Мощность трансформатора для контактной сварки
Самодельная точечная сварка из трансформатора
Время чтения: 8 минут
Что только не сделаешь из сварочного трансформатора… Ведь трансформатор — это буквально сердце любого сварочного аппарата. Именно он преобразовывает поступающее из розетки напряжение в ток, пригодный для сварки. Контактная сварка (или точечная сварка) не является исключением. При этом точечная сварка позволяет сформировать довольно прочное и эстетичное соединение даже в домашних условиях.

Из трансформатора можно сделать полноценный аппарат для точечной сварки, который будет простым и надежным. Его единственный недостаток — это отсутствие возможности регулировать ток. Но в домашних условиях вам будет достаточно и самодельного устройства. В этой статье мы очень подробно расскажем, какой трансформатор использовать и как вообще собрать точечную сварку своими руками из сварочного трансформатора.
Особенности сборки
Трансформатор
Тема нашей статьи — точечная сварка из трансформатора. Мы будем использовать трансформатор, снятый со старой микроволновки. Он отлично подходит для наших целей. Подбирая трансформатор обращайте внимание на его мощность. Для изготовления точечного аппарата нужен трансформатор мощностью от 1 кВт. Аппарат, построенный на базе этого трансформатора, сможет варить металл толщиной до 1 миллиметра. Если вам нужно больше мощности, можно использовать два трансформатора. Но об этом мы расскажем позже.

Возьмите трансформатор и отсоедините от него магнитопровод с первичной обмоткой. Зачастую на таких трансформаторах «первичка» состоит из нескольких витков толстого провода. Не обязательно снимать эти перечисленные детали с каркаса, достаточно убрать вторичную обмотку. Это можно сделать с помощью ножовки или стамески.
А если «вторичка» приклеена, то придется применить силу и в буквальном смысле вырвать обмотку. Иногда целесообразно высверлить «вторичку», если иные способы не помогают. Постарайтесь не повредить «первичку» и сам магнитопровод при снятии вторичной обмотки. Если у трансформатора есть шунты, то уберите их вместе со «вторичкой».
Далее вам нужно намотать новую «вторичку». Для этого возьмите медный провод с сечением от 100 мм2 (или 1 см в диаметре). Провода толстые, но необходимо именно это сечение. Всего нужно сделать около трех витков. Если вам удастся сделать больше витков, то аппарат получится мощнее. Но мы все-таки рекомендуем увеличивать мощность другим методом. Об этом мы расскажем далее.
Увеличение мощности
Как мы уже писали выше, вы можете использовать ни один трансформатор для точечной сварки, но и два. Это необходимо для того, чтобы получить большую мощность, а значит и больший сварочный ток. Такая связка из двух трансформаторов позволит собрать аппарат, способный сваривать толстые металлы.
Конечно, вы можете просто сделать больше витков при наматывании трансформатора, но зачастую окно сердечника не позволяет это сделать из-за толщины провода. В таком случае лучше соединить концы вторичных обмоток у двух трансформаторов. Соединение должно быть последовательным. Это значит, что один провод нужно протягивать через оба трансформатора. Количество витков должно быть одинаковым.

Обязательно следите за направлением витков. У вас не должно быть противофазы.Если вам нужно сделать еще более мощный аппарат, то можно соединить большее количество трансформаторов. Соединение производится тем же методом, что и для двух трансформаторов. Но учитывайте вашу электросеть и заранее подумайте, сможет ли она выдержать такой аппарат. Особенно, если вы собираетесь варить на даче. Применение таких мощных устройств часто приводит к скандалам с соседями и к выбитым пробкам.
Управление
Простота самодельного аппарата для точечной сварки выражается не только во внутреннем конструктиве, но и в органах управления. Все, что вам понадобится — это кнопка «вкл/выкл» и самодельный рычаг для сварочных клещей.
С выключателем все просто. Выберите тот, который вам больше нравится. Установите его в цепь с первичкой. Ни в коем случае не устанавливайте на вторичку, потому что там ток слишком большой и контакты у вашей кнопки могут расплавиться.
С рычагом все немного сложнее. Вы должны помнить, что при точечной сварке применяется не только местный нагрев металла, но и усилие прижима. Чем толще свариваемый металл, тем больше должно быть усилие. Если вы будете варить тонколистовые заготовки, то вам будет достаточно собственной илы, чтобы опустить рычаг и сжать металл между электродами. Но если вы планируете собрать более универсальный аппарат, то лучше прикрепить его к столу и сделать рычаг подлиннее и потяжелее.
Если есть желание, рычаг можно доработать, добавив к нему винтовую стяжку. Стяжка должна устанавливаться между основанием и самим рычагом. Тогда вам не придется применять собственное усилие для сжатия.
Если у вас будет рычаг с самым простым исполнением, то кнопку включения/выключения можно поставить прямо на него. Опускаете рычаг и одновременно включается ток. При этом вторая рука будет свободна, и вы сможете держать заготовки.
Электроды
Также не стоит забывать про электроды. В точечной сварке используются медные электроды. Чем толще электрод, тем лучше. Электроды можно купить или сделать самому на станке. Но купить проще и быстрее. Если собираете маленький маломощный аппарат, что в качестве электрода можете использовать жало от паяльника.
Электроды — материал расходные. Их нужно подтачивать, поскольку они теряют форму. При окончательной потере исходной формы электрод нужно выбросить и поставить новый.

