Ленточная резьба что это такое?
Резьба прямоугольная
Резьба прямоугольная относится к классу кинематических резьб и используется для передачи движения. Преимуществом прямоугольной нарезки является ее высокий коэффициент полезного действия. Недостатками данного вида нарезания является низкая прочность и сложная технология изготовления.

Особенности резьбы
Прямоугольная резьба обладает нестандартным квадратным профилем, поэтому для нее не установлены стандартные параметры шага, диаметра, величины среза и хода. Глубина профиля данной разновидности нарезки равняется половине шага. Основные размеры резьбовых соединений с прямоугольным профилем определены в ГОСТ 9150-81.
По методу образования выделяют левую и правую прямоугольные резьбы. Левая разновидность нарезки создана контуром, осуществляющим вращение против часовой стрелки. Контур перемещается вдоль оси, относительно наблюдателя. Правая резьба образована контуром, производящим вращательные движения по часовой стрелке. Движение производится вдоль оси по направлению от наблюдателя.
Прямоугольная резьба может быть однозаходной (нарезка произведена в виде 1 витка). В этом случае груз, размещенный на винтах резьбовых соединений, не сможет самостоятельно опуститься без влияния дополнительной силы трения. Это преимущество однозаходной нарезки обусловлено наличием свойства самоторможения. Также изготавливаются многозаходные резьбовые соединения, где нарезка осуществлена в виде 2-3 раздельных витков, расположенных на равной дистанции. Число заходов прямоугольной резьбы возможно измерить при помощи следующей формулы: Z = L/S, где S – размер шага и L – значение хода.
Прямоугольная резьба обладает множеством схожих особенностей с трапецеидальной ленточной разновидностью нарезки. Обе разновидности нарезания используются для превращения вращательного вида движения в поступательное, обладают свойством самоторможения и не имеют точных стандартов изготовления. Тем не менее прямоугольная резьба уступает трапецеидальной по показателям прочности и технологичности. Также ленточная резьба имеет более простую технологию изготовления, располагает высокими показателями силы трения и не требует дополнительного фиксирования. Но она уступает резьбе с прямоугольным сечением по величине КПД. Сейчас прямоугольная резьба постепенно заменяется трапецеидальной во многих сферах промышленности из-за большого количество недостатков.
Применение
Раньше резьба с прямоугольным сечением использовалась преимущественно при изготовлении винтовых механизмов. Сейчас этот вид нарезки применяется очень редко из-за технологических сложностей, возникающих во время создания резьбового соединения, и большого количества зазоров, появляющихся между винтовыми витками при износе. В нынешнее время этот вид нарезки полностью заменен трапецеидальной резьбой. В ней зазоры устраняются при помощи стягивания разрезной гайки.

Резьбу с прямоугольным сечением продолжают применять в промышленном секторе для изготовления креплений, регулировочных инструментов и соединений, где необходимо свести самоотвиничивание силовых элементов к минимальным значениям. С применением технологии прямоугольной нарезки производятся следующие устройства:
- Болт – стержень цилиндрической формы с головкой. Согласно ГОСТ 7798-70, это крепежное изделие изготавливается в 3 исполнениях, различающимися местоположением отверстий. Размеры стержня и головки болта должны соответствовать длине диаметра резьбового соединения. Чаще всего болты с прямоугольной резьбой изготавливаются с шестигранной головкой.
- Шпильки – цилиндрические стержни, на обоих концах которых присутствует резьба с квадратным профилем. Применяются для соединения различных устройств и деталей. Пример обозначения шпильки: M300´1.6-6g´110.59, где соответственно указывается диаметр изделия, его шаг, поле допуска, длина и класс прочности. Шпильки применяются в тех случаях, когда соединить детали невозможно при помощи болтов, что связано с высокими показателями толщины изделия.
- Винты – стержень цилиндрической формы с головкой и резьбой. Эти устройства отличаются от болтов наличием углублений для отверток и других инструментов. Они применяются для фиксации деталей во время процедуры их сборки или ремонта. Существует 3 разновидности винтовых конструкций: установочные, регулирующие и крепежные. Согласно ГОСТ № 1491-80 и ГОСТ № 17474-80 винты обязаны изготавливаться с цилиндрической или полупотайной головкой. Резьба с квадратным профилем используется при изготовлении ходовых или грузовых винтов.
- Гайки – детали, навинчиваемые на болты или шпильки. Они обладают резьбовыми отверстиями и характеризуются по параметру высоты: низкие, средние, высокие и особо высокие.
- Шайбы – штампованные кольца, подкладываемые под гайки или головки крепежных инструментов. Они могут исполняться как с фаской, так и без нее. ГОСТ 11371-78 устанавливают для шайб параметры толщины, длины, материала и покрытия.

Ограниченность применения резьбы с прямоугольным профилем обусловлена невозможностью устранения ее главных недостатков. Ее нельзя подвергнуть фрезерованию или шлифовке. По этой причине этот вид нарезки очень трудно создавать в промышленных масштабах. Основной областью применения прямоугольного вида резьбы является машиностроительный и приборостроительный сектора, где часто используются крепежные устройства (болты, гайки, шайбы, шпильки и винты).
Обозначение на чертеже
Изображение резьбового соединения на чертеже представляет собой процедуру буквенного обозначения типа нарезки изделия. На рисунке прямоугольный тип нарезки может изображаться 2 способами: посредством местного разреза, где обозначаются ее основные размерные характеристики, и с применением выносного элемента – дополнительного рисунка части изделия в увеличенном размере. Для прямоугольной резьбы не существует точных стандартов обозначения. Поэтому на чертеже для ее изготовления приводится вся необходимая информация о размерах нарезки.

