Материалы для сварки и пайки
Пайка металлов. Способы, материалы, припои, флюсы для пайки металлов
Использование пайки известно с древнейших времен. В гробнице вавилонской царицы (III тыс . лет до н. э.), в засыпанной пеплом Везувия Помпее (79 г. до н.э.), во время других раскопок в Египте, Риме и Греции — всюду археологи находили паяные металлические изделия. Припои древних римлян церарий и аргентарий по своему химическому составу близки к существующим в настоящее время ПОС-30 и ПОС-50.
В истории использования пайки можно выделить три периода, которые связаны с развитием источников нагрева и особенностями применяемой техники. Первый период начался в бронзовом веке, когда человечество начало изготавливать изделия из бронзы и источником нагрева служило твердое топливо. Второй период (конец XIX ст.) характеризуется началом применения для нагрева электрической энергии. Третий период начался в 1930–1940-х годах и связан с созданием техники из новых металлов и их сплавов — циркония, вольфрама, алюминиевых, титановых, высокопрочных и жаропрочных сталей и сплавов. Это привело во второй половине ХХ ст. к разработке принципиально новых способов пайки. В настоящее время технические возможности пайки значительно расширились. Во многих случаях пайка является единственно возможной технологией неразъемного соединения новых материалов.
Пайка — процесс получения неразъемного соединения металлов, находящихся в твердом состоянии, расплавленным припоем. Припоем является материал с температурой плавления ниже температуры плавления паяемых материалов. При пайке (в отличие от сварки) плавится только присадочный сплав — припой, а между паяемым материалом и припоем протекает процесс взаимного растворения компонентов.
Требования, предъявляемые к паяному соединению и характеризующие условия его эксплуатации, определяются служебными свойствами изделия в целом: механическими свойствами, герметичностью, вакуум-плотностью, электросопротивлением, коррозионной стойкостью, стойкостью против термоударов, перегрузок и др.
В процессе пайки расплавленный припой вводится в зазор между нагретыми соединяемыми деталями. Припой смачивает поверхности деталей, растекается и заполняет зазор между ними. Взаимодействие припоя с материалом сопровождается растворением основного металла в жидком припое с образованием эвтектик и твердых растворов, взаимной диффузией компонентов припоя в сторону основного металла и компонентов основного металла в сторону припоя с последующей кристаллизацией жидкой прослойки.
Формирование прочного и надежного соединения зависит от химического состава взаимодействующих металлов, температуры и продолжительности пайки, определяющих физико-химические и диффузионные процессы, протекающие между припоем и основным металлом. Чем выше температура процесса и его длительность, тем больше степень взаимной диффузии между расплавленным припоем и основным металлом и тем выше механическая прочность соединяемых деталей. Кроме того, прочность пайки зависит от величины зазора между паяемыми деталями. Так, при малых зазорах улучшается затекание припоя под действием капиллярных сил, вследствие чего значение временного сопротивления паяного соединения больше значения временного сопротивления самого припоя.
Припой прочно соединяется с поверхностью изделия только тогда, когда хорошо смачивает ее. Для этого поверхность должна быть тщательно очищена от загрязнений. Кроме этого, для удаления пленок оксидов с поверхностей паяемого материала и припоя и для предотвращения их образования при пайке используют паяльные флюсы. Флюсы, кроме того, способствуют лучшему затеканию припоя в зазор между соединяемыми деталями и растеканию по их поверхности. Некоторые припои, содержащие эффективные раскислители (бор, кремний, барий, щелочные металлы
иудтр.) мог ные пленки.
сами выполнять роль флюсов, переводя в шлак оксидКачество паяных соединений зависит от правильного выбора способа пайки, используемых основных и вспомогательных материалов, технологического процесса пайки.
Способы пайки. Современные способы пайки принято классифицировать по следующим признакам: механизмам удаления оксидной пленки с поверхности паяемого материала, видам процессов образования припоя в зазоре, условиям заполнения зазора припоем, температурным и временным режимами кристаллизации паяного шва, температуре пайки и используемым источникам нагрева, наличию или отсутствию давления на паяемые деталив, роедмнеонности и очередности выполнения паяных соединений (рис. 3.76).
По механизмам удаления оксидной пленки способы пайки делятся на флюсовые и бесфлюсовые.
Флюсовая пайка — пайка с применением флюса. При этом флюс может также участвовать в образовании самого припоя путем выделения компонентов, плавящихся при пайке.
Бесфлюсовая пайка — пайка без применения флюса, когда удаление оксидных пленок осуществляется в восстановительной или инертной газовой среде, вакууме, а также за счет применения ультразвука.
