологии, благодаря которой получается оптимальный результат. Сварка проводов инвертором осуществляется поэтапно:
- Нужно зачистить кабель от внешней изоляции.
- Потом делают скрутку, подрезав ее так, чтобы кончики проводков находились на одном уровне, при этом минимальная длина скрутки должна быть 50 мм.
- Затем необходимо поставить медный зажим, который отводит тепло, и включить инвертор.
- Поднести кончик угольного карандаша к готовой скрутке, зажатой в держаке, и произвести соединение проводов сваркой.
- Через несколько секунд на конце скрутки сформируется небольшой шарик из расплавленного металла, после этого работы прекращают. Чтобы изоляционная оболочка в процессе работы не расплавлялась, с каждой из скруток работают не больше 2 секунд.
- После полного остывания кабеля, проводки изолируют при помощи обыкновенной изоляционной ленты или трубки термоусадочной.
Специфика сварочных работ с алюминиевыми проводами
Самым надежным способом сварки торца скрутки считается точечный метод. Преимущество этого способа заключается в том, что при сварочных работах происходит слияние металла проводников. И если при других вариантах может возникнуть переходное сопротивление площади контакта, то при точечном режиме этого не происходит. Соединенные электросваркой провода долговечны, их не требуется периодически обслуживать, осматривать и ремонтировать.
Возможные осложнения работы
При работе с кабелем из алюминия возникает ряд трудностей:

- Осуществить качественное соединение сложно из-за оксидной пленки, стремительно образующейся на металле. Это мешает получить однородное соединение проводков.
- Повышенная текучесть алюминия в расплавленном состоянии мешает добиться хорошего качества шва при сварке плотного соединения.
- Следует учесть усадку металла. Но полученный результат всегда допустимо улучшить при помощи дополнительной обработки скрутки.
Осуществлять действия с алюминиевым кабелем дома — сложная задача. Следует точно выбрать правильный сварочный режим. Бытует ошибочное мнение, что у инверторов постоянное выходное напряжение.
На самом деле устройство оснащено регулировкой силы электротока и напряжение можно понизить, в зависимости от диаметра провода:
| Напряжение, B | Диаметр проводков, мм |
| 25 | 0,5–1,0 |
| 20 | 0,3–0,5 |
| 12 | 0,1–0,3 |
| 10 | 0,05–0,1 |
А также следует правильно подобрать диаметр электрода, в зависимости от площади сердечника:
| Толщина металла, мм | 1–3 | 3–4 | 4–5 | 5–6 | 6–8 | 8–11 | 12–15 | 15–18 |
| Диаметр сварочного электрода, мм | 1,0–1,5 | 1,6–2,0 | 2,0–2,4 | 2,5–3,1 | 3,2–3,9 | 4,0–4,9 | 5,0–5,9 | 6,0 и более |
| Рекомендуемые значения тока, A | 20–60 | 50–90 | 60–100 | 80–120 | 110–150 | 140–180 | 180–220 | 220–260 |
Величина сварочного электротока варьируется в зависимости от количества проводов и их диаметра:
| Величина тока, A | Количество проводков | Сечение провода, мм |
| 70 | 2 | 1,5 |
| 80 | 3 | 1,5 |
| 100 | 2 | 2,5 |
| 120 | 4 | 2,5 |
При сварочных работах с переменным электротоком тяжело добиться хорошего результата и требуется немало мастерства, чтобы получить качественное соединение. Именно поэтому непрофессионалу потребуется хороший аппарат для освоения азов.
Видео по теме: Простой способ сварки скруток
Соединение проводов методом сварки своими руками
Монтаж систем электропитания должен обеспечить их безопасность и надёжность. И главный вектор внимания необходимо направить на места соединения проводов.
Любительский подход к делу экономит незначительные средства, но не обеспечивает необходимого уровня качества и безопасности системы.
Только знание технических условий и особенностей конкретных узлов даёт возможность обеспечить соединениям должное качество, а пользователю – уверенность в безопасности и долговечности электросистемы помещения. Поставив во главу технический момент, мы увидим, что самый надёжный и безопасный метод соединения электропроводки – это сварка! 
Для проведения сварочных работ Вам понадобится сварочный аппарат и некоторый навык. Обзор аппаратов приведён ниже, а для приобретения навыка Вам достаточно ознакомиться со статьёй и немного поупражняться.
Необходимые для работы инструменты и материалы
Для проведения работ по сварке проводов необходимы следующие приборы, инструменты и материалы:
- Сварочный аппарат
- Электроды для сварки проводов
- Защитные очки
- Плоскогубцы и бокорезы
- Флюс для сварки алюминия
Сварочный аппарат
Сварочный аппарат для работы с электропроводами должен быть компактным, иметь регулировку параметров и работать в диапазоне:
Сила тока 30 – 90 Ампер (А)
Напряжение 12 – 36 Вольт (В)
Потребление мощности 1 – 1.5 Киловатта (КВт)
Использование переменного и постоянного тока.