Электроды подключаются к трансформатору с помощью проводов. Их длина должна быть по возможности минимальной. Соединений тоже должно быть немного, поскольку каждое соединение — это всегда потеря мощностей. Лучше всего, если вы наденете на провода специальные наконечники из меди, с помощью которых провод будет соединяться с электродами.
Наконечники из меди должны быть не просто надеты на провода, а спаяны с ними. Это необходимо, чтобы на месте соединения наконечника с проводом не происходило сопротивление и аппарат мог стабильно работать. На самом деле, это очень непростая работа и спаять наконечник с проводов довольно трудно. Но вы можете купить готовые луженые наконечники, предназначенные для пайки. Тогда задача облегчится.
Некоторые умельцы припаивают не наконечники, а сами электроды, чтобы упростить себе жизнь. Но на деле они только все усложняют, поскольку электроды нужно периодически заменять на новые, а значит отпаивать их. Лучше просто припаяйте один раз наконечники и не делайте больше лишнюю работу. Тем более, наконечник просто почистить от следов окислов.
Нюансы применения
Наш самодельный аппарат обладает очень простой конструкцией и неприхотлив, но все же необходимо знать некоторые особенности, чтобы устройство работало исправно на протяжении долгих лет.
Прежде всего, аппарат необходимо включать или выключать только в том случае, когда электроды сжаты. Иначе могут появиться искры и электроды просто подгорят. Также позаботьтесь о принудительном охлаждении устройства. Для этого можно использовать обычный вентилятор. Если не позаботиться об этом заранее, придется постоянно контролировать температуру нагрева аппарата, чтобы он не перегрелся. Из-за этого придется часто делать перерывы.
Качество получаемых сварных точек будет зависеть не только от того, насколько правильно вы собрали аппарат, но и от того, насколько вы опытный мастер и как долго сжимаете заготовку между электродами. Здесь нет однозначных рекомендаций, необходимо экспериментировать с заготовками различной толщины и проверять все на своем опыте.
Вместо заключения
Как видите, точечная сварка своими руками из подручных средств собирается не так уж сложно. У опытного мастера уйдет пара часов на сборку такого устройства. А новичку придется изучить теорию и потренироваться, прежде чем он получит работающий экземпляр. Тем не менее, у самодельной точечной сварки есть множество преимуществ перед покупным аппаратом. Ведь самоделка всегда стоит дешевле и при этом гораздо надежнее, поскольку вы сами выбираете, какое качество будет у деталей.
Чтобы собрать точечную сварку в домашних условиях, вам понадобится минимальный набор инструментов. Все детали можно купить в интернете или с рук. Себестоимость такого устройства будет очень маленькой. В теории также возможна микроточечная сварка, она же мини точечная сварка или даже микроимпульсная сварка, которую возможно собрать из подручных средств. Но собираются такие аппараты по совсем другому принципу. Это тема для отдельной. А пока делитесь своим опытом в комментариях ниже. Так вы поможете новичкам быстрее разобраться в вопросе. Желаем удачи в работе!
Сообщества › Электронные Поделки › Блог › Мощная контактная сварка