В первом случае удаление оксидов происходит при высоких температурах за счет их восстановления или самопроизвольного распада (диссоциации), а при ультразвуковой пайке их разрушение осуществляется за счет ультразвуковых колебаний, создаваемых в расплавленном припое, наносимом на соединяемый металл специальным паяльником.
По видам процессов образования припоя в зазоре способы пайки подразделяются на пайку готовым припоем, контактно-реактивную и реактивно-флюсовую.
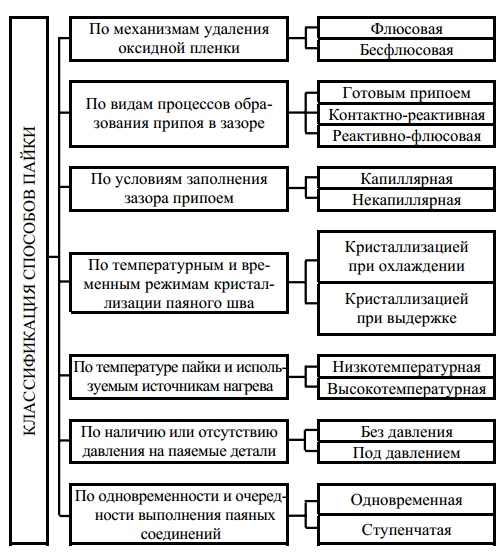
Рис. 3.76. Классификация способов пайки
Пайка готовым припоем — способ пайки, при котором используется заранее приготовленный припой. В качестве припоя может использоваться металлический (полностью расплавляемый) или композиционный припой. В композиционном припое помимо металлической основы содержится тугоплавкий наполнитель (порошки, волокна, сетки), который сам не плавится, а при плавлении металла припоя образует разветвленную сеть капилляров, удерживающих под действием капиллярных сил его жидкую часть в зазоре между соединяемыми деталями.
Контактно-реактивная пайка — способ пайки, при котором жидкий припой образуется в результате межфазного взаимодействия и последующего контактного плавления соединяемых материалов или соединяемых материалов и прослойки промежуточного металла. К этому способу пайки относится сваркопайка. Сваркопайка — пайка разнородных материалов, при которой более легкоплавкий материал локально нагревается до температуры, превышающей температуру его плавления, и выполняет роль припоя.
Реактивно-флюсовая пайка — способ пайки, при котором припой образуется в результате химических реакций между основным металлом и флюсом. Например, при пайке алюминия с использованием флюса ZnCl3 в результате химической реакции восстановления
образуется цинк, который служит припоем.
По условиям заполнения зазора припоем пайку можно разделить на капиллярную (ширина зазора
Сварка и пайка металлов и сплавов;
Пайка – это технологический процесс получения неразъёмных соединений заготовок с нагревом ниже Тпл путём смачивания, растекания и заполнения зазора между ними расплавленным припоем и сцепление их при кристаллизации припоя.
Сварка – это технологический процесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, пластическом деформировании.
Для качественной сварки необходимо:
а) свариваемые поверхности освободить от загрязнений, окислов и пр.;
б) энергетическ активировать атомы (разогреть);
в) сблизить поверхности до уровня межатомных расстояний.
Активацию можно проводить теплом, упруго-пластической деформацией, электронного, ионного, электромагнитного воздействия и пр.
Сварка подразделяется на 3 класса: термическая, термомеханическая и механическая.
Термическая сварка заключается в плавлении свариваемых поверхностей с использованием тепловой энергии. Различают дуговую, плазменную, электрошлаковую, электронно-лучевую, лазерную и газовую сварки.
Термомеханическая сварка, как следует из названия, заключается в совместном действии на свариваемые поверхности тепловой энергии и механического давления. Различают контактную и диффузионную сварку.
Механическая сварка заключается в совместном действии механиеской энергии, приводящей к разогреву свариваемых поверхностей, и механического давления. Различают ультразвуковую сварку, сварку взрывом, трением. Сюда же относится холодная сварка.
Дуговая термическая сварка заключается в создании электрической дуги между электродом и заготовкой. Существует несколько видов дуговой сварки:
а) с использованием неплавящихся электродов (графитовых или вольфрамовых), при этом расплавляется только свариваемые металлы или дополнительно ещё и присадочный металл;
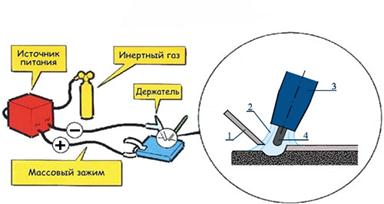
Рис. 9.9. Схема термической сварки с неплавящимся электродом.
1 – присадочный металл; 2 – электрическая дуга; 3- держатель электрода и подача инертного газа; 4 – неплавящийся электрод.
