Как запаять бак из нержавейки?
Пайка нержавейки в домашних условиях

Паять нержавеющий метал непросто. Это достаточно трудоемкий процесс, особенно, если речь идет о выполнении работы в домашних условиях. Неприятностей и проблем можно избежать, если в деталях ознакомиться с особенностями работы. Намного меньше затрат времени и труда потребуется, если предстоит паять нержавеющий сплав, в составе которого никеля и хрома содержится не больше четверти. Соединения такого рода сплавов позволяет получать очень прочные конструкции из разнородных металлов. Исключение составляют сплавы с содержанием алюминия и магния.
Сложность возникает при пайке нержавеющей стали, в составе которой содержится много никеля. Вызвано это тем, что такие сплавы при сильном нагреве (примерно 500-700 градусов Цельсия) вступают в химические реакции, результатом которых являются в том числе и карбидные соединения. Интенсивность их формирования прямо пропорциональна продолжительности нагрева. Поэтому быстрое выполнение работы позволяет отчасти решить проблему.
Чтобы при пайке свести к минимуму вероятность получения карбидных соединений, в сплав добавляется титан. Помимо этого, по завершению создания соединения конструкцию нагревают. Термическая обработка препятствует протеканию химических процессов, в результате которых образуется карбамид. Очень аккуратно нужно паять клепанную нержавейку. Она достаточно хрупкая и под воздействием горячего припоя может покрыться трещинами. Таких последствий можно не допустить. Для этого достаточно убрать нагрузку соединяемых элементов. В дополнение рекомендуется соединяемые детали предварительно нагревать.
- Как паять нержавейку оловом в домашних условиях
- Припой для нержавейки и его типы
- Флюс для пайки нержавейки и его приготовление
- Полезные советы
- Что еще нужно знать про пайку нержавейки
- Правила работы с реостатами
Выбор припоя для выполнения конкретной работы зависит от химического состава заготовок и условий протекания процесса. К примеру, если паять детали приходится в условиях высокой влажности, то предпочтение следует отдать серебряным припоям. В их составе присутствует небольшое количество никеля. Если же предполагается выполнения работ в сухом помещении или в печи, то лучшим выбором станет серебряно-марганцевый или хромоникелевый припой.

Самый распространенный вид флюса для пайки нержавеющих металлов – бура. Она представляет собой пасту или порошок и наносится непосредственно на место соединения. Процесс плавления буры на поверхности заготовок способствует одинаковому прогреву металла заготовок по всей площади соприкосновения до оптимальной температуры, составляющей 850 градусов Цельсия. После того, как достигнут температурный оптимум, на место соединения заготовок можно вводить припой. Контролируется нагрев визуально. О том, что температура достигла требуемого уровня свидетельствует изменение оттенка соединения. Оно становится светло-красным.
По завершению работ на стыке можно найти остатки флюса, которые не плавились. Их следует удалить. Проще всего это сделать проточной водой. Другой вариант – пескоструйная обработка. Нельзя для очищения поверхности применять соляную или азотную кислоту. Хотя они и эффективны в лане растворения шлаков, но оказывают негативное воздействие как на припой, так и на сам металл.
Как паять нержавейку оловом в домашних условиях
Не так уж и редко требуется ремонт предметов домашнего обихода или узлов бытовой техники. Выполнить это сможет любой желающий, у которого есть опыт пайки. Новички тоже не испытают особых трудностей. Важно только придерживаться последовательности и техники выполнения работ. Естественно, что потребуется специфический инструмент и расходные материалы.

Прежде, чем приступить к пайке, следует основательно подготовиться. Тем, кто берет паяльник в руки впервые, нужно внимательно изучить теоретический курс и хотя бы немного попрактиковаться. Для этого можно использовать пришедшие в негодность элементы бытовой техники. Для пайки нержавеющей стали потребуются инструменты и оснастка:
- электрический паяльник мощностью от 100 ватт;
- кислота для пайки, которая служит в качестве флюса;
- абразивные инструменты или материалы: наждачная бумага, напильник и т.п.;
- припой на основе олова и свинца, предназначенный для работы со сталью;
- стальной трос и металлическая трубка.
Алгоритм выполнения работ по пайке нержавеющей стали:
- Рабочая поверхность тщательно очищается. Важно убрать следы технических жиров, краски, лака. Металл должен быть чистым и обезжиренным.
- После завершения подготовки соединяемых деталей наносится флюс. Чаще всего для этих целей применяется паяльная кислота. Основная ее задача состоит в том, чтобы создать условия для лужения стыков соединяемых элементов.
- По завершению обработки кромок флюсом можно приступать к лужению. Процесс представляет собой нанесение на поверхность металла немного оловянно-свинцового припоя. Бывает, что лужения с первого раза не получается. Тогда процедуру нужно повторить, предварительно разогрев поверхности заготовок.

