Луженая сталь что это такое?
Стальная луженая посуда
К этой группе относится посуда, вырабатываемая из луженой листовой стали и из белой жести, а также изделия из черной листовой стали, покрытые затем оловом горячим способом или гальваническим с последующим оплавлением оловянного осадка. Посуду вырабатывают преимущественно сшивным способом,
Значительная часть стальной луженой посуды используется для хранения, переработки и транспортирования молока — ведра, подойники, фляги для перевозки молока, ушаты, бидоны, мерные кружки. Из белой жести вырабатывают воронки, формы для тортов, паштетов, заливных блюд и др.
Для обеспечения механической прочности луженую посуду рекомендуется вырабатывать из стали определенной толщины: фляги для транспортирования молока (емкостью 40 л) — 0,9 мм, ушаты для молока — 0,7 мм, ведра и подойники — 0,4 мм, разные мелкие изделия — 0,2—0,5 мм.
Посуду большой емкости для упрочнения конструкции делают обычно с бортами, в которые закатана проволока (ведра, подойники), и с поясками из обручной стали на корпусе (фляги, ушаты).
Свежее молоко практически не действует на олово, но кислое молоко растворяет его. Олово образует комплексные соединения  с органическими кислотами, входящими в состав многих пищевых продуктов, при этом потенциал олова может приобретать более отрицательное значение, чем потенциал железа, что позволяет применять белую жесть для изготовления консервной тары. В обычных же условиях олово защищает сталь от коррозии только тогда, когда целостность покрытия не нарушена. Если в покрытии есть оголенные участки или хотя бы микроскопические поры олово не будет защищать посуду электрохимически подобно тому, как цинковое покрытие защищает стальную посуду. Мало того, олово даже ускорит процесс коррозии стали в местах с нарушенной защитной пленкой.
с органическими кислотами, входящими в состав многих пищевых продуктов, при этом потенциал олова может приобретать более отрицательное значение, чем потенциал железа, что позволяет применять белую жесть для изготовления консервной тары. В обычных же условиях олово защищает сталь от коррозии только тогда, когда целостность покрытия не нарушена. Если в покрытии есть оголенные участки или хотя бы микроскопические поры олово не будет защищать посуду электрохимически подобно тому, как цинковое покрытие защищает стальную посуду. Мало того, олово даже ускорит процесс коррозии стали в местах с нарушенной защитной пленкой.
Практически оловянные покрытия всегда обладают некоторой пористостью. Пористость горячих оловянных покрытий зависит от толщины оловянного слоя и колеблется, ориентировочно, от 100 до 1 1 /2 пор на 1 см 2 при толщине покрытий от 3 до 75 μ.
Соли олова в тех количествах, которые могут поступать из полуды в пищу, признаются безвредными для человеческого организма. Оловянное покрытие не разрушает витаминов пищи, но лишь до тех пор, пока не начнет обнажаться стальная поверхность.
Луженую посуду не рекомендуется использовать для кипячения питьевой воды, так как она придает воде металлический привкус.
Дефекты стальной луженой посуды. На механическую прочность оказывают влияние те же дефекты конструкций, которые указаны для стальной оцинкованной посуды.
К дефектам оловянных покрытий относятся: пузыри, пористость, трещины, царапины и надавы, рябоватость, натеки, темные пятна и др.
Влияние пористости рассмотрено выше.
Трещины, пузыри, глубокие царапины оказывают на качество посуды влияние, подобное пористости. Все эти дефекты, если они обнаруживаются на внутренних поверхностях посуды, сокращают срок ее службы.
Рябоватость, натеки, темные пятна влияют преимущественно на внешний вид посуды и должны расцениваться в каждом случае в зависимости от назначения посуды, величины пороков и места их расположения на изделиях.
Примеси (мышьяк, железо, медь, свинец, висмут, сурьма) в стандартном олове находятся в ничтожных количествах (всего 0,01%); практически такие количества примесей не снижают коррозийную стойкость оловянного покрытия и не оказывают вредного действия на человеческий организм. Согласно требованиям, установленным в общественном питании, в полуде для посуды допускается содержание не более 1% РЬ, до 0,008% Bi, до 0,016% Sb и следы (0,005%) As.
Проверка качества оловянного покрытия. Для определения качества оловянного, покрытия важно установить его толщину, пористость, количество вредных примесей.
Определение местной толщины оловянного покрытия производится струйным, струйно-объемным и капельным методами.
Определение пористости производится смазыванием испытуемой поверхности реактивом, главным действующим веществом которого служит красная кровяная соль [K3Fe(CN)6]. На анодных участках покрытия (в порах, трещинах, вскрытых пузырях и пр.) образуется турнбулевая синь, окрашивающая эти участки в синий цвет. Количество пор, приходящихся на 1 см 2 поверхности, устанавливается подсчетом. Вместо смазывания реактивом на покрытие можно наложить обильно смоченную реактивом фильтровальную бумагу.
Определение вредных примесей производится обычными приемами химического анализа или по специально разработанным методикам.
Обращение со стальной луженой посудой. Во избежание растворения оловянного покрытия не следует хранить в луженой посуде кислые и соленые пищевые продукты (маринады, квашеную капусту, соленые огурцы, сельди, кислое молоко и пр.). Из-за низкой твердости олова (Нв = 5) посуду нельзя очищать от загрязнений царапающими порошками, а также твердыми и острыми инструментами.
| | | следующая лекция ==> | |
| Стальная оцинкованная посуда | | | Посуда из нержавеющей стали |
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Белая жесть или луженая сталь – применение