б) с использованием плавящихся металлических электродов, при этом одновременно плавятся и свариваемые металлы и электрод;
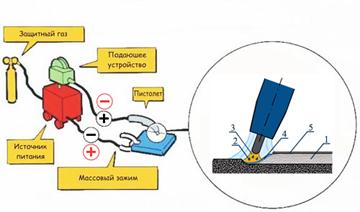
Рис. 9.10. Схема термической сварки с плавящимся электродом.
1 – наплявляемый металл; 2 – дуга; 3 – плавящийся электрод (проволка); 4 – инертный газ (СО2);
в) сварка косвенной дугой, при этом образуется дуга между двумя неплавящимися электродами и эта дуга расплавляет свариваемые металлы;
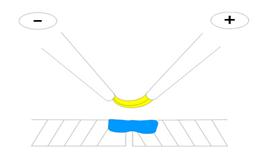
Рис. 9.11. Схема сварки косвенной дугой.
г) сварка трёхфазной дугой, при этом образуется три дуги – между электродами и между каждым электродом и свариваемым металлом.
В зависимости от условий различают обычную сварку, сварку под флюсом (создаётся защитная атмосфера и тепловой барьер над расплавленным металлом) и в защитном газе (Ar, He, N2, CO2 , у нас обычно Ar и СО2).
Плазменная сварка происходит при температуре 10000 – 20000 о С. Такую температуру достигают в плазменных горелках, пропуская газ через столб сжатой электрической дуги. Дуга горит в узком канале сопла горелки, куда подают газы – N2, Ar, Н2, Не, воздух. Плазма представляет собой более концентрированный источник тепла, следвательно, она обладает большей проплавляющей способностью (до 10 мм). Для сварки тонких металлов толщиной 0,025 – 0,7 мм используют микроплазменную сварку (ток 0,5 – 10 А). Недостатком плазменной сварки является недолговечность горелок.
При электрошлаковой сварке основной и электродный металлы расплавляются теплотой, выделяющейся при прохождении тока через шлаковую ванну, при этом достигается температура порядка 2000 о С. Эта сварка позволяет свариватьметаллы толщиной до 150 мм.
При электронно-лучевой сварке создают поток электронов от анода к катоду в сильном электрическом поле. При соударении электронов с металлом 99% кинетической энергии электронов переходит в теплоую энергию. Температура в этом месте может достигать 5000 – 6000 о С. Эта сварка позволяет сваривать не только металлы, но и сапфиры, рубины, алмазы, стекло и т.п. Зона разогрева при этом очень маленькая, поэтому деформация заготовки минимальна. Так как сварка обязательно проводится в вакууме, образующийся шов очень ровный, зеркальный, ширина шва от 0,02 до 100 мм. Применяют для сварки W, Ta, Nb, Zr, Mo и др., можно сваривать разнородные металлы.
Газовая сварка заключается в разогреве свариваемых металлов газовым пламенем и заполнении зазора присадочным материалом. Она характеризуется плавным разогревом и применяется для сваривания тонких металлов – от 0,2 до 3 мм.
Основным видом термомеханической сварки является контактная сварка, заключающаяся в кратковременном нагреве места соединения и осадке (сжимания) разогретых заготовок. Разогрев обычно электрический, величина выделяющегося тепла определяется законом Джоуля – Ленца: Q = I 2 Rτ. Различают стыковую, точечную и шовную термомеханическую сварку.

Рис. 9.12. Схема термомеханической сварки.
Механическая холодная сварка заключается в сближении свариваемых поверхностей до образования металлических связей между ними. Для образования металлических связей требуется высокое давление – оно вызывает совместную пластическую деформацию. Большое давление разрушает плёнку оксидов, но требуется очистка поверхностей от жировых плёнок. Механическое напряжение в свариваемых поверхностях должно составлять от 150 до 1000 МПа, при этом толщина шва может достигать от 0,2 до 15 мм. Этим методом можно сваривать такие пластичные металлы, как Al, Cd, Pb, Cu, Ni, Au, Ag, Zn и др.
Сварка трением осуществляется путём вращения одной из свариваемых заготовок (труба, пруток), прижатой с определённой силой к другой поверхности. Этот метод позволяет сваривать разнородные металлы – Cu и сталь, Al и Ti и др. Этот вид сварки позволяет снизить затраты энергии в 5 – 10 раз.
Ультразвуковая сваркаосуществляется при одновременном воздействии на свариваемые поверхности нагрева, давления и трения, возникающего в результате ультразвуковой обработки. Толщина сварного шва менее 1 мм и может достигать 0,001 мм. Можно сваривать разнородные металлы. Эта сварка применяется в приборостроении, радиоэлектронике, авиапромышленности и др.