- В редких случаях нормально залудить металл не получается даже после разогрева заготовок. Припой не получается положить на поверхность тонкой пленкой. Он скатывается в виде шариков. В этом случае потребуется кисточка с металлической щетиной. Она изготавливается из трубки и предварительно распущенного троса. Поверхность стыков заготовок снова обрабатывается паяльной кислотой. Затем зачищается металлической кисточкой с одновременным подогревом места будущего соединения деталей. Длительная обработка нужна для того, чтобы убрать с нержавейки окисную пленку. Именно она чаще всего становится самым серьезным препятствием на пути качественного лужения.
- Когда на поверхности соединяемых деталей уже есть тонкий слой олова, то можно приступать к пайке. Паяльником разогревается припой, расплавом которого следует тщательно заполнить стык между заготовками.
Припой для нержавейки и его типы
Нержавеющую сталь можно паять двумя типами присадочного материала – мягким и твердым. Основу первых составляет олово и свинец, а твердый припой производится из тугоплавких металлов. Легкосплавные типы припоя характеризуются высокой пластичностью и текучестью. То есть в расплавленном состоянии они хорошо наполняют все пустоты, которые существуют в стыках соединяемых элементов. Другое их важное преимущество заключается в высокой раскислительной способности. Это очень важно при работе с нержавеющей сталью, которая в результате химического взаимодействия с кислородом покрывается оксидной пленкой.

В отличие от мягких твердые припои в домашних условиях позволяют получать более надежные соединения. Они изготавливаются из металлов, температура плавления которых намного выше, нежели олова или свинца. Застывая, припой образует прочный и тверды стык, способный выдерживать сильные механические нагрузки. Довольно часто в такие припои подмешивают техническое серебро. Доля примеси может составлять до 30%.
Одной из наиболее востребованных марок «серебряного» припоя является HTS-528. Данный припой отлично показал себя не только в пайке нержавеющей стали. Он успешно применяется для соединения заготовок из меди, латуни, никеля, бронзы и прочих металлов. На рынок расходный материал поставляется в виде прутка, на поверхность которого уже нанесен флюс. При выборе данного припоя необходимо учитывать, что температура его плавления составляет 760 градусов Цельсия.
Флюс для пайки нержавейки и его приготовление
Одним из наиболее важных вопросов, которые приходится решать перед выполнения пайки – выбор наиболее подходящего флюса. Иногда специалисты отдают предпочтение не покупке готового, а самостоятельно готовят расходный материал. Классический рецепт предполагает использование таких элементов:
- фтористый кальций – 10%;
- борная кислота – 20%;
- бура – 70%.

Для соединения заготовок небольшого размера можно использовать флюс, включающий в себя только два элемента: буру и борную кислоту в соотношении 1:1. Компоненты в сухом виде смешиваются между собой в равных пропорциях и только после этого добавляется вода. Полученный раствор пригоден к работе и может наноситься на место будущего соединения.
Полезные советы
Опыт специалистов со стажем позволил выработать список полезных рекомендаций. Соблюдая их, начинающий специалист сможет получить результат хорошего качества. Советы мастеров:
- Для работы лучше всего подходят паяльники, мощностью от 60 до 100 ватт. Самым лучшим выбором станет именно стоваттный инструмент. Габаритные конструкции, а также трубопроводы лучше соединять не электрическим паяльником, а газовой горелкой.
- При выборе электрического паяльника желательно отдавать предпочтение инструментам с необгорающими наконечниками.
- Расходные материалы из оловянно-свинцового сплава являются самыми удобными, экономичными и универсальными. С их помощью получается соединение хорошего качества. Для работы с пищевыми резервуарами, кухонными или столовыми емкостями следует брать припой из чистого олова без примесей свинца или других вредных добавок.

- Пайку металлических конструкций следует выполнять в хорошо проветриваемом помещении.
- При выполнении работ нужно пользоваться индивидуальными средствами защиты. В противном случае можно нанести непоправимый вред своему здоровью.
Что еще нужно знать про пайку нержавейки
Если требуется соединить изделия из нержавейки, к которым предъявлены высокие требования, то часто предпочтение отдается особым маркам припоев. Очень часто такие расходные материалы изготавливаются на основе фосфора и никеля, а также сплава марганца, хрома и никеля. Вторая группа припоя отлично подходит в тех случаях, когда металлы соединяются в среде защитного газа, в частности смеси аргона и трехфтористого бора. Паять по такой технологии можно и другими видами припоев, к примеру, чистой медью. Она отлично прилегает и формирует прочное соединение.

