Луженая медь что это такое?
Что такое луженая медь
Многие слышали о материале луженая медь, но не знают что это такое, несмотря на то что сталкиваются с ней ежедневно. Этот сплав используется в электронике и приборостроении, так как способен справляться с коррозией и влиянием воздуха, жидкостей и различных химических соединений. О том, как отличить обычную медь от луженой и где используется этот сплав, разобраться следует каждому обывателю.
Что такое луженая медь и зачем она нужна
Луженая медь — это обычная медная проволока, которая покрыта оловом гальваническим способом. Слой олова при этом от 1 до 20 микрон, но имеет одинаковую толщину по всей поверхности проволоки. Благодаря тому, что медь покрывается оловом, повышается её износостойкость, улучшаются эксплуатационные характеристики, увеличивается срок службы. Согласно государственным стандартам (ТУ 16-505.850-75 и ГОСТ 16931-71), сегодня существует всего два вида луженой меди:
- МТЛ – твердая луженая проволока из меди;
- ММЛ — мягкая луженая проволока из меди.
Различаются изделия из этого сплава в первую очередь толщиной оловянного покрытия и диаметром самой проволоки. Теперь вы знаете что значит луженая медь и почему ее чаще другой проволоки используют в приборостроении, военной оплетке и электронике.
Как выглядит луженая медь
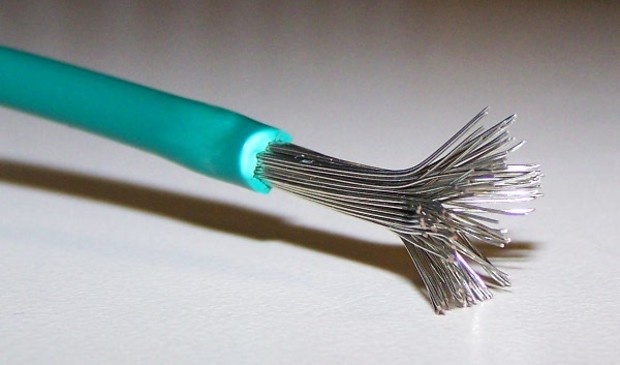
Этот подраздел будет полезен тем кто хочет узнать как выглядит луженая медь. Вы можете ознакомиться с фотографиями медной проволоки покрытой оловянным покрытием при помощи гальванического лужения. Подобные проволочные изделия используются в быту чаще обычной проволоки и служат человеку во многих сферах жизнедеятельности. Фото луженой медной проволоки помогут случайно не сдать её в общем объеме с обычной проволокой.



