Как сварить чугун электросваркой в домашних условиях?
Технология сварки чугуна электродами. Описание процесса
У домашнего мастера выполнение сварочных работ со сталью не вызывает трудностей. А вот как варить чугун электросваркой знает не каждый сварщик-самоучка.
Особенности материала
Чугун — это сплав углерода с железом, где содержание углерода 2,14%. Что отрицательно сказывается на качественном соединении.
Процесс трудоемок ввиду:
- образования трещин и пор;
- при обработке появлению каленых структур и быстрому затуплению инструмента;
- тонкий материал рассыпается от перегрева.
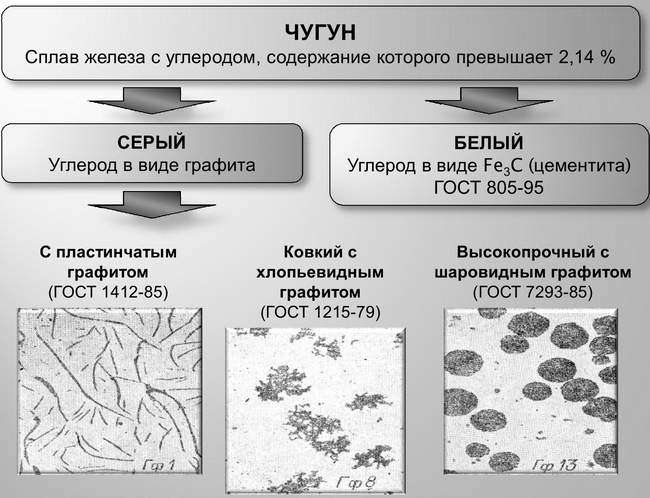
По составу чугун подразделяется на серые и белые:
- Белые не свариваются ввиду хрупкости и твердости. Подаются шлифовке;
- Серые (высокопрочный, ковкий) легко обрабатываются и ограниченно свариваются.
Технология сварки чугуна электродами
Существует 2 способа сварки чугуна — горячая и холодная.
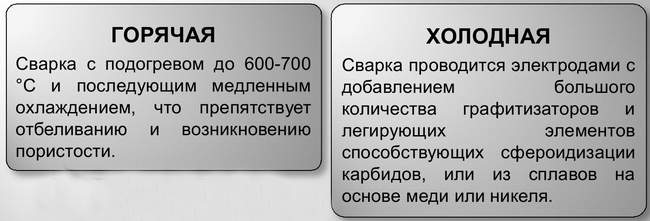
К горячей относится и полугорячая .
При горячем соединении деталь нагревают до температуры 600-700°С, выполняют сварку и медленно охлаждают чугунное изделие в печи. При полугорячем соединении поддерживают температуру 300-400°С.
Горячая и полугорячая сварка нуждается в дополнительном оборудовании. В бытовых условиях применяется холодное соединение.
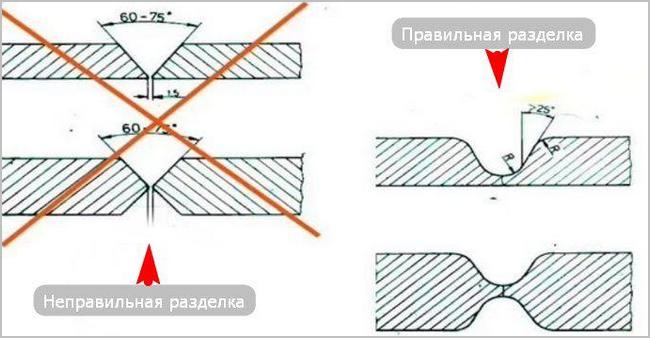
Разделка кромок
Сварка чугуна электродом в домашних условиях нуждается в разделке фасок. Обезжиривать и зачищать детали не требуется.
Снятие фасок выполняется:
- напильником;
- наждаком;
- болгаркой.
Нюанс : острые кромки не допускаются. Остроту снимают подходящим инструментом.
Как правильно сварить чугунные детали на холодную
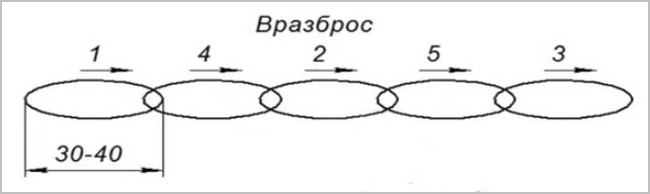
При соединении не перегревайте околошовную зону (не более 80°С). Делайте частые перерывы между проходами. Используйте многопроходную сварку.

