Как зажечь дугу при сварке?
Как правильно варить электросваркой
Сегодня электросварка встречается практически в каждой отрасли. Незаменима сварка и в быту. Однако не все могут варить электросваркой из-за отсутствия опыта и необходимых знаний, поэтому часто прибегают к услугам сварщиков.
Как бы там ни было, но навык работы со сваркой можно получить и самостоятельным путем, если читать интересную литературу про сварку и все время практиковаться. Только оттачивая свое мастерство, можно получить так необходимый навык, который поможет не только варить электросваркой для себя, но ещё и зарабатывать деньги на этом.
Научиться варить электросваркой несложно, однако нужно разобраться с основными нюансами, и только после этого переходить к самому процессу.
Как правильно варить электросваркой
Абсолютно любой процесс требует подготовки. Не обходятся без этого и электросварочные работы, для осуществления которых необходимо будет иметь следующие материалы с оборудованием:
- Сварочный инвертор;
- Электроды для сварки стали. Их диаметр может быть разным и подбирается в зависимости от толщины свариваемой заготовки. Более подробно прочитать об этом, можно вот здесь https://mmasvarka.ru/texnika-ruchnoj-dugovoj-svarki.html;
- Маску сварщика. Для начинающих лучше всего использовать автоматическую маску Хамелеон;
- Плотную одежду и перчатки на руки (краги);
- Молоток и металлическую щетку. Небольшой молоток понадобится, чтобы отбивать шлак во время сварки, а щетка по металлу, чтобы избавиться от ржавчины, поскольку она очень сильно затруднит сварочный процесс, а электрод будет все время прилипать к поверхности металла.
Итак, после того, как все подготовлено для электросварки, можно приступать к самому сварочному процессу.

При этом не стоит забывать о технике безопасности во время электросварки. Рядом с местом, где будут осуществляться сварочные работы не должно находиться легковоспламеняющихся веществ и предметов, а помещение должно иметь хорошую вентиляцию.
Технология электросварки
Электросварка — это процесс, который происходит под воздействием высоких температур, выше плавления металла. В результате сварки на поверхности металла образуется так называемая сварочная ванна, которая заполняется расплавленным электродом, формируя при этом сварочный шов.
Поэтому главные условия для осуществления электросварки, это зажечь электродную дугу, расплавить металл на свариваемых заготовках и заполнить им сварочную ванну. Казалось бы, на всю простоту, сделать это неподготовленному человеку очень сложно. Во-первых, нужно понимать, как быстро горит электрод, а это зависит от его диаметра и силы тока, а также уметь отличать шлак во время сварки металла.

Кроме того, нужно сохранять равномерную скорость и правильное движение электродом во время сварки (из стороны в сторону), чтобы сварочный шов получился ровным и надежным, способный выдержать нагрузки на разрыв.
Как зажечь дугу
Начинать освоение электросварки следует с правильного зажигания дуги. Тренировки лучше осуществлять на ненужном куске металла, однако он не должен быть ржавым, поскольку это серьезно затруднит задачу и может сбить с толку начинающего сварщика.
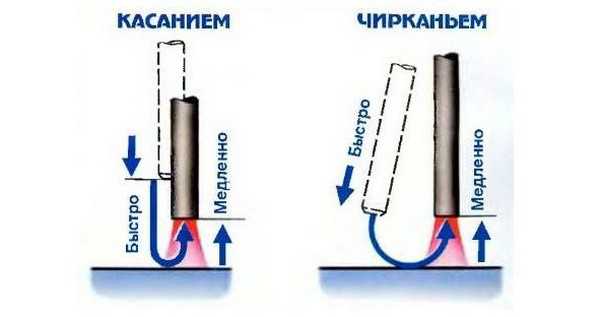
Зажечь дугу можно двумя простыми способами:
- Быстрым касанием электрода поверхности заготовки и его последующим отведением вверх на расстояние 2-3 мм. Если оторвать электрод от металла выше, то дуга может исчезнуть или станет слишком нестабильной;
- Чирканьем электрода о поверхность свариваемой заготовки, как будто вы зажигаете спичку. Нужно коснуться кончиком электрода металла, и на 2-3 см провести его по поверхности (в сторону места сварки) до тех пор, пока дуга не загорится.
Второй способ зажигания дуги лучше всего подходит начинающим электросварщикам, поскольку он самый простой. Также, кратковременное ведение по металлу, прогревает электрод, и дальше им варить становится намного проще.
После зажигания дуги её следует удерживать как можно ближе к поверхности заготовки, на расстоянии не более 0,5 см. Кроме того, данное расстояние нужно все время удерживать примерно одинаковым, в противном случае сварочный шов будет некрасивым и неровным.
Скорость сварки
Скорость ведения электродом зависит от того, какой толщины сваривается металл. Соответственно, чем он тоньше, тем быстрее осуществляется скорость сварки, и наоборот. Опыт в этом придёт со временем, когда вы научитесь зажигать дугу и начнёте мало-мальски варить. На картинках ниже представлены наглядные примеры, по которым можно понять, с какой именно скоростью осуществлялась сварка.

Если медленно, то сварочный шов получается толстым, а его края, сильно оплавленными. Если наоборот, слишком быстро вести электродом, то шов получается слабым и тонким, а также неровным. При правильной скорости сварки, металл полностью заполняет собой сварочную ванну.