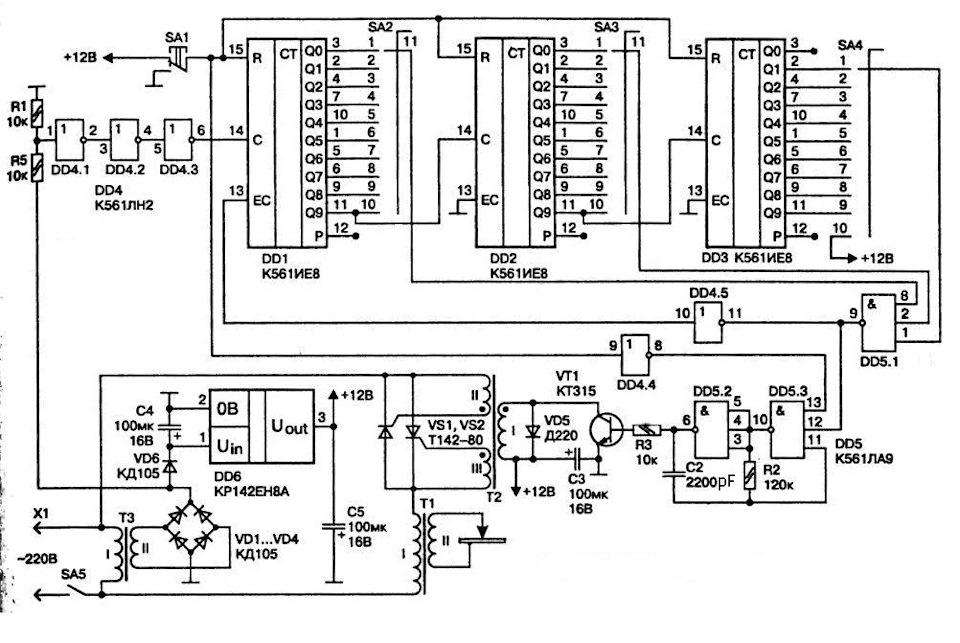
Постройкой данного аппарата занялся очень давно, еще в начале 2000-х. Нашел подходящую статью в журнале Радиоаматор №11. 2001, все устроило. Собрал трансформатор…

Сверил со схемой и изготовил печатную плату и корпус для всей электроники. Стал проверять и настраивать электронную часть, оказалось, что она не работает. Не работает не из-за моих ошибок в разводке платы и не из-за неисправных деталей. Причиной были многочисленные ошибки в принципиальной схеме. Это я уже понял. После неудачных попыток исправить все, по нехватке знаний в цифровой технике, насколько смог, добился от устройства нескольких выдержек времени. Этого мне пока хватало, а переделывать все не было никакого желания. Да и острая необходимость в контактной сварке отпала сама собой. Аппарат был успешно взгромоздён на полку в подвале и забыт надолго.
Потом была пара подтоплений в подвале, уровень воды поднимался до пояса и все, что нажито непосильным трудом, разом пришло в негодность.
Теперь снова возникла потребность в этой сварке. Достал, начал проверять и после вскрытия обнаружил испорченные «кишки» всей электроники, кроме некоторых элементов и соответственно самого силового трансформатора.
Взялся за повторение проекта и с учетом прошлых ошибок начал проверять правильность схемы в первоисточнике. Было выявлено еще несколько ошибок в схеме. Потом здесь в сообществе просил помочь мне прогнать схему в Протеусе, т.к. я с ним совсем не работал и представления не имею как это делать. Некоторые просто давали советы, некоторые на словах (глядя на мою схему) описывали как должно все работать. Некоторые вообще были возмущены такой дерзкой просьбой и и моей попыткой отнять у них драгоценнейшее время. Посоветовали мне собрать все на макетной плате для Ардуино и в таком виде проверить работоспособность устройства. «Ведь 21 век на дворе» есть такая «чудо-плата», на ней и проверяй». А на мою просьбу проверить все в Протеусе так никто и не откликнулся.
Ну, это все лирика и вступление, хватит букв — к устройству…
Трансформатор на первой фотографии — «стёб» — это «диванным теоретикам».
Вот транс, который был намотан на шести сердечниках ТС-270, провод первичной обмотки диаметром 3,2 мм, вторичка намотана 4 витка кабелем от промышленной дуговой сварки (сечение я к сожалению не знаю). Напряжение холостого хода во вторичной обмотке 6 вольт:


Еще раз проверил схему и сравнил каждую мелкосхему с даташитом, как оно должно работать (в теории). Вот первоначальная схема, кстати и она немного подправлена на предмет лишних соединений :
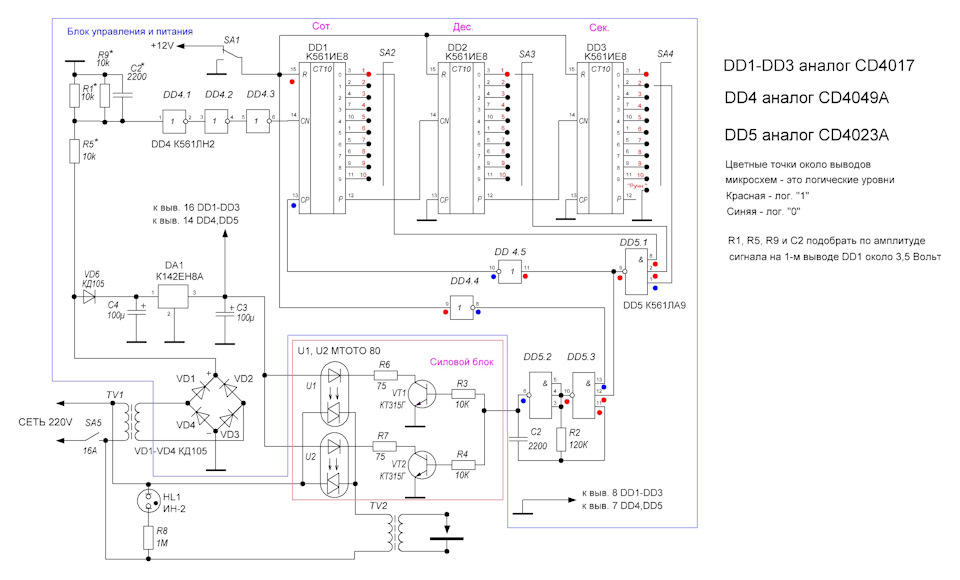
Все-таки нашел в своем городе человека, владеющего Протеусом и он проверил работоспособность схемы в программе. «Вылизал» все «косяки» и уже получилась нормальная, работоспособная схема.
Вот она:
Все вроде складывалось. Сделал «печатку», запаял детальки и принялся настраивать. И здесь не обошлось без мелких неприятностей. Генератор на микросхеме DD4.1-DD4.3 выдавал импульсы с частотой 100 Гц, но у сигнала была слишком большая амплитуда и установленная выдержка работала 1 раз из 20 — 30 попыток. Пришлось опытным путем (методом «научного тыка») подобрать задающие элементы на входе генератора (R9, C2). Причем установка простого резистора на 5 кОм вместо R1 не дала результата. Установил еще и конденсатор…
Да, чуть не забыл, в качестве управляющего элемента для силового трансформатора был использован сдвоенный оптосимистор МТОТО 80, специально раздобытый для данного устройства. Запас по току у него огромный, даже с избытком…
Как переделать трансформатор в точечную сварку своими руками: пошаговая инструкция

Сварочный трансформатор можно переделать во много полезных вещей. В любом сварочном оборудовании ключевой деталью является трансформатор.
С ним электричество, которое поступает из розетки, может преобразовываться в необходимый для сварочной работы ток. Вид точечной сварки также входит в число возможных работ.
При выполнении такой сварки, которую ещё называют контактной, соединения могут быть очень прочными и аккуратными даже при работе на дому.
Для получение хорошего и простого аппарата для контактной сварки, вы можете преобразовать свой трансформатор. Единственным недостатком этого оборудования является невозможность регулирования тока.
Но, для домашних условий он довольно актуален. Мы даём вам подробную информацию о том, какие трансформаторы лучше подходят для сборки точечной сварки и как сделать это самостоятельно в своём доме.
- СБОРКА И ЕЁ АЛГОРИТМ
- УСТРОЙСТВО ТРАНСФОРМАТОРА
- ПОВЫШЕНИЕ МОЩНОСТИ
- ПАНЕЛЬ УПРАВЛЕНИЯ
- ЭЛЕКТРОДЫ
- ДЕТАЛИ ПРИ ИСПОЛЬЗОВАНИИ
- ФИНАЛЬНАЯ ЧАСТЬ
СБОРКА И ЕЁ АЛГОРИТМ
УСТРОЙСТВО ТРАНСФОРМАТОРА