Изготовленные на основе никеля припои отличаются тем, что позволяют создавать очень прочные и долговечные соединения. С другой стороны, соединение получается жестким. Недостаточный уровень пластичности делает такой стык непригодным для использования в условиях часто изменяющегося вектора нагрузки. Проще говоря, если конструкция будет эксплуатироваться в условиях вибрации, может подвергаться ударам или другому резкому механическому воздействию, то припой из никеля лучше не применять. Помимо этого, такого рода соединения не любят очень низких температур. И последний штрих связан с условиями работы с такими припоями. Для их использования требуется создания защитной среды из аргона или сухого водорода. Паять также можно и вакууме. Температура плавления никелевого припоя составляет больше 1000 градусов Цельсия. То есть, этот расходный материал не подходит для любительского использования.
Принципы проведения пайки нержавейки в домашних условиях
Кто работал с нержавеющей сталью знают, что паять этот материал непросто. У этого процесса есть определённые особенности, зная которые можно избежать ошибок и спорных моментов при соединении деталей. Пайка нержавейки — это процесс, который доступен не только опытным мастерам, но и новичкам. Важно правильно выбрать инструменты, расходные материалы и выполнять определённый порядок действий.
 Пайка трубы из нержавейки
Пайка трубы из нержавейки
Инвентарь
Для проведения работ нужно заранее подготовить все необходимые инструменты. Если пайка стали проводится в домашних условиях, нужен следующий инвентарь:
- Электрический паяльник. Оптимальная мощность оборудования — 100Вт. Как аналогичный вариант можно использовать ручную пропановую горелку.
- Раствор для обезжиривания рабочей поверхности.
- Флюс для пайки.
- Припой на основе олова.
- Ветошь.
Нельзя забывать про средства индивидуальной защиты — защитные очки, перчатки, костюм для работы и респиратор.
Типы припоев
Припой для пайки нержавейки считается основным расходным материалом при проведении работ. Существует две группы припоев:
- Мягкие — смеси, изготавливающиеся из свинца и олова. Эти материалы увеличивают показатели пластичности и текучести расходного материала для создания соединительного шва. Недостаток мягких составов — низкая прочность отвердевшего материала.
- Твердые — используются в мастерских и на предприятиях. Составы содержат в себе 30% технического серебра, благодаря которому соединение получается прочным и долговечным.
Приготовление флюса
Правильная пайка нержавеющей стали требует от человека грамотного выбора флюса. Связано это с тем, что устойчивые к воздействию коррозийных процессов сплавы легко повредить в процессе сварки. Чтобы не допустить ошибки при выборе покупной смеси, можно приготовить её самостоятельно. Изготовление флюса:
- Взять порцию буры и такое же количество борной кислоты.
- Перемешать компоненты между собой.
- Разбавить чистой водой.
- Мешать до образования однородной массы.
Самодельные флюсы не уступают покупным составам. Чтобы увеличить его эффективность, перед нанесением вещества требуется обработать металлическую поверхность наждачной бумагой или надфилем.
Особенности проведения работ в домашних условиях
Изделия из нержавеющей стали есть в большинстве квартир и домов. При их поломке можно попробовать соединить детали самостоятельно. Пайка нержавейки в домашних условиях требует не только подготовки инструментов и расходных материалов, но и навыка. В первые разы лучше тренироваться на изделиях, которые не жалко выкинуть.
Для проведения работ нужно оборудовать рабочее место. Выполнять спайку нужно на негорючей поверхности, которая не передаёт тепло. В помещении должна быть установлена система вентиляции для вытяжки испарений флюса и припоя. На рабочем столе требуется расположить тиски или струбцины, для зажатия скрепляемых деталей.
Технология работы паяльником:
- Пайка нержавейки электрическим паяльником начинается с зачистки рабочей поверхности и её обезжиривания.
- Далее на место соединения наносится флюс.
- Припой равномерно распределяется по соединяемой поверхности с помощью паяльника.
Бывают ситуации, когда припой не хочет приставать к материалу. Чтобы исправить эту проблему, требуется повторно зачистить поверхность с помощью проволочной щётки и обезжирить её.
Если работы проводятся с помощью газовой горелки, нужно учитывать некоторые особенности. Требуется нагревать заготовку, а не место соединения деталей. Таким образом припой расплавляется равномерно и не растекается в стороны. Заканчивать нагрев нужно после вытекания припоя из шва.
Недостатки пайки нержавейки твердыми припоями
Твердые припои на основе олова для пайки нержавеющей стали имеют существенные недостатки:
- Низкая прочность готового соединения.
- Температура, которую выдерживал материал, снижается до температуры плавления припоя.
 Пайка твердым припоем
Пайка твердым припоем
Из-за высокого показателя текучести твердого припоя при нагревании с ним сложно работать на вертикальных поверхностях.
Полезные советы
Пайка стали является трудоемким процессом, в ходе которого могут возникать спорные моменты. Чтобы не зацикливаться на них, нужно брать во внимание советы и рекомендации других мастеров:
- Электрического паяльника мощностью в 100 Вт хватит для проведения домашних ремонтных работ. Желательно выбирать модель с не обгорающим наконечником.
- Лучшим видом припоя являются прутья из сплава свинца и олова. Если нужно заделать трещину в посуде, требуется использовать оловянные припои.
- Система вентиляции убережёт дыхательные пути от заболеваний, связанных с вдыханием вредных примесей.
Тренироваться нужно на ложках, чашках и старых мисках. Можно использовать отходы от производства оцинкованных отливов.
Самые распространенные ошибки
Существует ряд ошибок, которые человек может допустить при проведении работ:
- Припой может не приставать к материалу из-за некачественной очистки рабочей поверхности.
- Загрязнение детали жирными пальцами перед нанесением флюса.
- Недостаточный нагрев. Припой не всегда успевает заполнить шов для надёжного скрепления.
Важно не забывать чистить наконечник паяльника. Желательно воздержаться от использования припоев с высоким процентным содержанием свинца.
Пайка нержавейки оловом
Автор: Игорь
Дата: 29.06.2016
- Статья
- Фото
- Видео
Пайка нержавейки оловом для многих является достаточно сложным процессом, так как тут играет свою роль особенность поведения данного металла. Такой припой является одним из лучших вариантов, который может использоваться для нержавеющей стали. Это стандартный метод, который знаком многим, кто занимается пайкой, но в случае с нержавейкой не всегда можно гарантировать качественный и надежный результат. Данный процесс используется, как правило, для небольших соединений, когда требуется прикрепить мелкие детали. Также это необходимо при заделке мелких трещин и прочих подобных дефектов. Требования к соединению не столь высоки, как к сварке, тем не менее, необходимо сделать все максимально качественно. Припой для таких процедур поставляется в прутках, которые похожи на сварочную проволоку.

