Метчик м р что это?
Метчик
Содержание: Скрыть Открыть
- Устройство метчиков
- Применение
- Как нарезать резьбу
- Виды метчиков
- ГОСТы
- Видео

Метчики – это основной инструмент для нарезания внутренних резьб в глухих и сквозных отверстиях ручным или машинным способом. С точки зрения доступности метчик для нарезания резьбы относится к сравнительно простым инструментам, применение которых доступно и любителям, и профессионалам, позволяющим получить в условиях обычной мастерской стандартную резьбу, соответствующую требованиям ГОСТ.
Устройство метчиков
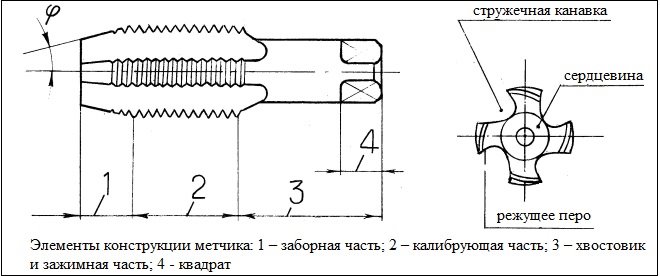
Данный тип резьбонарезного инструмента представляет собой винт с прямыми и винтовыми канавками необходимыми для нарезания резьбы и отвода образуемой в процессе стружки. Рабочая зона включает калибрующую и режущую части. Для крепления инструмента в ручных воротках или патронах имеется квадратная хвостовая часть. Сам процесс нарезки представляет собой поворот инструмента в предварительно просверленном отверстии (глухом или сквозном) путем возвратно-поступательного движения.
В зависимости от варианта исполнения, устройство метчика позволяет нарезать резьбу за один, два или три прохода. Подготовка резьб более чем за один проход осуществляется комплектами из чернового, среднего и чистового инструментов. Для нарезки в отверстиях из особо вязких материалов, например титанового сплава, выпускаются комплекты из пяти инструментов.
Применение
Метчики для нарезания резьб являются основным резьбонарезным инструментом для бытового, полупрофессионального и профессионального применения. Они могут быть использованы для подготовки, практически, всех видов резьб – метрической, дюймовой, трапециидальной и т. д.
Основные характеристики метчиков:
- Материал изготовления. Наилучший вариант – легированные стали обеспечивающие высокую долговечность инструмента.
- Способ нарезки – для ручного или машинно-ручного применения.
- Диаметр отверстия – определяется по соответствующей таблице.
- Параметры нарезаемой резьбы – метрическая, дюймовая, основной или мелкий шаг и т. д.
Основные правила нарезки внутренней резьбы
Чтобы правильно нарезать резьбу метчиком необходимо придерживаться следующих рекомендаций:
- Просверлить отверстие нужного диаметра. По сути – это главный этап, т. к. при ошибке вы получите либо неплотную резьбу, либо сломаете метчик из-за перегрузки. Для наиболее распространенной, метрической резьбы таблица диаметров приведена ниже. Для грубой оценки необходимо отнять от диаметра резьбы её шаг. Сверлить необходимо строго перпендикулярно к плоскости.

- Для нарезки вручную выполняем возвратно-поступательные движения – два оборота вперёд, один назад.
- После прохода черновым метчиком, повторяем процедуру чистовым.
- При нарезке в глубоком отверстии необходимо периодически полностью выкручивать инструмент и очищать канавки.
- Для нарезки в глухом отверстии его длина должна быть больше планируемой длины резьбы.
- При нарезке резьбы в глубоких отверстиях обязательно используйте смазку – эмульсия, керосин или льняное масло.
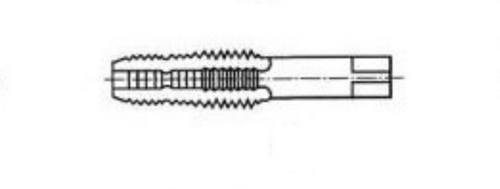
Виды метчиков для нарезания резьб
В зависимости от способа нарезки существуют следующие виды метчиков – ручные, машинно-ручные и машинные. Ручные оснащены квадратной хвостовой частью для фиксации в воротке, выпускаются 2-х и 3-комплектными. Машинно-ручные метчики могут быть установлены и в вороток, и в патрон станка. Для нарезания резьбы в сквозном отверстии выпускаются с шестью нитками на рабочей части, для глухих отверстий – с тремя. Машинные метчики предназначены исключительно для установки в патрон станка, имеют винтовые и укороченные канавки.
Кратко перечислим некоторые специальные виды метчиков:
- Гаечные – имеют длинную хвостовую часть для нанизывания гаек, что позволяет нарезать резьбы в нескольких изделиях без выворачивания инструмента. Предназначены для машинной нарезки.
- Метчики для левой резьбы – обозначаются литерами LH, имеют тот же шаг и диаметр как инструмент с метрической резьбой.
- Метчики дюймовые – инструмент для нарезки резьб в дюймовой системе измерений. Выпускаются 2-х или 3-комплетными в трех классах точности.
- Метчики трубные – позволяют нарезать трубные резьбы с дюймовой системой измерения в диапазоне от 1/8 до 2 дюймов. Выпускаются в ручном и машинно-ручном исполнении, в двух комплектах с острым и тупым заходом.
- Метчики конические – применяются для подготовки соответствующего типа резьб метрических (К) и трубных (Rc). Отличаются наличием удлиненной начальной заборной части с неполной резьбой, постепенно переходящей в полную.
Действующие стандарты
Конструкцию машинных и ручных метчиков регулирует ГОСТ 3266-81. Технические условия — ГОСТ 3449-84. Также для каждого типа инструмента действует свой стандарт определяющий его конструкцию.
Видео
Наглядную информацию об инструменте вы можете получить в представленном ниже видео
Виды метчиков для нарезания резьбы

Виды метчиков для нарезания резьбы и их применение
Метчики — это специальные приспособления, предназначенные для нарезания и калибровки внутренних резьб. Ниже мы рассмотрим все особенности этих металлорежущих инструментов. Прочитав статью, вы получите ответы на следующие вопросы.
- Какую резьбу можно нарезать при помощи метчика?
- Как маркируют эти инструменты?
- Из каких частей состоят метчики?
- Какие материалы идут на производство этих металлорежущих инструментов?
- Какие существуют виды метчиков по конструкции и назначению?