Сварка взрывом осуществляется путём проведения направленного (комулятивного) взрыва, приводящего к столкновению с большой скоростью (порядка нескольких км/с) свариваемых металлов. Образующийся при этом сварной шов обладает большей прочностью, чем свариваемые металлы.
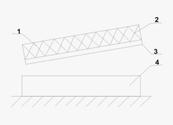
Рис. 9.13. Схема сварки взрывом.
1 – детонатор; 2 – взрывчатка; 3, 4 – свариваемые пластины.
Пайка и Сварка
Что такое Пайка?
Пайка как основной метод соединения металлов происходит по причине капиллярного действия расплавленных металлов. Процессы пайки можно подразделять на две категории: с помощью твердых и мягких припоев. Говоря о пайке твердыми припоями, подразумевают использование припоев, плавящихся выше 540 С, мягкими — ниже этой температуры.
При работе твердыми припоями при нагреве паяемых металлов расстояние между их молекулами увеличивается, между ними появляются микроскопические зазоры. Припой получает возможность протечь между соединяемыми металлами и в зазоры между молекулами. При охлаждении металлов и припоя две детали остаются соединенными вместе. Часто сплавы, используемые в качестве припоев, содержат в своем составе спаиваемый металл, чтобы соединение получилось практически незаметным.
Мягкие припои производятся на основе «белых металлов»: олова, свинца и висмута. Температура пайки недостаточна для «разрыхления» молекул. Сила их сцепления с поверхностью зависит от способности «приплавляться» к микроскопическим неровностям на металле. Так как сила сцепления мягких припоев обусловлена сцеплением с поверхностью, швы не заполняются ими заподлицо и остаются незаметными.
Успех пайки зависит от пяти основных этапов:
- Подгонка: все спаиваемые поверхности должны быть тщательно подогнаны друг к другу. Припой не предназначен для заполнения брешей.
- Чистота: успешное соединение деталей требует безупречно чистой поверхности, иначе припой не растечется должным образом.
- Флюс: необходимо некоторое вещество, которое не даст кислороду прореагировать с поверхностью металла и загрязнить ее оксидами.
- Нанесение припоя: на место стыка необходимо наносить подходящий припой и в должном количестве.
- Нагрев: соединяемые металлы нагреваются лишь чуть выше температуры растекания применяемого припоя.
Осваивая лазерную сварку, ювелир должен понимать некоторые основные принципы процесса сварки, в частности, отличие от пайки. Основное отличие процесса сварки от процесса пайки в том, что при сварке материал, подлежащий свариванию, тоже плавится. При плавке основного материала для сваривания важно проникнуть в шов с правильной энергией луча и ее распределением, чтобы должным образом соединить две детали. Используемые в нашей промышленности лазеры имеют подобные настраиваемые возможности, управляющие различными аспектами совокупной энергии лазера и способом ее подачи.
Первое, что должен осуществить лазерный луч — это физическое проникновение в сварочный шов. Лазер должен соединить вместе два фрагмента металла. Для этого могут потребоваться разные характеристики энергии. Например, трехмиллиметровый платиновый ободок кольца требует для сварки энергию, отличную от той, которая нужна для застежки из желтого золота 18 кт. Прохождение пучка в сварочный шов называется проникновением. Проникновение достигается управлением физической силой лазерного пучка, обычно регулируемой в доступных на рынке лазерных установках через напряжение. Напряжение регулирует силу фотонов (материи) в световом пучке. Напряжение — это лишь одна из характеристик выходного лазерного пучка. Лазер должен обладать достаточной энергией для достижения пучком места сварки, а для этого нужно преодолеть сопротивление металла вокруг сварочного шва и проникнуть сквозь сопротивляющийся металл для доступа к внутренним поверхностям шва.
После проникновения к месту действия, лазерный пучок должен сохранять достаточную мощность для осуществления собственно сварочного действия (плавки окружающего металла). Другая управляемая характеристика мощности лазера — это продолжительность облучения металла в течение одного импульса (продолжительность импульса). Она регулируется на большинстве установок отрезками, измеряемыми и выражаемыми в милисекундах. Металл, по мере облучения лазером, нагревается до точки плавления и растекается по шву, заполняя его и соединяя фрагменты способом, не оставляющим шов. Продолжительность импульса можно использовать для проникновения через плавку, вместо силового проникновения, достигаемого через большое напряжение. Однако, более продолжительные импульсы могут выжечь некоторые металлы, оставляя ямки и делая их более хрупкими. Увеличение продолжительности импульса делает область плавки глубже и шире.
Лазерный пучок для проникновения требует иных аспектов мощности, чем для плавки. Напряжение и продолжительность импульса прямо пропорциональны величине мощности (измеряемой в джоулях) лазерного пучка, то есть увеличение напряжения, либо продолжительности импульса увеличивают входную мощность пучка, а уменьшение любого из этих параметров уменьшает общую мощность пучка.
