Коронка для высверливания точечной сварки
Сверло для высверливания точечной сварки. Особенности заточки

 Специалистам по кузовному ремонту известна ситуация, когда необходимо снять элемент конструкции автомобиля, прикреплённый к смежным деталям путём точечной сварки. Гидропробойником удаётся воспользоваться далеко не всегда, поэтому наилучший вариант – специальное сверло для высверливания точечной сварки, установленное в патрон электродрели.
Специалистам по кузовному ремонту известна ситуация, когда необходимо снять элемент конструкции автомобиля, прикреплённый к смежным деталям путём точечной сварки. Гидропробойником удаётся воспользоваться далеко не всегда, поэтому наилучший вариант – специальное сверло для высверливания точечной сварки, установленное в патрон электродрели.
Конструкция
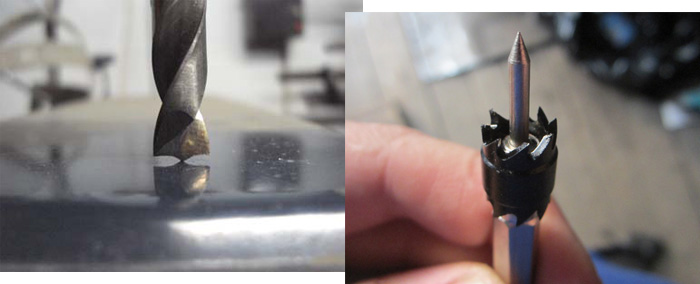
Сверло для точечной сварки опознать просто – его рабочий торец плоский, а по оси имеется заточенный на конус 90º кернящий выступ, благодаря которому можно избавиться от наиболее трудоёмкого этапа – центровки сверла. Поэтому умельцы часто для высверливания используют обычные свёрла, заточенные специальным образом.
Принципиально возможен и другой вариант высверливания точечной сварки – использование специальных коронок. Такой инструмент включает в себя центрирующий подпружиненный стержень, на который насажен режущий диск с несколькими торцевыми зубьями. Предполагается, что сначала пользователь вдавливает керн в металл, а затем, по мере погружения коронки в его толщу, производит высверливание металла вокруг зоны сварного шва. Для придания инструменту необходимой жёсткости, вся конструкция заключена в оправку.
Выполним сравнительную оценку эффективности обоих методов высверливания, предполагая, что металл коронки и сверла одинаков: быстрорежущая сталь Р18 (хотя инструменты такого рода изготавливаются также из сталей Р6М5, Р6М5К5 и даже Р9К6). Предпочтительно использовать инструмент отечественного производства: китайские производители могут вместо быстрореза предложить совсем иную сталь, типа 45Х с ожидаемо плохим финалом.

Коронка для точечной сварки
Инструмент – достаточно массивный, поэтому сначала рекомендуется плотно прижать к поверхности детали центрирующий стержень, а затем, на малых оборотах, приступать к вырезанию металла. Сложность в том, что при точечной сварке малоуглеродистая сталь, из которой изготавливаются все кузовные детали, существенно упрочняется. Поэтому вдавливание в металл центрирующего стержня потребует от работающего значительных усилий.
Вторая проблема — неодновременность врезания зубьев коронки в сталь. Это происходит потому, что поверхность в зоне сварки имеет микронеровности, образовавшиеся в результате термического воздействия от электродов для контактной сварки. Результат – вероятная эксцентричность высверленного отверстия.

Специалисты советуют предварительно кернить места высверливания (например, при помощи шуруповёрта), поскольку нередки случаи, когда центрирующий стержень выскакивает из гнезда, и коронка начинает сверлить сталь совсем в другом месте. В этом случае для операции необходимо иметь два приводных инструмента.
Ещё одна проблема при использовании коронок – их быстрый перегрев, в результате которого эффект теплового расширения увеличивает фактический размер полученного отверстия, и насадка трескается. После использования, коронки необходимо очищать от стружки.
Впрочем, не всё так плохо: коронки имеют двухстороннее исполнение, поэтому при затуплении достаточно перевернуть инструмент на 180º, и продолжать работу тем же комплектом.