Кроме того, тренируясь варить, нужно следить за правильным углом электрода по отношению к поверхности металла. Угол должен быть примерно 70 градусов и может быть изменён при необходимости. Во время формирования сварочного шва, движение электродом может быть продольным, поступательным и колебательным, из стороны в сторону.
Каждая из этих техник ведения электрода, позволяет добиться получения нужного шва, уменьшить или увеличить его ширину, а также изменить некоторые другие параметры.
Пособие для «чайников»: особенности дуговой сварки электродами

Сварка электродом – это способ дуговой электросварки, используемый для совмещения металлических изделий. Данный метод получил свое название за счет сварочной дуги – длительного потока энергии, который возникает в электроде при сварке металла под высокой температурой. Проводник (электрод) – это металлический провод со специальным покрытием, являющимся инертной средой во время процесса работы. Она, как правило, состоит из известняка, глинозема, магнезии, никеля, железа и марганца. Далее рассмотрим, как правильно сварить металл, без недочетов и изъянов.
Азы электросварки
Электросварка – это надежный метод создания неразъемного соединения между деталями. Существует множество видов сварки, которая применяется для металла, пластмассы (без электродов), керамики и прочих материалов.
При сварке электродом совмещение деталей заключается в плавке краев двух деталей, под воздействие электрической дуги, в результате чего они соединяются в одно целое, создавая крепкий вечный шов.
Прежде чем приступить к работе, необходимо разобраться, как правильно варить металл. В первую очередь от умения пользоваться аппаратом и верно держать электрод зависит безопасность и качество соединения деталей.
Прежде всего, ва жно запастись множеством проводников, чтобы учение довести до автоматизма. Лучше всего выбирать диаметр не более трех миллиметров, это самый оптимальный размер для обучения и электродуговой сварки тонких металлических изделий.
жно запастись множеством проводников, чтобы учение довести до автоматизма. Лучше всего выбирать диаметр не более трех миллиметров, это самый оптимальный размер для обучения и электродуговой сварки тонких металлических изделий.
Чтобы приступить к работе, требуется к аппарату подключить обратный кабель к минусовому контакту. К плюсовому же подключается держатель проводников энергии.
Для начала, перед процессом сварки электродом, нужно полностью подготовить металлические изделия – очистить их от краски, масла, пыли и прочих частиц, которые могут помешать качественной электросварке.
Особенности сварки электродом
Кроме изучения, как правильно варить сваркой, нужно знать, что она имеет ряд преимуществ и недостатков. Качество работы напрямую зависит от оборудования. Чем оно дороже – тем мощнее и качественнее. Ручные аппараты должны выполнять следующие функции:
- соединять детали даже в труднодоступных местах:
- обладать возможностью сваривания во всех положениях;
- сваривать все типы металла.
Кроме этого, данный аппарат имеет и некоторые недостатки:
- низкий коэффициент полезного действия в сравнении с другими технологиями;
- качество совмещение металла напрямую зависит от умения сварщика;
- при работе возникаю вредные испарения и искры, негативно влияющие на зрение.
Касаемо последнего пункта: электродуговая сварка требует специальной формы одежды оператора и использование специальных очков и маска «хамелеон», которая защищает зрение, но при этом обеспечивает хорошую видимость.
Технология дуговой сварки
Электродуговая сварка выполняется по определенной технологии для обеспечения хорошего, гладкого и прочного соединения изделий.
Существует несколько способов поджога дуги:
- точечный, при котором сварщик точечно бьет проводником по изделию;
- способ чирканья.
Свойства проводников также могут быть разными при различных методах поджога. Это связано от покрытия на нем. Не которые поджечь легче, некоторые сложнее, но каждый вид материала имеет свои достоинства и недостатки.
которые поджечь легче, некоторые сложнее, но каждый вид материала имеет свои достоинства и недостатки.
Создать дугу новым электродом намного проще. Достаточно ним коснуться металла, и сразу поднять на расстояние 2-3 миллиметра. Когда проводник поджигался многоразово, на его конце возникает шлаковая пленка. В таком случае нужно точечно ударить материалом несколько раз до образования искры.
Длина дуги – это величина, которая указывает на промежуток электрода и детали, между которыми происходит электрический разряд. Этот показатель напрямую зависит от диаметра электрода и выбирается от 0,5 до 1,2 его диаметра. Для получения качественного шва, электрод нужно держать максимально близко к детали.
Подготовительный этап
Прежде, как варить сваркой электродами металл, нужно все подготовить. Во-первых, подключить аппарат. Во-вторых, зачистить детали и надежно их закрепить, чтобы они не «гуляли» под аппаратом. В-третьих, сварщик должен надеть защитную маску.
Для начала рекомендуется потренироваться, как на металле зажигается материал, чтобы ориентироваться, каким способом лучше будет работать.
Образование дуги
При сварке для начинающих рекомендуется поддерживать короткую дугу, чтобы создать идеальную дорожку, без изъянов. С первого раза это не получиться – нужно некоторое время тренироваться.
Чем короче дуга, тем меньше металлических кап ель она дает и легче создавать качественное сплавление. При этом проводник расплавляется равномерно и плавно, обеспечивая достаточную глубину проплавления. Длину дуги новичок сможет контролировать по звуку оборудования. При короткой – он равномерный, при длинной – громкий и резкий.
ель она дает и легче создавать качественное сплавление. При этом проводник расплавляется равномерно и плавно, обеспечивая достаточную глубину проплавления. Длину дуги новичок сможет контролировать по звуку оборудования. При короткой – он равномерный, при длинной – громкий и резкий.