Сварочные аппараты комплектуются двумя силовыми кабелями (масса для скрутки, держатель электрода). Средняя цена аппарата 7000 рублей. Популярные марки Дон, ТС 700 – 1, ТС 700 – 2. Существует множество самодельных конструкций с использованием понижающего трансформатора, но мы рекомендуем сертифицированные.

Взять сварочный аппарат на пару дней в аренду можно в магазинах стройматериалов и инструментов.
Электроды для сварки проводов
Электроды для сварки проводов определяют качество и удобство работы.
Вам понадобятся электроды графитовые (сварка алюминия) и медно – графитовые (сварка меди).

Графитовые электроды при помощи флюса сварят алюминиевую скрутку до 20 мм диаметром.
Графитовые омеднённые электроды предназначены для сварки медных скруток без применения флюса. Диаметр скрутки до 18 мм.
В народе тип этих электродов называют карандашами. Перед покупкой посоветуйтесь с опытными электриками или продавцами магазина. Учитывая модель Вашего сварочника и специфику соединения, знающие люди упростят выбор.
Защитные средства
Защитные средства необходимы при работе по электромонтажу! Уделите внимание изоляции ручек плоскогубцев и кусачек, устойчивости стремянки и надёжной фиксации защитных очков.

Ручной инструмент
Плоскогубцы и бокорезы понадобятся для подготовки проводов и устройства скрутки.
Иногда плоскогубцы используют в качестве клеммы заземления. Бокорезы помогут сделать ровный плоский торцовый срез скрутки, что очень важно для качества сварки.

Соединение проводов методом сварки образует в месте скрутки однообразный фрагмент, токопроводимость которого равна проводимости самого материала. Практически, сварка в месте касания превращает несколько проводов в один. Это исключает окисление зон контакта и нагрева мест соединения. Показателем качественного сварочного соединения служит образовавшаяся металлическая капля в торце скрутки, .
Сварка алюминиевых проводов
Алюминиевые провода используются в строительстве с давних пор и в подавляющем большинстве. Мягкая податливость алюминия искушает соединять провода методом скрутки. В результате – самое большое количество аварий и пожаров происходит по причине недопустимо низкого качества таких соединений. Оксидная плёнка, образующаяся на поверхности алюминиевого провода, обладает высоким сопротивлением, что приводит к перегреву проводов в местах контакта.
Правилами Устройства Электроустановок (ПУЭ) соединение алюминиевых проводов таким способом запрещено. Есть несколько допустимых способов, но все они уступают по надёжности и безопасности методу сварки.

Основными сложностями при сварке алюминия являются быстрое образование оксидной плёнки и относительно низкая температура плавления. Использование флюсов предотвращает окисление при работе, а использование сварочного аппарата в режиме пониженной мощности не приводит к текучести провода от перегрева.