Белая жесть или луженая сталь – как альтернативное наименование, представляет собой тонкий листовой металлический профиль, обладающий защитным покрытием. Для нанесения последнего используются такие металлы: олово, цинк, хром. В некоторых случаях роль защитного слоя исполняет лак. Таким образом, жесть черная отличия от жести белой имеет минимальные. Точнее можно сказать, что луженая сталь, это та же черная жесть, прошедшая этап специальной обработки.
Технология производства
Определить из чего делают белую жесть, позволяет сам процесс изготовления материала, проводимый в ряд последовательных этапов:
- выплавка стали заданного химического состава;
- прокатка металла, предварительно – горячая и последующая – холодная;
- отжиг в колпаковых печах или на другом оборудовании;
- правка;
- нанесение защитного покрытия;
- пассивация;
- промасливание.

Производство луженой стали – белой жести
Таким образом, исходным материалом под белую жесть выступает сталь. Как правило, это конструкционные марки металла: кипящая – 10кп и 8кп, а также полуспокойная – 10пс, 8пс. Полученные тонкие стальные листы с уже нанесенным защитным слоем разрезают по размерам, упаковывают, и отправляют потребителям.
Различие между консервными банками импортного и отечественного производства
Пищевая белая жесть, изготавливаемая в России и странах ближнего зарубежья, проходит только однократную прокатку. Используется холодная технология с результатом в виде стальных полос заданной толщины, которые впоследствии отжигаются. Завершающий этап, перед превращением черной жести в белую – дрессировка. Это процесс позволяет улучшить ряд характеристик стального листа: плоскостность, твердость, минимизация линий сдвига.