Фотография №1: набор метчиков
Конструкция метчиков
Метчик состоит из рабочей части и хвостовика.
Изображение №1: конструкция метчика
Рабочая часть метчика устроена следующим образом.
- Заборная часть. Именно она начинает соприкасаться с металлом и формирует первые витки резьбы.
- Калибрующая часть. Доводит резьбу до идеала.
Хвостовик предназначен для закрепления инструмента. Для исключения проворачивания предусмотрен специальный квадрат.
Калибрующая часть метчика имеет канавки. Они выполняют две функции.
- Отвод стружки из зоны обработки.
- Подвод смазывающе-охлаждающей жидкости.
Существуют следующие типы канавок.
- Канавки, имеющие прямолинейные передние и радиусные задние поверхности. С такими канавками выпускается большинство метчиков.
- Канавки, имеющие прямолинейные передние и задние поверхности. Метчики этого типа используют для нарезания гаечных резьб.
- Однорадиусные канавки. Их имеют метчики калибровочного типа
Маркировка метчиков
Маркировка наносится на хвостовики метчиков.
- «М» — метрические метчики.
- «К» — конические метчики.
- «G» — трубные метчики.
Классификация и виды метчиков
Расскажем о классификации метчиков в деталях. Инструменты подразделяют на виды в зависимости от таких основных характеристик, как:
- назначение;
- конструктивные особенности;
- типы нарезаемых резьб.
Классификация метчиков по назначению
По назначению метчики делят на 5 видов.
- Слесарные. Это ручные метчики, для вращения которых предназначены специальные воротки. Обычно для нарезания какой-либо резьбы используется комплект из нескольких инструментов. Каждый их них снимает с заготовки лишь часть припуска.
Расскажем, как отличить метчики по типу обработки. Черновые метчики имеют на хвостовиках одну черточку, промежуточные — 2, а инструменты для финишной обработки — 3.
В зависимости от направления вращения метчики бывают левыми и правыми.

Фотография №2: ручные слесарные метчики
- Машинные метчики. Их используют для обработки заготовок на револьверных, агрегатных, сверлильных и токарных станках. Применение машинных метчиков в массовом или серийном производстве дает нужную производительность. Резьба до 3 мм с использованием машинного метчика нарезается за один проход.

Фотография №3: машинные метчики
- Машинно-ручные метчики. Это универсальные инструменты, которые поставляются комплектами из двух штук. Один метчик предназначается для черновой обработки, а второй — для чистовой.
Кроме хвостовиков от обычных инструментов машинно-ручные метчики отличают по укороченным рабочим частям. Инструменты второго и третьего типов способны выдерживать высокие нагрузки.

Фотография №4: машинно-ручные метчики
- Метчики-протяжки. Эти специальные машинные инструменты, предназначенные для нарезания крупнопрофильных резьб за один проход. Отличаются повышенной жесткостью и имеют очень точное исполнение. Метчики этого типа работают не на сжатие, а на растяжение. Длина рабочих частей — увеличенная.

Фотография №5: метчики-протяжки
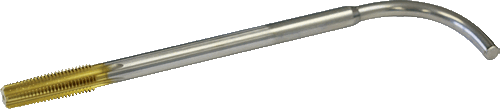
- Гаечные метчики. Как видно из названия, инструменты этого типа применяют для нарезания резьб в гайках. Гаечные метчики, устанавливаемые на сверлильные станки, имеют длинные прямолинейные хвостовики. После нарезания резьбы инструмент извлекается, а гайка просто стряхивается. Приспособления, устанавливаемые на резьбонарезные автоматы, имеют изогнутые хвостовики. С них обработанные гайки падают в подготовленную тару.
Фотография №6: гаечный метчик для резьбонарезного автомата
Классификация метчиков по конструкции и особенностям
Перечислим виды приспособлений и кратко расскажем о них.
- Метчики с винтовыми стружечными канавками. Такие приспособления обычно используют для машинного нарезания глухих резьб. Винтовое расположение канавок для отвода стружки обеспечивает подачу в зону резания необходимого количества смазочно-охлаждающей жидкости. Это значительно повышает эффективность обработки и продлевает срок службы инструментов.
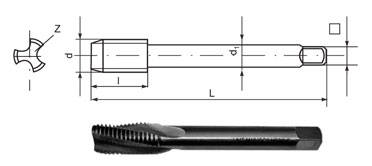
Изображение №2: метчик с винтовыми канавкам и для отвода стружки
- Метчики с укороченными канавками. Их еще называют бесканавочными. Приспособления этого типа используют для обработки заготовок из высокопрочных легированных сталей, вязких низкоуглеродистых материалов, а также сплавов на основе алюминия.
Изображение №3: конструктивные особенности бесканавочного метчика
- Метчики с шахматным расположением режущих зубьев. Такая конструкция уменьшает трение при обработке заготовок. Зубья на заборной части располагаются по классической схеме, а на калибрующей — через один.
Изображение №4: конструкция метчика с шахматным расположением зубьев
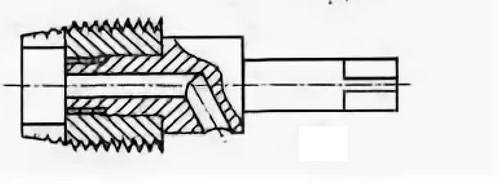
- Комбинированные сверла-метчики. При обработке деталей приспособлениями этого типа выполняются одновременно 2 операции — сверление отверстия и нарезание резьбы. Такой подход позволяет не задумываться о соотношении диаметра сверла с диаметром метчика.