- сначала выполните наплавку по краям фасок;
- затем постепенное заполнение шва;
- после каждого прохода делайте проковку валика по горячему.
Валики выполняйте длиной 40 мм, вразброс для снижения нагрева детали.
Как заварить чугун электросваркой в домашних условиях. Что понадобится:
- источник тока (инвертор);
- электроды 3 мм;
- щетка для зачистки шва;
- молоток для проковки и удаления шлака;
- шарошка или фреза для разделки фасок;
- щиток и перчатки.
- сначала разделка кромок и притупление острых углов;
- затем наплавка по краям фасок;
- далее постепенное заполнение шва.
Делайте проковку каждого валика по горячему. Не спешите, давайте время для остывания детали (нагрев околошовной зоны не более 80°С).
После заполнения сварочного шва, переверните деталь и разделайте кромки с обратной стороны. Выполните сварку, как описано выше. Соблюдая температурный режим и делая проковку каждого валика. По окончанию процесса, по желанию отшлифуйте наплавленную поверхность.
Видео:
Холодной сваркой ремонтируют батареи, тиски, блок цилиндров двигателя и другие конструкции из серого чугуна.
Марки электродов для сварки чугуна
В этой статье, вы можете познакомится с заводскими электродами и самодельными для соединения разных видов чугуна.
Таблица ниже, поможет выставить ток на аппарате для разных диаметров марок электродов:
- ЦЧ-4;
- ОЗЧ-2;
- ОЗЖН-1;
- МНЧ-2.
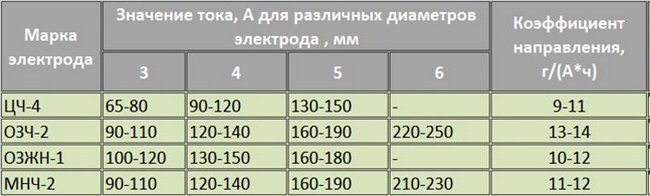
Значение тока указаны для нижнего положения электрода. Для вертикального положения ток уменьшают на 15-20 А, кроме ЦЧ-2.
В целях экономии, домашние умельцы приноровились выполнять сварку чугуна обычным электродом с медной проволокой. Видео ниже:
Также, медная проволока поможет в сварке чугуна со сталью.
Некоторые умельцы спрашивают, как варить чугун полуавтоматом? На форумах по металлообработке опытные сварщики советуют применять проволоку ПАНЧ 11. Соединение выполняется стежками по 2-5 см с проковкой, без газовой защиты на прямой полярности. Ток 90-110 Ампер в зависимости от толщины металла.
Чем резать чугун
Виды резки делятся на термические и механические. Перечень инструментов и способов:
- Болгарка — простой и доступный способ. Минус: рез происходит по прямой.
- Труборезы хорошо себя зарекомендовали при работе с трубами.
- Сабельная пила.
- Электродом.
- Газокислородная резка — неплохой вариант. Кислородно флюсовая улучшит качество резки чугуна.
- Мобильные установки Терморезак 2М (вес до 5 кг).
- Кислородно-копьевая резка и плазменная.
Как видите, есть из чего выбрать! В бытовых условиях широко применяется болгарка.
Технология сварки чугуна покрытым электродом с помощью инвертора в домашних условиях
Существует две группы чугунных сплавов: белые и серые сплавы. Первые сварке не поддаются, работать со вторыми можно. Следует учитывать, что повышенное содержание углерода не всегда позволяет получить качественное соединение. Поэтому, если возможно, рекомендуется усилить стыки при помощи шпилек, болтов или хомутов.
Какие электроды выбрать
Для сварки чугуна в России выпускают специальные покрытые электроды:
- ЦЧ-4;
- МНЧ-2;
- ОЗЧ-2;
- ОЗЧ-3;
- ОЗЧ-4;
- ОЗЧ-6.