Теоретически, как сваривать металл, знает каждый, но на практике необходимо долго учиться создать качественную дугу. Если она обрывается, ее нужно заново возбуждать и «запаивать» пробелы в швах. От силы тока зависит качество дуги, а от нее – качество шва.
При ошибочном подходе, можно образовать ожог на изделии, где в дальнейшем материал начнет портиться.
Формирование шва
Чтобы соединить металл электросваркой, важно создать надежный и качественный сплав между материалами. Различают несколько видов основных швов:
- Ниточный – это самый простой способ, который может создать даже начинающий мастер. Он характеризуется продольными поступательными движениями и шириной, не более 3 мм. Он не создает надежное крепление и может быть использован на тонких и незначительных деталях. С такой дорожки рекомендуется начинать обучения для молодых мастеров, чтобы потом перейти к более сложным технологиям.
- Продольно-поперечный тип создается в соответствии с названием. То есть, при этом нужно обладать знаниями и умениями, как правильно вести электрод в нескольких направлениях – вертикально и горизонтально. Такая дорожка намного прочнее предыдущего. Он отличается долговечностью и имеет ширину 1-1,5 сантиметра. Самая распространенная технология для такого шва – зигзаг, при котором проводник ведется от края до края по 10-15 мм в каждую сторону. При этом, очень важно соблюсти длину дуги, чтобы получить идеальную дорожку с минимальными примесями шлака.
- При движении рабочего элемента в трех разных направлениях создается крепкий, «мертвый» и надежный шов. Изначально он начинается, как продольно-поперечный, но потом нужно создать возвратные движения, которые позволяют повторно проработать заваренную линию для большей надежности скрепления материалов. Здесь необходимо верно держать прибор, иначе под слишком большим наклоном соединительная дорожка получится толстой и неравномерной.
По завершению работы обязательно нужно сбить шлак с соединения, чтобы оставить идеально ровную полосу сваривания. При ошибочной работе, дорожка будет неровной, с пробелами и деформациями. Кроме эстетического вида, такое качество варки может отразиться на дальнейшей эксплуатации данных изделий.
Обзор основных ошибок начинающих
Как правильно варить сваркой – разобрались. По стандартам, основные ошибки делятся на 6 критериев:

- несоответствие размер и форм;
- наличие пустот и полостей;
- трещины;
- непроваренные участки;
- твердые включения;
- прочие дефекты.
Чтобы все получалось быстро и качественно, предлагаем ознакомиться с самыми распространенными ошибками сварки металла, которые совершают новички:
- Выбор неверной длины дуги – самая частая оплошность, которую допускают новички и не очень опытные мастера. При короткой длине поверхность сплавления получается неравномерной и слишком грубой. При этом шов получается не качественным из-за большого содержания шлаков. Когда дуга наоборот, длинная, сваривание получается неравномерным, с большим количеством разбрызгиваемых капель металла. Кроме этого, большое расстояние электрода и детали способствует нестабильности дуги, что провоцирует «пробелы» в шве.
- Неправильная скорость управления аппаратом. При быстром перемещении проводника получается неравномерный валик, который содержит много шлаков. Такая электросварка долго не продержится, так как считается, что деталь сваренна плохо из-за тонкости шва. При слишком медленном перемещении, валик получается толстым и громоздким.
- Не так установленные настройки на аппарате. Важно установить ампераж, в соответствии с типом рабочего изделия и размером проводника. При низком ампераже дорога будет тонкой и неравномерной, что приводит в неполному сплавлению. Что касается чрезмерно высокого напряжения, то дорожка в итоге выходит плоская и плотная, содержащая большое количество шлака.
- Некачественная подготовка поверхности. Недостаточная очистка от остатков лакокрасочных изделий, масла, жира или пыли приводит к «пробелам» и неровностям дорожки. В результате полоса будет хлипкой, что в будущем приведет к деформации данного изделия.
- Наклон проводника также играет важную роль в создании плотного и надежного соединения. При сильном наклоне по отношению к горизонтали получается неравномерная дорожка с острыми чешуйками. Если же его поставить слишком прямо, то есть перпендикулярно, тогда чешуйки получаются слишком плотные и создают высокий валик с большим количеством шлака.
Кроме описанных технических недочетов, часто результатом неудачного совмещения становится неисправный аппарат, несоответствие тока и материала, неправильно подготовленная рабочая поверхность и другие правила сварки, которые следует учитывать.
В завершении стоит отметить, что при электродуговой сварке электродом надо учитывать ряд критериев, от которых будет зависеть результат. Самое основное – это создание качественного и ровного шва. Для этого требуется знать, как правильно варить металл и гармонично сочетать несколько факторов:
- ампераж;
- тип электрода;
- наклон рабочего изделия;
- высота дуги;
- скорость перемещения аппаратом.
При полном соответствии всех критерий получится качественное неразъемное сплавление, которое прослужит долгие годы без поломок и деформаций.
Технология сварки – это та база, которую необходимо досконально изучить. К практике рекомендуется приступать тогда, когда начинающий мастер полностью ознакомится с теоретическим фундаментом. А зная, как правильно сваривать металл, на практике остается только отточить мастерство.