Что делает лазер лазером?
Когерентный свет может быть сфокусирован намного точнее некогерентного (рассеянного), что позволяет обеспечивать очень высокую концентрацию световой энергии на очень малой площади. Эта энергия, отнесенная к единице площади, в 1000 раз выше, чем энергия на поверхности солнца.
Высокая температура, достигаемая при концентрации энергии, достаточна для локального разогрева металла до точки его плавления и выше.
Фактически на локальное плавление металла затрачивается очень малая часть энергии лазера. Лазер – идеальный инструмент для работы со всеми видами изделий из драгоценных металлов и сплавов, включая изделия с драгоценными вставками, чувствительными к температурным воздействиям.
Лазер, используемый в ювелирной промышленности, является твердотельным лазером и функционирует по классической схеме. Конденсаторная батарея используется для накопления энергии, которая расходуется на генерацию сильного светового импульса в лампе накачки. Этот свет попадает на Nd YAG-кристалл. Кристалл преобразовывает белый свет от лампы накачки в когерентный лазерный луч, который многократно умножается в резонаторе (кристалл, отражающее зеркало, отклоняющее зеркало). Процесс управляется бортовым микрокомпьютером. Высокая температура, возникающая в процессе генерации луча, поглощается деионизированной водой, охлаждаемой в дальнейшем в воздушно-водном теплообменнике.
Через систему линз лазерный луч попадает в рабочую камеру. Процесс сварки контролируется непосредственно через стереомикроскоп.
Чем лучше настроены все узлы лазера, тем выше качество и результат сварки и выше ресурс работы машины.
Энергия лазерного луча расплавляет металл в точке его контакта с металлом. Размер пятна и глубина проникновения луча в металл зависят от трёх основных параметров:
- Напряжение (мощность) – чем выше, тем глубже проникновение;
- Время (длинна) импульса – чем дольше, тем шире и глубже, тем больше расплавленного металла;
- Диаметр луча – чем больше, тем больше площадь сварки (пятна) но и ниже концентрация энергии на единице площади поверхности.
Для различных металлов эти параметры определяются в зависимости от их физико-химических свойств. Например, низкопробные золотые сплавы (белого и желтого цвета) просто и легко свариваются.
Высокопробные сплавы желтого золота (22К и выше), серебряные и медные сплавы свариваются намного хуже из за высокой отражательной способности и высокой теплопроводности.
Сварочный лазер должен иметь качественный (хорошо отьюстированный) луч. В этом случае результат сварки будет оптимальным, даже тогда, когда область сварки выходит за фокальную плоскость оптических приборов лазера.
Точная юстировка (настройка) оптики на всех участках прохождения луча улучшает его качественные параметры. Для достижения наилучшего результата при производстве лазера необходимо провести предварительные юстировочные работы.
Следует принять во внимание, что некоторые так называемые «производители лазеров» просто покупают отдельные компоненты различных поставщиков и механически их собирают. Весьма часто на их производственных участках изготавливаются только корпуса приборов.
Только отличная юстировка луча обеспечивает высококачественный результат и высокий ресурс работы.
Пайка и сварка – сравнение процессов.
Главная цель разработки лазеров для использования в ювелирной промышленности состояла в том, чтобы сэкономить время, уменьшить уровень брака и улучшить качество производимых изделий. Весьма часто, готовые ювелирные изделия отбраковываются из за дефектов, которые не могут быть устранены традиционными технологическими методами.
При пайке различия в цвете и твердости металла припоя ухудшают дизайн изделия и его механические свойства. Кроме того, после этой операции необходимо проводить отбеливание изделия с последующей полировкой.
При сварке нет необходимости в применении припоя. В этом случае используется присадочная проволока из металла, аналогичного металлу изделия, и нет разницы ни в цвете, ни в твердости. Нет так же необходимости отбеливания изделия с его последующей полировкой. Все эти аспекты делают лазер абсолютно необходимым инструментом для ремонта ювелирных изделий.
Элементы изделий, чувствительные к высоким температурам, такие, например, как ювелирные вставки (драгоценные и другие камни), а также пружинные элементы могут быть повреждены при ремонтных операциях, связанных с пайкой. Поэтому эти элементы предварительно должны быть удалены. Эти процедуры достаточно трудоёмки. Кроме того, камни, иногда достаточно дорогие, могут быть повреждены в результате раскрепки изделия. Пружинные элементы могут потерять свои механические свойства в результате отжига, при нагреве изделия под пайку. После пайки эти элементы необходимо установить на изделие – закрепить вновь вставки или завести пружины.