Электроды, произведённые в России по лицензии:
Имеются импортные аналоги. Компания UTP также даёт подробные рекомендации по использованию своих материалов:
- UTP GNX-HD – обеспечивают стабильную дугу даже при малом токе, небольшое образование брызг, плавный перенос основного металла, швы не склонны к образованию разломов и трещин, хорошо подвергаются механической обработке. Варить нужно на короткой дуге, не перегревая заготовки. При работе с чугунными сплавами, склонными к подкалке, рекомендуется вести сварку маленькими валиками с последующей проковкой. Сварку в вертикальном и потолочном положениях лучше вести на переменном токе;
- UTP 85 FN – применяют для сварки и наплавки любых (кроме белых) марок чугуна, особенно с шаровыми графитовыми вкраплениями (пример: ВЧ 42-12 – ВЧ 60-2 ) и для соединения этих материалов со сталями и литыми заготовками. Имеет отличные характеристики: во время сварки поддерживается ровная и плавная дуга, высокая скорость производства работ. В результате получается красивый мелкочешуйчатый валик;
- UTP 86 FN – ферро-никелевый электрод с биметаллическим сердечником для сварки чугунных сплавов без подогрева. Используют для соединения и наплавок ряда типов (марок) чугуна: пластинчатого серого GG 10 – GG 40 (СЧ 10 – СЧ 40), высокопрочного (с шаровым графитом) GGG 40 – GGG 70 (ВЧ 42-12 – ВЧ 70-2), ковкого GTS 35 – GTS 65, а также для сварки этих сплавов с иными или сталей с литыми сталями;
- UTP 8 – для сварки «холодным» методом. Применяемость: серые, ковкие, сверхпрочные чугуны. Литые стальные сплавы. Соединение со сталью, медью и медными сплавами. Лучше всего применять для работы за один проход, нанесения (или наплавке) коренного шва при многослойных способах. Также можно заваривать трещины на старых промасленных чугунных деталях при восстановительных и ремонтных работах.
Ряд сварщиков предпочитает использовать для сварки (и наплавок) чугунов обычные электроды по нержавейке, например:
- ЭА-400/10У;
- ЭА-395/9;
- ЦЛ-11;
- ЦТ-15;
- ОЗЛ-6;
- НЖ-13;
- НИИ-48Г.
Но часто также используют УОНИ 13/55. Это самый бюджетный вариант. Иногда стержень предварительно обматывают медной проволокой.
 Примерная стоимость электродов УОНИ 13/55 на Яндекс.маркет
Примерная стоимость электродов УОНИ 13/55 на Яндекс.маркет
В каждом конкретном случае требуется подбирать электроды в зависимости от марки чугуна. Если узнать состав сплава невозможно, то необходимо заварить образец, провести испытания с учётом условий эксплуатации.
Подготовка материалов к сварке
Электроды требуется тщательно просушить. Если в условиях производства для этого используют специальные печи, то в домашней обстановке можно оставить электроды в обычной духовке на несколько (3-4) часов, выставив максимальную температуру.
Чаще всего из чугуна делают литые детали – элементы автомобилей, станков. Лопнувшие элементы нужно предварительно обработать:
- Промыть от грязи, масла.
- Просушить.
- Разделать кромки с помощью болгарки так, чтобы очистить поверхности от графита.
- Острые кромки притупить зачистным кругом для предотвращения возникновения напряжений по время сварки.
Перед началом рекомендуется обезжирить поверхности ацетоном.
Настройки сварочного аппарата
При настройке аппарата рекомендуется учитывать информацию, указанную производителем электродов на коробках. В таблице на пачке всегда указывается род сварочного тока (переменный или постоянный), положение шва (нижнее, верхнее), величина силы тока.
Обратная полярность – минус – крепится на деталь, прямая – на электрод.
Процесс сварки
Для соединения двух чугунных деталей их нужно сложить на верстаке или сварочном столе, желательно зафиксировать при помощи струбцин, зажимов, специальных приспособлений для уменьшения вероятности появления деформаций. Если же требуется заварить трещину, крепить элементы необязательно. Существует два способа сварки чугуна при помощи покрытого электрода и инвертора.
Горячий способ с предварительным подогревом
Полностью соблюсти технологию сварки в домашних условиях сложно из-за необходимости прогрева деталей до высоких температур. Принцип метода описан в ГОСТ 30430-96:
- Собирают изделие на прихватки.
- Свариваемые элементы нагревают до 400-600 градусов.
- Производят сварку, тщательно перемешивая расплавленный металл. Важно не прерывать процесс до того, как графит не сгорел в сварочной ванне. В конце нужно вывести электрод за пределы стыка и прервать сварку на основном металле.
- После этого деталь снова нагревают и дают ей медленно остыть.
Для контроля над температурным режимом используют термокарандаши, плавящиеся при определённых температурах (ставят метки на чугуне) или переносные пирометры. Чтобы изделие медленно остыло, его помещают в песок.
При необходимости сварки чугуна в домашних условиях можно нагревать детали при помощи газового резака или горелки.
Холодный способ без подогрева
Универсальный способ подойдёт для применения в полевых условиях – в гараже или на даче. Но для осуществления сварки необходимо использовать соответствующие электроды. Суть процесса:
При появлении дефектов – трещин, свищей, пор – нужно удалить их с применением зачистного круга. Произвести сварку вновь.