Сверло
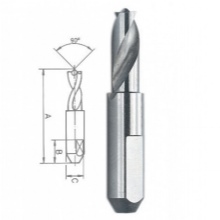
Инструмент для таких целей состоит из трёх участков:
- Керна (его высоту выбирают так, чтобы она была не менее толщины металла детали, обычно достаточно 2…3 мм).
- Основной режущей части. Она может быть обычной или с напылением нитридом титана, в этом случае долговечность сверла заметно увеличивается, а размеры режущей части не будут зависеть от температуры нагрева.
- Посадочной части под патрон электродрели.
Технология высверливания в этом случае несколько упрощается: вначале керн внедряется в металл изделия, а затем боковыми гранями сверла выполняется требуемая операция. В данном случае основная проблема – необходимость выдерживать инструмент строго перпендикулярно поверхности кузовной детали.

При выборе в пользу сверла для точечной сварки необходимо предварительно оценить точность расположения керна, для чего подойдёт штангенциркуль с ценой деления нониуса не 0,1 мм, а 0,01 мм. Несоосность приводит к тому, что часть сверла работает по незакалённому металлу, а потому нагрузка на инструмент распределяется неравномерно. Также придётся затрачивать больше времени на периодическую заточку сверла и собственно керна, тщательно выдерживая его угол при вершине и высоту.
Используя сверло для высверливания точечной сварки, также потребуется изменять число оборотов дрели: вначале оно должно быть небольшим, до 700…800 мин -1 . Тем не менее, суммарная трудоёмкость операции всё равно меньше, чем в предыдущем варианте, а для высверливания достаточно использовать только один электроинструмент – дрель.
Чем высверлить точечную сварку?