В случае лазерной подварки дефектов нет необходимости выкреплять камни и демонтировать пружинные элементы, так как высокотемпературное воздействие энергии лазерного луча сконцентрировано только в месте заварки дефекта и не нагревает всё изделие. Соответственно не нужно вновь крепить камни и заводить пружины.
В связи с этим лазер имеет существенное преимущество перед всеми остальными видами сборки, при этом значительно сокращается операционное время сборки, поскольку не требуется использование открытого пламени для пайки и целого ряда промежуточных технологических операций и приспособлений для их проведения.
Типовое применение лазера в ювелирной промышленности.
- Подварка дефектов (пор, раковин) с применением присадочной проволоки идентичного сплава.
- Подварка дефектов (пор, раковин) с применением присадочной проволоки идентичного сплава для изделий со вставками из драгоценных камней и элементов, чувствительных к нагреву.
- Подварка дефектов (пор, раковин) с применением присадочной проволоки идентичного сплава для изделий с пружинными элементами. Без отжига последних.
- Сборка или ремонт уже полированных частей.
- Сборка или ремонт изделий с закрепленными вставками из драгоценных камней, чувствительных к нагреву.
- Все виды монтировочных работ без применения фиксирующих приспособлений (биндеры, фиксирующие пинцеты и т.д.)
- Ремонт антикварных изделий без снятия/порчи патины.
- Ремонт дефектов закрепки – крапанов и других видов кастов без предварительной раскрепки камней, включая драгоценные.
- Сборка трудоемких изделий с большим количеством мелких элементов без предварительной монтировки в гипсе.
- Сборка браслетов.
- Ремонт и сборка полых изделий с толщиной стенки менее 0,2 мм.
- Сварка шинок колец при операции уменьшения размера.
- Удаление гравировки методом подварки.
- Соединение различных металлов (золото/платина, золото/титан и т.д.)
- Сборка и ремонт элементов часов, в том числе из титана и нержавеющих сталей.
- Ремонт матриц и пуансонов для штамповки.
Расходные материалы и принадлежности для пайки и сварки
Выберите подкатегорию
- Пинцеты для пайки (19)
- Прочее (16)
- Флюсы (14)

Лупа Третья рука 2,5-х д-65 мм


| Борная кислота |

| Борная кислота 100 г |

Доска для пайки 220*110*15
Огнеупорная, теплостойкая, без содержания асбеста доска для сварки и пайки.330 ASIC
Описание Безасбестовая, теплостойкая, огнеупорная для сварки и пайки.
Характеристики 220*110*15 Материал SKAMOLEX макс. темп. .
Паста защитная для камней. Применяется при пайке для защиты камней от воздействия высоких температур.
Доска для пайки 300*200*15.
Огнеупорная, теплостойкая, без содержания асбеста доска для сварки и пайки.330 ASIC
Описание Безасбестовая, теплостойкая, огнеупорная для сварки и пайки.
Характеристики 300х200х15мм Материал SKAMOLEX макс. темп. .
Паста защитная для камней. Применяется при пайке для защиты камней от воздействия высоких температур.

Доска для пайки керамическая сетчатая 70х50х15 мм
Хорошо прогревается и помогает прогреться всей площади изделия,для равномерной текучести припоя. Крупные изделия- кресты, подвести, кулоны и т.д.
Доска для пайки керамическая сетчатая 70х50х15 мм
Хорошо прогревается и помогает прогреться всей площади изделия,для равномерной текучести припоя. Крупные изделия- кресты, подвести, кулоны и т.д.
Отбел бескислотный (уп.100 г)
Используется отбел для очистки флюса после пайки золота ,серебра и других цветных металлов.
Изготовлен на основе солей серной к-ты и калия.
Развести пакет (100г) на 500-600грамм воды.
При работе с раствором используйте пинцет пластиковый или титановый (не стальной),для избежания попадания в отбеливающий раствор железа.
После работы закрывайте раствор крышкой.
Упаковка 100 грамм.
Хранить в сухом,закрытом от воздуха месте до 6мес.

Отбел для золота универсальный бескислотный розовый 100 г(Италия)
Используется отбел для очистки флюса после пайки золота ,серебра и других цветных металлов.
Изготовлен на основе солей серной к-ты и калия.
Развести пакет (100г) на 500-600грамм воды.
При работе с раствором используйте пинцет пластиковый или титановый (не стальной),для избежания попадания в отбеливающий раствор железа.
После работы закрывайте раствор крышкой.

Паста защитная для камней
Применяется при пайке для защиты камней от воздействия высоких температур. Способ применения: очистить обрабатываемую поверхность, нанести пасту слоем 6-7 мм. Паять можно сразу после нанесения пасты. По окончании работы паста легко смывается водой.