Согласно ГОСТ № 2.311—68, при составлении резьбовых чертежей на производстве линия винта заменяется одной 2 сплошными линиями – основной и тонкой. В этом случае для изображения внутреннего и наружного диаметра действуют следующие правила:
- При наружной резьбе внешний диаметр обозначается сплошными основными линиями, внутренний диаметр – сплошной тонкой. Расстояние между линиями должно составляет не менее 0,008 см. Оно может быть больше величины шага.
- Сплошная тонкая линия проводится на величину длины нарезки без сбега. С ней пересекается граница фаски.
- По внутреннему диаметру изображается дуга, длина которой составляет 0,75 от длины окружности. Она размыкается в любом месте. При этом фаска на чертеже не обозначается.
- При внутренней нарезке внешний диаметр изображается сплошной тонкой линией, внутренний диаметр – сплошной основной. Невидимые участки нарезки обозначаются пунктирными линиями. В этом случае линию, определяющую границу нарезания, рисуют на стержне до начала сбега.
- Рядом с границей резьбы во время ее изготовления образуется глухое отверстие, именуемое гнездом. Оно выполнено в форме конуса. Его угол при вершине составляет 120°. При условии, что дно глухого отверстия находится рядом с концом резьбы, то допускается обозначение нарезки до конца отверстия.
Особым параметром резьбы с нестандартным квадратным профилем является профиль. При его обозначении необходимо проделывать местный разрез. На нем, в плоскости, параллельной оси резьбового соединения, изображается только те элементы нарезки, не закрытые стержнем.
Нарезание прямоугольной резьбы
Изготовление резьбовых соединений с прямоугольным профилем осуществляет на токарных станках при помощи специальных резцов. Перед началом нарезания данный инструмент затачивается по образцу, его профиль подбирается в соответствии с профилем нарезки. Зданий угол резца отклоняется на 8°. Для снижения трения инструмента об поверхность изделия дополнительно устанавливаются вспомогательные углы.

После процесса затачивания необходимо правильно расположить резец. Существует 2 главных метода установки инструмента при нарезании:
- Первый способ: основная кромка резца размещается параллельно оси изделия. В этом случае профили нарезки и инструмента будут точно совпадать, что позволит воссоздать необходимую форму винтового соединения. Преимуществом данного способа является улучшение условия для проведения нарезки. Но при этом кромка сильно износится за короткий временной промежуток.
- Второй способ: кромка располагается у боковых стенок резьбового соединения под углом 90°, что позволит равномерно распределить нагрузку на инструмент. Но профили резца и резьбы не совпадают, поэтому винт не получит правильную форму. Этот метод нарезания используются преимущественно для осуществления черновой нарезки.
При создании прямоугольной резьбы используются державки – приспособления для установки резца. Этот прибор позволяет мастеру не производить повторную переточку режущего инструмента при изменении внутреннего или внешнего диаметра.
После установки резца начинается процесс нарезания. Резьбы, шаг которых не превышает значения в 0,4 см, нарезаются при помощи 1 резца. При резьбовых соединениях с большей величиной шага применяются сразу 2 режущих инструмента: для черновой и чистовой нарезок.
Ленточная резьба что это такое?
Резьба — чередующиеся выступы и впадины на поверхности тела вращения, расположенные по винтовой линии; применяется как средство соединения, уплотнения или обеспечения заданных перемещений деталей машин, механизмов, приборов, аппаратов и сооружений.
Виток резьбы — часть резьбы, образованной при одном повороте профиля вокруг оси вращения.
Наружный диаметр резьбы (d) — диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы или вписанного во впадины внутренней резьбы.
Номинальный диаметр резьбы — диаметр, условно характеризующий размеры резьбы и используемый при ее обозначении.
Внутренний диаметр резьбы (d1) — диаметр воображаемого цилиндра, вписанного во впадины наружной резьбы или описанного вокруг вершин внутренней резьбы.
Профиль резьбы — плоская фигура, получаемая в плоскости, проходящей через ось резьбы.
Высота профиля (H) — радиально измеренная высота основного расчетного теоретического профиля (высота исходного треугольного профиля), общего для резьбы на стержне и в отверстии.
Угол профиля — угол между боковыми сторонами профиля, измеренный в осевой плоскости резьбы.
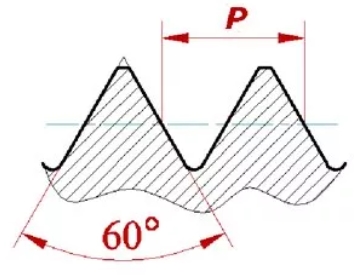
Шаг резьбы ( P ) — расстояние между соседними одноименными точками профиля в направлении, параллельном оси резьбы той же винтовой поверхности.
Ход резьбы ( P h ) — расстояние по линии, параллельной оси резьбы, между исходной средней точкой на боковой стороне резьбы и средней точкой, полученной при перемещении исходной по винтовой линии на угол 360°. В однозаходной резьбе ход равен шагу, в многозаходной – произведению шага на число заходов n: P h = n P .