Как научится сварке электродами начинающим — варим инвертором правильно
Сварка инвертором невероятно востребована. В этой статье мы постараемся ответить на вопросы: Как научиться правильно и качественно варить ручной электродуговой сваркой? Для чего применяется инверторная сварка и нужна ли она начинающим. Этим и многим другим интересуются начинающие осваивать этот очень полезный навык.
Сварка – это процесс получения неразъёмного соединения с помощью повышенной температуры и (или) давления.
Сегодня речь пойдёт о том как научиться варить сварочным инвертором, процессу, при котором нагрев сварной зоны происходит при горении электрической дуги, плавлении электрода. Начинающим сварщикам будет крайне полезно.
Оборудование. Инверторный сварочный аппарат.

Тяжелые трансформаторы с генераторами для проведения сварных работ не в полной мере соответствуют современным требованиям, а также в большинстве своём ушли в прошлое.
Мы рассмотрим процесс ручной дуговой сварки с применением сварочного аппарата инверторного типа. Инверторный сварочный аппарат — это компактный полупроводниковый прибор с системами регулирования и защиты.
Преимущества инверторного сварочного аппарата в сравнении с трансформаторами и генераторами:
- малый вес и габариты;
- меньший объём потребления электрической энергии;
- плавность регулировки силы тока;
- стабильность дуги при сварке на малых токах;
- малое разбрызгивание электродного металла при сварке.
Инверторные аппараты различаются величиной максимальной силой тока, соответственно, диаметром применяемых сварочных электродов, которыми можно будет варить данным аппаратом. Также важнейшим параметром характеризующий инвертор является параметр — продолжительность включения или ПВ%.
Чем выше процент ПВ тем дольше без остановки аппарат может варить. Значение 100% соответствуют 10 минутам непрерывной работы аппарата, на максимальном токе. Приведем пример, если ПВ 80% у инвертора с max током 120А. Значит получится проводить процесс 8 минут непрерывно, с током 120А. Если ток ниже максимума, значит аппарат сможет варить без перерыва дольше. В случае если надо варить длинные швы или толстый металл более 10 мм, нужно чтобы ПВ был 80% или более.
Если нудно для дома, гаража, дачи или для обучения, то можно использовать ПВ 40 – 70%. Такими параметрами ПВ обладают большинство сварочных инверторов (Ресанта, Сварог, Esab, Fubag и прочие).
Небольшие рекомендации по выбору инвертора для сварки.
Не стоит брать для обучения дорогой сварочник. Ведь непрерывно варить больше 5 минут не получится так как просто прогорит электрод. Для большинства выполнения задач по сварочным работам достаточно электродов диаметром не более 5 мм, исходя из этого подбирается соответствующий инвертор.
Выбор марки электрода — тема отдельной статьи. Вы можете ознакомиться тут. А пока, приобретайте самые простые и дешёвые.
Диаметр выбираемого электрода зависит от толщин свариваемого изделия. Примерно равен ей, или чуть меньше. Учиться варить лучше сварочными электродами диаметром 2,5 мм — 4 мм, с основным покрытием.
Сварочные электроды необходимо хранить в сухом и тёплом месте, в герметично закрытой таре.
Сварочная маска — это та часть оборудования, на которой не стоит экономить, если вы собираетесь квалифицированно заниматься и сохранить своё зрение. Хорошая маска с заменителем прослужит вам много лет. Продавец — консультант в магазине поможет вам с правильным выбором. Лучше чуть больше заплатить и взять максу хамелеон, которая автоматически затемняется. Это удобно, видно, где находится электрод до начала процесса. Обычная маска со светофильтром из темного стекла не даст такой возможности. Еще один плюс хамелеона – можно отбивать шлак без щитка. Сама маска будет вместо него.
При выполнении сварочных работ Вам будет необходим вспомогательный инструмент и материалы:
- Угловая электрическая шлифовальная машинка («болгарка») с комплектом отрезных или шлифовальных дисков. С ее помощью происходит подготовка свариваемых поверхностей, а также готовый шов.
- Молоток для отбивания окалины.
- Металлическая щетка, для зачистки поверхностей от брызг металла, остатков окалины.
- Средство для обезжиривания свариваемых поверхностей.
- Обтирочный материал (ветошь).
Обязательно позаботьтесь о своей безопасности, а также экипировке, для этого Вам необходимы:
- Полностью закрытый комбинезон из огнестойкого материала;
- ботинки на резиновой подошве;
- толстые кожаные или замшевые сварочные рукавицы (краги);
- защитные очки для работы со шлифовальной машинкой или защитный щиток;
- защитные перчатки для работы с электроинструментом;
Подготовка рабочего места
Продумайте перед началом работы, что, как и в каком порядке делать, чтобы это было безопасно для вас, а также окружающих. Перед тем как начинать работы необходимо подготовить себе рабочее место:
- Проверить комплектность оборудования: сварочные кабели, состояние изоляции проводов, кабелей электропитания от сети к инвертору, сам аппарат;
- убрать посторонние предметы;
При обнаружении нарушения целостности изоляции проводов, кабелей электропитания, а также нарушении целостности разъёмов для их подключения в сеть приступать к работам нельзя, до устранения неисправностей!
- Приготовить свариваемые детали;
- проверить достаточна ли обеспечена вентиляция рабочего места;
- проверить достаточно ли освещена рабочая зона, в случае когда недостаточно естественного освещения через оконные проёмы, предусмотреть дополнительное освещения за счёт установки светильников;
- приготовить место, где будете сидеть при проведении работ;
- подготовить осмотреть необходимый вспомогательный инструмент;
- проверить шлифовальную электрическую машинку (требования электробезопасности такие же, как указаны выше);
- подготовить необходимые абразивные круги (шлифовальные, отрезные), круги должны быть промаркированы, на них не должно быть трещин, сколов;
- проверить наличие на рабочем месте средств пожаротушения (огнетушитель, песок).