Точечная контактная сварка давно применяется при соединении металлоконструкций. Для автомобилестроения применение роботизированной точечной сварки стало настоящим спасением — вместо несущих рам, появилась возможность производить недорогие несущие кузова, по прочности и безопасности превосходящие старые технологии.
При необходимости ремонта такого изделия обычно пользуются методом высверливания точечной сварки. Этот метод имеет следующие достоинства:
- технологичность;
- дешевизна;
- скорость;
- доступность даже для гаражных мастерских.
Необходимые инструменты и приспособления
Чтобы быстро и качественно заменить кузовную деталь высверливанием, нам потребуются:
- Электроинструмент: дрель, шуруповерт, углошлифовальная машинка,
- Ручной инструмент: молоток, зубило, узкое долото.
- Приспособления и насадки: сверло для точечной сварки, коронки по металлу соответствующего диаметра, наждачная бумага, отрезные и зачистные круги.
- Сварочный полуавтомат
Дрель и «болгарка» должны быть с регулировкой оборотов — так легче добиться хороших результатов. Применение ручных механических дрелей непрактично — высверливание требует минимум 600 — 800 оборотов в минуту.
Высверливание может осуществляться насквозь — так снимается ремонтная часть из кузова-донора. Такой способ может осуществляться любой подходящей оснасткой по металлу.
Если есть необходимость высверлить только лицевую часть состыкованных панелей, то потребуется специальная заточка сверла для точечной сварки. Она максимально плоская, на носике имеется поводок — конусообразный выступ, удерживающий центр в нужном месте. Такое сверло можно приобрести или изготовить самостоятельно.
Удалить металл вокруг точки можно коронкой. Она имеет специальный подпружиненный центрующий упор. Он является регулируемым ограничителем — правильно настроив, выбрать «лишнее» железо невозможно. Коронка «выгрызает» металл вокруг точки, не истончая деталь. Этот способ применим к высверливанию поврежденной части на ремонтируемом кузове, когда нельзя повреждать места прилегания ремонтной детали.
Заточка сверла для точечной сварки
В процессе сварки контактной сваркой металл уплотняется, поэтому высверливать его довольно трудно. Сверла должны быть изготовлены из прочной быстрорежущей стали и иметь специальную заточку.
Для сквозного высверливания. Если детали планируется прокручивать насквозь, можно воспользоваться обычным сверлом, заточенным на конус. Диаметр подбирается на 1-2 мм шире сварной точки.
Для просверливания одной детали. Имеют практически плоскую заточку, в центре сверла есть выступ — поводок. Он предназначен для центровки и по внешнему виду напоминает маленькое сверлышко. Поводок может быть узким — подойдет для работы с тонкой жестью, и широким — подойдет для работы с толстым металлом. Диаметр подбирается по диаметру точки или чуть шире.
Корончатые сверла. Состоят из режущей части, направляющего поводка и хвостовика. Режущая часть может быть изготовлена из мягкого материала с твердосплавными напайками. Внутренний диаметр коронки должен быть на 1 мм шире точки. Особенность работы коронкой заключается в том, что она не высверливает материал точки, а выбирает металл детали вокруг нее.
Повторить самостоятельно форму заточки в гаражных условиях довольно сложно. Важно не испортить поводок и не перегреть металл. Потребуется калиброванный заточный станок и кондуктор. Опытный токарь может заточить сверло на обычном станке, но сверло будет работать хуже.
Процесс высверливания
Отсоединение кузовной детали состоит из нескольких логичных этапов:
- Подготовка. Стоит удалить все резинки, молдинги, накладки. Вся кромка стыка должна быть видна. Зачищаем кромку наждачной бумагой — так будут видны все точки. При необходимости узким острым долотом снимается герметик, шпатлевка или наплывы краски.
- Кернение точек. Острым керном аккуратными ударами намечаем центр сверления. Накерненные точки помогут держать центр и не сломать сверло в начале работы.
- Высверливание. Острым носиком сверло устанавливается в центр сварной точки в намеченное углубление. Высверливать точечную сварку необходимо на низких оборотах, двумя руками следует прочно удерживать дрель — детали неровные, и края инструмента всегда стараются задеть за выступы металла.
- Отсоединение поверхностей. Как правило, детали после высверливания продолжают держаться на краске, герметике или не высверленных участках. Отсоединить поможет поддевание плоской тонкой стамеской, ей же вырубаются невысверленные участки.
Новое сверло прослужит значительно дольше, если его не перегревать и работать аккуратно, дрель должна быть перпендикулярна обрабатываемой поверхности. Обороты лучше установить невысокие, изредка рабочую поверхность нужно смазывать. Толстые детали высверливаются в несколько приемов с периодическим охлаждением режущей части.
Другие способы удаления точечной сварки
Есть несколько способов, как удалить сварные точки в труднодоступных местах. Они могут применяться в комплексе с высверливанием, если добраться к точке проблематично.
- Вырубка. Между деталями устанавливается острое зубило, резкими ударами точка срубывается. Детали деформируются, поэтому потребуется дополнительная правка. Облегчить процесс можно пневматическим зубилом или перфоратором
- Вышлифовывание. Абразивным кругом выбирается металл точки до появления четких очертаний соединения. Способ требует аккуратности, так как есть риск повреждения детали.
- Вырезание. Для этого потребуется аппарат плазменной резки. Им можно аккуратно насквозь вырезать точки, а отверстия заварить.
В зависимости от целей, которые стоят перед мастером и удобства применения можно применить любой из предложенных способов. Каждый случай уникален. стоит доверять своему опыту и интуиции.
Сверла для высверливания точечной сварки

- Особенности
- Как работать?
- Как заточить?
В современной промышленности и в сфере автомобилестроения широкое применение отводится методике соединения деталей при помощи выполнения точечной сварки. В результате такой сварки соединение получается прочным и долговечным, при этом сам процесс сварки выполняется довольно быстро, что говорит о высокой производительности методики. Нередко возникают ситуации, когда приваренную с помощью точечной сварки деталь необходимо отсоединить, например, при выполнении кузовного ремонта автомобиля. Чаще всего такой вопрос решается с помощью применения гидропробойника, но использование его не всегда возможно. В этом случае участки сварки высверливают специальным сверлом. Для работы необходимо установить сверлильный инструмент в электродрель и выполнить сверление на медленных скоростных оборотах – через несколько минут после выполнения такой манипуляции сваренные точечной методикой части можно будет отсоединить друг от друга.