Соотношение шага и хода резьбы в зависимости от числа заходов
Рабочая высота профиля (h) — наибольшая высота соприкосновения сторон профиля резьбовой пары, измеренная радиально.

Длина свинчивания (L) — длина участка взаимного перекрытия наружной и внутренней резьбы в осевом направлении.

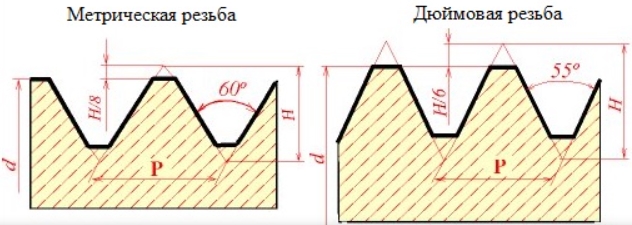
Профиль резьбы установлен ГОСТ 9150-81 и представляет собой треугольник с углом при вершине 60 о .
Это основной вид крепежной резьбы. Предназначен для соединения деталей непосредственно друг с другом или с помощью стандартных изделий, имеющих метрическую резьбу, – болтов, винтов, шпилек, гаек.
Основные ее элементы и параметры задаются в миллиметрах (ГОСТ 24705-81 ).
Согласно ГОСТ 8724-81 метрические резьбы выполняются с крупным и мелким шагом на поверхностях диаметром от 1 до 68 мм, свыше 68 мм резьба имеет только мелкий шаг, причем мелкий шаг резьбы может быть разным для одного и того же диаметра, а крупный имеет только одно значение. Крупный шаг в условном обозначении резьбы не указывается. Так, для резьбы диаметром 10 мм крупный шаг резьбы равен 1,5 мм, мелкий — 1,25; 1; 0,75; 0,5 мм.
Примеры условного обозначения:
М18-6g резьба метрическая наружная , номинальный диаметр 18 мм , шаг крупный, поле допуска резьбы 6g;
М18х0,5-6g то же, шаг мелкий Р=0,5;
М18LH-6g то же, но левая;
М18-6Н резьба метрическая внутренняя , номинальный диаметр 18 мм , шаг крупный, поле допуска резьбы 6Н.
В настоящее время нет стандарта, который регламентирует основные размеры дюймовой резьбы. Ранее существовавший ОСТ НКТП 1260 отменен, и применение дюймовой резьбы в новых разработках не допускается.
Резьба треугольного профиля с углом при вершине 55 о .
В соответствии с ГОСТ 63 11 –81 трубная цилиндрическая резьба имеет профиль дюймовой резьбы, т.е. равнобедренный треугольник с углом при вершине, равным 55°.
Резьба стандартизована для диаметров от 1/16 » до 6″ при числе шагов z от 28 до 11. Номинальный размер резьбы условно отнесен к внутреннему диаметру трубы (к величине условного прохода). Так, резьба с номинальным диаметром 1 мм имеет диаметр условного прохода 25 мм, а наружный диаметр 33,249 мм.
Примеры условного обозначения:
G1 1 /2-А резьба трубная цилиндрическая, 1 1 /2 условный проход в дюймах, класс точности А;
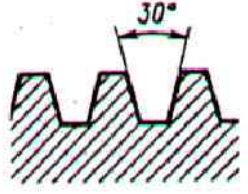
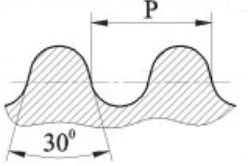
Резьба с профилем в виде равнобочной трапеции с углом 30 о . Применяется для передачи возвратно-поступательного движения или вращения в тяжело нагруженных подвижных резьбовых соединениях. Часто используется при изготовлении ходовых винтов, согласно ГОСТ 24738-81 выполняется на поверхностях диаметром от 8 до 640 мм.
Трапецеидальная резьба может быть однозаходной (ГОСТ 24738-81, ГОСТ 24737-81) и многозаходной (ГОСТ 24739-81). ГОСТ 9484-81 устанавливает профиль трапецеидальной резьбы.
Пример условного обозначения:
Tr40х6 — трапецеидальная однозаходная резьба с наружным диаметром 40 мм, шагом 6 мм.
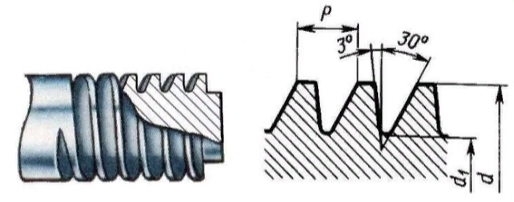
Р езьба с профилем в виде неравнобочной трапеции с углом рабочей стороны 3 о и нерабочей — 30 о . Упорная резьба, как и трапецеидальная, может быть однозаходной и многозаходной. Выполняется на поверхностях диаметром от 10 до 640 мм (ГОСТ 10177-82). Применяется для передачи больших усилий, действующих в одном направлении: в домкратах, прессах и т.д.
Пример условного обозначения:
S80х 10 — упорная однозаходная резьба с наружным диаметром 80 мм, шагом 10 мм;
S80х 20(P10) — упорная многозаходная резьба с наружным диаметром 80 мм, величиной хода 20 мм, шагом 10 мм.
Эта р езьба имеет прямоугольный (или квадратный) нестандартный профиль, поэтому все ее размеры указываются на чертеже. Применяется для передачи движения тяжело нагруженных подвижных резьбовых соединений. Обычно выполняется на грузовых и ходовых винтах.
Р езьба с круглым профилем (ГОСТ 6242-83) обладает сравнительно большим сроком службы и повышенным сопротивлением при значительных нагрузках. Применяется при изготовлении часто свинчиваемых соединений (шпиндели, вентили и т.д.), работающих в загрязненной среде, а также тонкостенных деталей с накатанной или штампованной резьбой (цоколь электролампы и т.д.).
Пример условного обозначения:
Rd16 — круглая резьба с наружным диаметром 16 мм.
Если круглая резьба применяется в соединениях санитарно-технической арматуры, то ее обозначение будет следующим: Кр12х2,54 (ГОСТ 13536-68).
Классификация резьбы
Большинство выпускаемых современной промышленностью конструкций, выполненных из дерева, пластика, металла и других материалов, скрепляются посредством соединений резьбового типа. Совокупность таких факторов, как надежность и простота не в ущерб эффективности, обусловила их широкое распространение в промышленном производстве, начиная от строительной сферы, включая машино- и автомобилестроение, и заканчивая прокладкой трубопроводов. Резьбовые соединения, кроме того, активно используются в бытовых целях. В целом, резьба выглядит в виде гребней и впадин однородного сечения спиралевидной конфигурации. Витки могут накатываться на наружную поверхность цилиндра, либо на поверхность внутреннюю предварительно проделанного отверстия. Рассмотрим подробнее существующие виды резьбы.
Резьба метрическая