После выполнения этих рутинных, но обязательных мероприятий можно приступать к подготовке свариваемых деталей.
Зачистка и подготовка поверхностей по сварку инвертором
Сваривать детали, а также тренироваться гораздо легче, если хорошо и правильно подготовить поверхность металла к сварке, для этого:
- Зачистите свариваемые поверхности шлифовальной машинкой от ржавчины, краски и прочих загрязнений, до чистого металла. Обязательно пользоваться при работе защитными очками или, что ещё безопаснее, защитным щитком;
- обезжирьте поверхности имеющимся у Вас средством;
- шлифовальной машинкой на соединяемых деталях снимите кромки (фаски) до требуемой глубины шва.
Подготовка к сварке инвертором
Перед началом выполнения работ необходимо плотно застегнуть комбинезон, надеть сварочную маску.
В зависимости от того каким видом сварного шва вы будете сваривать детали (горизонтальный шов, потолочный шов, а также вертикальный шов) необходимо расположить, а также надёжно закрепить детали на рабочем месте. Это достигается различными способами:
- с помощью «прихватки» свариваемых деталей между собой и к массивной металлической конструкции (стапелю, балке);
- используя специальных зажимов;
- с помощью оправок, кондукторов.
Теперь необходимо подключить сварочный аппарат к сети. Включить инвертор, и выставить параметры режима которые в каждом конкретном случае свои. Зависят они от положения сварки и толщины заготовки. В данной статье приведем данные сварки и наплавки для листа 10 мм.
Режимы сварки

Подбор электродов

После расположения и закрепления деталей, приступают к зажиганию электрической дуги между сварочным электродом и соединяемыми деталями.
Перед зажиганием не забудьте надвинуть сварочную маску на глаза, чтобы избежать вредного светового воздействия дуги на глаза и попадания брызг металла на кожу лица.
Для начинающих лучше все потренироваться зажигать дугу и накладывать валики сварных швов не на соединяемых деталях, а на сплошном листе металла, толщиной 10 мм и больше. После наработки навыков наложения правильных валиков можно будет приступать к сварке деталей.
Как зажечь дугу
Что создает дугу? Дуга образуется между свариваемыми деталями и электродом, на который подано напряжение от сварочного аппарата (инвертора). Второй кабель от аппарата («масса») закрепляется на металлической пластине, на которой будут проходить сварочные работы или непосредственно на одной из деталей. Между держаком и массой инвертора создаётся напряжение, порядка 80 В.
Вначале, касаясь металла, мы замыкаем цепь. В зоне касания возникает сильный ток, нагревающий зону контакта. При отрыве электрода от металла быстро восстанавливается напряжение между ними, так как нагретые участки испускают электроны.

Электроны разгоняются за счет напряжения и ударяют в нейтральные атомы, выбивая из них электроны и превращая их в ионы. В результате между металлом и сварочным электродом возникает ионизированный (плазменный) канал с высокой температурой
Настройка силы тока.
Сила тока как уже говорилось ранее на аппарате (инверторе) устанавливается по диаметру электрода, обычно на аппарате есть соответствующая таблица. Берите среднее значение из рекомендуемого диапазона. Со временем Вы научитесь определять, больший или меньший ток вам нужен при выполнении конкретных работ. Для практики лучше выбирать большие куски металла.
Ниже представлены видео уроки, как выполнять сварку металла начинающим сварщикам. Мы рекомендуем подробно ознакомиться с ними. Там даны ответы на многие интересующие Вас вопросы, например:«Как правильно зажигать дугу?».
Зажигание дуги.
Чтобы правильно зажигать дугу, выставляем над будущим швом и наклоняем на 15-45° в сторону шва, куда будет идти процесс– так лучше учиться.
Существует два способа как можно зажигать дугу при ручной дуговой сварке:
- «клевком» — электрод слегка ударяется о металл и отскакивает, наподобие клевка птицы;
- чирканьем по металлу.
Сыпятся искры, слегка отводим электрод – наша дуга горит!
Как правильно варить сваркой с использованием электродов?
Автор: Игорь
Дата: 12.07.2017
- Статья
- Фото
- Видео
Будет ли это ремонт в квартире либо же постройка нового гаража – знания азов сварки металлов пригодятся всегда. Когда происходит постройка нового объекта, то в любом случае нужно будет прибегать к сварочным работам для модификации элементов интерьера или экстерьера. Для красивых швов понадобится рука профессионала, однако, там, где это не принципиально, работу сделает и неопытный сварщик, который знает, как правильно варить сваркой электродами.
Общие сведения 
Электросварка – это процесс соединения металлов при помощи тепловой энергии электрической дуги. Температура при сварке электродом может достигать 6500°С, что превышает температуру правления большинства известных металлов. Есть огромное количество областей производства, где применяется электрическая дуговая сварка. Эта технология предоставляет возможность создавать массивные сооружения и производить экономичный ремонт конструкций, не требующих много физических усилий.

Сварка с использованием электрода
Сваренные металлы не уступают по прочности оригинальной конструкции. Чем стремительнее развивается строительная индустрия, тем больше появляется сфер применения этой технологии. Каждый уважающий себя хозяин должен знать, как правильно варить электродом 3 мм.