Фотография №7: комбинированные сверла-метчики
Изучите также таблицу соответствия диаметров.
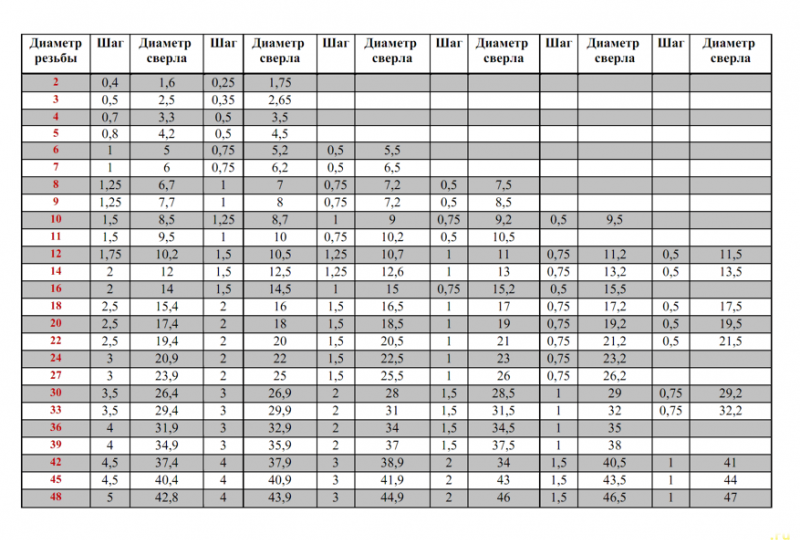
Изображение №5: стандартные диаметры сверл-метчиков
- Колокольные метчики. Предназначены для нарезания резьб больших диаметров (от 50 до 400 мм). Приспособления имеют сборные конструкции.
Изображение №6: конструкция метчика колокольного типа
- Модели ступенчатого типа. Рабочие части таких метчиков разделены на участки, выполняющие определенные функции. К примеру, первый — резание, а второй — выглаживание.
Изображение №7: конструкция метчика ступенчатого типа
- Метчики с внутренними полостями. Они нужны для охлаждения и отвода стружки. Такие метчики отличаются повышенной производительностью и используются для нарезания глухих резьб в глухих отверстиях. Наибольшее распространение получили сборные модели.
Изображение №8: полые метчики
Основные типы нарезаемых метчиками резьб
Чаще всего при помощи метчиков нарезают резьбы трех основных разновидностей. Применяют инструменты следующих типов.
- Метрические метчики. Предназначены для нарезания метрических резьб. Это самый распространенный тип крепежных соединений.
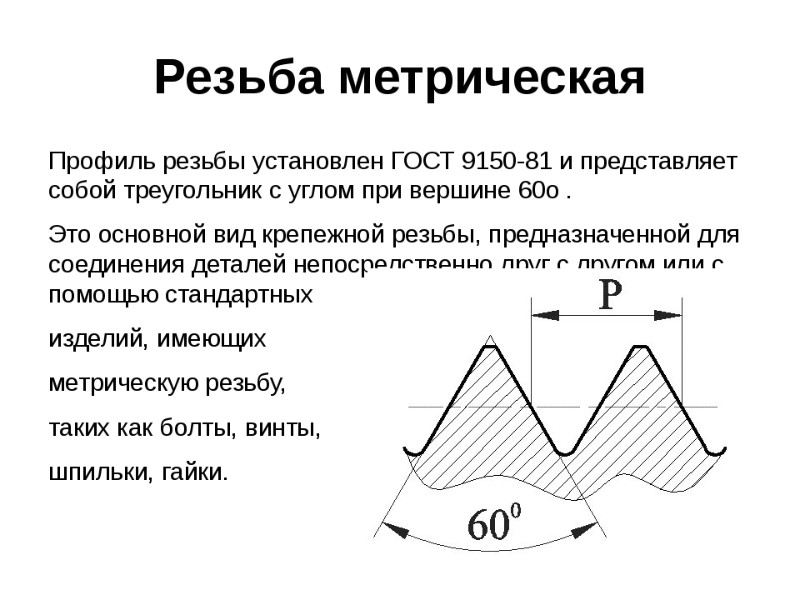
Профиль метрической резьбы представляет собой равносторонний треугольник. Угол при вершине — 60°. Вершины выступов срезаны.
Изображение №9: профиль метрической резьбы
- Дюймовые метчики. Рабочие части таких приспособлений имеют коническую форму. Профиль дюймовой резьбы выглядит так.
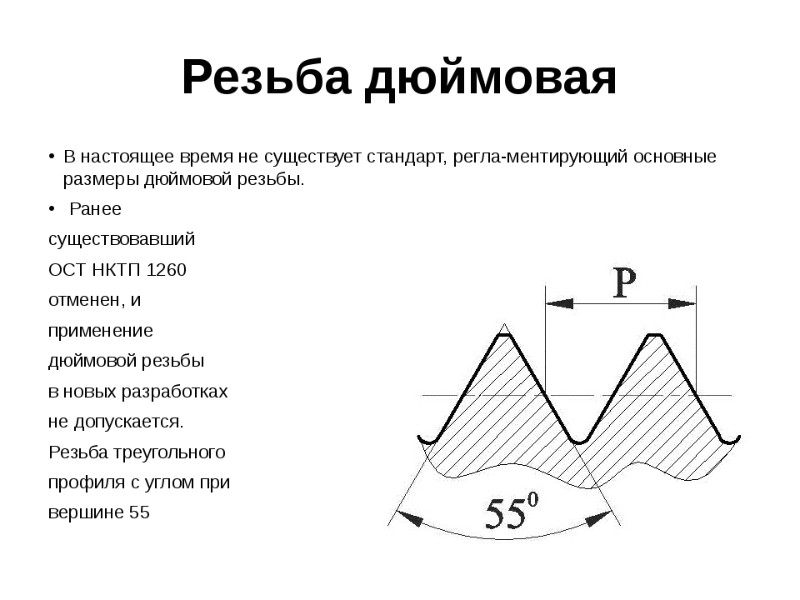
Изображение №10: профиль дюймовой резьбы
Диаметр измеряется в дюймах, а шаг — в количестве ниток на дюйм.
- Цилиндрические и конические трубные метчики. Используются для создания надежных трубных соединений.
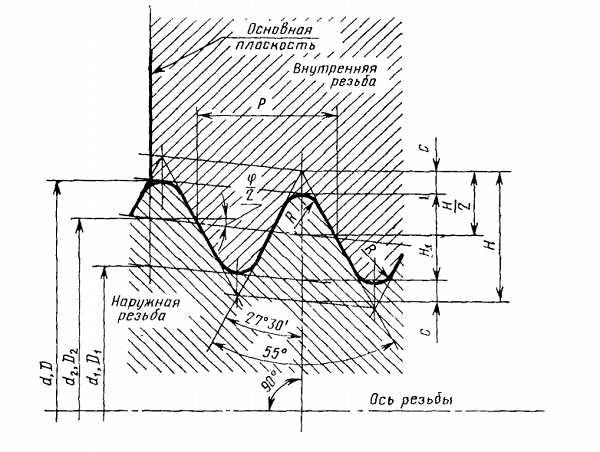
Изображение №11: профиль трубной резьбы
- Ознакомьтесь со стандартными характеристиками резьб вышеперечисленных типов.
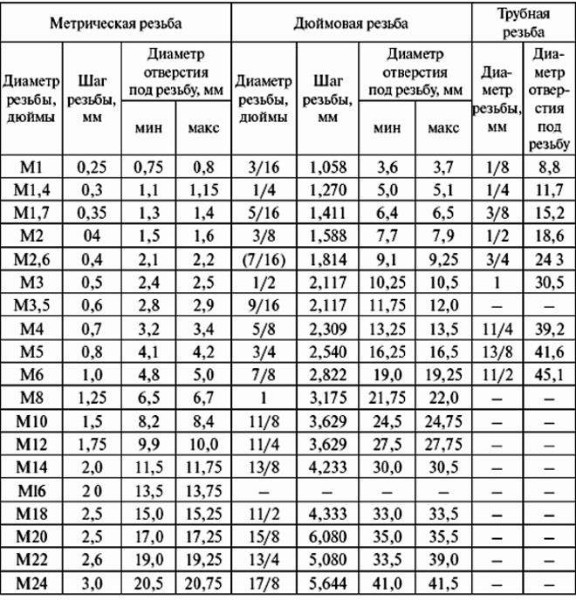
Изображение №12: стандартные характеристики метрических, дюймовых и трубных резьб
По этой таблице мастера подбирают резьбонарезной инструмент.
Из чего изготавливают метчики
Расскажем, из каких сталей изготавливают большинство метчиков.
- Высокоуглеродистые инструментальные стали. Это У10А, У12А и другие марки. Из таких сталей изготавливают ручные метчики.
- Быстрорежущие стали. Максимальное распространение получили марки Р6М5 и Р6М5К5. Из этих сталей изготавливают машинные метчики.
- Твердые сплавы. Идут на изготовление метчиков, предназначенных для нарезания внутренних резьб в заготовках из труднообрабатываемых материалов.
Стандарты ручных и машинных метчиков
Требования к характеристикам как ручных, так и машинных метчиков
устанавливает стандарт ГОСТ 3266-81. Он называется: «Метчики машинные и
ручные. Конструкция и размеры». Документ вы можете скачать здесь.
Что такое метчик?
Содержание
Что такое метчик?
Что такое метчик?
Метчики — это специальные приспособления, предназначенные для нарезания и калибровки внутренних резьб. Ниже мы рассмотрим все особенности этих металлорежущих инструментов. Прочитав статью, вы получите ответы на следующие вопросы.
Какую резьбу можно нарезать при помощи метчика?
Как маркируют эти инструменты?
Из каких частей состоят метчики?
Какие материалы идут на производство этих металлорежущих инструментов?
Какие существуют виды метчиков по конструкции и назначению?