Особенности
Отметим основные особенности применения резьбовых шагов обоих видов.
-
Мелкий используется в диаметрах, изменяющихся в диапазоне 1,0 мм ≤d≤ 600,0 мм, а крупный – в диаметрах 1,0 мм ≤d≤ 68,0 мм.
Мелкая нарезка актуальна для формирования соединений с повышенной герметичностью.
Крупная резьба подходит для соединений, подверженных ударным нагрузкам.
Большинство регулировочных соединений создаются с использованием резьбы, накатанной с мелким шагом. Причина – небольшое расстояние, отделяющее соседние витки, облегчает процедуру модификации параметров
Назовем основные.
Разница профиля не позволяет осуществить соединение деталей, на поверхности которых накатана дюймовая и метрическая резьба. Скрепление получится хрупким, и что не менее критично – негерметичным. При транспортировке это может обусловить протекание жидкостей.
Резьба цилиндрическая трубная
Согласно положениям ГОСТа 6357-81 профиль резьбы трубной цилиндрической совпадает с профилем ранее рассмотренной дюймовой резьбы. Используется не только в самих трубах, но и в сопрягаемых элементах трубного типа (тройниках, муфтах, сгонах и т.д.). При этом нужно знать один важный момент. Заключается он в следующем: нарезка резьбы осуществляется на трубах с диаметром не больше 6″. Изделия с диаметром, превышающим 6 дюймов, обычно свариваются, что обеспечивает более высокий уровень герметичности и надежности.
Особенности
Одной из особенностей резьбы цилиндрической трубной является требование выполнения ее с закруглениями. Объясняется это видом наиболее часто транспортируемых веществ – обычно это жидкости. Скругление гребней и впадин призвано упростить герметизацию соединений. На острых вершинах все наиболее популярные уплотнительные материалы – и лен, и даже лента-герметик – при плотном затягивании режутся. А если создавать резьбовые соединения без применения краски, они обычно протекают.
Впрочем, в ГОСТе 6357-81 по этому поводу имеется одна оговорка. Звучит она так: выполнение внутренней резьбы цилиндрической трубной с плоским срезами допускается, когда возможность сопряжения с резьбой конической наружной исключена.
Резьба коническая трубная
Профиль резьбы конической трубной такой же, как в предыдущем варианте, но отличие кроется в уменьшении диаметра по мере продвижения от начала нарезки к торцу трубного элемента. В вышеуказанном ГОСТе четко сказано, что применяется резьба такого типа, когда требуется обеспечить герметичность трубопроводной магистрали, работающей под высоким давлением.
Особенности