Хотите сдать на лом луженую медь?
Старая луженая проволока или ее обрезки редко могут повторно использоваться в быту, поэтому обычно этот сплав отправляется на переработку. Так как медь является дорогостоящим цветным металлом, перед тем как сдать луженую проволоку, нужно узнать сколько будет стоить она при сдаче в пункте приема. Лучшие условия и цены предлагает компания «ВторБаза». Сотрудничая с нами вы сдадите на лом луженую медь по высокой цене — 503-545 руб. за кг.
Преимущества меди луженой и её применение
У луженой проволоки, перед обычной медной, большое количество преимуществ, что оправдывает затраты на высокотехнологичное производство и высокую стоимость.Характеристики, которые отличают луженую медь от обычной следующие:
- Стойкость к изгибам – луженую медь можно чаще сгибать, и она служит дольше, не ломается при перегибе;
- Защита от внешних факторов – покрытие из олова защищает медь от воздействий химических составов, воды, огня;
- Повышенная прочность на разрыв;
- Долгий срок службы – благодаря тому, что в луженой меди реализована износостойкость и повышенная антикоррозийность, она служит дольше обычной проволоки.
В первую очередь медную луженую проволоку используют в электротехнике. Из неё изготавливают токопроводящие кабели, оплетки для военной и гражданской промышленности.
Технологии производства луженой меди
Процесс изготовления луженой проволоки представляет собой гальваническое покрытие обычной медной проволоки оловом. Эта процедура проходит в несколько этапов и требует определенного оборудования и материалов. Технология производства луженой меди следующая:
- Заготовка из медной проволоки очищается через протирочные щетки, пропитанные травильным раствором из хлорида цинка, при помощи специального подающего механизма;
- Изделие погружается в лудильную ванну, наполненную расплавленным оловом, где покрывается равномерным слоем защитного материала;
- Через резиновые щетки или волочильное устройство проволоку пропускают для достижения равномерной толщины покрытия;
- Производится охлаждение изделия;
- Проволоку пропускают через волочильное устройство с алмазными насадками;
- Изделие упаковывается в катушки.
Таким образом проволока получается равномерной по всей длине, имея одинаковую толщину покрытия и одинаковый диаметр в любой точке изделия. В магазины луженая медь поступает в катушках, после проверки контроля продукции по стандарту ТУ16-505,850-75.
Луженая медь: понятие, состав, изготовление, характеристики и использование
Лужение – это нанесение тонного слоя олова или его сплава на поверхность металлического изделия. Специалисты этот слой называют полудой. Лужение металла используется сегодня во многих отраслях промышленности: в радиотехнике, электротехнике, машиностроении и авиационной промышленности.
Жало паяльника лудят, чтобы он хорошо удерживал припой и не окислялся. Основное требование к процессу – это плотное и тонкое покрытие оловом, которое является защитным слоем для металла в борьбе с коррозией. Существуют две технологии лужения металлов: горячее и гальваническое.
Назначение и преимущества
Лужение металла оловом применяется в следующих отраслях промышленности:
- Электроника и радиотехника. Олово защищает платы от коррозии.
- Авиация и машиностроение. Многие элементы конструкции станков и летательных аппаратов подвергают обработке.
- Кабельно-проводниковая. Помимо резиновой изоляции олово предохраняет металлические проводники от воздействия серы, которая содержится в резине и пластике.
- Пищевая. Практические все кухонные принадлежности, имеющие отношение к приготовлению пищи, защищают с помощью специального пищевого олова, которое не несет угрозы для здоровья человека. Также оловом покрывают емкости, предназначенные для изготовления консервов: это увеличивает срок их хранения – многие солдаты срочной службы помнят советскую тушенку пятидесятых годов, которая до недавних пор находилась на военных складах как неприкосновенный запас.