Фотография №1: набор метчиков
Конструкция метчиков
Метчик состоит из рабочей части и хвостовика.

Изображение №1: конструкция метчика
Рабочая часть метчика устроена следующим образом.
Заборная часть. Именно она начинает соприкасаться с металлом и формирует первые витки резьбы.
Калибрующая часть. Доводит резьбу до идеала.
Хвостовик предназначен для закрепления инструмента. Для исключения проворачивания предусмотрен специальный квадрат.
Калибрующая часть метчика имеет канавки. Они выполняют две функции.
Отвод стружки из зоны обработки.
Подвод смазывающе-охлаждающей жидкости.
Существуют следующие типы канавок.
Канавки, имеющие прямолинейные передние и радиусные задние поверхности. С такими канавками выпускается большинство метчиков.
Канавки, имеющие прямолинейные передние и задние поверхности. Метчики этого типа используют для нарезания гаечных резьб.
Однорадиусные канавки. Их имеют метчики калибровочного типа
Маркировка метчиков
Маркировка наносится на хвостовики метчиков.
«М» — метрические метчики.
«К» — конические метчики.
«G» — трубные метчики.
Классификация и виды метчиков
Расскажем о классификации метчиков в деталях. Инструменты подразделяют на виды в зависимости от таких основных характеристик, как:
типы нарезаемых резьб.
Классификация метчиков по назначению
По назначению метчики делят на 5 видов.
Слесарные. Это ручные метчики, для вращения которых предназначены специальные воротки. Обычно для нарезания какой-либо резьбы используется комплект из нескольких инструментов. Каждый их них снимает с заготовки лишь часть припуска.
Расскажем, как отличить метчики по типу обработки. Черновые метчики имеют на хвостовиках одну черточку, промежуточные — 2, а инструменты для финишной обработки — 3.
В зависимости от направления вращения метчики бывают левыми и правыми.