Особенности электросварки
Сегодня различают следующие типы дуговой сварки:
- ручная;
- полуавтоматическая;
- автоматическая.
Если в рамках строительного проекта нужно выполнять длинные швы, то рациональным решением будет использование автоматической сварки. Ручной тип больше подходит для более тривиальных задач. «Красота» при ручном сваривании зависит от профессиональности сварщиков. Есть несколько способов узнать, как варить сваркой электродам – видео и пошаговые инструкции имеют самую высокую информативность.
Ручной тип в основном применяется во время выполнения монтажных работ или строительства с использованием металла в форме широких листовых полос. Технология также позволяет соединять трубопроводы, поэтому широко применяется при выполнении сантехнических работ.
Виды электродов
Есть различные типы электродов для ручной дуговой сварки:
- Проводник, обработанный силикатной обсыпкой. Это популярный тип, используется для резки металлов. Наиболее распространённые размеры: 0,3 см и 0,4 см. Перед тем как варить сваркой электродами тройкой или четверкой, необходимо иметь представление о виде работы, которую нужно проделать.
- Вольфрамовые. Данный вид применяется при аргонодуговой сварке для варки металлов и различных поверхностей. Особенностью этих электродов является то, что они не поддаются плавке.
- Электроды, обработанные стеклянной обсыпкой. Эти электроды для сварки оцинкованных труб используются наиболее часто. Когда проваривается шов, шлаковый шлейф отпадает сам, что существенно снижает риск повреждения конструкции.
Технология сварки электродами
Чтобы воспользоваться технологией дуговой сварки, для начала необходимо убедиться, что к электроду подключен переменный или постоянный ток. Электрическая дуга, генерирующая тепловую энергию, образовывается при удержании проводника на свариваемом объекте.
После воздействия высокой температуры дуги (она может достигать 7000°С), происходит плавка металла. Электрод расплавляется и соединяется со смесью металлов.
Нужно знать, как правильно варить нержавейку электродами, чтобы получить полноценный сплав.»
В процессе сварки используется сварочная ванна. Размеры ванны зависят от множества факторов, в число которых входят размер конструкции, скорость движения дуги, а также режима сварки (ручной или автоматический). Длина ванны в среднем составляет 15 мм.
Как подключать электрод?
Если подключить к изделью анод (+), то будет происходить ручная дуговая сварка прямой полярности. При присоединении отрицательного полюса (-), будет выполняться сварка ручного типа с обратной полярностью. Таким образом, имеется прямое и обратное подключение проводника. Оба эти виды подключения можно использовать – конкретный тип зависит от толщины металла. Для тонких материалов применяется обратное подключение, а для металлов большой толщины (более 0,3 см) – прямое.
Как правильно зажигать дугу?
Прежде чем зажечь дугу, необходимо выбрать нужную силу тока на сварочном устройстве. Аппарат имеет два кабеля:
- на первом находится зажим;
- на втором – специальный держатель, на который крепится электрод.
Зажечь дугу можно двумя способами:
- касания;
- чирканья.

Способы зажигания сварочной дуги
Подготовка электродов к сварке и виды передвижения являются основными отличиями способов зажигания дуги.
Если используют процесс касания, то электрод располагают под углом 90 градусов по отношению к тому месту, где будет образован шов. Когда произошло первое касание, проводник отводят на 0,3 сантиметра. За счет большого количества тепловой энергии достигается температура, помогающая соединять металлы.
Метод зажигания чирканья напоминает зажигание спички. Касание должно быть плавным, а располагать проводник нужно в одном направлении. После касания инструмент нужно отвести от рабочей области. Этот метод является наиболее распространённым из-за его сравнительной простоты, но в то же время он не позволяет достичь труднодоступных мест.
Необходимый наклон электрода
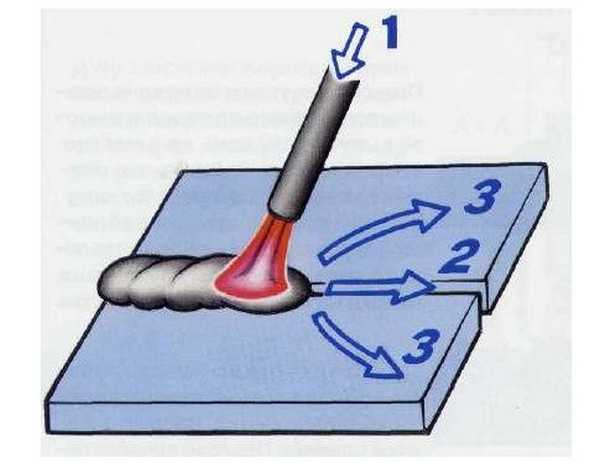
Подача электродов зависит от того, какое положение занимает сварка, а также от толщины и свойств металла, который необходимо сплавить. Что касается направления сварки, то здесь возможны следующие варианты:
- налево;
- направо;
- к себе.
Вне зависимости от того, какое направление было выбрано сварщиком, важно убедиться, что была достигнута максимальная глубина сварки, а шов формируется правильно. Чтобы получить ровный и эстетически красивый шов рекомендуется наклонять проводник под углом 30-60°.

Положение электрода при сварке
Движение электрода
Движения электродов, что выполняются во время сварки, называют колебательными. Существует большое количество подходов к выполнению сварочных работ.