Оловянное покрытие используют в качестве средства предварительной обработки подшипников перед их заливкой баббитом. Также лужение – неотъемлемая часть технологической цепочки выполнения беззазорного соединения, которое называют фальцевым швом.
Однако наибольшую популярность технология лужения приобрела в качестве средства для предварительной подготовки перед пайкой. Это обусловлено следующими причинами:
- Производительность. Современные технологии позволяют выполнить лужение большого числа элементов за короткий промежуток времени – недаром его активно применяют на массовом производстве.
- Надежность. Химическая инертность олова обеспечивает надежную защиту от влаги, солей и органических кислот.
- Стойкость покрытия. Олово и его сплавы обладают высокой адгезией к любой к металлической поверхности. Пластичный слой не разрушается под действием механической обработки детали.
- Термостойкость. Луженое покрытие выдерживает значительные перепады температур.
Металлы и сплавы для лужения
Технология обработки металлических поверхностей зависит от типа базового материала. Например, лужение алюминия выполняется чистым оловом, без посторонних примесей. Металл необходимо предварительно нагреть до 180 °C, после чего приступают к покрытию изделия. Для обработки алюминиевых элементов запрещено применять какие-либо флюсы.
Для лужения применяют следующие металлы и сплавы:
- Олово и оловянные сплавы. В природе отсутствует олово в чистом виде. Оно встречается в виде соединений с серой, сурьмой, медью, железом и прочими элементами, которые влияют на технические характеристики элемента. Мышьяк или сурьма делают олово хрупким, а высокое содержание меди повышает твердость, но снижает пластичность. Существует несколько сплавов, применяемых при выполнении работ. Они отличаются сферой использования. Сплавом, который содержит олово, никель и железо, покрывают продукцию для пищевой промышленности. Комбинацией олова, свинца и цинка лудят заготовки из металла или стали. Для декоративной обработки применяют смесь олова и висмута. Данный сплав придает поверхности яркий блеск.
- Хлористый цинк. Применяют в качестве флюса при лужении и пайке. Он выпускается в виде кусков или брусков небольшой величины. В промышленных масштабах хлористый цинк получают путем обработки чистого металла соляной кислотой.
- Двухлористое олово. Является базовым компонентом при лужении электрохимическим методом.
В качестве вспомогательных материалов используют хлористый аммоний и едкий натр.
Этапы
Для того чтобы понять, что значит луженая медь, рассмотрим подробнее основные этапы протекающего процесса. Сначала медную проволоку, которая установлена на специальном механизме подачи, очищают. Суть процесса в пропускании через специальные протирочные щетки, смоченные раствором хлорида цинка (эту соль получают при взаимодействии гранулированного цинка с соляной кислотой).
Далее проволоку опускают в лудильную ванну, где располагается олово в расплавленном виде, в итоге получается медь луженая. Фото готового изделия демонстрирует равномерность нанесенного слоя.
Важно на этом этапе не допускать появления «наплывов» на проволоке, так как они приводят к выбраковке партии из-за возникающих отклонений от заявленного диаметра.
На следующем этапе создания луженой проволоки материал пропускают через резиновые щетки (диаметр их не должен превышать 0,14 мм) либо сквозь волочильный механизм с алмазными дисками. Подобная процедура требуется для придания поверхности проволоки безупречной равномерности.
Потом материал охлаждается при пропускании через емкость с холодной водой. Остывшая проволока повторно проходит через волочильный механизм с алмазными дисками, избавляясь от оставшихся «наплывов».
Завершающим моментом является подача проволоки на приемный механизм. Здесь происходит ее фиксация на специальную катушку. Пройдя всю цепочку, проволока абсолютно готова к продаже либо к последующему созданию кабеля разных сечений. До того как луженая проволока отправится к потребителям, ей предстоит пройти процедуру контроля. Суть ее в проведении нескольких операций, которые докажут соответствие ее ТУ 16-505.850-75.

Смотреть галерею
Основные способы лужения
Существуют два метода нанесения защитного покрытия:
- горячий;
- гальванический.
Рассмотрим их подробнее.
Горячее лужение

Горячее лужение считают классическим способом, поскольку именно с него начиналось развитие технологии. В зависимости от условий выполнения работ защитный слой может быть нанесен двумя методами:
- Погружение. Заготовку опускают в резервуар с оловом, нагретым до рабочей температуры.
- Растирание. Сплав наносят непосредственно на подготовленную деталь, после чего равномерно распределяют по всей поверхности.
Горячий способ отличается своей простотой. Для выполнения работ не нужно приобретать специального инструмента или обладать профессиональными знаниями. Основной недостаток – неравномерное покрытие заготовки. Это справедливо как для погружения, так и для растирания. Особенно ярко он проявляется при обработке деталей со сложной криволинейной поверхностью.
Кроме того, данный способ особенно требователен к чистоте рабочего сплава. Чужеродные элементы, попадающие в рабочую смесь, удалить практически невозможно.
Гальваническая обработка
Гальваническое лужение – современный способ нанесения покрытия. Раствор при гальванической обработке может иметь щелочную или кислотную основу. Независимо от типа электролита катализатором процесса является электрический ток, который активизирует рабочий процесс. К положительным сторонам рассматриваемого метода относят:
- равномерное распределение сплава по всей плоскости;
- толщина слоя регулируется с помощью изменения параметров тока;
- отсутствуют ограничения по сложности поверхности обрабатываемых изделий;
- экономный расход смеси;
- защитный слой обладает лучшими параметрами.
Единственный минус данного способа – высокая себестоимость, поскольку рабочий процесс сопровождается большим расходом энергии, а для контроля необходимо постоянное присутствие специалиста высокой квалификации.
Технология лужения металла
Процесс лужения разделяют на два этапа:
- Предварительная подготовка поверхности.
- Обработка изделия.
Технология выполнения работ такова, что малейшая небрежность на любом этапе окажет сильное влияние на результат. Некачественная подготовка изделий влияет на адгезию слоя олова, покрывающего металл: он прослужит гораздо меньше положенного срока. При ошибках в процессе обработки металла слой полуды не будет иметь заданной толщины и не сможет справиться с поставленными задачами. Свои нюансы имеются на всех стадиях выполнения работ.
Подготовка изделий
От степени чистоты поверхности зависит прочность антикоррозийной защиты и надежность крепления припоя. Стандартный способ подготовки плоскости – механическая обработка металлическими щетками и специальными насадками на болгарку.