Ошибки, которые часто допускают при сварке чугуна. Советы
Разные чугуны свариваются по-разному. Некоторые сплавы соединить невозможно. Типичные ошибки:
- Слишком большой ток – при сварке металл сильно кипит, после кристаллизации слышны щелчки, появляются трещины на поверхности шва.
- Высокая скорость сварки – образуются горячие и холодные разломы из-за того, что металл слишком быстро остывает. Часто ошибку допускают при использовании «холодного» способа. Рекомендуется варить небольшими швами с разных сторон, переворачивая деталь.
- Мало тока – шов плохо формируется, кромки недостаточно проплавляются.
Даже если видимых дефектов не замечено, это не значит, что деталь сварена надёжно. Ответственные соединения нужно проверять: на изгиб, растяжение.
Для получения качественного стыка также используют резьбовые гужоны – стальные стержни с резьбой. Их вкручивают в стыки свариваемых деталей так, чтобы они удерживали обе части. После этого торчащие головки срезают. Важно подготовить детали под сварку заранее, до установки гужонов, затем поставить прихватки и обварить изделие. Гужоны рекомендуется вкрутить таким образом, чтобы будущий сварочный шов как следует соединил их с чугуном.
При заварке трещин применяют метод рассверливания концов разлома. Это предотвращает появление его снова. Нужно отступить от краёв на 5-10 мм, сделать отверстия диаметром 5-6 мм.
Сложность сварки чугуна в домашних условиях заключается в том, что в сплаве повышенное содержание углерода (более 2,14%). После сварки шов получается более пластичным, чем околошовная зона. Из-за этого образуются трещины, разломы. Соблюдение технологии может помочь добиться надёжного соединения. Если «холодным» способом не удаётся получить приемлемый результат, рекомендуется попробовать «горячий» метод.
Как варить чугун
Чугун широко применяется в различных областях человеческой деятельности. Из него делается множество бытовых изделий, в т. ч. сантехническое оборудование. Монтаж и ремонт металлоконструкций требует надежного соединения, для чего используются различные технологии. Сварка чугуна электродом является одним из самых популярных способов, но для ее качественного проведения необходимо знание особенностей процесса.
- Что такое чугун?
- Особенности сварки чугуна
- Как правильно заваривать чугун
- Технология и способы сварки
- Особенности сварки в домашних условиях инвертором
- Правильный выбор электродов для сварки чугуна
- Почему чугун может не свариться, как надо
- Причины дефектов
- Исправление ошибок
- Техника безопасности
Что такое чугун?
Как и сталь, чугун представляет собой сплав железа с углеродом, но содержание последнего компонента в его составе превышает 2,14 % и может доходить до 6,65 %. Кроме того, отмечаются примеси в виде кремния, марганца, серы и фосфора, а также легирующие добавки (хром, никель, магний и т. п.). Металл обладает высокой прочностью, но повышенное содержание углерода приводит к низкой пластичности и отсутствию ковкости. Из-за этого чугун сложно сваривать.
Особенности сварки чугуна
В зависимости от того, в каком виде присутствует углерод, чугун подразделяется на несколько видов:
- Белый чугун. В нем углерод содержится в виде цементита. Он отличается высокой твердостью, не поддается обработке режущими инструментами. Его крайне трудно варить.
- Серый чугун. Он содержит углерод в форме графита. Сплав достаточно легко поддается обработке. При сварке чугуна электродом в домашних условиях с инвертором обеспечивается надежное соединение.
- Ковкий тип. Он получается путем специальной обработки белого чугуна с преобразованием углерода в форму хлопьевидного графита. Этот сплав активно используется в машиностроении. Сварить его можно специальными электродами.
- Половинчатый чугун. Содержит углерод в обеих формах — цементит и графит. Применяется для изготовления изделий повышенной износоустойчивостью.
- Высокопрочный чугун. В нем углерод имеет шаровидную форму, приобретаемую в процессе кристаллизации. Применяется металл для особо ответственной продукции, в т. ч. труб.
Последние 2 типа сплава поддаются сварке электродом, но требуют особый подход. Сварочная технология разных типов чугуна существенно различается, что необходимо учитывать при работе.
Сварка чугуна связана со следующими сложностями:
- Некоторые составляющие сплава легко окисляются при расплавлении с образованием тугоплавких оксидов. Они приводят к неоднородности сварного шва и появлению непроваренных участков.
- При быстром охлаждении околошовной зоны формируется цементит, который в последующем не поддается механической обработке.