Фотография №2: ручные слесарные метчики
Машинные метчики. Их используют для обработки заготовок на револьверных, агрегатных, сверлильных и токарных станках. Применение машинных метчиков в массовом или серийном производстве дает нужную производительность. Резьба до 3 мм с использованием машинного метчика нарезается за один проход.

Фотография №3: машинные метчики
Машинно-ручные метчики. Это универсальные инструменты, которые поставляются комплектами из двух штук. Один метчик предназначается для черновой обработки, а второй — для чистовой.
Кроме хвостовиков от обычных инструментов машинно-ручные метчики отличают по укороченным рабочим частям. Инструменты второго и третьего типов способны выдерживать высокие нагрузки.

Фотография №4: машинно-ручные метчики
Метчики-протяжки. Эти специальные машинные инструменты, предназначенные для нарезания крупнопрофильных резьб за один проход. Отличаются повышенной жесткостью и имеют очень точное исполнение. Метчики этого типа работают не на сжатие, а на растяжение. Длина рабочих частей — увеличенная.

Фотография №5: метчики-протяжки
Гаечные метчики. Как видно из названия, инструменты этого типа применяют для нарезания резьб в гайках. Гаечные метчики, устанавливаемые на сверлильные станки, имеют длинные прямолинейные хвостовики. После нарезания резьбы инструмент извлекается, а гайка просто стряхивается. Приспособления, устанавливаемые на резьбонарезные автоматы, имеют изогнутые хвостовики. С них обработанные гайки падают в подготовленную тару.

Фотография №6: гаечный метчик для резьбонарезного автомата
Классификация метчиков по конструкции и особенностям
Перечислим виды приспособлений и кратко расскажем о них.
Метчики с винтовыми стружечными канавками. Такие приспособления обычно используют для машинного нарезания глухих резьб. Винтовое расположение канавок для отвода стружки обеспечивает подачу в зону резания необходимого количества смазочно-охлаждающей жидкости. Это значительно повышает эффективность обработки и продлевает срок службы инструментов.

Изображение №2: метчик с винтовыми канавкам и для отвода стружки
Метчики с укороченными канавками. Их еще называют бесканавочными. Приспособления этого типа используют для обработки заготовок из высокопрочных легированных сталей, вязких низкоуглеродистых материалов, а также сплавов на основе алюминия.

Изображение №3: конструктивные особенности бесканавочного метчика
Метчики с шахматным расположением режущих зубьев. Такая конструкция уменьшает трение при обработке заготовок. Зубья на заборной части располагаются по классической схеме, а на калибрующей — через один.

Изображение №4: конструкция метчика с шахматным расположением зубьев
Комбинированные сверла-метчики. При обработке деталей приспособлениями этого типа выполняются одновременно 2 операции — сверление отверстия и нарезание резьбы. Такой подход позволяет не задумываться о соотношении диаметра сверла с диаметром метчика.

Фотография №7: комбинированные сверла-метчики
Изучите также таблицу соответствия диаметров.

Изображение №5: стандартные диаметры сверл-метчиков
Колокольные метчики. Предназначены для нарезания резьб больших диаметров (от 50 до 400 мм). Приспособления имеют сборные конструкции.

Изображение №6: конструкция метчика колокольного типа
Модели ступенчатого типа. Рабочие части таких метчиков разделены на участки, выполняющие определенные функции. К примеру, первый — резание, а второй — выглаживание.

Изображение №7: конструкция метчика ступенчатого типа
Метчики с внутренними полостями. Они нужны для охлаждения и отвода стружки. Такие метчики отличаются повышенной производительностью и используются для нарезания глухих резьб в глухих отверстиях. Наибольшее распространение получили сборные модели.

Изображение №8: полые метчики
Основные типы нарезаемых метчиками резьб
Чаще всего при помощи метчиков нарезают резьбы трех основных разновидностей. Применяют инструменты следующих типов.
Метрические метчики. Предназначены для нарезания метрических резьб. Это самый распространенный тип крепежных соединений.
Профиль метрической резьбы представляет собой равносторонний треугольник. Угол при вершине — 60°. Вершины выступов срезаны.

Изображение №9: профиль метрической резьбы
Дюймовые метчики. Рабочие части таких приспособлений имеют коническую форму. Профиль дюймовой резьбы выглядит так.

Изображение №10: профиль дюймовой резьбы
Диаметр измеряется в дюймах, а шаг — в количестве ниток на дюйм.
Цилиндрические и конические трубные метчики. Используются для создания надежных трубных соединений.

Изображение №11: профиль трубной резьбы
Ознакомьтесь со стандартными характеристиками резьб вышеперечисленных типов.

Изображение №12: стандартные характеристики метрических, дюймовых и трубных резьб
По этой таблице мастера подбирают резьбонарезной инструмент.
Из чего изготавливают метчики
Расскажем, из каких сталей изготавливают большинство метчиков.
Высокоуглеродистые инструментальные стали. Это У10А, У12А и другие марки. Из таких сталей изготавливают ручные метчики.
Быстрорежущие стали. Максимальное распространение получили марки Р6М5 и Р6М5К5. Из этих сталей изготавливают машинные метчики.
Твердые сплавы. Идут на изготовление метчиков, предназначенных для нарезания внутренних резьб в заготовках из труднообрабатываемых материалов.
Стандарты ручных и машинных метчиков
Требования к характеристикам как ручных, так и машинных метчиков
устанавливает стандарт ГОСТ 3266-81. Он называется: «Метчики машинные и
ручные. Конструкция и размеры». Документ вы можете скачать здесь.
Полезные советы по использованию метчиков
Подбирайте для работы подходящие по габаритам и характеристикам приспособления.
Для более точного позиционирования мастера рекомендуют крепить хвостовики метчиков в патронах с плавающими, самоцентрирующимися и реверсивными свойствами.
Со всех обрабатываемых заготовок предварительно снимайте фаски.
Деталь, изготовленную по технологии литья или штамповки, требуется подготовить к нарезанию резьбы. Отверстия зенкеруются или рассверливаются для увеличения диаметров.
Не пренебрегайте необходимостью использовать смазывающе-охлаждающие жидкости.
Для нарезания резьбы в глубоких отверстиях используйте метчики, длина которых превышает глубину нарезки.
Где купить нужные метчики?
Выгодно купить метчики различных типов вы можете непосредственно у нас. На страницах каталога вы найдете широкий ассортимент инструментов высшего качества от ведущих отечественных и зарубежных производителей.
К нашим преимуществам относятся:
скидки для постоянных оптовых клиентов;
возможность покупки любого инструмента под заказ.
Заказать плашки, наборы метчиков и иные приспособления вы можете по телефону или на сайте. Если есть вопросы, задайте их специалисту «РИНКОМ». Опытный мастер обязательно вам поможет.
Метчики для нарезания резьбы. Виды и таблица размеров