Первое движение называется поступательным. Используя это движение, сваривание происходит по оси электрода, при этом поддерживается стабильная длина дуги. Конкретная длина дуги при сварке электродами зависит от марки устройства, а также особенностей процесса сварки. Уменьшив двину дуги, качество шва тоже будет уменьшаться. Также появляется возможность короткого замыкания. Дуга должна быть в пределах диаметра электрода (по крайней мере, она не должна выходить за 1,3 его диаметра). Если дуга слишком большая, это спровоцирует разбрызгивание металла по всей сварочной ванне (форма шва также будет непривлекательной).
Второе движение называется смещение и подразумевает смещение проводника вдоль его оси, чтобы образовать шов. Конкретная скорость смещения зависит от:
- диаметра устройства;
- силы переменного или постоянного тока;
- скорости плавления.
Если поперечные смещения отсутствуют, то шов получится узким (он чаще всего используется при сплаве тонких конструкций).

Варианты движения электрода при сварке
Как выбрать ток для сварки?
Для начала стоит определить вид тока для сварочных работ: постоянный или переменный. При использовании переменного тока уменьшается глубина приваривания (примерно на 45%), в то время как провар уменьшается на 15%, если использовать переменный ток (на 25%).
Определившись с полярность электрода, необходимо выбрать диаметр проводника. От него зависит вид тока, а также время горения электрода при сварке. Например, если используется проводник диаметром 2,5 мм, то для сваривания необходимо подать ток 70–120 А. В тех ситуациях, когда речь идет о сварке тонких металлов, необходимо подбирать проводник толщиной 2–3 мм, при этом нужно подавать ток силой 40–70 А. Таким образом, можно сделать вывод, что на силу тока влияет вид толщины материала и диаметра электрода.
Заключение
Нужно помнить, что электрическая сварка бывает автоматической, полуавтоматической и ручной, а выбор проводников и тока зависит от тонкостей сварочных работ. Кроме того, если работник выяснил, как правильно варить сваркой электродами, типы швов у него будут получаться тонкие и красивые.
Техника ручной дуговой сварки покрытыми электродами
Способы зажигания сварочной дуги
Сварочная дуга возбуждается от прикосновением электрода к детали. Происходит короткое замыкание, конец электрода нагревается до высокой температуры. После отрыва электрода от изделия происходит ионизация газового промежутка и загорается сварочная дуга.
Зажигание сварочной дуги можно производить двумя основными способами. Тычком — электродом прикасаются к свариваемой детали и быстро отводят назад, на расстояние в несколько миллиметров, как правило равное диаметру электрода. Этот способ наиболее простой, но имеется большая вероятность «прилипания» электрода если сварщик не успел своевременно отвезти электрод от поверхности металла. Чирканьем — электродом как спичкой чиркают по металлу и также быстро отводят на расстояние в несколько миллиметров. Конец электрода трется о металл и во время движения возбуждается сварочная дуга. Недостаток этого метода в сложности точно попасть в разделку шва или ранее наплавлены валик. Как известно зажигать дугу на основном металле нельзя.
Важно! Контакт электрода с металлом должен быть кратковременным иначе электрод «прилипнет». Отрывать приплавившейся сварочный электрод нужно, резким, сильным движением поворачивая его в стороны. Сварочный электрод нельзя отводить слишком далеко от свариваемого материла иначе дуга не зажжется.
Перемещение дуги должно производится так чтобы обеспечить расплавление свариваемых кромок и плотное формирование сварного шва. Это возможно при поддержания необходимой длины дуги и правильной техники сварки.
Длина сварочной дуги
Длина дуги являться важным теологическим параметром процесса сварки. От нее зависит качество формирования шва, защита сварочной ванны, величина разбрызгивание металла, величина тепловложения.
В зависимости от вида покрытия электродов в процессе сварки необходимо поддерживать дугу определенного размера. Как правило от 0,5 до 1,5 диаметра покрытого электрода. При сварке электродами с основным видом покрытия следует производить сварку на как можно короткой дуге, не более диаметра электрода. При сварке слишком длинной дугой, процес горение становится неустойчивым, идет сильное разбрызгивание металла, ухудшаться защита сварочной ванны. Длинная дуга способствует более интенсивному окислению и азотированию расплавляемого металла, а при сварке покрытыми электродами с основным видом покрытия приводит к образованию пор. При короткой дуге обеспечивается мелко капельный перенос металла, что обеспечивает более качественный процесс сварки. Поддержание сварочной дуги нужной длины один из ключевых показателей техники сварки.
Движение электрода при ручной дуговой сварке
Во время сварки электрод движется в трех направлениях.
Первое – подача электрода в сварочную ванну. По мере плавления электрода его длина уменьшается, а длина дуги увеличивается. Для поддержания заданной длины дуги электрод равномерно двигают вдоль оси в сварочную ванну. Таким образом поддерживается определенная длина дуги. Важность контроля длины дуги рассмотрено выше.
Второе – движение электрода вдоль свариваемых кромок. Скорость перемещения выбирается сварщиков в зависимости от величины сварочного тока, толщины металла и диаметра электрода по мере заполнения разделки.
Третье – поперечные колебания электрода, производится для заполнения разделки по ширине шва. От техники этих движений зависит формирование шва, отсутствие дефектов, несплавлений и подрезов.