Консервные банки из луженой стали
Зарубежная технология предусматривает замену дрессировки дополнительной процедурой холодной прокатки. Повторный процесс проходит с использованием специальных смазочных материалов. Суть технологи двукратной прокатки заключается в снижении толщины листа до 50%. В цифрах это выражается интервалом 0.12 – 0.24 мм. Как результат, получается жесть белая консервная с меньшим расходом металла на банку. При этом сохраняется эластичность металлического профиля и повышается его прочность. Еще один нюанс связан с хорошо выраженной анизотропией механических характеристик после повторной прокатки. Поэтому дальнейшее использование белой жести производится с учетом направления прокатывания профиля.
Нормативная производственная база
Возвращаясь к отечественному производству, отметим, что базовый документ, регламентирующий сортамент продукта жесть белая – ГОСТ 13345-85. Вторым документом, определяющим технические условия производства жести и ее обработки выступает ГОСТ Р 52204-2004. Согласно установленным нормативам, существуют две категории изделия, соответствующие различной методики лужения:
- Горячее. В эту группу попадают две марки тонколистового металла. Это ГЖК – жесть, используемая для производства консервных банок, а также ГЖР. Последняя марка представляет жесть разного назначения и выступает сырьем в приготовлении упаковочных изделий, а также тары под пищевые продукты.
- Электролитическое. Более широкая группа, включающая наряду с марками ЭЖК и ЭЖР (маркировка соответственно предыдущему случаю), две разновидности жести с дифференцированным покрытием – ЭЖК-Д, ЭЖР-Д.
При этом толщина защитного слоя больше для горячелуженой жести 1.6 – 2.5 мкм, тогда как тонколистовая сталь электролитического лужения обладает слоем от 0.34 до 1.56 микрон. Суть дифференцированного покрытия состоит в необходимости нанести отличающиеся по толщине защитные слои с противоположных сторон листа. Это связано с более строгими требованиями для внутренней поверхности банок, прочей разновидности тары.
Жесть луженая белая с оловом и без
Если рассматривать популярность металлов, используемых под нанесение в качестве защитного слоя, то тут первенство уверенно удерживает Sn. Однако даже жесть, покрытая оловом, имеет ряд отличий по следующим параметрам:
- твердость – A1, A2, B – D;
- толщина листа без покрытия, выражается как номер изделия и находится в пределах 0.18 – 0.36 мм;
- вес исходного металла.
Первые два критерия применимы также к листам, не содержащим олова, поскольку выступают характеристикой черной жести. Одна из методик безоловянного покрытия – электролитическое хромирование. В этом случае черная жесть обрабатывается хромом, что приводит к осаждению защитного слоя от 0.01 до 0.05 микрон. Далее наносится еще одно защитное, уже лаковое покрытие толщиной не более 8 мм.
Пассивация луженой жести

Жесть после пассивации
Этот процесс необходим, чтобы стабилизировать поверхность тонколистового металла, повышая ее адгезию к лакам. Дополнительно, процедура затормаживает образование оксидов олова, приводящих к изменению цвета белой жести. Пассивация производится двумя способами:
- химический – лента пропускается через специальный раствор;
- электрохимический – аналогичен предыдущей процедуре, но проводится ввод дополнительным воздействием электрического тока.
Результатом пассивации оказывается образование тонкой пленки хрома и его соединений. Она отличается высокой прочностью и предохраняет поверхность металла от царапин в ходе дальнейших технологических процессов.
Литографирование и лакировка жести
Процедуры направлены на создание более привлекательного внешнего вида консервных банок, увеличивая их конкурентоспособность, независимо от содержащегося внутри продукта. Оба процесса проходят на специальном литографическом оборудовании и полностью автоматизированы.
В процессе лакировки, покрытие на поверхность жести наносится валками, после чего металл поступает в сушильные установки. Литографирование производится при помощи классической офсетной технологии. Инновации в этом процессе ограничиваются использование нестандартных красок: УФ и конверсионных.
Применение луженой жести

Продукция из белой жести
Естественно, основная область использования материала – изготовление консервных банок, которое берет начало еще с XIX века. Современная сфера реализации жестяной продукции включает ряд альтернативных направлений. Из белой жести производятся:
- трубы;
- кровельные материалы – навесы, козырьки, прочие строительные элементы;
- хозяйственные товары – крышки для банок, ведра, терки и другое;
- специализированная тара под лакокрасочные материалы и нефтепродукты;
- дорожные знаки и информационные указатели.