Пайка нержавейки оловом
В промышленности данный метод не так часто используется, как пайка нержавейки оловом в домашних условиях. Вне зависимости от того, происходит пайка при помощи паяльника, или с помощью газовой горелки, материал быстро растекается и все действия должны быть аккуратными. Чтобы уменьшить негативное влияние, следует правильно подбирать режимы работы, а также расходные материалы. В технических условиях все это осуществляется по ГОСТ 860-75.
Преимущества пайки нержавейки оловом 
- Пайка нержавейки оловом помогает относительно легко и быстро заделать мелкие поломки, не прибегая к сложным процедурам;
- Сам процесс занимает не много времени и не требует длительной подготовки;
- Расходные материалы имеют относительно небольшую стоимость;
- Олово уменьшает текучесть нержавейки при пайке, что делает процесс менее сложным, чем с другими припоями;
- Для многих вариантов конечный результат обладает достаточно хорошим качеством.
Недостатки пайки нержавейки оловом
- Пайка уступает многим другим процессам получения неразъемного соединения по крепости, так что для ответственных конструкций ее нельзя применять;
- Из-за применения олова температурный диапазон эксплуатации деталей снижается, так как материал может расплавиться;
- Остаются сложности с поведением нержавейки в жидком состоянии.
Режимы пайки оловом
Температура пламени горелки, градусов целься
Подготовка оборудования и необходимых материалов
Пайка оловом нержавейки предполагает правильный подбор инструментов и прочего оборудования. Для этого вам понадобится:
- Паяльник или газовая горелка;
- Растворитель;
- Припой;
- Металлическая щетка;
- Флюс;
- Защитные перчатки;
- Ткань для протирки.
Паяльник желательно брать мощностью в 100 Вт, так как менее мощные модели не смогут расплавить материал.

Паяльник для пайки нержавейки
Если речь идет о соединениях больших размерах, то здесь может потребоваться и более мощный паяльник. Жало инструмента должно быть необгораемым, так как это существенно увеличивает срок его службы. Следует отметить, что возможности паяльника являются ограниченными, так как он может работать только с легкоплавными припоями. Для такой пайки лучше всего подойдут бруски чистого олова или прутки из серии ПОС.

Бруски олова для пайки нержавейки
Первый вариант хорошо подходит для посуды и прочих емкостей, так как не содержит примесей. В качестве флюса лучше всего для данной разновидности использовать ортофосфорную кислоту. Ею необходимо обрабатывать места, где будет паяться металл и тогда схватывание будет на куда более высоком уровне.
Выбор припоя и других материалов
Пайка нержавейки паяльником предполагает грамотный подбор припоя, так как от него будет зависеть качество соединения. Одной из самых популярных в данном планет является серия «ПОС». В отличие от обыкновенного олова, которое продается для пайки в виде брусков, имеет еще дополнительные вкрапления свинца, что изменяет свойства материала. Стоит обратить внимание на марки:
- ПОС50Кд18;
- ПОС-61;
- ПОС-40.
В них может содержаться не только олово, но еще и кадмий, свинец и прочие металлы. Если вам нужно паять детали, которые будут соприкасаться с пищевыми продуктами, то в материале, кроме олова, ничего лишнего не должно быть, так как остальные вещи могут оказаться вредными для здоровья. Для нержавейки сложно подобрать флюс, так как далеко не каждый тут сможет пригодиться. Здесь требуется, так называемый «активный флюс», в качестве которого выступает паяльная кислота, ортофосфорная кислота или хлористый цинк. Желательно, как только он будет нанесен на поверхность, сразу начинать процедуру, чтобы флюс не взялся пленкой.
Технология пайки нержавейки оловом
Перед тем как начнется пайка нержавейки оловом, требуется очистить от окисной пленки, которая может образовываться на поверхности металла, а также от прочих загрязнений. Это делается при помощи металлической щетки или наждачной бумаги.