Особенности
Сверло для высверливания точечной сварки применяется для удаления неразъёмного сварочного соединения. Такая фреза позволяет выполнить аккуратную рассверловку сварочной точки, не нанося такими действиями значительных повреждений поверхности детали. Нередко для отсверловки применяют инструмент диаметром 8 мм. Найти подобный сверловочный инструмент можно в профильных торговых точках, но его стоимость может оказаться довольно высокой. Однако приобретённое сверло окупит ваши затраты, значительно облегчив процедуру снятия деталей, соединённых между собой точечной сваркой.
Кроме того, прочную стальную фрезу можно подвергнуть заточке – инструмент выдерживает несколько циклов затачивания и сохраняет свои изначальные свойства.



Основные преимущества фрезы для удаления креплений точечной сварки.
- Выполнять работы по высверливанию сварки можно без предварительного формирования углубления в сварочной точке, то есть без накернивания. Такая особенность сверла является удобной, так как экономит массу времени и сил.
- Работать сверлом можно длительное время, осуществляя последовательное высверливание сразу нескольких сварочных точек подряд. Даже при нагреве сверло не утрачивает своих свойств.
- Период эксплуатации инструмента довольно высокий, так как это изделие производится из высокопрочных марок стали и обладает возможностью к многократным циклам затачивания.
- После рассверливания сварных точек демонтированная деталь остаётся сохранённой к повторному использованию. Кроме того, поверхность второй заготовки, к которой была присоединена демонтируемая деталь, не повреждается, и её вновь можно использовать по назначению.


Инструмент, предназначенный для демонтажа точек сварки, изготавливают из легированной стали с добавлением титанового напыления. Выпускаются 2 вида такого инструмента: с одной рабочей стороной либо двухстороннее. Диаметры сверла различны – они могут быть 6, 8 и 10 мм. Выбор диаметра сверла зависит от того, какой размер у сварной точки, которую придется высверливать. При этом к диаметру объекта высверливания прибавляют дополнительно до 1,5 мм.
По своему строению сверловочный инструмент имеет 3 основные части.
- Область керна. Высоту этой части нужно подобрать таким образом, чтобы она превышала толщину детали на 2 мм.
- Режущая часть. Для усиления этой области на металл наносят титановое напыление, что в значительной мере укрепляет сверло, продлевает его износостойкость и позволяет работать инструментом вне зависимости от его нагрева.
- Область крепления. Эта часть предназначена для закрепления сверловочного инструмента в держатель электрической дрели.
По визуальным признакам отличить инструмент, предназначенный для демонтажа точек сварки, от других сверловочных аналогов довольно просто – ось инструмента имеет конусообразный вид, с углом 90°, тогда как рабочая торцевая часть у сверла плоская.


Как работать?
На первый взгляд простая технология применения инструмента, предназначенного для демонтажа точек сварки, имеет несколько особенностей. Специалисты придерживаются в своей работе следующих правил.
- Для работы используется электрическая дрель, у которой есть возможность для регулировки скорости оборотов.
- Работу по высверливанию нельзя выполнять на больших скоростных оборотах, так как штырь инструмента при этом может быть сломан из-за большой нагрузки.
- Для выполнения процесса сверления сверло устанавливают к точке высверливания в строго перпендикулярном положении. Никакие отклонения во время работы недопустимы, так как это может повредить поверхность высверливаемой детали.