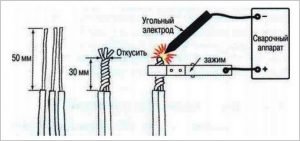
Перед сваркой нужно зачистить провода от изоляции на 50 – 70 мм и оксидной плёнки на 20 -30 мм и произвести скрутку. Торцовая плоскость должна быть ровной и чистой. Скрутка производится перед непосредственным выполнением сварки. Точечное касание при работе приходится именно на неё. Это относится ко всем типам проводов.

В углубление электрода необходимо внести флюс. Затем быстрым движением, не допуская перегрева, скользящим касанием вдоль торца сварить провода. Время касания не должно превышать 2 – 3 секунды. Если у Вас нет подобного опыта, потренируйтесь некоторое время. Главный момент – уверенность касательного движения к торцу с моментальным сдвигом по плоскости. Равномерность образованной капли сплава послужит оценкой Вашей практики.
После остывания соединение нужно заизолировать.
Сварка медных проводов
Сварка медных проводов позволяет получить соединение высокого качества по двум позициям – электротехническим и механическим. Идеальная токопроводимость соединения исключит нагрев проводки, а прочность позволит проводить работы в распределительных коробках, не опасаясь внезапного разъединения. Всевозможные клипсы и винтовые зажимы на практике оказываются слабыми, при незначительных воздействиях провод выскакивает из гнезда, создавая неудобство и возможность замыкания.
Для сварки медных проводов удобнее всего использовать инверторный сварочный аппарат. Сварка производится угольно – медными электродами. Время сварки — не более трёх секунд, дальше начнет плавиться изоляция.

Требования по подготовке скрутки такие же, как и для алюминиевых проводов.
Применение сварочного флюса здесь необязательно, достаточно удалить оксидную плёнку, зачистив провода до блеска. Можно обработать зачищенные провода растворителем. К сварке приступать нужно сразу после подготовки, не давая образоваться окислению.
Обязательно учитывайте высокую теплопроводность меди, используйте для придерживания провода плоскогубцы, поберегите пальцы от ожога.
После окончания подготовки Вам останется коротким точечным движением произвести сварку. Оптимальная продолжительность контакта – 2 секунды. Полученная металлическая капля и будет узлом однородного соединения проводки.
Не забывайте о высокой температуре места сварки, дайте ему остыть естественным способом, после чего заизолируйте лентой или специальным лаком.
Виды скруток электрических проводов для соединения сваркой
Места соединения электропроводки определяются общим проектом и выполняют различные функции в рамках общей цепи. Для конкретных ситуаций применяются различные виды скруток проводов. Грамотно выполненная скрутка обеспечит механическую надёжность соединения и последующее оформление (изоляция лентой, монтаж в распределительной коробке). На рисунке ниже мы приведём основные виды, наиболее часто применяемые в электромонтаже непромышленного назначения.

Сварка медных проводов с алюминиевыми
Разность температуры плавления меди и алюминия не позволяют произвести качественную сварку обычным способом. При содержании в сварочном шве меди свыше 15 % шов теряет прочность до неприемлемой.
При необходимости такого соединения плавится должен преимущественно алюминий.
Высококвалифицированные специалисты наплавляют медную пленку на поверхность алюминия, после чего приваривают к ней медную проволоку.
В этой статье мы данный вопрос рассматривать не будем, информация общеознакомительная.
Заключение
После внимательного изучения материалов статьи и некоторой практики, Вы сможете самостоятельно проводить соединение электрических проводов методом сварки.
Это позволит сэкономить значительные средства, Средняя цена на сварку одного соединения – 100 рублей. Количество соединений в двухкомнатной квартире более 50.
Как своими руками произвести соединение проводов методом сварки видео смотрите ниже:
Мы рады помочь Вам своим опытом в обустройстве Ваших домов. Соблюдайте правила техники безопасности и будьте осторожны!