Допускается применение пескоструйной обработки, а также прочих методов абразивной очистки.
Для финишной обработки применяют мелкозернистые абразивные полотна, чтобы получить максимально гладкую поверхность.
В качестве химических очистителей используют предварительно разогретые натриевые составы. Непосредственно перед проведением обработки проводят процедуру травления с помощью серной кислоты.
Растирание и погружение
В процессе растирания расплавленного олова по поверхности используют специальный флюс, в состав которого входят хлористый аммоний и цинка хлорид. Алгоритм применения флюса выглядит следующим образом:
- Хлорид цинка наносят на поверхность и разогревают паяльной лампой или иным доступным способом.
- По достижении точки кипения в соль добавляют припой, который расплавляется под воздействием высокой температуры.
- Следом добавляют порошок хлористого аммония.
- Состав равномерно распределяется по рабочей поверхности.

При погружении применяют специальные лудильные емкости, в которых олово достигает рабочей температуры. Толщина защитного слоя зависит от продолжительности времени нахождения изделий в ванной.
Характеристики
Главной отличительной чертой между ними является способность к изгибам. По диаметру луженая медь с алюминием может существенно отличаться. Максимальное распространение получила проволока, у которой диаметр находится в пределах 0,02-9,42 мм.
Чтобы ее изготовить, используют обычную медную проволоку на катушке, подвергая ее гальваническому лужению. Материал пропускают через лудильную ванну, где находится расплавленное олово. Чтобы оно не вступало с кислородом воздуха в окисление, поверхность ванны закрывают веществами, не способными пропускать воздух. В частности, таким веществом может являться древесный уголь.

Смотреть галерею
Лужение и пайка
Лужение поверхности позволяет выполнить пайку и существенно упростить данный процесс. Для выполнения работ необходимо подготовить следующие инструменты:
- Горелка или другой источник огня.
- Паяльник.
- Расходные материалы.

Расходными материалами для выполнения работ является флюс, припой и канифоль. Лужение паяльником выполняют путем расплавления припоя горячим наконечником инструмента. Благодаря физическим свойствам олова для этого не требуется интенсивной обработки. Под действием температуры припой становится жидким, стекая на рабочую поверхность, образуя паяльную ванну. Распространение рабочего состава регулируется движением паяльника.
После использования всего состава рабочую плоскость протирают ветошью. Это необходимо сделать сразу же, пока поверхность еще горячая. Данная процедура поможет равномерно распределить состав.
Особенности залужения паяльника
Суть лужения состоит в покрытии медной детали тонким слоем олова, защищающего изделие от коррозийных процессов. Облуживание паяльника имеет некоторые отличительные особенности.
Сначала важно подготовить рабочую поверхность. Берут новый паяльник, затачивают жало устройства. Для этого жало вытаскивают, вооружившись паяльником либо электрическим станком, под углом до 400, затем проводят заточку. Если паяльник готовится для работы с небольшими радиодеталями, ему необходимо придать конусную форму.
Профессионалы рекомендуют следить за тем, чтобы ширина острого клина не была меньше миллиметра. Если форма жала, предложенная производителем, устраивает потребителя, можно упустить этот этап. Так как на заводе стержень паяльника покрывают патиной — оксидом меди зеленоватого цвета, до лужения важно удалить покрытие абразивным материалом (наждачной бумагой). Далее жало возвращают в устройство, подключают паяльник к электрической сети. Нужно подождать, чтобы поверхность жала прогрелась равномерно, а затем переходить к лужению.