 Любое техническое изделие состоит из отдельных деталей, скрепляемых между собой с помощью крепёжных элементов. Хотя резьбовые соединения были известны ещё в Древнем Риме, Китае, а также цивилизации Майя, метчик стал использоваться в качестве резьбообразующего инструмента лишь в конце Средних веков (XV–XVI столетие). До этого внутреннюю спираль гайки изготавливали другими способами, в том числе и с помощью токарного станка.
Любое техническое изделие состоит из отдельных деталей, скрепляемых между собой с помощью крепёжных элементов. Хотя резьбовые соединения были известны ещё в Древнем Риме, Китае, а также цивилизации Майя, метчик стал использоваться в качестве резьбообразующего инструмента лишь в конце Средних веков (XV–XVI столетие). До этого внутреннюю спираль гайки изготавливали другими способами, в том числе и с помощью токарного станка.
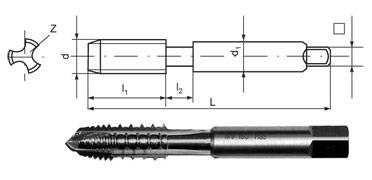
Особенности устройства
Вначале использовали трёх- или четырехгранный стержень, на котором выпиливали зубчики. Конец затачивали на пологий конус. При завинчивании такого артефакта в отверстие гайки или корпуса зубчатые перемычки нарезали внутреннюю резьбу. Понятно, что такой инструмент был далёк от совершенства, поскольку режущие зубья не имели заднего угла, а передний угол был отрицательным. Однако постепенно его конструкция совершенствовалась, пока не стала более рациональной. Сегодня любой метчик для нарезания резьбы имеет схожие конструктивные элементы:
- Канавки для выхода стружки и подведения охлаждающе-смазочной жидкости (СОЖ). Количество их обычно — от 2 до 6.
- Профиль впадин может быть разным: однорадиусный, прямолинейные передняя и задняя поверхности, прямолинейная передняя и радиусная задняя.
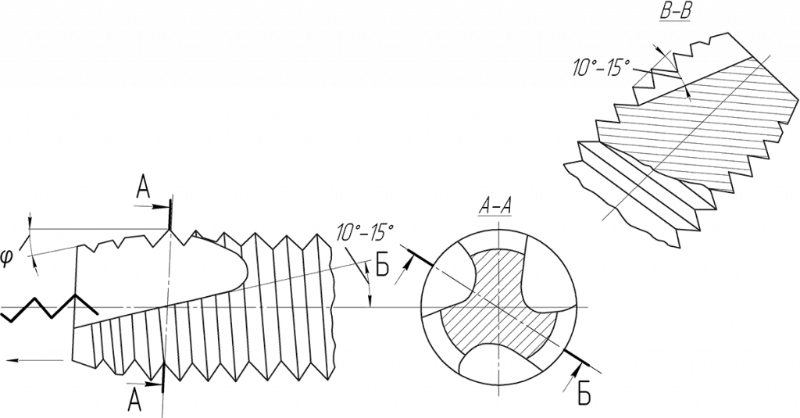
- Направление канавок: прямолинейные, спиральные правые и левые. Первые применяются в обычных универсальных метчиках. Канавки с левонаправленной винтовой линией служат для нарезания резьбы на проход. При этом стружка идёт перед метчиком, чтобы не портить нарезку. Правые углубления применяют для глухих отверстий, чтобы стружка выводилась назад, в противном случае она, будучи спрессованной, сломает инструмент.
- Заборная часть выполняется конической, для того чтобы облегчить врезание режущих зубьев в материал детали. Угол наклона выполняют от 3 до 20 градусов, в зависимости от назначения метчика (черновой, промежуточный, чистовой).
- Калибрующая часть — цилиндрическая, имеет обратное занижение до 0,1 мм, служащее для уменьшения силы трения. С этой же целью калибрующие зубья затылуют на расстоянии 1/3 ширины пера от вершины зуба. Занижение составляет около одной десятой миллиметра для резьб диаметром от 12 до 30 мм.

Виды метчиков
По назначению
- Слесарные (ручные) метчики используют для изготовления резьбы с помощью воротка. С целью уменьшения усилия, изготавливаются комплектом, в составе которого 2–3 инструмента, каждый из которых снимает лишь часть припуска на обработку. Первый метчик является черновым, последний — чистовым. Чтобы различить их между собой, на хвостовик наносят маркировку в виде чёрточек (одна, две, три черты). Слесарные метчики в основном используют для нарезания резьбы в корпусных деталях.
- Машинные (машинно-ручные). Применяются для механизированного нарезания резьбы на станках: сверлильных, токарных, агрегатных, типа обрабатывающий центр. Конструктивно не отличаются от слесарных, разве что имеют укороченную заборную часть и более высокую стойкость. Основное назначение — нарезание резьбы в деталях.
- Гаечные. Как видно из названия, используются для нарезания гаек. Состоят всегда из одного метчика с удлинённым заборным конусом. При работе метчик из гайки не вывинчивают, а готовые гайки нанизывают на удлинённый хвостовик, который имеет 2 исполнения: прямолинейный и радиусный (изогнутый). Первое используют на сверлильных и токарных станках. После заполнения накопительной части хвостовика инструмент вынимают из быстрозажимного патрона и стряхивают готовые гайки. Кривой метчик применяют на резьбонарезных автоматах. В этом случае гайки под напором друг друга перемещаются до конца инструмента, где падают в тару.