Перед началом выполнения сверловочных работ рабочую поверхность нужно подготовить. Делают это следующим образом.
- Поверхность очищают от загрязнений и слоя краски – это в значительной степени повысит качество результата работы и снизит вероятность того, что инструмент соскочит во время сверловки. Зачистку выполняют с помощью наждачной бумаги.
- Хотя сверло можно использовать без предварительного кернения участка сверления, для удобства работы эту процедуру иногда выполняют, используя с этой целью отдельный керн.



Перед началом работы необходимо осмотреть все точки сварки и определить, инструмент какого диаметра потребуется применить для высверливания.
Несмотря на то, что самым ходовым диаметром инструмента является размер 8 мм, могут понадобиться и другие диаметры.

Когда подготовительные работы будут закончены, можно приступать к высверливанию. Для этого сверловочный инструмент ставят в патрон электродрели и наставив рабочую часть инструмента к точке сварки, плотно прижав сверло, начинают сверлить, стартуя с малых оборотов. В процессе выполнения сверловки важно не торопиться и следить за тем, чтобы не просверлить металлическую деталь насквозь. После окончания процесса высверливания точек сварного крепления, следующим этапом будет отделение одной детали от другой.
Следует принимать во внимание, что фреза не просверливает точку сварки полностью насквозь, как это делает обычное сверло, принцип её действия иной – она сверлит по кругу в области точки сварки и позволяет отделить деталь от основания. После того как детали будут разъединены, оставшийся металл от сварки срезают болгаркой либо отрезным шлифовальным диском, а в некоторых – особенно сложных – случаях для разделения деталей используют зубило с молотком.



При необходимости высверливания лицевой части сварочного крепления используют сверло, у которого имеется своеобразный конусовидный выступ в виде носика, с помощью которого центровка сверла удерживается в нужном положении. При этом сама заточка сверла – плоская.
Ещё одним эффективным способом демонтажа точек сварки считается использование небольшой коронки с заточенными зубчиками. Это приспособление имеет в своей конструкции подпружинивающийся упор с центровкой, выполняющий роль ограничителя. Его можно регулировать с помощью специальной настройки. Коронка во время работы удаляет только область точки сварки, при этом не затрагивая лишние части металла детали.
Коронку применяют в тех случаях, когда воспользоваться сверлом бывает проблематично из-за повреждения демонтируемой детали – в этом случае обнаружить места точечной сварки бывает сложно.



Как заточить?
Как и любой режущий агрегат, инструмент, предназначенный для демонтажа точек сварки, нуждается в обслуживании. При затуплении режущих поверхностей выполняется их заточка, если выполнить эту процедуру правильно и аккуратно, то инструменту можно продлить срок эксплуатации, сохранив при этом все его режущие свойства.
Процесс затачивания инструмента для удаления точечной сварки следующий:
- проводится предварительная зачистка острия сверла наждачной бумагой;
- режущие боковые поверхности инструмента стачиваются при помощи абразивного круга – эту манипуляцию нужно выполнять очень аккуратно, чтобы сохранить угол заточки режущей кромки инструмента;
- проверяют качество затачивания и ровность режущих поверхностей сверла;
- выполняется процесс обработки всех краёв сверла с постоянным контролем в процессе работы центровки инструмента, чтобы избежать переточки его с одной из сторон.
Затачивание сверловочного инструмента необходимо выполнять аккуратно. Если нарушить угол заточки режущей части, то сверло придет в негодность.
Если у вас нет самостоятельного навыка точения режущих инструментов, сверло для затачивания можно отдать в специализированную мастерскую.