Технология сварки-пайки металлоконструкций из оцинкованной стали
Сварка — пайка — технологический процесс, основанный на вводе в основной металл низкого содержания тепла, что приводит к расплавлению только присадочного материала.
Возрастающие требования к повышению стойкости к коррозии ведут к применению во многих отраслях материалов с предварительно нанесенными покрытиями. Среди различных возможностей защитить сталь от коррозии цинк приобретает особое значение благодаря своим антикоррозионным качествам, с одной стороны, и его низкой цены — с другой.
Нанесенный на основной материал слой цинка составляет в зависимости от метода производства от 1 до 20 мкм. Большое количество оцинкованных деталей применяется в автомобилестроении, строительном хозяйстве, в вентиляционной и кондиционерной технике, в бытовой технике и т. п.
Благодаря катодной защите цинк имеет большое значение для защиты стали от коррозии. Если происходит повреждение защитного слоя цинка, то цинковое покрытие влияет на железо катодной защитой. Это влияет также на расстоянии 1 — 2 мм на непокрытую поверхность. Благодаря дистанционному влиянию катодной защиты цинка защищаются как неоцинкованные кромки срезов листов, так и микротрещины, которые возникают вследствие холодной обработки давлением, а также окружение сварочного шва, в котором испаряется цинк. Таким же образом на основании катодной защиты исключается подпленочная коррозия цинкового слоя кромок среза.
Цинк начинает плавиться при
906 °С испаряться. Эти качества неблагоприятно влияют на сварочный процесс, так как зажигание сварочной дуги сопровождается испарением цинка. Испарение цинка и оксидов может привести к образованию пор, трещин, дефектам сварочных соединений и нестабильной сварочной дуге. Поэтому благоприятнее для оцинкованных деталей, если устанавливается меньше тепла. Альтернатива при сварке — пайке оцинкованных листов в среде защитного газа — это применение медесодержащей присадочной проволоки.
Особенно известны проволоки медно-кремниевые (Си SI3) и алюминиево-бронзовые. При использовании этих проволок можно назвать следующие преимущества:
- нет коррозии сварочного шва;
- минимальное разбрызгивание;
- малое выгорание покрытия;
- малое тепловложение;
- простая последующая обработка шва;
- катодная защита основного материала в непосредственной области шва.
Эти присадочные материалы благодаря высокому содержанию меди имеют относительно невысокую точку плавления (в зависимости от состава сплава — от 950 до 1080 °С). Основной материал не плавится, это значит, что соединение соответствует скорее пайке. Отсюда происходит также обозначение «Сварка — пайка, или МИГ -пайка». Защитный газ рекомендуется, как правило, аргон.
Присадочные материалы
Для сварки — пайки оцинкованных листов рекомендуются следующие медные сплавы:
CuSi3; CuSi2Mn; CuA18
В практическом применении присадочные материалы типа CuSi3 используются наиболее часто. Их существенное преимущество состоит в небольшой прочности, которая облегчает последующую механическую обработку. Текучесть присадочного материала определяется значительным образом благодаря содержанию кремния. При повышающемся содержании кремния плавление становится вязким, поэтому нужно обращать внимание на жесткий допуск в содержании легирующих добавок в сплаве.
Присадочный материал типа CuSi2Mn используют также для цинковых покрытий. Дополнительное содержание 1% марганца в проволоке повышает жесткость. По этой причине ее механическая обработка труднее, чем при других медных сплавах. Эта проволока применяется прежде всего там, где не требуется последующая механическая обработка. Сварочный присадочный материал типа СиА18 используется прежде всего для стали с алюминиевым покрытием.
При процессе сварки — пайки используется преимущественно управляемый переход материала в шов, следовательно, импульсная сварочная дуга. В некоторых случаях применения, специально при толстых слоях цинка от 15 мкм, большое количество испарений может вести к нестабильности процесса пайки или сварки. Поэтому удобнее в случаях такого типа применять короткую сварочную дугу, которая может держаться стабильнее. В этом случае предъявляются высокие требования к источнику питания и его характеристике регулировки.
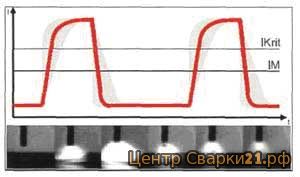
В среде богатого аргоном защитного газа посредством надлежащего выбора параметров основного и импульсного тока достигается управляемый, без короткого замыкания переход материала в шов (рис.1).
Переменная форма импульса при сварке — пайке (Iknt-сила тока, при которой применяется струйная дуга, IM — усредненная сила тока).