Проволока из луженой стали
Условную конкуренцию жестяной продукции составляет листовая сталь пружинная луженая, однако области применения этих разновидностей проката особо не пересекаются.
Ценовая политика
Реализация жестяного проката производится профильными предприятиями. При этом на продукт белая жесть, цена рассчитывается независимо от толщины металлического листа, и устанавливается в рублях за тонну. Сегодня, средняя стоимость горячелуженой и электролитической белой жести практически одинакова, составляя около 30000 рублей за тонну.
Вторсырье
Если говорить о металлоломе из белой жести, то она будет относится к категории лома 12А – тонколистовой лом, жесть. Никакой отдельной категории под лом луженой стали приемки не выделяют.
Луженая сталь что это такое?
«Наш мир погружен в огромный океан энергии, мы летим в бесконечном пространстве с непостижимой скоростью. Всё вокруг вращается, движется — всё энергия. Перед нами грандиозная задача — найти способы добычи этой энергии. Тогда, извлекая её из этого неисчерпаемого источника, человечество будет продвигаться вперёд гигантскими шагами» Никола Тесла (1891)
воскресенье, 11 ноября 2018 г.
БЕЛАЯ ЖЕСТЬ ИЛИ ЛУЖЕНАЯ СТАЛЬ — ПРИМЕНЕНИЕ