Зачистка металла перед пайкой
Затем проходит процедура обезжиривания, для чего понадобится растворителем, для чего можно использовать и ацетон.Когда поверхность будет очищена можно наносить флюс, если вы не используете комбинированный припой, который уже содержит его в своем составе.
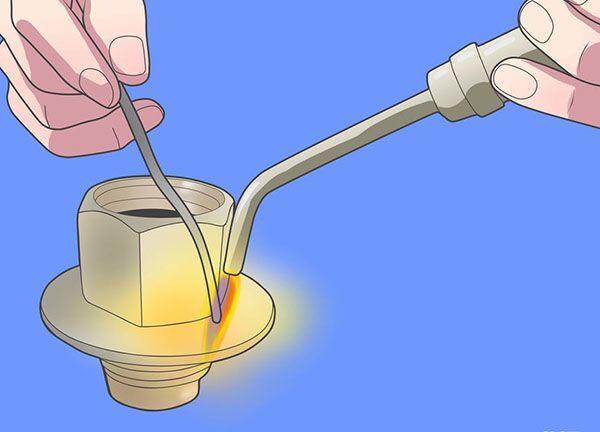
Далее происходит разогрев при помощи горелки или жала паяльника. При использовании горелки нужно следить за уровнем кислорода, так как при его избытке металл будет окисляться. Для распознавания такого параметра, необходимо обратить внимание на цвет пламени, так как в перенасыщенном составе оно будет светло-синим. Необходимо разогреть все место соединения до такой температуры, чтобы припой мог расплавиться.

Он должен плавиться не от горелки, а от разогретого ею металла. Припой укладывается в область, где находится стык, это делается постепенно, пока не будет заполнена вся область.
Это следует делать, пока излишки не начнут вытекать из зазоров, тогда можно гарантировать наилучшую степень схватывания.»
Контроль качества
Для этого используется ГОСТ 19249-73. Здесь могут использоваться методы контроля с разрушением и без. Среди них выделяют такие как:
- Радиационный контроль;
- Технический осмотр;
- Радиоскопический метод;
Меры безопасности
Когда происходит пайка нержавеющей стали оловом в домашних условиях, то следует соблюдать правила электробезопасности. Главной проблемой является то, что можно обжечься при контакте с паяльником, разогретым металлом или припоем. Также следует избегать вдыхания испарений металлов.
Флюс для пайки нержавейки оловом
Время чтения: 7 минут
Пайка нержавеющей стали — это один из самых трудоемких видов сварки. Особенно, если вы работаете в домашних условиях. Самая часто применяемая технология в этом случае — сварка нержавейки оловом. Или, если быть точнее, оловянным припоем, в составе которого также могут содержаться другие металлы. Например, свинец.

Чтобы добиться достойного качества соединения необходимо строго соблюдать технологию пайки и использовать флюс для нержавейки. Флюс выполняет защитную функцию, препятствуя окислению металла. В этой статье мы подробно расскажем, какой флюс необходимо использовать при пайке нержавейки оловом и какова технология сварки.
Общая информация
Самый распространенный тип флюса, применяемый для пайки нержавеющей стали — это бура. Выпускается в порошкообразном и пастообразном виде. С пастой работать проще, если вы выполняете работы в домашних условиях. Флюс в виде порошка зачастую используете в связке со специальными машинами, подающими порошок в сварочную зону.