О том, как заточить сверло для высверливания точечной сварки своими руками, вы можете узнать из видео ниже.
Сверла для точечной сварки в Москве
- Наборы ручного инструмента
- Сверла и наборы
- Коронки и наборы для электроинструмента
- Аппараты для контактной сварки
- Пневмодрели
Сверло по металлу АвтоDело 40128 8 мм

Licota SD-0850R Сверло для точечной сварки сверхпрочное 8 х 50 мм
Сверло WIEDERKRAFT для высверливания точечной сварки 6×70мм WDK-65119
Licota ATG-6011 Набор сверл для точечной сварки 3/8″ и 5/16″
Сверло для точечной сварки 8мм WURTH
Сверло для высверливания точечной сварки, укороченное Wurth-071080
Набор сверл Техмаш 12642 13 шт
Набор для высверливания точечной сварки 9 предмета
Споттер для точечной сварки Циклон ТИКС-1000
Сверло фоснера AEG 4932363704 12х90мм
Набор сверл WIEDERKRAFT для удаления точечной сварки WDK-65037
Сверло для точечной сварки PROJAHN 70840
Сверло фоснера AEG 4932363706 16х90мм
Сверло для точечной сварки 8мм WURTH 0710008
Набор АвтоDело для высверливания точечной сварки 9 предметов
Сверло ступенчатое БАРС 72362 96
Сверло для сварочных точек PROJAHN 70800
Сверло для точечной сварки Mighty Seven, 8 мм



Сверло Туламаш 6.5mm 143075
Сопло для точечной сварки Blue Weld 722687 10
Сверло фоснера AEG 4932363711 25х90мм
Сверло по металлу, центровочное АвтоDело 40124 9.5 мм
SD-0850R Сверло для точечной сварки сверхпрочное 8 х 50 мм LICOTA
Сверла для высверливания точечной сварки 5/16″ и 3/8″ в наборе 67-3105 AIST
Как правильно высверлить точечную сварку. Инструменты и приспособления
Начинающие кузовщики часто задаются вопросом, как правильно снять деталь (крыло, порог) при замене, если этот элемент крепиться не на болтах или саморезах, а на заводской точечной сварке. Вот тут, нужно сразу определиться, а для чего это нужно. Если снять и выбросить, то тут не нужно долго думать, а сразу болгарку или зубило и рубите как хочется, но не везде…
В местах, где ремонтная деталь подкладывается под метал, к примеру, порог задвигается под среднюю стойку и под крылья спереди и сзади, вот там нужно аккуратно высверлить места точечной сварки.
В этой статье я расскажу и покажу на фото, как правильно, а главное чем и как высверливать такие сварные места на примере замены порога. Принцип и саму технологию, конечно можно применять и к другим навесным деталям кузова, которые крепятся точечной сваркой.
Не зная о существовании специальных приспособлений, я затачивал простые сверла ровно, чтобы они обрезали металл вокруг сварочной точки от контактной сварки, ох и намучился я с ними, вам скажу!
Но не будем о грустном, а перейдем к самой процедуре снятия порога (под замену) с использованием специальных сверл для высверливания точечной сварки.
Инструменты и приспособления для высверливания точечной сварки
Для того, чтобы снять порог я использую:
- болгарку (малую) с регулятором оборотов, к ней диск отрезной (толщиной 1,2 мм – оптимальная толщина для работы с металлом автомобиля) и болгарку с зачистным диском (6 мм толщиной),
- клещи,
- тонко заточенное зубило,
- коронку для высверливания точечной сварки,
- дрель,
- керн,
- сверло диаметром 2 мм (можно 3) это не существенно,
- шуруповерт.
Спросите, почему так много всего? Ответ довольно прост – чтобы не переставлять сверла, и не менять диски на болгарке.

Итак, начинаем снимать порог
Сначала нужно отсверлить, те места, где впоследствии будет подставляться новый порог – средняя стойка, сапожок заднего и переднего (если оно не съемное) крыла.
Вот для этого нам понадобятся специальные сверла для высверливания точечной сварки.