Белая жесть или луженая сталь – как альтернативное наименование, представляет собой тонкий листовой металлический профиль, обладающий защитным покрытием. Для нанесения последнего используются такие металлы: олово, цинк, хром. В некоторых случаях роль защитного слоя исполняет лак. Таким образом, жесть черная отличия от жести белой имеет минимальные. Точнее можно сказать, что луженая сталь, это та же черная жесть, прошедшая этап специальной обработки.
Технология производства
Определить из чего делают белую жесть, позволяет сам процесс изготовления материала, проводимый в ряд последовательных этапов:
выплавка стали заданного химического состава;
прокатка металла, предварительно – горячая и последующая – холодная;
отжиг в колпаковых печах или на другом оборудовании;
правка;
нанесение защитного покрытия;
пассивация;
промасливание.
Таким образом, исходным материалом под белую жесть выступает сталь. Как правило, это конструкционные марки металла: кипящая – 10кп и 8кп, а также полуспокойная – 10пс, 8пс. Полученные тонкие стальные листы с уже нанесенным защитным слоем разрезают по размерам, упаковывают, и отправляют потребителям.
Различие между консервными банками импортного и отечественного производства
Пищевая белая жесть, изготавливаемая в России и странах ближнего зарубежья, проходит только однократную прокатку. Используется холодная технология с результатом в виде стальных полос заданной толщины, которые впоследствии отжигаются. Завершающий этап, перед превращением черной жести в белую – дрессировка. Это процесс позволяет улучшить ряд характеристик стального листа: плоскостность, твердость, минимизация линий сдвига.
Зарубежная технология предусматривает замену дрессировки дополнительной процедурой холодной прокатки. Повторный процесс проходит с использованием специальных смазочных материалов. Суть технологи двукратной прокатки заключается в снижении толщины листа до 50%. В цифрах это выражается интервалом 0.12 – 0.24 мм. Как результат, получается жесть белая консервная с меньшим расходом металла на банку. При этом сохраняется эластичность металлического профиля и повышается его прочность. Еще один нюанс связан с хорошо выраженной анизотропией механических характеристик после повторной прокатки. Поэтому дальнейшее использование белой жести производится с учетом направления прокатывания профиля.
Нормативная производственная база
Возвращаясь к отечественному производству, отметим, что базовый документ, регламентирующий сортамент продукта жесть белая – ГОСТ 13345-85. Вторым документом, определяющим технические условия производства жести и ее обработки выступает ГОСТ Р 52204-2004. Согласно установленным нормативам, существуют две категории изделия, соответствующие различной методики лужения:
1. Горячее. В эту группу попадают две марки тонколистового металла. Это ГЖК – жесть, используемая для производства консервных банок, а также ГЖР. Последняя марка представляет жесть разного назначения и выступает сырьем в приготовлении упаковочных изделий, а также тары под пищевые продукты.
2. Электролитическое. Более широкая группа, включающая наряду с марками ЭЖК и ЭЖР (маркировка соответственно предыдущему случаю), две разновидности жести с дифференцированным покрытием – ЭЖК-Д, ЭЖР-Д.
При этом толщина защитного слоя больше для горячелуженой жести 1.6 – 2.5 мкм, тогда как тонколистовая сталь электролитического лужения обладает слоем от 0.34 до 1.56 микрон. Суть дифференцированного покрытия состоит в необходимости нанести отличающиеся по толщине защитные слои с противоположных сторон листа. Это связано с более строгими требованиями для внутренней поверхности банок, прочей разновидности тары.
Для чего и как лудят металл
Лужение – это нанесение тонного слоя олова или его сплава на поверхность металлического изделия. Специалисты этот слой называют полудой. Лужение металла используется сегодня во многих отраслях промышленности: в радиотехнике, электротехнике, машиностроении и авиационной промышленности.
Жало паяльника лудят, чтобы он хорошо удерживал припой и не окислялся. Основное требование к процессу – это плотное и тонкое покрытие оловом, которое является защитным слоем для металла в борьбе с коррозией. Существуют две технологии лужения металлов: горячее и гальваническое.
Горячие технологии
 Горячее лужение проводится двумя методами: погружением и растиранием. В первом случае изделие из металла погружают в ванну с расплавленным оловом. Во втором сплав наносится на плоскость изделия и паклей растирается по ней тонким слоем.
Горячее лужение проводится двумя методами: погружением и растиранием. В первом случае изделие из металла погружают в ванну с расплавленным оловом. Во втором сплав наносится на плоскость изделия и паклей растирается по ней тонким слоем.
Эти способы известны давно, технологии отработаны до мелочей. Они просты и не требуют наличия сложного оборудования, приспособлений и инструментов.
Когда говорят о лужении и пайке, то зачастую имеют в виду именно горячий метод. Но есть у этой технологии и свои минусы. Во-первых, это неравномерно распределяемое олово по поверхности изделий из металла.
Особенно это касается способа погружения. Перепады одной плоскости могут оказаться значительными, особенно, если изделие имеет сложную конструкцию. Поэтому их приходится дорабатывать.
 Если производится лужение металла с отверстиями небольшого диаметра или с мелкой нарезкой, то горячий вариант здесь не подойдет.
Если производится лужение металла с отверстиями небольшого диаметра или с мелкой нарезкой, то горячий вариант здесь не подойдет.
И третий недостаток горячего лужения – это сложность удаления загрязнений, которые образуются внутри сплава и остаются внутри полуды. Эти примеси приходят с припоем, поэтому очень важно использовать оловянный сплав высокой чистоты.
Гальваническая технология
Гальванический вариант облуживания делится также на два способа: в щелочных и кислых электролитах. Название говорит о том, что процесс нанесения олова основан на использовании электрического тока.
Отсюда и затратность процесса. Но именно эта технология гарантирует прочное сцепление наносимого сплава с металлической поверхностью. Есть и другие положительные стороны:
- оловянный слой получается ровным и равномерным;
- можно задавать необходимую толщину покрытия, даже на самых сложных конструкциях из металла;
- низкая пористость покрываемого слоя;
- экономия оловянного припоя.
Обычно изделия со сложными формами облуживают с помощью щелочных электролитов, потому что этот вариант лужения обладает большой кроющей и рассеивающей способностью.