- Чугунный расплав обладает повышенной текучестью, что затрудняет формирование шва и удержание в сварочной ванне.
- Любой неравномерный прогрев и охлаждение сварочной зоны ведет к растрескиванию металла.
- При расплавлении чугуна выделяются газы, способные вызвать появление пор в сварном шве.
Как правильно заваривать чугун
Особые свойства металла вызывают повышенные требования к осуществлению сварочного процесса. Правильный подход обязывает к проведению тщательной подготовки. Рабочая зона должна быть хорошо очищена от любых загрязнений. Используются: болгарка, металлические щетки, «наждачка». Масляные пятна удаляются растворителями. При сильном загрязнении применяются горелки или пескоструйный аппарат.
Частое явление — трещины на поверхности по краям чугунных изделий. К их заделке необходим особый подход. Трещины разделываются и очищаются на всю длину для полноценного заполнения расплавом. При необходимости заготовки засверливаются по краям, а торцы разделываются под нужным для сварки углом.
Чугун можно заваривать несколькими способами, и важно правильно выбрать оптимальный вариант.
Технология и способы сварки
Выделяется 3 основных способа сварки чугуна в зависимости от предварительного нагрева:
- Горячий метод. Перед сваркой детали нагреваются до 600-680 °С, что повышает пластичность металла и снижает риск растрескивания. Такая техника идеально подходит для производственных условий, где имеются специальные печи. В доме подобный нагрев обеспечить крайне сложно, да и опасно.
- Полугорячая технология. Металл предварительно нагревается до 320-360 °С. Разогрев производится специальными фенами. В домашних условиях способ осуществить трудно, но при наличии отдельной мастерской можно провести процесс.
- Холодная сварка. Это наиболее распространенная методика для работ дома. Предварительный разогрев не производится или не превышает 60–80 °С. При этом способе придется учитывать все сложности работы с чугуном.
При выборе метода необходимо учитывать безопасность, тип металла и наличие необходимого оборудования.
Особенности сварки в домашних условиях инвертором
Для электросварки в домашних условиях можно использовать обычный инвертор или специальный домашний полуавтомат. Наиболее распространенный способ — холодная сварка электродами, когда в качестве источника тока используется инвертор. При подключении аппарата устанавливается обратная полярность. Он включается на минимальную мощность для данного типа электрода. Сварка производится короткими швами длиной 40–50 мм.
Применяется 2 способа обеспечения прочности сварного шва:
- Сварка со шпильками. Как правило, используются стальные шпильки диаметром до 0,4 толщины чугунной заготовки. Они вставляются в просверленные по краям отверстия. Вылет их не превышает 4–5 мм, а шаг установки — до 5 диаметров. На начальном этапе выступающая часть обваривается вокруг, а расплав заполняет шов. Затем, металл проваривается от шпильки к шпильке, формируя кольцевой шов. Постепенно вся поверхность в месте соединения должна равномерно заполниться наплавляемым металлом.
- Многослойная сварка. После тщательной подготовки кромок заготовок и формирования фасок, детали стыкуется и начинается послойное формирование сварного шва. После нанесение первого слоя осуществляется его тщательная проковка молотком. Затем, процедура повторяется со вторым слоем, и т. д. Если должны вариться плоские заготовки, то после наложения каждого слоя детали переворачиваются и слой накладывается на обратной стороне.
Правильный выбор электродов для сварки чугуна
Для сварки чугуна могут использоваться разные электроды:
- МНЧ2. Это универсальный электрод, который можно использовать практически для всех типов чугуна. Его можно применять для соединения заготовок и направки металла для заполнения трещин, и иных дефектов. Применяется только с инверторами постоянного тока и обратной полярности. Ориентация электродов в пространстве не ограничивается.
- ОЗЧ2. Эти электроды подходят для серого и ковкого типа чугуна. Их можно использовать при холодном методе. Важно помнить, что они применяются в нижнем и вертикальном положении.
- ЦЧК. Можно использовать в холодной и горячей технологии, но только в нижнем положении. Возможно применение в аппаратах переменного тока, но на максимально высоком напряжении.
- ОЗЖН1. Электрод применяется только при холодной сварке серого и высокопрочного чугуна. С его помощью можно варить массивные детали. Положение при работе — нижнее или вертикальное.
- ОК9218. Электроды можно применять только при нагреве заготовок. Возможно применение источников постоянного и переменного тока, но они очень чувствительны к правильности установки режимов.