Полностью это приспособление называется «коронка с оправкой для высверливания точечной сварки».
Коронка это и есть те «зубчики», которые режут металл, а оправка, это утолщение на ней, для придания жесткости и удержания двух противоположно расположенных коронок.
Купить в простом магазине инструментов их проблематично. Поэтому, я заказываю такие коронки в интернет-магазине.
Как видите, можно использовать и сверло, и коронку, но для себя я выбрал и использую коронку, о которой и расскажу.
Почему коронка, а не сверло?
Как вам сказать? Тут на любителя, что ли, и к тому же, есть один нюанс – направляющее острие на сверле, не всегда прорезает закаленную часть точечной сварки, и нужно просверлить ее другим сверлом, чтобы это, углубилось до того, что срежет верхнее железо. Сумбурно? Ну как смог…
Цена фирменной коронки более тысячи рублей, китайские (тайваньские) от 130 рублей. Работал я и теми, и другими, и скажу вам по секрету, что отдал предпочтение китайским.
Фирменные — более острые и дольше держат заточку, но более хрупкие и ломаются при малейшем неосторожном движении (перекосе).
Китайские же, не так подвержены крошению, да и заточку держат не плохо. Есть один недостаток, это заедание направляющего стержня. Но если у вас было фирменное, как у меня, то впоследствии можно на хвостовик, просто, ставить китайские коронки. К слову, они есть (оказывается) в продаже отдельно от хвостовика.

На фото это 9,5 мм, есть у меня и 8 мм, меньше я не встречал. Само это приспособление разборное – коронка снимается (отвинчивается – резьба обычная) и как вы уже заметили режущая кромка с обеих сторон, при повреждении одной стороны, перевернули и работаем дальше.
В центре впереди, направляющий штырь, он на пружине, при надавливании утопает. Не пугайтесь, если вдруг начнете сверлить, а кромка не достает, до металла из-за штыря – он регулируемый. В хвостовике есть болт под плоскую отвертку (на фото ниже отмечен стрелкой), с его помощью отрегулируйте штырь так, чтобы кромка погружалась в металл на глубину толщины одного слоя.

Вставляете это приспособление в дрель, дрель для высверливания точечной сварки, лучше использовать с регулятором оборотов или ту, которая обладает большой мощностью при малых оборотах.
 Не спешите сразу сверлить! Сначала найдите все сварочные точки и накерните. Бывает, что направляющий штырь выскакивает из накерненной точки, что зачастую приводит к поломке коронки.
Не спешите сразу сверлить! Сначала найдите все сварочные точки и накерните. Бывает, что направляющий штырь выскакивает из накерненной точки, что зачастую приводит к поломке коронки.
Один хороший человек, по имени Алексей Маркелов, посоветовал мне насверливать места кернения, теперь если керн делает мелкое углубление, я сверлом диаметром 2-3 мм углубляю его (чтобы не переставлять сверла, я использую для этой цели шуруповерт).
Теперь, можете высверливать места от точечной сварки.
Обороты на дрели выставляете малые, не больше 800 оборотов в минуту, коронка должна упираться в металл, строго перпендикулярно, чтобы полностью все зубцы были прижаты к металлу. Коронка обрежет железо вокруг сварной точки, и место сварки останется на том металле, который под низом.
Теперь, можно срезать порог тонким зубилом (я пользуюсь острозаточенной старой стамеской), выковырять и если нужно, то подрубить отсверленное железо.

Процесс удаления порога, желательно, проводить в указанной мною последовательности. Объясню почему.
Если вы сначала обрежете весь порог, и оставите только те места, где нужно будет отсверлить, то вы точно поломаете коронку, потому, что не будет упора, и металл будет играть, прогибаться даже от незначительного нажатия.
Отойдя немного от темы высверливания мест точечной сварки с помощью коронки и дрели, продолжу о снятии порога.
Если вы не собираетесь использовать порог в дальнейшем в качестве донора, то все точки высверливать не нужно, а только те, что я назвал выше. Остальное все можете удалить, как вам позволит ваша фантазия – срезать болгаркой, отрубить зубилом или топором.
Я обрезаю все вплотную болгаркой или срубаю зубилом, места крепления с оставшимися (не высверленными точками) прорезаю болгаркой (на глубину листа металла), а потом клещами отрываю места сварки.

Это быстрее и удобнее, чем все ранее испробованные мною способы.
После установки нового порога, просто провариваете через уже готовые отверстия, зачищаете и шпаклюете.