Конструктивные исполнения
- Метчики с короткими канавками (бесканавочные). Используются для нарезания резьбы в алюминиевых сплавах, вязких низкоуглеродистых или высокопрочных легированных сталях.
- С винтовыми канавками. Используют на обрабатывающих центрах, при нарезании глухих резьб.
- С шахматным расположением зубьев. Последние на калибрующей части срезаны через один, тем самым уменьшается сила трения, что актуально для вязких материалов.
- Ступенчатые. Режущая часть инструмента разделена на два участка, каждый из которых работает по своей схеме формообразования. Например, 1-й участок режет по генераторной схеме, 2-й — по профильной. Или, 1-й работает как режущий инструмент, 2-й — как выглаживающий.
- Комбинированные. 1-я ступень представляет собой сверло, 2-я метчик. Как говорится — два в одном.
- Метчик-протяжка. С его помощью нарезают резьбу любого диаметра и шага в деталях со сквозным отверстием на токарном станке. Деталь надевают на хвостовик инструмента, после чего зажимают её в патрон станка, а хвостовик закрепляют в резцедержателе. Устанавливают автоматическую подачу, равную шагу нарезки и включают соответствующее вращение шпинделя. После того как протяжка выйдет из обрабатываемой детали, резьба готова.
- С внутренним подводом СОЖ. Применяют на специализированных или многооперационных станках для повышения производительности.
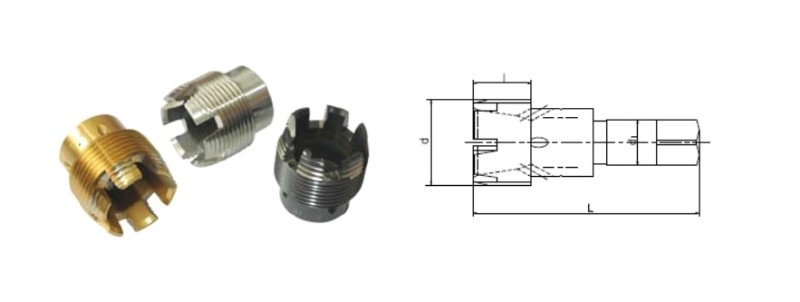
- Колокольного типа. Используют при нарезании сквозной резьбы большого диаметра (50–400 мм). Инструмент выполняется составным, состоящим из отдельных режущих секторов. Внутрь подводится СОЖ, количество перьев достигает 16, а просторные канавки вмещают большой объем стружки.
По виду нарезаемой резьбы
- Метрические, обозначаются буквой М. Размеры, в том числе и шаг резьбы, измеряются в миллиметрах. Ниже приведена таблица параметров метчиков с основным (крупным) шагом. Для каждого типоразмера ГОСТ 8724–2002 устанавливает несколько дополнительных (мелких) шагов. Три миллиметра — максимальный, который под силу нарезать с помощью воротка.
Обозначение Размеры, мм Основной шаг Сверление под резьбу
- Дюймовые конические. Диаметр выражается в английских единицах длины — дюймах (25,4 мм), а вместо шага записывается обратная величина — количество витков на 1”, или на техническом лексиконе — количество ниток. Чем больше ниток, тем меньше шаг резьбы. Средняя поверхность резьбы имеет уклон, составляющий 1° 47′ 24», поэтому метчик в конце нарезания доходит до упора, что следует иметь в виду, чтобы не сломать его.
- Трубные цилиндрические. Разновидность дюймовых резьб, ограниченная ассортиментом стандартных металлических труб. Шаг также выражается в нитках на 1 дюйм.
- Трубные конические. То же, что и цилиндрические, но с уклоном. Диаметр сверления под резьбу на несколько десяток меньше. Резьба нарезается до упора.

Сводная таблица содержит параметры метчиков с дюймовым шагом резьбы
Обозначение Шаг резьбы (ниток на дюйм) Диаметр отверстия, мм
Инструментальный материал
Ручные метчики при работе нагреваются незначительно, поэтому их изготавливают из высокоуглеродистых инструментальных сталей У10А, У12А. Для машинных метчиков, работающих на повышенных скоростях, применяют быстрорежущие стали Р6М5, Р6М5К5, Р6М5К8. Самый лучший быстрорез — Р18. Наконец, высокопроизводительные станки оснащают твердосплавным инструментом. Небольшие метчики изготавливают полностью из твёрдого сплава, средние выполняют напайными, а крупные обычно имеют сборную конструкцию.
Нарезание резьбы — статья о метчиках
Читая статьи на overclockers.ru и форум, я понял, что мало кто разбирается в нарезке резьбы в металлах. Хотя этот процесс сопровождает многие работы с металлами, в частности для компьютеров моддинг и различные «железячные» модификации. В данной статье хочу рассказать о метчиках и их особенностях на примере своих метчиков.
реклама
Для начала метчик (tap) – это инструмент для нарезания внутренней резьбы. Плашка (die) для нарезания внешней резьбы, для общего сведения.
Метчики можно поделить на две большие группы, машинные метчики (machine taps) и ручные метчики (hand taps). В данной статье речь пойдет о ручных метчиках, так как машинных метчиков великое множество, и они нужны лишь малому проценту людей ввиду того, что используются на станках.
Основные и параметры выбора метчика — это тип резьбы и ее шаг. Для примера, М8-1.25, означает это метрическая резьба 8 мм с шагом 1.25 мм, по шагу резьбы есть вариации допустим тот же М8-1.0. В штатовской системе в общем все также, но со своими заковырками, например, №6-32 UNC, здесь 6 это диаметр по номерной системе, 32 это нит на дюйм, по сути, аналог шага резьбы, UNC обозначение грубой резьбы, к слову, UNF – мелкая резьба, UNS – специальная. (на самом деле там есть еще несколько видов, но мало кому нужны). Отдельно стоят трубные резьбы, так как они могут быть и конусными, пример NTP и BSP.
Далее уже примеры на фото, ручные метчики продаются (должны продаваться) как в комплектах по 3 так и отдельно каждый. Комплект состоит из трех разных! метчиков начальный (taper), средний (plug) и финишный (bottoming) их также у нас называют первый, второй, третий. (Иногда спец метчики идут в комплектах по двое, но обычно это только для очень мелкошаговой резьбы).
реклама
Для того что бы показать различия, вот фото довольно большого метчика М14-2.