Из других особенностей резьбы конической трубной можно выделить:
количество витков на одном дюйме зависит от величины диаметра изделия. В частности, на отрезке 25,4 мм может быть накатано минимум 11 витков, а максимум – 28;
шаг резьбы лежит в пределах 0,907 мм ≤Р≤ 2,309 мм;
длина общего резьбового отрезка на поверхностях сопрягаемых элементов после вкручивания одного в другой (параметр l 2 на рисунке): при минимальной резьбе 1/16″ – 4,0 мм; когда диаметр резьбы максимальный 6″ – 28,6 мм.
Резьба трапецеидальная
Резьба трапецеидальная является одной из разновидностей резьбы метрической. Отличается она профилем, имеющем нестандартную конфигурацию, сечение которого напоминает трапецию. Широко используется в механизмах, осуществляющих трансформирование вращательного движения в возвратно-поступательное.
Особенности
Трапецеидальная резьба с углом подъема, равным 30°, является самотормозящей. Наличие этого свойства препятствует деформации заготовки при воздействии на нее значительных нагрузок. По сравнению с трубной резьбой ей присуща лучшая износоустойчивость. Возможностью обеспечения умеренных показателей осевого перемещения обрабатываемой детали характеризуются резьбы трапецеидального типа, выполненные со средним шагом.
Нормами ГОСТа 9484-81 установлены следующий диапазон изменения основных рабочих параметров рассматриваемой резьбы:
шаг: минимальный 1,5 мм; максимальный 48 мм;
высота воображаемого треугольника, вершины которого – это точки пересечения визуального продолжения соседних граней рядом расположенных гребней: от 1,4 мм до 44,784 мм;
расстояние между рядом расположенными выступами по внутреннему резьбовому диаметру: min 0,549 мм; max 17,568 мм.
Резьба упорная
Резьба упорная характеризуется профилем, выполненным в виде неравносторонней трапеции. Его рабочая сторона наклонена по отношению к вертикальной оси под углом, составляющим 3 градуса, а угол между другой стороной и вертикалью равен 30 градусов. Применяется резьба упорная для сопряжения элементов, которые в ходе эксплуатации подвергаются воздействию значительных односторонних нагрузок. Самый наглядный пример – домкрат.
Особенности
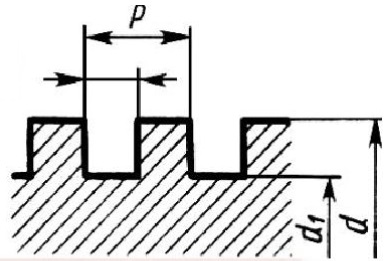
Значения технических характеристик резьбы однозаходной упорной установлены нормами ГОСТа 10177-82. Диапазоны изменений основных параметров, отображенных на рисунке, выглядят так:
-
расстояние между продольной осью резьбы и внешней гранью гребня (обозначение d): минимальное10,0 мм; максимальное 100,0 мм. Этот параметр ни что иное, нежели внешний диаметр резьбы:
расстояние между дном спиралевидной накатки и продольной осью резьбы (обозначение d 1 ): от 7,0 мм до 70,0мм.
Резьба круглая
Профиль резьбы данной разновидности формируют дуги, объединенные между собой отрезками прямой линии. Численное значение угла при вершине пересечения продолжений сторон витков составляет 30°. Применение круглой резьбы носит ограниченный характер. В частности, ею оснащается водопроводная арматура, в том числе шпиндели вентилей смесителей.
Особенности
Требования к резьбе круглой устанавливают нормы ГОСТа 13536-68.
Особенности круглого профиля обеспечиваю продолжительный период эксплуатации накатки за счет значительной сопротивляемости воздействию внешних нагрузок. Витки не стираются даже при частых процедурах закручивания/вывинчивания. С успехом применяется круглая резьба в конструкциях, при работе подвергающихся воздействию негативных факторов загрязненной окружающей среды. Например, она используется при сцепке Ж/Д вагонов.
Вышеуказанным ГОСТом утверждено только одно значение номинального диаметра резьбы данного вида – 12,0 мм. Что же касается ее шага (обозначение на рисунке литерой «Р»), то этим стандартом предусмотрен тоже один размер – 2,540 мм.
Прямоугольная резьба
Прямоугольная резьба входит в категорию резьб кинематического типа. Используется для выполнения функции, связанной с передачей движения. Высокий КПД – вот основное преимущество этой резьбы. Недостаток – сложный технологический процесс изготовления и невысокая прочность.
Особенности
По состоянию на начало 2021 года нет действующего Государственного стандарта, устанавливающего значения основных технических характеристик резьбы прямоугольной. Для назначения допусков, размеров шагов и диаметров используются соответствующие шкалы ГОСТов на резьбу трапецеидальную.
В большинстве случаев профиль зуба прямоугольной резьбы имеет квадратную конфигурацию, как это показано на рисунке.
Но ряд производителей применяют расширенную полку горизонтального фрагмента. Такое конструктивное решение способствует улучшению прочностных характеристик резьбового соединения. Наиболее часто реализуемый диапазон изменений внешнего диаметра накатки такой – от 8,0 мм до 40,0 мм. Шаг резьбы варьируется в пределах:
крупный: min 2,0 мм; max 10,0 мм;
мелкий: минимальный 0,75 мм; максимальный 7,0 мм.
Заключение
Подводя итоги, следует отметить, что существуют т.н. специальные резьбы. К данной категории относятся те, которые характеризуются стандартным профилем, но при этом размер их шага и диаметра, не прописан ни в одном из действующих нормативных документов. Ну и, конечно же, к данному типу относятся резьбы, отличающиеся нестандартным профилем. Их изготовление проводится по индивидуально подготовленным чертежам, содержащим все необходимые параметры резьбы. С одним из представителей данной группы мы уже знакомы. Специальной считается прямоугольная резьба.
Упорная резьба: таблица, размеры (диаметры, шаги и профиль)
| P, мм | d, мм |
| 2, 3 | 14 |
| 2, 4 | 16, 18, 20 |
| 2, 3, 5, 8 | 22, 24, 26, 28 |
| 3, 6, 10 | 30, 32, 34, 36 |
| 3, 6, 7, 10 | 38, 40, 42 |
| 3, 7, 8, 12 | 44 |
| 3, 8, 10 | 46, 48, 50, 52 |
| 3, 8, 9, 12, 14 | 55, 60 |
| 4, 10, 16 | 65, 70, 75, 80 |
| 4, 5, 12, 18, 20 | 85, 90, 95 |
| 4, 5, 12, 20 | 100, 110 |
Ориентируйтесь на эти справочные данные при выборе варианта нарезки и помните: нормативные значения геометрических показателей – залог высокой совместимости деталей и особенно крепежных элементов.
Особенности резьбы
Прямоугольная резьба обладает нестандартным квадратным профилем, поэтому для нее не установлены стандартные параметры шага, диаметра, величины среза и хода. Глубина профиля данной разновидности нарезки равняется половине шага. Основные размеры резьбовых соединений с прямоугольным профилем определены в ГОСТ 9150-81.
По методу образования выделяют левую и правую прямоугольные резьбы. Левая разновидность нарезки создана контуром, осуществляющим вращение против часовой стрелки. Контур перемещается вдоль оси, относительно наблюдателя. Правая резьба образована контуром, производящим вращательные движения по часовой стрелке. Движение производится вдоль оси по направлению от наблюдателя.
Прямоугольная резьба может быть однозаходной (нарезка произведена в виде 1 витка). В этом случае груз, размещенный на винтах резьбовых соединений, не сможет самостоятельно опуститься без влияния дополнительной силы трения. Это преимущество однозаходной нарезки обусловлено наличием свойства самоторможения. Также изготавливаются многозаходные резьбовые соединения, где нарезка осуществлена в виде 2-3 раздельных витков, расположенных на равной дистанции. Число заходов прямоугольной резьбы возможно измерить при помощи следующей формулы: Z = L/S, где S – размер шага и L – значение хода.
Прямоугольная резьба обладает множеством схожих особенностей с трапецеидальной ленточной разновидностью нарезки. Обе разновидности нарезания используются для превращения вращательного вида движения в поступательное, обладают свойством самоторможения и не имеют точных стандартов изготовления. Тем не менее прямоугольная резьба уступает трапецеидальной по показателям прочности и технологичности. Также ленточная резьба имеет более простую технологию изготовления, располагает высокими показателями силы трения и не требует дополнительного фиксирования. Но она уступает резьбе с прямоугольным сечением по величине КПД. Сейчас прямоугольная резьба постепенно заменяется трапецеидальной во многих сферах промышленности из-за большого количество недостатков.
Применение
Раньше резьба с прямоугольным сечением использовалась преимущественно при изготовлении винтовых механизмов. Сейчас этот вид нарезки применяется очень редко из-за технологических сложностей, возникающих во время создания резьбового соединения, и большого количества зазоров, появляющихся между винтовыми витками при износе. В нынешнее время этот вид нарезки полностью заменен трапецеидальной резьбой. В ней зазоры устраняются при помощи стягивания разрезной гайки.