Смотреть галерею
Луженая медь что это такое?

Луженая медь – это медь, покрытая тонким слоем олова или сплава на его основе. В радиотехнике это делается для соединения медных деталей друг с другом с целью придания стыку прочности, уменьшения омического сопротивления, противодействия процессам окисления меди.
Изготовление луженой медной проволоки в промышленных условиях производится гальваническим способом – проволока погружается в ванну с расплавленным металлом, в результате чего ее поверхность равномерно покрывается слоем толщиной от 1 до 20 микрон – в зависимости от силы тока, участвующего в электрохимическом процессе. С целью достижения идеальной равномерности толщины покрытия проволока затем пропускается через волочильный механизм, оснащенный алмазными дисками.
Процесс лужения проволоки можно посмотреть в видео ниже.
Преимущества медного луженого провода
Лужение поверхности меди оловом защищает ее от разрушительного воздействия атмосферного кислорода, повышает прочность на разрыв и устойчивость к перелому при многократном сгибании, упрощает процесс пайки. Полуда – так называется пленка олова – также защищает медь от вредного влияния серы, входящей в состав резины и пластика, из которых изготавливается изоляция провода. Вследствие всего этого возрастает срок службы провода.
Если подвести итог, то кабели с медными лужеными жилами:
- прочнее
- долговечнее
- более гибкие
- проще в монтаже
Основным потребителем медных луженых проводов является электронная и электротехническая промышленность.
Кабель с медными лужеными жилами- обзор марок

МГШВ — провод монтажный медный луженый гибкий. Название марки – это аббревиатура слов: монтажный, гибкий, шелковый (первый слой изоляции), второй слой – из поливинилхлорида (винил). Шелк улучшает изоляционные свойства, нисколько не уменьшая подвижности и гибкости.
Провод предназначен для монтажных работ и используется, в первую очередь, в радиоэлектронной промышленности. Не рекомендован к использованию при частотах более 10 кГц. За счет того, что он состоит из нескольких (от 7 до 24) проволочек малого диаметра (от 0,15 до 0,32 мм), он обладает высокой гибкостью. Выпускается шести сечений – от 0,2 до 1,5 мм 2 . Провод стоек к воздействию атмосферного конденсата, песка, морского тумана, плесени, солнечного излучения.
МПО — расшифровка: М – монтажный, ПО – полиэтиленовая изоляция.
Провод монтажный медный луженый в изоляции из облученного полиэтилена, обладающего стойкостью к высоким температурам, одножильный, состоящий из скрученных медных проволок, в количестве от 7 до 49 шт. Устойчив к плесени, акустическому шуму, механическим нагрузкам. Сечение от 0,12 до 6 мм 2 .