реклама

На что обратить внимание, в первую очередь резьба на первом метчике начинается с 6-7 витка и сам профиль не прорезает материал слишком глубоко. Затем в ход идет второй метчик у него резьба начинается примерно с 4 витка, профиль более острый, и третий метчик резьба идет со 2 витка и профиль финиширует резьбу и подгоняет по допуски. Отличить их можно по внешнему виду, либо на европейских метчиках, есть маркировка с полосками. Также на примере этого набора обратите вынимание что резьба по профилю шире самого тела метчика, а это значит, что резьбу можно нарезать в глубоких отверстиях. На обоих концах есть центровочные отверстия под подпружиненный конус.
Каналы под стружку прямые, как и должны быть у ручных метчиков, на этих их четыре.
реклама
Далее по форме метчиков, например маленькие типа М2-0.4 уже сделаны по-другому. Хвостовик намного толще рабочей части. Канавок всего две.

Также примерно выглядят метчики для М3-0.5. Но не от всех производителей, например на фото третий метчик имеет прямой кончик, теоретически в глухом отверстии от глубже нарежет резьбу почти до конца самого отверстия. Канавок (flutes) у них уже три, а не две. Ширина хвостовика также больше, чем рабочая часть.

Далее М4-0.7. У этих метчиков также три канавки, ширина рабочей части меньше, но зато есть участок с сужением, за счет этого можно нарезать резьбу чуть глубже.

Также у маленьких метчиков нет центровочных отверстий. Даже у М6-1.0, например на фото относительно не дорогой метчик и выполнен он с острыми концами и с узкой рабочей частью.

Еще вот уже побольше, М8-1.25 двух видов у них есть центровочные отверстия. Один обычный с тремя канавками второй набор со специальным самоцентрирующимся первым метчиком. Также отличие второго в применении стали HSS-CO5, то есть 5% кобальт. Такие метчики подходят для нарезки и в нержавейке. К слову, большинство метчиков выполняются из стали HSS, или HSS-G и гораздо реже из HSS-CO, покрытие также бывают разными, просто без покрытия, чернение, и оксид титана, самый дорогой оксид титана, а также наиболее коррозионностойкий, но гонятся именно за этим видом покрытия не стоит, все равно на рынке 90% без покрытия.


Все трех метчиковые наборы обладают хорошей точностью ISO 2 или 6H, но также существуют однозаходные комбинирование метчики. Например, на фото ниже 6-32 UNC. На фото видно что его начальная часть как у первого номера, а далее идет как второй номер. Естественно, такие метчики не для толстых и твердых материалов, но резьба вполне нормальная получается. Это не плохой бюджетный вариант.

По дополнительным инструментам для метчиков нужны еще воротки, и чаще всего выполнены они в двух исполнениях. На фото ниже три воротка, скажу, что вороток Ruko, серый на фото я не рекомендую, сделан довольно криво и своей цены в общем не стоит. Также Т-образный вороток лучше выбирать с пружинным удержанием квадрата, но фото вороток с цанговым зажимом, и он не очень хороший и в плане удержания, и в плане центровки. А вообще прямо хороший вороток я не нашел, все какие видел были кривоваты, даже те что стоили более 100$.






Во время нарезки надо пользоваться спец жидкостью для сверления, также как только метчик начинает идти туговато нужно сделать оборот назад это срежет заусенцы и соберет мусор в канавках. Главное на метчик не давить, особенно в стороны, а то он лопнет. При правильном размере отверстия и хорошем метчике, резьба нарезается без излишнего сопротивления.
По самим канавкам у ручных они всегда прямые, но у машинных они могут быть также спиралью и уклоном. В этом видео от Haas очень подробно рассказывают о машинных метчиках. Отверстия под резьбу выбираются тоже не просто так, они зависят от шага резьбы и диаметра. Наиболее простой способ воспользоваться таблицей размеров наподобие этой. По типу резьбы сразу можно выбрать размер сверла для дрели.


А для определения типа резьбы самый простой способ воспользоваться резьбомером (thread gauge), они хоть и номинально подходят для внешней резьбы, но ими также можно и проверять в отверстиях если влезет.
По выбору метчика, конечно, лучше всего смотреть, прежде чем покупаешь так как в интернете обычно фотки не соответствуют товару. Также и на саму резьбу посмотреть, если каждый номер имеет профиль как положено, то с резьбой скорее всего все будет норм. Также внимательно осмотреть обработку краев канавки, если срез не ровный, то метчик будет плохо прорезать металл. Метчик конечно же надо выбирать исходя из задач, например если работать с нержавейкой, то придется покупать дорогой кобальтовый метчик. Также метчик после работы надо от стружки отчищать чем-то типа зубной щетки. Что касается цен, то набор хороших метчиков М3 стоит от 10 до 40$, если большие размеры, то цены естественно выше.
Надеюсь, моя статья будет полезна и больше дырки раздраконивать винтами никто не будет).
P.S. Полезное видео от Haas. В основном о машинных метчиках, но тем не менее интересное.