Маркировка электродов дает нужную информация Буква «Ч» указывает на исключительное применение для чугуна, а «Н» и «М» — на наличие в их составе никеля и меди, соответственно. Выбор электродов определяется маркой чугуна. При проведении наплавки сварке массивных изделий рекомендуются электроды с обмазкой.
 Выбор силы тока в зависимости от марки электрода.
Выбор силы тока в зависимости от марки электрода.
Почему чугун может не свариться, как надо
Чугун относится к трудносвариваемым металлам, а потому качество сварки зависит от многих факторов. При несоблюдении режимов и неправильном выборе расходных материалов процесс может пойти не так, как задумано. Это, прежде всего, низкая прочность соединения, неоднородность сварного шва, наличие непроваренных участков, некачественный внешний вид.
Причины дефектов
Выделяются такие основные причины некачественной сварки:
- Образование пластинчатого графита в сером чугуне, который при растягивающих напряжениях вызывает появление холодных трещин.
- Нарушение температурных режимов (перегрев и слишком быстрое охлаждение) ведет к образованию горячих трещин.
- Быстрая кристаллизация приводит к образованию пор в сварном шве за счет выделения водорода, азота, водяного пара, оксида углерода.
- Чрезмерная скорость формирования сварного шва способны привести к появлению непроваренных участков.
- Чрезмерный нагрев металла, чаще всего, приводит к появлению дефектов. Расплав просто вытекает из сварочной ванны при слишком длительном процессе. Своевременные остановки позволяют избежать перегрева.
Исправление ошибок
Если при визуальном осмотре или с помощью специальных методик контроля качества выявлены существенные дефекты, то ошибку надо исправить. Основной способ — заполнение дефектов путем наплавления. Некачественный шов надо максимально обработать болгаркой и металлической щеткой. Особо обрабатываются трещины. Для наплавления используются электроды МНЧ-2, ОЗЖН, ОЗЧ-2, ЦЧ-4, Т-590. Перед процедурой желательно предварительно прогреть сваренное место до максимально возможно температуры для повышения пластичности металла.
Можно использовать простой и дешевый способ. Стальная проволока марки Св-08 (Сс-08А) обматывается тонкой медной проволокой и погружается в жидкое стекло. Ею можно обмотать место некачественного стыка, после чего осуществить заваривание путем ее расплавления электродом.
Техника безопасности
При проведении сварки в домашних условиях необходимо соблюдать правила техники безопасности:
- обязательная проверка технического состояния аппарата, применение только стандартного оборудования;
- использование обязательных средств индивидуальной защиты: маска сварщика, защитные очки, плотная одежда, закрывающая все участки тела;
- хорошая вентиляция рабочей зоны;
- наличие рядом огнетушителя и аптечки со средствами от ожогов;
- достаточное освещение рабочей зоны.
Если сварку проводит человек с недостаточным опытом, то необходимо присутствие помощника или наблюдателя. Необходимо предусмотреть все меры от непредвиденных ситуаций.
Чугун считается трудносвариваемым металлом, но большинство марок, используемых в быту, поддаются сварке в домашних условиях. Качественное соединение обеспечивает сварка электродами с применением инвертора. Для этого необходимо соблюдать режимы и правильно подбирать расходные материалы.
Варим чугун электродом
В случае протечки автомобильного коллектора или трещины в трубе из чугуна обращаются за помощью к сварщику. Но в отличие от низкоуглеродистых сталей, чугун сваривается гораздо хуже. Частыми дефектами выступают поры на поверхности шва, а после проведения сварочных работ можно услышать потрескивание изделия, которое свидетельствует об образовании микротрещин в околошовной зоне. В промышленных условиях этот металл, с высоким содержание углерода, соединяют с предварительной подготовкой изделия, подогревая материал индукционными токами, и обеспечивая его плавное остывание. Но как решить проблему в быту? Сварка чугуна электродом в домашних условиях осуществляется обычным инвертором. Получить качественное соединение возможно, правильно подготовив поверхность изделия и верно выбрав режимы сварки.

Как варить чугун дома
В домашних условиях сваривать чугун можно инвертором или трансформатором, работа которого дополнена преобразователем, выдающем на держатель постоянный ток. Это содействует качественному проплавлению основного металла, и уменьшает брызги при горении дуги.
Сварочный процесс, выполняемый в гараже или во дворе, можно провести двумя способами. Если требуется заварить трещину в коллекторе или устранить раковину на изделии, то можно воспользоваться холодным методом. Это означает проведение сварочных работ без предварительного подогрева металла. Дефектное место очищается от окислов и грязи. Если трещина узкая (менее 1 мм ширины), то необходимо запилить ее тонким диском болгарки. Это позволит глубже затечь расплавленному металлу, и усилит структуру шва. Холодный метод применяется на не ответственных соединениях, которые после восстановления не будут испытывать серьезных нагрузок.