АМГЛ — провод автомобильный медный гибкий луженый плетеный. Выделены первые буквы слов, вошедшие в название марки. Изоляция отсутствует, форма – плоская коса, состоящая из восьми прядей, в каждую из которых входит три проволоки диаметром 0,2 или 0,3 мм. Сечение от 10 до 70 мм 2 . Габаритные размеры – от 10х2,0 мм до 32х4,2 мм. Разрывное усилие – не менее 3 кг.
БПВЛ — Медный силовой луженый кабель. Расшифровка – для бортовой связи, подвижного состава, изоляция из поливинилхлорида, последняя буква (Л) означает оплетку из крученой х/б пряжи, сочетающейся иногда с синтетическими нитями. Класс гибкости – 3,4. Выпускается с сечением жилы от 0,35 до 95 мм 2 . Провод стоек к механическим нагрузкам, плесени, атмосферному конденсату (иней, роса), соляному туману, динамической и статической пыли, кратковременному воздействию бензина и масла (6 часов), а также керосина (20 часов). При одиночной прокладке не распространяет горение.
МКВЭВ — Многожильный (от 2 до 6 жил) монтажный луженый медный кабель с проводами в ПВХ изоляции (первая буква «В»), экранированный, общая оболочка выполнена также из ПВХ (вторая «В»). Экран выполнен в виде оплетки из медного луженого провода либо полиэтиленовой пленки с добавкой алюминия. Класс гибкости – 4. В связи с наличием экрана обладает повышенной помехоустойчивостью. Некоторые виды имеют скрутку жил парами, что дает дополнительную защиту от помех.
В таблице ниже собраны основные характеристики проводов, а также указана область их применения.
Луженая медь: понятие, состав, изготовление, характеристики и применение

Что такое луженая медь? Начнем с того, что в настоящее время этот металл широко применяется в различных отраслях промышленности. Среди отличительных особенностей проволоки, которые объясняют спрос на нее, можно отметить ее устойчивость к внешним воздействиям: атмосферным осадкам, перепадам температур.
Также медная проволока выгодно отличается от других металлов высокой теплопроводностью и электропроводностью.

Отличительные параметры
Луженая медь имеет высокую пластичность, отлично поддается механической обработке. Именно этот материал применяется в электротехнике для изготовления токопроводящих жил медных кабелей, оплетки для продукции военного и гражданского предназначения.
Попробуем выяснить, чем отличается луженая и нелуженая медь. Первый вариант в большей степени защищен от внешних воздействий, так как проволока покрыта слоем олова. Этот металл предохраняет металлическую нить от любых проявлений коррозии, давая материалу повышенную прочность на разрыв. Луженая медь не ломается при перегибах.
Получение
Выполняют лужение гальваническим способом. Он дает возможность наносить на медь тонкое ровное покрытие олова (от 1 до 20 микрон). Толщина слоя по всей проволоке получается одинаковой, поэтому нет «двойного диаметра» проволоки.
В настоящее время луженая медь выпускается в двух разновидностях:
- медная мягкая луженая проволока (ММЛ);
- твердая луженая медная проволока (МТЛ)
Характеристики
Главной отличительной чертой между ними является способность к изгибам. По диаметру луженая медь с алюминием может существенно отличаться. Максимальное распространение получила проволока, у которой диаметр находится в пределах 0,02-9,42 мм.
Чтобы ее изготовить, используют обычную медную проволоку на катушке, подвергая ее гальваническому лужению. Материал пропускают через лудильную ванну, где находится расплавленное олово. Чтобы оно не вступало с кислородом воздуха в окисление, поверхность ванны закрывают веществами, не способными пропускать воздух. В частности, таким веществом может являться древесный уголь.
Этапы
Для того чтобы понять, что значит луженая медь, рассмотрим подробнее основные этапы протекающего процесса. Сначала медную проволоку, которая установлена на специальном механизме подачи, очищают. Суть процесса в пропускании через специальные протирочные щетки, смоченные раствором хлорида цинка (эту соль получают при взаимодействии гранулированного цинка с соляной кислотой).
Далее проволоку опускают в лудильную ванну, где располагается олово в расплавленном виде, в итоге получается медь луженая. Фото готового изделия демонстрирует равномерность нанесенного слоя.
Важно на этом этапе не допускать появления «наплывов» на проволоке, так как они приводят к выбраковке партии из-за возникающих отклонений от заявленного диаметра.
На следующем этапе создания луженой проволоки материал пропускают через резиновые щетки (диаметр их не должен превышать 0,14 мм) либо сквозь волочильный механизм с алмазными дисками. Подобная процедура требуется для придания поверхности проволоки безупречной равномерности.
Потом материал охлаждается при пропускании через емкость с холодной водой. Остывшая проволока повторно проходит через волочильный механизм с алмазными дисками, избавляясь от оставшихся «наплывов».
Завершающим моментом является подача проволоки на приемный механизм. Здесь происходит ее фиксация на специальную катушку. Пройдя всю цепочку, проволока абсолютно готова к продаже либо к последующему созданию кабеля разных сечений. До того как луженая проволока отправится к потребителям, ей предстоит пройти процедуру контроля. Суть ее в проведении нескольких операций, которые докажут соответствие ее ТУ 16-505.850-75.