Все три движения образуют определенную траекторию перемещения электрода. В зависимости от толщины металла, пространственного положения и двигательных навыков сварщика траектории движения электрода могут быть различны
 Траектория движения электродом
Траектория движения электродом
Техника ручной дуговой сварки в различных пространственных положениях
В зависимости от пространственного положения сварного шва приемы сварки и техника будут отличаться
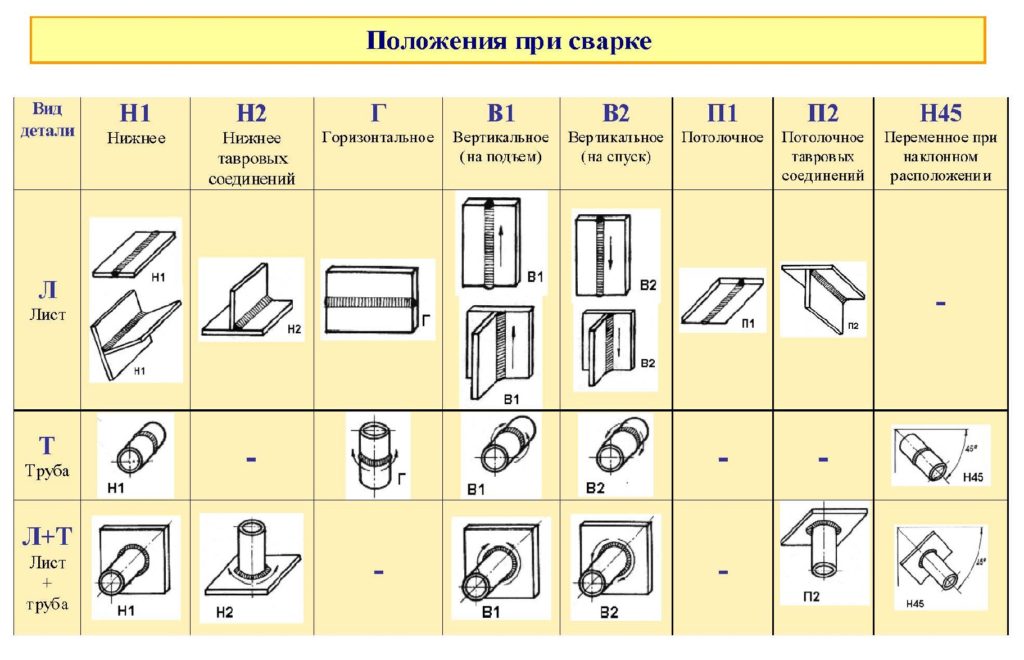 Положения при сварке
Положения при сварке
Сварка в нижнем положении
Сварка в нижнем положении наиболее удобна и проста. В таком положении могут варить сварщики не высокой квалификации. Поэтому при сборке по возможности детали и конструкции следует располагать так, чтобы сварка выполнялась в нижнем положении Шов в таком положении хорошо формируется, жидкий металл не вытекает из сварочный ванны, шлак хорошо вплывает защищая металл.
Сварка в вертикальном и горизонтальном положении
Сварка в вертикальном и горизонтальном положении сложнее и техника ее ведения отличается от нижнего. Расплавленный метал под действием силы тяжести начинает растекаться и вытекать из сварочной ванны. Для недопущения вытекания металла сварку ведут с поперечными колебаниями электрода, на как можно короткой дуге с уменьшив значение сварочного тока. Важно, удерживать сварочную ванну не большого размера, потому что жидкий металл удерживается только за счет сил поверхностного натяжения и при слишком большой сварочной ванне вытечет. Для этого сварку ведут как правило ниточными валиками, ширина валиков не должна превышать 2 — 3 диаметра электрода.
Сварка вертикальных швов возможно производить на подъем и сварку вниз. Сварка снизу вверх предпочтительней так обеспечивает более глубокое проплавление и удобней формировать шов наплавляя металл на ранее застывший. При сварке сверху вниз швы получатся визуально более красивыми но возникает большая вероятность несплавлений и наплывов. На спуск применяют сварку только для деталей небольшой толщины.
Сварка в потолочном положении
Сварка в потолочном положении наиболее неудобная ее доверяют только сварщикам высокой квалификации. Сварка ведут как можно короткой дугой для обеспечения мелкокапельного переноса металла, электродами диаметром три миллиметра. Кроме того при сварке в потолочном положении нужно следить, чтобы шлак выходил из расплавленного металла. Также как и при сварке горизонтальных и вертикальных швов, нельзя допускать слишком большой сварочной ванны иначе удержать ее не удастся .
Технология и режимы ручной дуговой сварки, подробней раскрыты в статье Ручная дуговая сварка покрытыми электродами
Окончание сварки. Заварка кратера
Начало и конец сварного шва являются зоной наибольшей вероятности образования дефектов. Поэтому правильно завершать процесс сварки очень важно. Если нет возможности закончить сварку на выводных планках, то нужно использовать специальные приемы заварки кратеров.
Кратером называет воронкообразное углубление в месте обрыва дуги, образующиеся в результате усадки металла. При завершении наплавки валика (шва) кратер должен быть обязательно заправлен. Чтобы правильно заварить кратер нужно задержать электрод в месте окончания сварного шва на несколько секунд, а затем отвезти его назад на ранее наплавленный валик на 5-10 мм и медленно растягивая дугу отвезти электрод. Если не получилось правильно закончить сварку то нужно в месте обрыва дуги, вновь произвести зажигание и полностью заплавить кратер.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