При воздействии температуры бура плавится и распределяется по металлу. Из-за этого сама деталь прогревается равномернее и быстрее достигает нужной температуры. Не забывайте, что нержавейка — металл тугоплавкий, поэтому для прогрева металла необходимо потратить немало времени. При нагревании детали следите за цветом. Если металл приобрел красный цвет, значит пора вводить припой.
Но, о технологии пайки мы расскажем чуть позже. А пока еще пара слов о флюсе. Его следы неминуемо останутся на поверхности металла после пайки, поэтому их необходимо удалить. Самый простой способ — применение воды. Если деталь небольшого размера, то ее можно просто промыть под водой. Второй способ — пескоструйная обработка. Это трудоемкий, но крайне эффективный вариант.
Для удаления флюса категорически нельзя использовать соляную или азотную кислоту. Они эффективно и быстро очищают металл. Но при том могут повредить его поверхность и ухудшить качество швов.
Выбор флюса
Недостаточно просто знать, какой флюс подходит для пайки нержавейки. Необходимо понимать, как его выбирать. Выше мы уже упомянули, что для домашней работы лучше использовать пастообразный флюс или даже жидкий. Он наносится с помощью кисти. А вот порошкообразный или сыпучий флюс скорее подходит для профессиональной сварки на производстве.
С консистенцией все ясно. А что насчет состава флюса? Здесь не все так просто. Многие ошибочно полагают, что раз флюс называется «бура», значит и состоит он из этого компонента. Это не совсем так. Бура (она же натриевая соль борной кислоты) — это около 70% от всего флюса. Остальные 30% — сама борная кислота и фтористый кальций в разных пропорциях. Желательно, чтобы фтористого кальция было меньше, чем борной кислоты.
Если вы будете работать с деталями небольшого размера, что часто бывает в домашних условиях, то флюс для пайки нержавейки можно приготовить своими руками. В этом случае необязательно использовать фтористый кальций. Достаточно смешать буру и борную кислоту в равных пропорциях. Т.е., 50% буры и 50% борной кислоты. Все компоненты должны быть в сухом виде. После смешивания полученная смесь разбавляется водой и наносится на место пайки.
Пайка своими руками
Стоит отметить, что пайка нержавеющей стали в домашних условиях с применением оловянного припоя — это не такое уж частое явление. Поскольку сама технология пайки сложна и редко применяется в быту. Но порой домашнему мастеру все же приходится столкнуться с необходимостью пайки нержавейки. Это может быть просто мелкий ремонт. Что делать в таких случаях?
Прежде всего, ознакомьтесь с обучающими материалами и видео. Они помогут лучше понимать всю суть работы с нержавеющей сталью. Так вы сможете избежать большинства ошибок и добиться более-менее достойного результата. А мы, в свою очередь, кратко расскажем вам, как выполнять пайку и что нужно учесть.
Инструменты
Работа начинается с инструмента. Без него вы просто не сможете выполнить пайку. Конечно, некоторые инструменты можно сделать своими руками из подручных средств, но мы все же рекомендуем приобрести качественный инструмент в магазине.
Итак, для пайки вам понадобится:
- Электрический паяльник, работающий от стандартной сети в 220В. Его мощность должна быть не ниже 100Вт, а лучше еще больше.
- Конечно, флюс типа «бура». Пастообразный или жидкий. А также кисточка для его нанесения.
- Наждачная бумага, напильник или шлифмашинка.
- Металлический припой, изготовленный из чистого олова или смеси олова со свинцом.
Необязательно, но рекомендуется держать при себе стальной трос и небольшую металлическую трубку. Позже вы узнаете, зачем нам нужны эти компоненты.

Технология пайки
Теперь перейдем к технологии пайки. Еще раз повторим, что мы рассказываем о пайке на дому, а не в условиях промышленного цеха.
Для начала зачистите поверхность металла. Для этого используйте наждачку, шлифмашинку или напильник. Удалите все пятна, загрязнения, следы или масла или краски, очаги коррозии. Если это не сделать, качество сварки сильно ухудшится. Швы будут дефектными, и ваша работа пойдет насмарку.
После того, как вы тщательно подготовили поверхность деталей, нанесите флюс. Чтобы нанести флюс для пайки нержавейки используйте небольшую кисточку. Наносите флюс равномерным не толстым слоем. Флюс не только защитит сварочную зону от окисления, но и обеспечит качественное лужение. Об этом мы поговорим далее.
После нанесения флюса на будущую зону сварки, необходимо выполнить лужение. Луженое — это процесс, при котором тонкий слой олова наносится на металлическую поверхность. Этот процесс необходим для дальнейшей пайки. У новичков часто не получается с первого раза правильно выполнить лужение. Это не страшно. Вы можете нанести второй слой, предварительно прогрев детали до невысокой температуры.