В случае ремонтных работ на чугунных шестеренках, где откололся зуб и требуется его наплавка, или при сваривании между собой двух отдельных чугунных деталей, необходим предварительный подогрев изделия до 350 градусов. Этот метод сварки чугуна называется полугорячим. Свариваемый элемент можно положить в горн с жаром от твердого топлива. Через 20 минут можно его извлечь и начинать сварочные работы.
Альтернативным способом разогрева может послужить паяльная лампа (на керосине), или горелка с пропан-кислородным пламенем. Предварительный подогрев изделия поможет сгладить перепад температур между материалом и расплавленным присадочным металлом. Это минимизирует последующее появление трещин, и предотвратит образование цементитов, затрудняющих последующую шлифовку шва. Данный метод используют в тех случаях, когда требуется качественное соединение, способное переносить нагрузки при эксплуатации.
Для получения максимального эффекта от подогрева, необходимо обеспечить и плавное остывание изделия после сварки. В домашних условиях чугунную деталь можно засыпать золой от печи или сухим песком. Пользоваться конструкцией следует только после полного остывания.
Какие выбрать электроды
Для сваривания чугуна инвертором требуются специальные электроды, состав проволоки которых будет хорошо взаимодействовать с основным металлом, и препятствовать выделению углерода и образованию пор. В этом отношении отлично зарекомендовали себя следующие марки:
В их состав добавляется никель и медь, что препятствует высвобождению углерода. Дополнительно, растяжимые свойства этих примесей содействуют более прочному шву, способному переносить нагрузки на разрыв и излом.
Если нет возможности приобрести электроды для сварки чугуна, а ремонтные работы ждать не могут, то их можно изготовить самостоятельно. Для этого, на обычные электроды (Э-46, АНО-21) наматывают медную проволоку. Витки укладывают плотно друг ко другу одним слоем. Начинать намотку необходимо от конца электрода, который будет гореть. Диаметр медной проволоки значения не имеет, и может составлять от 0,5 до 1,0 мм. При горении электрической дуги плавится стержень самого электрода и намотанная медь, а обмазка электрода будет защищать сварочную ванну от внешней среды.
Настройки аппарата
Чтобы качественно заварить изделие из чугуна дома, требуется правильно установить настройки на сварочном аппарате. В зависимости от марки электрода и его диаметра, сила тока на инверторе выставляется по таблице ниже:
Сварка чугуна электродом
Содержание:
- Чугун — виды, применение
- Виды сварки
- Подготовка к сварке электродами
- Особенности сварного процесса
- Техника безопасности
- Заключение
- Интересное видео
Прочный и надежный — чугун является одним из самых распространенных материалов, используемых в быту и промышленности. У него есть свои неоспоримые преимущества: он служит долго, стоит относительно недорого, легко поддается сварке, со временем не теряет своих эксплуатационных характеристик. Когда может понадобиться сварка чугуна электродом? Если, например, прохудился шов в радиаторе отопления, его требуется залатать, или к батареям требуется приварить еще несколько отсеков.
Чугун — виды, применение

Чугуном называется своего рода смесь из железа и углерода. Материал твердый и износостойкий, но, парадокс, довольно хрупкий, если неправильно с ним обращаться. Вот почему сварка чугуна электродом в домашних условиях инвертором, должна производиться только после тщательной подготовки (об этом будет сказано чуть ниже).
В мире чугун известен давно — считается, что он появился в 6 веке до нашей эры.
Средняя температура плавления составляет более 1000 градусов по Цельсию. Работать с материалом можно при нагреве до 600 градусов.
По видам чугунный металл делят на следующие категории:
- белый;
- половинчатый;
- серый;
- высокопрочный;
- ковкий.
С течением времени чугун не теряет своей актуальности, его используют в разных сферах жизнедеятельности человека. Применяют материал для следующих целей и задач:
- ковки оградок;
- производства станков;
- выпуска сковородок для домашнего хозяйства;
- изготовления радиаторов отопления, труб, сантехнических соединений;
- создания ванн;
- в автомобилестроении — для выпуска коленчатых валов, цилиндров, двигателей и прочего.
Это — лишь малая часть задач, с которыми успешно справляется обыкновенный чугун. Важная особенность заключается и в том, что наплавка чугуна электродами осуществима в домашних условиях без помощи профессионального сварщика.