Резьбу с прямоугольным сечением продолжают применять в промышленном секторе для изготовления креплений, регулировочных инструментов и соединений, где необходимо свести самоотвиничивание силовых элементов к минимальным значениям. С применением технологии прямоугольной нарезки производятся следующие устройства:
- Болт – стержень цилиндрической формы с головкой. Согласно ГОСТ 7798-70, это крепежное изделие изготавливается в 3 исполнениях, различающимися местоположением отверстий. Размеры стержня и головки болта должны соответствовать длине диаметра резьбового соединения. Чаще всего болты с прямоугольной резьбой изготавливаются с шестигранной головкой.
- Шпильки – цилиндрические стержни, на обоих концах которых присутствует резьба с квадратным профилем. Применяются для соединения различных устройств и деталей. Пример обозначения шпильки: M300´1.6-6g´110.59, где соответственно указывается диаметр изделия, его шаг, поле допуска, длина и класс прочности. Шпильки применяются в тех случаях, когда соединить детали невозможно при помощи болтов, что связано с высокими показателями толщины изделия.
- Винты – стержень цилиндрической формы с головкой и резьбой. Эти устройства отличаются от болтов наличием углублений для отверток и других инструментов. Они применяются для фиксации деталей во время процедуры их сборки или ремонта. Существует 3 разновидности винтовых конструкций: установочные, регулирующие и крепежные. Согласно ГОСТ № 1491-80 и ГОСТ № 17474-80 винты обязаны изготавливаться с цилиндрической или полупотайной головкой. Резьба с квадратным профилем используется при изготовлении ходовых или грузовых винтов.
- Гайки – детали, навинчиваемые на болты или шпильки. Они обладают резьбовыми отверстиями и характеризуются по параметру высоты: низкие, средние, высокие и особо высокие.
- Шайбы – штампованные кольца, подкладываемые под гайки или головки крепежных инструментов. Они могут исполняться как с фаской, так и без нее. ГОСТ 11371-78 устанавливают для шайб параметры толщины, длины, материала и покрытия.