Вы прогрели детали, снова попытались выполнить лужение, но ваши попытки не увенчались успехом? У многих сварщиков припой просто скатывается вниз, вместо того, чтобы образовывать тонкий слой на поверхности металла. Здесь-то нам и понадобится стальной трос и металлическая трубочка. Из этих двух компонентов можно сделать простейшую металлическую кисть.
Чтобы ее изготовить, трос должен быть того же диаметра, что и трубочка. Трос продевается в трубочку и на одном конце разматывается до образования своеобразной «косточки». С помощью такого приспособления выполняется зачистка металл. Да, вы используете эту «кисть» вместо наждачной бумаги или напильника. Как показывает практика, применение такого нехитрого приспособления эффективнее всего очищает поверхность металла. А ведь от этого во многом и зависит лужение. Многие просто недостаточно тщательно очищают поверхность, из-за чего не удается покрыть металл оловом.
Только после того, как все эти этапы выполнены, можно приступать к самой пайке деталей. Здесь уже все гораздо проще. Припой подается в сварочную зону одной рукой. В другой руке нужно держать паяльник и двигать его синхронно с припоем, равномерно заполняя стык между двумя деталями.
Особенности
Во время работ вы наверняка столкнетесь с некоторыми трудностями. Например, при медленной пайке в составе нержавейки могут сформироваться карбидные соединения. Качество шва ухудшится, а вероятность образования дефектов увеличится. Чтобы избежать этих проблем выполняйте пайку быстро и уверено. Не медлите и не останавливайтесь подолгу на одном этапе.
Также рекомендуем после пайки прокалить деталь в печи. Так карбидные соединения точно не смогут образоваться в составе нержавейки.
Вместо заключения
Флюс бура очень хорошо подходит для пайки нержавеющей стали. Он улучшает качество швов и препятствует их окислению. К тому же, он помогает осуществить лужение свариваемых деталей. Достаточно нанести тонкий слой флюса на предварительно зачищенную поверхность, чтобы получить достойный результат. При желании вы можете самостоятельно сделать флюс и использовать его для пайки деталей маленького размера.
А вы когда-нибудь выполняли пайку нержавеющей стали? Какой флюс и припой вы использовали? Поделитесь своим опытом в комментариях ниже. Он будет полезен для всех, кто только начал изучать азы сварки. Делитесь этой статьей в социальных сетях. Желаем удачи в работе!
Чем паять нержавейку
Иногда пайка нержавеющей стали предпочтительнее сварки. Пайку применяют для тонкостенных изделий, на которые нет сильной нагрузки, и в тех случаях, когда не хотят получить коробление от нагрева.
При этом надо учитывать, что некоторые виды нержавейки требуют к себе определенного подхода с учетом их состава и технологии изготовления. К примеру, наклепанные нержавеющие сплавы при высокой температуре растрескиваются, поэтому их пайку проводят без нагрузок, предварительно проведя отжиг металла. Есть и другие тонкости.
Особенности сплавов
Нержавейку не паяют с алюминиевыми и магниевыми сплавами. С другими металлами процесс проходит отлично, при этом само место соединение отличается повышенной прочностью.

Некоторые сплавы нержавейки, особенно это касается тех, в состав которых входит больше 25% никеля, при температуре +500-700 ℃ начинают выделять карбиды. Эти химические соединения снижают коррозионную стойкость металла.
И чем длительнее процесс пайки при таком температурном режиме, тем интенсивнее карбиды выделяются. Поэтому время пайки надо сокращать. Пайку в домашних условиях проводят паяльником или газовой горелкой, причем паяльник применяют чаще.
Выбор припоя
 Существует два фактора, влияющие на выбор припоя для нержавейки:
Существует два фактора, влияющие на выбор припоя для нержавейки:
- условия, при которых производится процесс соединения;
- состав нержавейки.
Если приходится работать в обычных условиях (в любом помещении), то пайку лучше проводить серебряным припоем, в который входит небольшое количество никеля.
При печном проведении спаиваемого процесса, то есть, при полном отсутствии влажности, используются медные, серебряно-марганцовые или хромоникелевые припои.
Надо отметить, что твердые припои на основе серебра – лучший вариант для пайки деталей из нержавейки.
Ведь серебро так же не поддается коррозии, имеет такой же светлый цвет, как и нержавеющая сталь. Но необходимо отметить, что в чистом виде серебро в припоях не используют.
В сплав добавляют цинк или медь. Чем больше в процентном соотношении серебра, тем выше качество сплава. Правда, такой материал придется использовать при более высоких температурах. Оловянные припои используют редко, когда не требуется высокой прочности.
Таблица 1. Состав и свойства серебряных припоев
Выбор флюса
Что касается флюса для пайки нержавейки, то оптимальный вариант здесь – бура. Она может быть использована в виде пасты или порошка. Порошок буры насыпают в зону пайки двух заготовок и нагревают до температуры +850 ℃. Это так называемая температура светло-красного каления.
Как только флюс расплавился, в зону вносят припой. Если следовать стандартам, то для работы с серебряными припоями берут флюсы № 209 или 284 согласно ГОСТ, а для припоев с содержанием меди и никеля – №200 или 201.



Остатки флюса после окончания пайки удаляют водой (холодной или горячей) или делают обдувку песком. Использовать для этого соляную или азотную кислоту не рекомендуется. Это сильнодействующий материал, который разъедает припойный слой и саму нержавейку.
Как правильно паять в домашних условиях
Чтобы правильно припаять между собой две заготовки из нержавейки, надо грамотно подготовиться к процессу. Для этого в качестве флюса лучше использовать ортофосфорную кислоту или хлорид цинка, который обычно называют паяльной кислотой. Паяльник нужен мощностью 100 Вт. Что касается припоя, то в домашних условиях проще паять нержавейку оловом.