Особенности залужения паяльника
Суть лужения состоит в покрытии медной детали тонким слоем олова, защищающего изделие от коррозийных процессов. Облуживание паяльника имеет некоторые отличительные особенности.
Сначала важно подготовить рабочую поверхность. Берут новый паяльник, затачивают жало устройства. Для этого жало вытаскивают, вооружившись паяльником либо электрическим станком, под углом до 40 0 , затем проводят заточку. Если паяльник готовится для работы с небольшими радиодеталями, ему необходимо придать конусную форму.
Профессионалы рекомендуют следить за тем, чтобы ширина острого клина не была меньше миллиметра. Если форма жала, предложенная производителем, устраивает потребителя, можно упустить этот этап. Так как на заводе стержень паяльника покрывают патиной — оксидом меди зеленоватого цвета, до лужения важно удалить покрытие абразивным материалом (наждачной бумагой). Далее жало возвращают в устройство, подключают паяльник к электрической сети. Нужно подождать, чтобы поверхность жала прогрелась равномерно, а затем переходить к лужению.

Технология
В ходе эксплуатации медь и ее сплавы способны с кислородом воздуха образовывать оксиды. Чтобы не допускать подобных ситуаций, используется лужение меди оловом. Для выполнения такой процедуры в домашних условиях потребуется припой, паяльник, канифоль либо флюс. Чтобы правильно залудить медный провод, важно качественно прогреть паяльник. Проводник предварительно очищают от изоляции, снимают (в зависимости от потребностей) изоляцию. При работе с многожильным проводом до лужения его скручивают.
Затем покрывают медную жилу канифолью, прогревают по всему объему паяльником. На разогретое жало берется олово, оно распределяется по всему участку провода, предварительно обработанного канифолью.

В наушниках из-за механических нагрузок часто обрываются слаботочные проводники. Так как они имеют незначительный диаметр, при лужении пользуются несколько иной технологией. Берут паяльник с тонким жалом, канифоль, проволочный припой. Сначала отпаивают оборвавшиеся провода, затем приступают к пайке нового провода. Провода покрыты слоем лака (для обеспечения изоляции), поэтому его предварительно удаляют разогретым паяльником и канифолью. Далее покрывают слоем олова, что существенно упрощает последующую пайку.
Луженая медная проволока: характеристики и особенности производства
Содержание:
- Характеристики луженой медной проволоки.
- Особенности производства медной луженой проволоки.
Медная проволока широко применяется сегодня во многих отраслях промышленности. Главными свойствами такой проволоки, обеспечивающими высокий спрос на нее, является выдающаяся устойчивость меди к любым внешним воздействиям, в том числе и к атмосферным влияниям – осадкам и резкой смене температурного режима, а также ее отличная теплопроводность и электрическая проводимость. Кроме того, такая проволока отличается высокой пластичностью и легко поддается механической обработке. Не последнюю роль играет и доступная ее стоимость, а также долгий срок ее службы. Еще одной важной характеристикой медной проволоки является то, что после утилизации ее можно использовать повторно, что приводит к немалой экономии средств и природных ресурсов.
Одной из разновидностей проволоки из меди является луженая медная проволока, ставшая уже одним из основных материалов в электротехнике. Именно из этой проволоки производятся токопроводящие жилы медных кабелей, а также оплетки для различной продукции как гражданского, так и военного предназначения.