При оптимальном выборе параметров капля присадочного материала отрывается от проволочного электрода по импульсу. В результате процесс почти лишен брызг. Исследования показали, что различные присадочные материалы и защитные газы требуют различной формы импульса. Это привело к отдельной для каждого присадочного материала «срезанной» по массе форме импульса. Особенно это действует для бронзовой и медной проволок.
Чтобы в тонких листах испарение цинка оставалось как можно меньше, нужно вести процесс при небольшой силе тока. Поэтому главное требование состоит в том, чтобы источник тока в нижней области мощности обеспечивал особенно стабильную дугу. Низко устанавливаемая сила основного тока при этом так же важна, как и быстро реагирующее регулирование длины дуги, чтобы длина дуги могла держаться короткое время. Следствие — небольшой нагрев основного материала и уменьшение количества испарения цинка. Как результат обоих эффектов — встречается небольшое количество пор (рис. 2).
Это положительно влияет как при последующей обработке шва шлифовкой, так и при повышенном показателе прочности соединения пайкой.

Рис. 2. Угловой шов при импульсной сварочной дуге (толщина листа 1,5 мм)
Режим синержик
Хорошего результата пайки МИГ оцинкованных листов можно достигнуть только при помощи источника питания с достаточно богатым уровнем свободы в выборе параметров. Благодаря множеству бесступенчато устанавливаемых параметров (приблизительно тридцать параметров) можно без проблем улучшить отрыв капли при сварке импульсной дугой или использовать короткое замыкание при сварке короткой дугой для большого количества присадочных материалов. Эти дополнительные параметры усложняют обслуживание источника питания и ограничивали бы из-за этого круг пользователей лишь экспертами.
При помощи так называемого режима синержик (цифровое управление) с запрограммированными параметрами для каждой комбинации проволоки и газа этот процесс очень прост в обслуживании для пользователя.
Производитель сварочных аппаратов принимает на себя задачу оптимизации параметров для многих различных основных и присадочных материалов, а также защитных газов. Этот научно обоснованный результат записывается в электронном запоминающем устройстве в форме банка данных. Пользователь получает выбор параметров для любого присадочного материала прямо в источнике питания. Встроенный микропроцессор заботится о бесступенчатом выборе мощности в диапазоне от минимума до максимума.
Подача проволоки
В сравнении со стандартными проволоками бронзовые проволоки очень мягкие. Поэтому предъявляются особые требования к механизму подачи проволоки. Подача присадочной проволоки должна осуществляться свободно, без трения. 4-роликовый привод с задействованными подающими роликами передает сам при небольшой силе прижима достаточную силу для подачи проволоки. Обычно используются гладкие ролики с полукруглой канавкой. Чтобы удерживать небольшое сопротивление трения в шланговом пакете, нужно использовать тефлоновый или пластмассовый канал. Точное вхождение проволоки в контактный наконечник — следующая основная предпосылка для бесперебойной подачи проволоки.
Точно подобранный по размеру контактный наконечник в горелке обеспечивает надежный контакт для передачи тока на бронзовую проволоку.
Примеры применения сварки — пайки
Процесс сварки — пайки может применяться как для нелегированных и низколегированных, так и для нержавеющих сталей. Главным образом этот метод используется для сталей с оцинкованной поверхностью. Незначительное выгорание слоя как в непосредственной области шва, так и на обратной стороне обусловлено малым тепловложением и низкой температурой плавления присадочного материала.
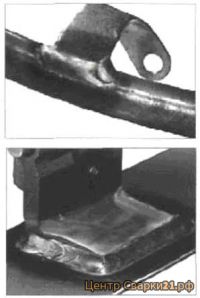
Рис. 3. Примеры применения пайки МИГ в автомобильной промышленности и смежных отраслях: элемент топливопровода, дверная петля
Для сварки — пайки подходят все виды сварочных швов и сварочные позиции, которые известны для сварки в среде защитного газа. Как вертикальные швы (снизу вверх и сверху вниз), так и потолочные позиции выполняются безукоризненно. Скорость сварки при пайке МИГ идентична сварке МАГ (до 100 см/мин).
Множество практических применений процесса пайки МИГ известны в автомобильной промышленности и смежных отраслях. Примеры показаны на рис. 3.
Возможно применение сварки — пайки и для более прочных материалов, таких как стали, например, велосипедные рамы.
Особенность применения сварки — пайки состоит в том, что при обычной сварке металла в среде защитного газа короткой дугой сварочный шов выпуклый. Поэтому даются ограничения на длительность прочности. Пайка твердым припоем может вызвать коробление трубы. Процесс сварки — пайки делает возможным и то и другое: вогнутый шов и небольшое тепловложение в металл.
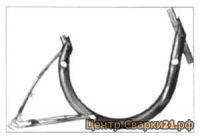
Рис. 4. Велосипедная рама, изготовленная методом сварки-пайки на работе