Первый этап процесса – очистка кромок двух деталей из нержавейки. Для этого используется наждачная бумага или напильник с мелкими насечками. Затем надо провести облуживание подготовленных кромок.
Для этого соединяемые плоскости обрабатывают флюсом, затем паяльником разогревают припой, который наносят на концы двух заготовок. Припой должен остаться на жале паяльника, а уже от него должен быть перенесен на плоскости, которые предстоит залудить.
Если олово не прилипло к нержавейке, то процедуру надо повторить, предварительно нагрев концы соединяемых деталей.
Как только облуживание произошло, можно переходить к пайке с внесением в зону соединения флюса и припоя. По окончанию процесс кислота смывается водой.
Соединение с другими металлами
К соединению двух разных металлов, к примеру, к пайке меди с нержавейкой, надо подходить с позиции изучения их свойств. Металлы имеют разные температуры плавления, поэтому процесс пайки считается одним из сложных.
Соединение меди и нержавейки в домашних условиях включает обработку заготовок, лужение кромок и непосредственно сам процесс пайки.

При этом необходимо отметить, что паять медь и нержавейку можно паяльником или горелкой. Первый инструмент является маломощным, поэтому с твердыми припоями он работать не может.
Паяльник также не используют для пайки больших площадей соприкосновения из-за длительности процесса. К тому же флюс будет окисляться еще до того, как успеет полностью прогреться.
Горелка – наилучший вариант. С ее помощью можно паять не только нержавейку с медью, но и с латунью.
 Кстати, при выборе припоя надо обратить внимание именно на прутки из латуни. Это в первую очередь самый распространенный материал для пайки нержавеющей стали, его можно использовать даже в соединении без флюса.
Кстати, при выборе припоя надо обратить внимание именно на прутки из латуни. Это в первую очередь самый распространенный материал для пайки нержавеющей стали, его можно использовать даже в соединении без флюса.
Надо учитывать, что латунь по многим параметрам уступает серебру. Зато она дешевле. Использовать ее надо только для пайки простых неответственных соединений.
Чтобы получить соединения высокой прочности, лучше взять медно-фосфорный припой. Он дороже, но это гарантия высококачественного спаивания. Но лучше всего – серебряные сплавы.
Процесс пайки меди или латуни с нержавейкой ничем от других не отличается. Надо зачистить кромки двух металлов, обезжирить их, провести лужение каждой кромки по отдельности.
Далее на рабочем столе надо уложить две заготовки так, чтобы между ними остался зазор не более 3 мм. Наносят флюс, разогревают, а затем в зону пайки подают припой.
Он должен расплавиться и растечься по границе заготовок. Как только зазор будет полностью заполнен, пайка прекращается. Остывают металлы естественным путем. Остатки флюса смывают водой.
Пищевые припои
 В технологии пайки пищевыми припоями нет никаких отличий от стандартных операций. Нельзя использовать материалы и сплавы, в состав которых входит свинец, к примеру, марки ПОС (оловянно-свинцовый). Свинец токсичен, и наблюдается тенденция резкого сокращения его применения в паяльных операциях.
В технологии пайки пищевыми припоями нет никаких отличий от стандартных операций. Нельзя использовать материалы и сплавы, в состав которых входит свинец, к примеру, марки ПОС (оловянно-свинцовый). Свинец токсичен, и наблюдается тенденция резкого сокращения его применения в паяльных операциях.
Когда используется ортофосфорная кислота, то надо саму пайку проводить быстрее. Все дело в том, что уже через 10-15 секунд на поверхности соединяемых деталей появится фосфатная пленка.
Она затруднит пайку, придется заново очищать нержавейку, убирая этот слой. Так что оптимально, если флюс наносить прямо перед самой операцией.
Полезные советы

Специалисты, которые не раз имели возможность проводить пайку нержавеющей стали, уверяют, что данный процесс не так сложен. Вот несколько рекомендаций от них в случае использования паяльника:
- использовать для пайки надо паяльник с необгораемым жалом;
- мощность инструмента варьируется в диапазоне 60-100 Вт, оптимально 100. Выше использовать не стоит, перегрев заготовок – это перегрев припоя, который начнет закипать. Ниже тоже не желательно, потому что не будут образовываться молекулярные связи между всеми металлами, которые участвую в процессе пайки;
- после каждой операции жало инструмента рекомендуется очищать. Иногда приходится его затачивать;
- паять лучше оловянными прутками или оловянно-свинцовыми. Второй вид для стыковки пищевой нержавейки не используются. Чисто оловянный припой придется хорошо разогреть, хотя бы до консистенции размякшего пластилина. Вообще, металл должен быть жидким, именно в таком состоянии он сможет прилипнуть к стали;
- в качестве флюса используется ортофосфорная кислота. Канифоль, в силу нейтральности, для нержавейки не применяют;
Обязательно надо придерживаться техники безопасности, тем более, если пайка проводится в домашних условиях. Надо применять средства индивидуальной защиты, а так же организовать проветривание помещения или его вентиляцию.
Как видите, предостережений немало. Но учитывая их, можно говорить о высоком качестве конечного результата.