Характеристики луженой медной проволоки.
Луженая медная проволока отличается еще большей защищенностью от любых внешних воздействий, чем обычная проволока из меди – за это «отвечает» внешнее покрытие проволоки оловом. Именно олово предохраняет проволоку от различных коррозийных процессов, придавая ей при этом дополнительную прочность на разрыв и исключая возможность слома проволоки при ее перегибе. Как правило, лужение при изготовлении проволоки выполняется гальваническим методом. Этот способ лужения позволяет наносить на поверхность проволоки тончайшее сплошное покрытие из расплавленного олова (от 1 до 20 микрон), при этом толщина покрытия получается одинаковой по всей длине проволоки – это исключает появление «двойного диаметра» проволоки, накрученной на одну катушку. Производители выпускают две разновидности луженой проволоки:
- ММЛ – проволока медная мягкая луженая;
- МТЛ – проволока медная твердая луженая.
Основное отличие этих типов проволоки друг от друга состоит в их способности к изгибам – мягкая проволока легче перегибается, чем твердый образец аналогичного диаметра.

Что касается диаметра выпускаемой луженой проволоки, то он может быть совершенно различным – наибольшее распространение получила проволока, диаметр которой находится в пределах от 0,02 до 9,42 мм.
Особенности производства медной луженой проволоки.
Для изготовления медной луженой проволоки применяется обычная медная проволока на катушке, которая проходит процедуру гальванического лужения. Этот процесс включает в себя пропуск проволоки через лудильную ванну, в которой находится расплавленное олово. Для того чтобы олово не окислялось кислородом воздуха, поверхность ванны, как правило, прикрывают веществами, не пропускающими воздух к расплаву – например, в этой роли может выступать древесный уголь.
Вся процедура лужения проволоки включает в себя следующие этапы:
- Сначала медная проволока, установленная на специальном подающем механизме, проходит очистку – для этого ее пропускают через особые протирочные щетки, смоченные травильным раствором, в состав которого входит хлорид цинка, получаемый при растворении цинка в гранулах в соляной кислоте с выделением пузырьков водорода.
- После этого проволока погружается в лудильную ванну, в которой находится расплав олова, и на ее поверхности образуется сплошной равномерный по толщине слой этого материала. На данном этапе очень важно исключить образование на проволоке «наплывов», которые в конечном итоге могут привести к выбраковке партии проволоки из-за несоответствия ее заявленному диаметру.
- Следующий этап изготовления луженой проволоки как раз и направлен на то, чтобы придать ее покрытию идеальную равномерность – проволока пропускается через резиновые щетки (при диаметре, не превышающем 0,14 мм) или через волочильный механизм, в конструкции которого применяются алмазные диски.
- Далее проволоку необходимо охладить, причем скорость охлаждения должна быть достаточно высокой – это позволит добиться более плотного соединения оловянного слоя с медной поверхностью проволоки. Для этого проволоку пропускают через ванну охлаждения – емкость, заполненную водой.
- После охлаждения проволоку вновь пропускают через волочильный механизм с алмазными дисками – это помогает окончательно избавиться от возможных «наплывов». Кроме того, этот этап позволяет уменьшить диаметр проволоки, если это необходимо.
- И наконец, проволока подается на приемный механизм, где она и фиксируется на специальной катушке.

Теперь проволока полностью готова к продаже или к дальнейшим процессам изготовления продукции – например, к производству медного кабеля различных сечений или медной оплетки для различных изделий. Но перед тем как отправиться к потребителям, медная луженая проволока обязательно проходит процесс контроля, в ходе которого подвергается различным испытаниям, доказывающим ее соответствие действующему для данной продукции ТУ 16-505.850-75.