К недостаткам гальванической технологии лужения относится то, что этот способ сложный. Проводить его могут работники с высокой квалификацией, а это затраты по зарплате. То есть, залудить металл этим способом в домашних условиях нельзя. К тому же для проведения процесса необходимы специальные ванны.
Если говорить о технологии лужения со щелочными электролитами, то сам раствор является нестабильным, его сложно готовить, и придется все время контролировать концентрацию щелочи и качественное состояние анодов.
Подготовка изделий
Чем чище будет поверхность металла, тем прочнее к ней прикрепится припой. Поэтому в зависимости от требований к самой заготовке используются разные способы подготовки к лужению металла.
 Первый способ – это очистка поверхности металла щетками. Обычно таким инструментом снимается окалина и ржавчина. Сначала изделие промывается водой, а затем щеткой вычищается. Нередко на этой стадии применяют известь, песок, пемзу.
Первый способ – это очистка поверхности металла щетками. Обычно таким инструментом снимается окалина и ржавчина. Сначала изделие промывается водой, а затем щеткой вычищается. Нередко на этой стадии применяют известь, песок, пемзу.
Следующий способ подготовки к лужению заключается в шлифовании металла шкурками и дисками. Этот этап является доработкой изделия, то есть, доведение его поверхности до максимальной ровности.
Применяют обезжиривание с помощью натриевых составов: едкий натр – 10-15%, фосфорнокислый натрий – 10-15%, углекислый натрий – 10-15%-ный раствор. Добавим, что химические растворы перед использованием надо нагреть до 50-80С.
Применяют также травление. Для этого используют серную кислоту.
Особенности растирания и погружения
Технология лужения растиранием в своей основе содержит такой процесс, когда припой наносится на металлическое изделие и растирается паклей. При этом используется флюс в виде нашатыря и хлористого цинка. Вот последовательность операций:
- хлористый цинк наносится на металл и нагревается паяльной лампой;
- когда он закипит, в него вносится припой, который расплавляется;
- сверху посыпается нашатырь в виде порошка;
- затем паклей жидкое олово растирается по поверхности металлического изделия.
Для способа погружения используют лудильные ванны, в которых олово нагревается до +300 ℃. В расплавленный сплав опускается изделие из металла, которое покрывается слоем припоя.
При этом, чем дольше оно лежит в ванне, тем толще слой олова на нем осядет. Когда проводят лужение паяльника, то вначале нагревают его, затем погружают в канифоль, и только потом расплавляют им маленький кусочек олова, тем самым обеспечивая покрытие.
Раствор при гальванической обработке
В принципе, обе технологии лужения (со щелочными и с кислыми электролитами) отличаются друг от друга присутствием в электролитной ванне щелочного или кислотного раствора. Сам же процесс налипания олова у них одинаковый, и происходит он при помощи электрического тока.

В состав кислотных растворов входит сернокислое олово, серная кислота, вещества кипиллярно-активного типа (это фенол или крезол), коллоидные вещества (клей, никотин, желатин или схожие с ними вещества).
Очень важно точно соблюсти пропорции основных компонентов: сернокислое олово – 65 г/л, серная кислота – 100 г/л.
Что касается щелочных растворов для лужения металлов, то их разнообразие не определяется одной рецептурой. Поэтому состав растворов разный. В одних используется хлористое олово, в других оловянно-кислый натрий, в третьих двухлористое олово.
То же самое касается и растворителей. Здесь и едкий нарт, и уксуснокислый натрий, и едкое кали. Можно из расчета наличия тех или иных компонентов подобрать свою рецептуру раствора.
При этом в каждой обязательно будут свои концентрации веществ. Конечно, под каждую рецептуру подбирается плотность тока и температура нагрева раствора в ванне.
Лужение, как защитный процесс металлов от коррозии, один из самых востребованных. Он не очень дешевый, но эффективный по сравнению со многими технологиями. Поэтому его часто применяют в разных производствах.
Сообщества › Кузовной Ремонт › Блог › Лужение и пайка автомобильных кузовов. Часть 1. Зачем вообще применять припой?