Ограниченность применения резьбы с прямоугольным профилем обусловлена невозможностью устранения ее главных недостатков. Ее нельзя подвергнуть фрезерованию или шлифовке. По этой причине этот вид нарезки очень трудно создавать в промышленных масштабах. Основной областью применения прямоугольного вида резьбы является машиностроительный и приборостроительный сектора, где часто используются крепежные устройства (болты, гайки, шайбы, шпильки и винты).
Обозначение на чертеже
Изображение резьбового соединения на чертеже представляет собой процедуру буквенного обозначения типа нарезки изделия. На рисунке прямоугольный тип нарезки может изображаться 2 способами: посредством местного разреза, где обозначаются ее основные размерные характеристики, и с применением выносного элемента – дополнительного рисунка части изделия в увеличенном размере. Для прямоугольной резьбы не существует точных стандартов обозначения. Поэтому на чертеже для ее изготовления приводится вся необходимая информация о размерах нарезки.

Согласно ГОСТ № 2.311—68, при составлении резьбовых чертежей на производстве линия винта заменяется одной 2 сплошными линиями – основной и тонкой. В этом случае для изображения внутреннего и наружного диаметра действуют следующие правила:
- При наружной резьбе внешний диаметр обозначается сплошными основными линиями, внутренний диаметр – сплошной тонкой. Расстояние между линиями должно составляет не менее 0,008 см. Оно может быть больше величины шага.
- Сплошная тонкая линия проводится на величину длины нарезки без сбега. С ней пересекается граница фаски.
- По внутреннему диаметру изображается дуга, длина которой составляет 0,75 от длины окружности. Она размыкается в любом месте. При этом фаска на чертеже не обозначается.
- При внутренней нарезке внешний диаметр изображается сплошной тонкой линией, внутренний диаметр – сплошной основной. Невидимые участки нарезки обозначаются пунктирными линиями. В этом случае линию, определяющую границу нарезания, рисуют на стержне до начала сбега.
- Рядом с границей резьбы во время ее изготовления образуется глухое отверстие, именуемое гнездом. Оно выполнено в форме конуса. Его угол при вершине составляет 120°. При условии, что дно глухого отверстия находится рядом с концом резьбы, то допускается обозначение нарезки до конца отверстия.
Особым параметром резьбы с нестандартным квадратным профилем является профиль. При его обозначении необходимо проделывать местный разрез. На нем, в плоскости, параллельной оси резьбового соединения, изображается только те элементы нарезки, не закрытые стержнем.
Ленточная резьба ГОСТ
В общем случае в обозначение резьбы входят * :
1. б уквенный знак резьбы;
2. н оминальный размер в миллиметрах или дюймах;
4. д ля многозаходной резьбы – значение хода с указанием шага;
Всё о резьбе: виды и способы изготовления
Встречаться с резьбовыми соединениями, вследствие их широкого применения, приходится постоянно. В этой статье рассматриваются основные виды резьбы и инструменты для её выполнения. В качестве практической части приведён пример нарезания трубной резьбы.
- Классификация резьбы
- Инструменты для нарезания резьбы
- Практический пример нарезания трубной резьбы
- Видео по теме

Резьбовые соединения являются наиболее распространённым способом монтажа различных конструкций и деталей механизмов. Им свойственны такие достоинства, как надёжность, универсальность, возможность выдерживать большую нагрузку, многократность использования, лёгкость при изготовлении.
Резьба представляет собой спираль, выполненную на цилиндрической поверхности. Основные элементы метрической резьбы показаны на картинке ниже.

Классификация резьбы
При разделении резьб на различные виды учитываются следующие параметры:
- Место расположения: внутренняя и внешняя.
- Направление вращения: правая и левая.
- Форма профиля: прямоугольная, треугольная, круглая, трапециевидная.
- Характер поверхности: коническая и цилиндрическая.
- Назначение: крепёжная, ходовая, специальная и другие.
- Количество заходов: одно- или многозаходная.
Метрическая резьба имеет профиль равностороннего треугольника, соответственно угол её профиля составляет 60°. Данный тип является самым используемым при выполнении крепёжных соединений. Может быть с крупным и мелким шагом при диаметрах 1–68 мм, а более 68 мм — только с мелким шагом. Для её условного обозначения применяются миллиметры:
- М12х1 — метрическая резьба с номинальным (внешним) диаметром 12 мм и шагом 1мм.
- М16LHх0,5 — резьба метрическая диаметром 16 мм, левая, шаг — 0,5 мм.
- М8 — резьба с крупным шагом диаметром 8 мм.
 Метрическая резьба
Метрическая резьба
В узлах, требующих фиксации и герметичности без дополнительных элементов, используется коническая метрическая резьба (МК).
Дюймовая резьба тоже обладает треугольным профилем, но с вершиной в 55°. Числовое значение (2″) говорит об условном просвете в трубе, а не о действительном диаметре трубы. Под шагом дюймовой резьбы принято считать число витков, расположенных на одном дюйме. Распространена в зарубежных странах, в России применяется для ремонта оборудования, в новых разработках не используется.
 Дюймовая резьба
Дюймовая резьба
Дюймовый профиль также имеет трубная цилиндрическая резьба, которая применяется для соединения фитингов, муфт, труб и других элементов водопроводов размером до 6 дюймов. Пример условного обозначения:
- G¼-B — резьба цилиндрическая трубная, условный проход (внутренний диаметр трубы) ¼ дюйма, B — класс точности.
У трапецеидальной резьбы (Tr) профиль имеет форму трапеции, обрезанной из треугольника с вершиной в 30°. Встречается многозаходные разновидности, применяется в конструкциях возвратно-поступательных механизмов и винтах, подвергающихся тяжёлой нагрузке.
 Трапецеидальная резьба
Трапецеидальная резьба
Упорная резьба — профиль в виде трапеции с разными сторонами, используется в прессах, домкратах и других устройствах, испытывающих одностороннюю нагрузку. Обозначение:
- S70х8 — однозаходная, диаметр 70 мм, шаг 8 мм.
 Упорная резьба
Упорная резьба
Квадратная (другими словами — прямоугольная) резьба не стандартизирована, исполняется по размерам, необходимым в конкретном случае, встречается на ходовых винтах.
 Прямоугольная резьба
Прямоугольная резьба
Круглая резьба — хорошо выдерживает нагрузки, имеет значительный срок службы даже в загрязнённых условиях. Поэтому применяется в вентилях или шпинделях — обозначается Rd, а также в различных санитарно-технических устройствах — Кр12х2,54.
 Круглая резьба
Круглая резьба
Инструменты для нарезания резьбы
Внутренняя резьба выполняется метчиком — винтом с продольными режущими кромками. Состоит из хвостовика для закрепления в воротке и рабочей части, осуществляющей нарезание резьбы. Условно подразделяются на два типа: ручные (слесарные) и машинные.