Виды сварки

Чтобы знать, как заварить чугун обычным электродом, важно разбираться в видах сварки вообще. Они подразделяются на:
- горячую;
- полугорячую;
- холодную.
Горячая действительно является таковой, происходит при температуре от 600 до 700 градусов по Цельсию. Нагревают металл в промышленных печах, которые считаются сверхмощным оборудованием. Чугун становится подвижным, как пластилин, с ним удобно работать. В процессе на изделии не появляются трещины или поры, которые препятствуют нормальной работе в дальнейшем.
Эксперты называют этот способ сварки максимально идеальным для чугуна. Естественно, на вопрос: можно ли варить чугун обычными электродами дома методом горячей сварки, ответ будет отрицательным. Создание такой колоссальной температуры в квартире или гараже, например, опасно для жизни и здоровья.
Полугорячая сварка тоже невозможна в домашних условиях. Она осуществляется при температуре в 300-400 градусов по Цельсию. Для нагрева используют специальные фены либо тэны. Данный способ применяют в промышленности. Основное его преимущество — скорейшее остывание в сравнении с горячим методом. Для начинающего мастера полугорячая технология сварки чугуна электродами практически неосуществима.
Холодная сварка подходит для дома. Она происходит при температуре максимум в 80 градусов по Цельсию.
Подготовка к сварке электродами
Чтобы начать сварочный процесс, необходимо произвести тщательную к нему подготовку. В частности:
- произвести ошкуривание поверхности;
- обезжирить части агрегата в обязательном порядке;
- подготовить сварочный аппарат, убедиться в том, что он технически исправен;
- определиться, как именно будет происходить сварка: по шпилькам или многослойно;
- приготовить достаточное число электродов;
- вспомнить правила техники безопасности.
Запрещается начинать работу, если поверхность не зачищена и не ошкурена — это создает вероятность возникновения опасной ситуации: острый элемент в процессе сварки отскочит и нанесет травму мастеру. Простые электроды в данном случае не подойдут. Необходимо приобрести те, что содержат в своем составе хром, медь и никель.
Нельзя начинать работу без теоретической подготовки к процессу. Несоблюдение технологии приведет к тому, что при застывании на материале образуются многочисленные поры и трещины, чугун потеряет свои превосходные эксплуатационные свойства, использовать его в дальнейшем будет просто нецелесообразно.
Особенности сварного процесса

Теперь расскажем: как сваривать чугун электросваркой. Когда мастер убедился в надежности оборудования, он может приступать к процессу. Для этого требуется выбрать, как варить чугун простыми электродами:
- по шпилькам;
- многослойно.
В первом случае мастер сначала устанавливает сами шпильки, а вокруг них образует шов. Опытные сварщики рекомендуют выполнять процедуру в шахматном порядке, чтобы не допустить перегрева материала. Завершают работу соединительным швом — он идет от одной шпильки и ее «окружения» к другой.
Многослойный способ заключается в следующем: создаются фаски, потом наплавляют начальный слой, его проковывают молотком, далее кладут второй слой, опять простукивают и так далее. После остывания шва, его в обязательном порядке ошкуривают, чтобы придать изделию эстетичный вид. Если есть возможность доступа к внутренней части изделия, то начальный слой при многослойном методе кладут с наружной и внутренней сторон. Так соединение становится еще прочней.
В целом, в том, как правильно варить чугун электродами, нет ничего сложного. Главное, соблюдать правила техники безопасности.
Техника безопасности
Еще до того, как варить чугун обычным электродом, важно позаботиться о соблюдении техники безопасности:
- рядом с рабочим местом поставьте огнетушитель;
- убедитесь в исправности сварочного аппарата;
- наденьте на руки специальные защитные перчатки для сварных мероприятий;
- закройте лицо маской или хотя бы очками;
- работайте исключительно в плотной одежде, чтобы частички раскаленного металла не имели возможности соприкоснуться с кожей;
- важно, чтобы в помещение, где производится сварка, всегда поступал свежий воздух;
- если сварку вы производите впервые, разумно пригласить помощника или хотя бы стороннего наблюдателя, чтобы в случае ЧП, было кому прийти на помощь.
Естественно, работать желательно в светлое время суток или хотя бы при достаточном освещении, в абсолютно трезвом и здоровом состоянии.
Заключение
В целом, процесс того, как сварить чугун с металлом электродом, описан выше. Детали и тонкости расскажут опытные сварщики. Не стесняйтесь обратиться к ним за советом. Для работы дома выбирайте холодный метод. Работайте только с проверенным оборудованием, не забывайте про технику безопасности.