Перед тем, как рассказывать о технологии нанесения, материлах, оборудовании и всех нюансах, нужно ответить на вопрос — а зачем на всё это? Зачем усложнять себе жизнь, когда есть распространённые и заметно более простые способы? Что мы получим, ввязавшись в данную авантюру? Об этом будет первая глава.
Итак, наша первоочередная цель – это заполнить вмятины и восстановить форму поверхности. В чём же преимущества использования пайки перед использованием шпатлёвок?
1.Припой обладает гораздо более высокими механическими свойствами, чем шпатлёвка. И в первую очередь нам важны механические свойства в месте перехода от металла кузова к материалу – заполнителю. Очень часто бывает такое, что слой шпатлёвки сам по себе остаётся целостным, не крошится и не трескается, но в следствие удара или вибрации, отслаивается от кузова прямо по поверхности контакта. При пайке связь между припоем и паяемым металлом образовывается на атомном уровне, отслаивание припоя от металла невозможно в принципе, если соблюдена технология. Также оловянно-свинцовый припой является хоть и мягким, но металлом, и ему присуще свойство металлов к пластичности. То есть при ударе или изгибе детали припой не треснет и не раскрошится, а упруго сдеформируется и останется на детали. Таким образом, слой наплавленного припоя гораздо более долговечен (фактически вечен), чем слой нанесённой шпатлёвки.


Понятное дело, что на фото изображны крайние случаи, где технология шпатлевания была нарушена целиком и полностью — и слой запредельный и на ржавый металл наносилось не пойми кем и не пойми как. Но, тем не менее, нельзя отрицать склонность любой шпатлёвки к скалыванию, растрескиванию, выкрашиванию.
2.Механические свойства слоя припоя не зависят от толщины нанесённого слоя, как это происходит со шпатлёвкой. Фактически, толщина наплавляемого слоя может быть неограничена, это не повлияет на долговечность и прочность, как в случае со шпатлёвкой, где не рекомендуется шпатлевать вмятины глубиной более 2-3мм.

3.В следствии пунктов 1 и 2 можно сказать, что применение пайки есть реальное усиление ремонтируемой зоны. Припоем можно заполнить стыки или швы на кузовных панелях, и он отлично себя проявит в этих нагруженных местах, можно заполнить, не рихтуя, глубокие вмятины, и за счёт большого слоя наплавленного металла это даст увеличение жесткости.




4. Опять же, в следствии пунктов 1 и 2 припой можно применять для выведения зазоров, нанося его на кромки и углы деталей. Именно так и собирались в мелкосерийном производстве знаменитые Чайки ГАЗ-13, ГАЗ-14 и правительственные ЗИЛы. Кузовные детали для них порой выстукивались молотком на деревянных подложках, без шуток, а зазоры выводились именно за счёт наплавки припоя. Детали же от одной машины совершенно не подходили к другой. Это не шутки, а специфика единичного производства.



5.Припою не свойственны усадка и оконтуривание. После затвердевания и охлаждения до комнатной температуры с припоем не происходит никаких процессов, сходных с процессом полимеризации шпатлёвки. Шпатлёвка может дать усадку через неделю, может дать через год. Может и вообще не дать. Припою же не свойственна усадка в принципе.
6.Припой можно применять также как альтернатива герметику, запаивая им, например, завальцовки дверей, капота, багажника и т.п.

7. Вопрос трудоёмкости и производительности будет рассмотрен подробно в 5 главе, но в некоторых случаях процесс пайки может занять существенно меньше времени, чем процесс шпатлевания. Хотя в некоторых, и гораздо больше
8.Припою абсолютно несвойственна гигроскопичность.
9.И, наконец, это аутентично! При тщательной реставрации ретро автомобилей использование современных материалов считается дурным тоном. Не только из за их эксплуатационных свойств, но, в первую очередь из за несоответствия духу времени.