Слесарный набор для выполнения метрической резьбы комплектуется в зависимости от размера резьбы:
- одним метчиком (8–18 мм);
- двумя (6–24 мм) — черновым и чистовым;
- тремя метчиками (2–52 мм) — черновым, средним, чистовым.
Маркировка изделий наносится на хвостовике, где отображается размер резьбы (М10) и одна риска, если это черновой метчик, две — для углубления резьбы, три или без них — чистовой метчик. Иногда встречается обозначение цифрами 1, 2, 3.
Конструкция комбинированных метчиков представляет собой два участка с разной величиной режущих кромок, что позволяет экономить время. Режущая часть метчика может быть исполнена в форме конуса для сквозных или в виде цилиндра для глухих отверстий.
Перед нарезанием внутренней резьбы сверлится отверстие меньшего диаметра, значение которого находится в специальных таблицах. В процессе работы метчик держится строго перпендикулярно, в рабочую зону добавляется смазка. Через каждые 4–5 витков следует выкручивать метчик и удалять стружку, что удобно делать специальным ёршиком.

Наружная резьба выполняется в промышленных масштабах на токарных станках резцами или резьбонакатными устройствами, при разовых потребностях используют плашки:
- Цельные круглые — обеспечивают высокое качество, для работы закрепляются в держателе и фиксируются стопорными винтами.
- Разрезные — состоят из двух половинок, поэтому имеют меньшую жесткость, применяются для нетребовательных соединений.
- Раздвижные — используются в клуппах, позволяющих изготавливать трубную резьбу различного размера.
Внешне плашка напоминает гайку с расположенными внутри режущими гранями и отверстиями для отвода стружки. Существуют плашки для изготовления резьбовых соединений разных систем измерения: дюймовой или метрической, несовместимых друг с другом. Диаметр обрабатываемого стержня должен быть такой же, как и наружный размер плашки. Для большей точности используются парные инструменты, исполняемые ими размеры резьбы отличаются на полмиллиметра.
Для выполнения трубной резьбы выпускаются клуппы разных конструкций. В корпусе этих устройств размещаются подвижные режущие плашки, которые поворотом план-шайб устанавливаются на нужный диаметр резьбы. Инструменты комплектуются двумя наборами плашек для труб диаметром 15, 20 мм и 25, 32, 38, 50 мм. В стеснённых местах используется трещоточный клупп с храповым механизмом.

Практический пример нарезания трубной резьбы
В работе использовались:
- Плашка ¾ дюйма.
- Трубные тиски.
- Болгарка.
- Напильник.
- Плашкодержатель.
- Масло машинное.
- Труба из нержавеющей стали.
1. Обрабатываемый конец трубы зажимается в тисках, болгаркой подравнивается срез — он должен быть ровный. Напильником выполняется заход (снимается фаска).

2. На трубу надевается резьбонарезной инструмент, который благодаря своей направляющей втулке, сразу встаёт перпендикулярно к трубе. Начинаем, одновременно прижимая, вращать его по часовой стрелке — плашка должна «зацепиться». Делаем примерно два оборота, откручиваем немного назад, чтобы сломалась стружка и добавляем масла. Нарезаем ещё 2–3 оборота — опять сдаём назад.

3. Выполняем резьбу нужной длины, в данном случае порядка 18 мм достаточно для наворачивания муфты.

4. Далее скручиваем плашкодержатель и очищаем резьбовую поверхность от опилок, всё — работа закончена в течение получаса.
Разобравшись в том, какие бывают резьбы и как они выполняются, можно будет без особого труда самостоятельно заменить шпильку или болт, отремонтировать мебель, нарезать трубы для дачи и многое другое.