Итак, о плюсах применения пайки я рассказал, теперь же расскажу о минусах
1.Первый, и, на мой сугубо личный взгляд, самый главный минус этого метода – это ограниченность применения, непосредственно связанная с технологией нанесения. Для образования межатомных связей между припоем и металлом необходим нагрев до
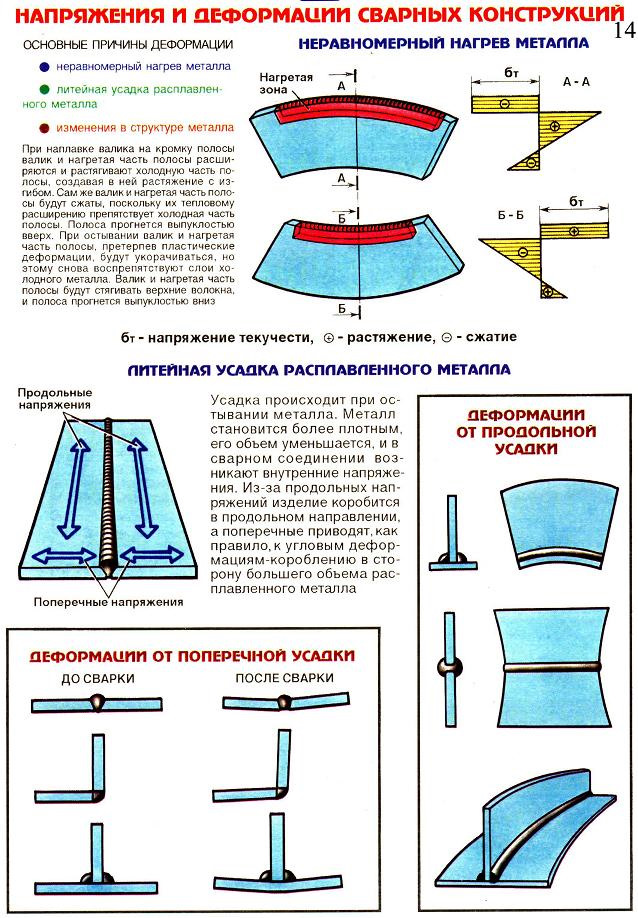
200 градусов. При нагреве любое вещество расширяется. А так как мы не имеем возможности нагреть всю деталь целиком и равномерно, да и нет такой необходимости, в ряде случаев возможны поводки и коробления, которые сведут на нет всю затею. Более подробно расскажу в 5 главе, сейчас отмечу лишь, что метод неприменим для больших нежестких панелей кузова типа крыши, панелей дверей, иногда капотов.
2.Крайне мало людей, владеющих данным методом, если вы решились обратиться к кому либо
3.Большой список оборудования и материалов, необходимых для осуществления процесса. Грубо говоря, для нанесения шпатлёвки нам нужна сама шпатлёвка и шпатели, для обработки – наждачка и брусок. Всё это продаётся в любом автомагазине по демократичным ценам. Для пайки и дальнейшей обработки нам понадобятся: сам припой, флюс, источник теплоты и большое количество разнообразных инструментов для обработки. Подробнее во второй главе. Сейчас скажу лишь, что централизованно все материалы и инструменты не купишь, а если не знать, где искать, то всё это может влететь в копеечку. Для разовой работы покупка большого количества инструментов экономически нецелесообразна
4.Неочевидный нюанс, относится в первую очередь к самостоятельно занимающимся этим людям. Токсичность. В первую очередь при механической обработке – позаботьтесь о вытяжке, регулярно подметайте. Наибольшим врагом для нас является оловянно-свинцовая пыль и стружка. Отравиться то не отравитесь, но, как следует надышавшись пылью, на следующий день почувствуете эффект, схожий с сильным похмельем и температурой – слабость и ломота.

5.Также, в некоторых случаях, когда деталь не имеет явных вмятин, но имеет лишь небольшую волнистость, но на большой поверхности, применение наплавки может быть также нецелесообразно ввиду огромных трудозатрат. Наплавка тем эффективнее, чем меньше площадь повреждений и чем больше глубина вмятин. Подробнее в 5 главе
Таким образом, если нас в первую очередь интересует максимальное качество и долговечность, либо же аутентичность, и за это мы готовы переплачивать деньгами и временем, то пайка – это наш выбор. Лично я никому ничего не навязываю и стараюсь максимально объективно рассмотреть этот метод, сам в некоторых случаях применяю классическую шпатлёвку, однако, для своих личных целей, когда этот метод применим, использую только его.