Как преобразить трансформатор в аппарат для точечной сварки – главный вопрос, который мы сегодня разберём. Для примера мы взяли старую микроволновую печь и вынули из неё нужное нам оборудование.
Оно вполне подойдёт. Мощность трансформатора важный аспект при выборе аппарата для точечной сварки.
Чтобы изготовить сварочное оборудование для контактной сварки, нужна мощность от одного киловатта. Если брать трансформатор с такой мощностью, вы сможете работать с металлами, толщина которых не превышает один миллиметр.
Чтобы увеличить мощность вы можете преобразовать несколько трансформаторов.
Первым делом нужно отсоединить магнитный провод с первичной обмоткой от трансформатора. Такая обмотка обычно представляет собой несколько виточков проводов с большой толщиной.
Чтобы это сделать, сначала нужно снять вторичную обмотку, не снимая сам каркас. Для этого можно использовать ножовку и стамеску.
Если вторичная обмотка слишком крепко сидит, не бойтесь применять силу, при необходимости можно вырвать её полностью. Если не помог ни один способ, достаньте инструмент и высверлите её, это точно должно помочь.
Самое важно не тронуть первичную обмотку и магнитный провод, когда будете снимать «вторичку». При наличии шунтов в трансформаторе, можно убрать их совместно с вторичной обмоткой.
После удаления старой «вторички» нужно подумать о новой. Её можно сделать из медного провода, сечение у которого начинается от ста квадратных миллиметров. Сами провода могут быть толстыми, но обязательно с сечением.
ПОВЫШЕНИЕ МОЩНОСТИ

При работе с контактной сваркой возможно использование как одного трансформатора, так и двух. Если вам для работы нужно оборудование большей мощности, а соответственно и большего сварочного тока, свяжите два трансформатора.
При такой связке двух аппаратов вы сможете заниматься варкой толстых металлов.
Возможно наличие нескольких витков на трансформаторе, только при этом окно сердечника будет вам мешать, из-за слишком толстых проводов. В такой ситуации можно связать окончания «вторичек» у первого и второго трансформатора.
Важно чтобы связь окончаний была последовательной. То есть при протягивании провода он должен проходить как через первый трансформатор, так и через второй. Витки должны быть одинакового количества.
Направление каждого витка должно быть под контролем. Противофаза недопустима в этот момент. Если мощности собранного оборудования недостаточно, вы можете подсоединить ещё несколько трансформаторов.
Этот процесс осуществляется, так же как и сборка первых двух.
Главное чтобы ваша электрическая сеть выдержала такую нагрузку. Поэтому лучше сразу убедиться и провести проверку. Для применения аппаратов такой мощности нужно предусмотреть все детали, чтобы не вылетали пробки и не жаловались соседи.
ПАНЕЛЬ УПРАВЛЕНИЯ
Аппарат, который вы сделаете самостоятельно, может быть простым и удобным, что касается как его внутренней части, так и основной системы управления.
Для эксплуатации оборудования вам нужно будет найти кнопку для включения и выключения, а ещё сделать рычаг для сварочных клещей.
В установке выключателя ничего сложного нет. Достаточно подобрать хорошую деталь, которая вам нравится, и связать её с первичной обмоткой, путём подключения к цепи.
Для связи трансформатора с выключателем не нужно использовать вторичную обмотку, так как это может навредить детали, из-за большого тока.
Для изготовления рычага нужно будет применить больше усилий. Во время работы с точечной сваркой нужно помнить, что это не только местное нагревание металлов, но и усиленное прижимание.
Чем больше толщина свариваемого металла, тем выше усилия в его прижимании. При варке небольших тонких заготовок используйте собственные силы.
Если вам нужно более универсальное оборудование, необходимо закрепить его на столе, а длину и тяжесть рычага подобрать побольше.
Чтобы избавиться от ненужной работы, можно заняться установкой винтовой стяжки. При её креплении, нужно чтобы с одной стороны было основание, а с другой сам рычаг. Это избавит вас от необходимости повышать усилия для сжатия своими руками.
Если исполнение рычага само по себе простое, то кнопка для включения может устанавливаться на его поверхность. Когда вы опустите рычаг, электричество начнёт подаваться автоматически. Для крепления заготовок можно использовать вторую руку.
ЭЛЕКТРОДЫ
![]()
Ещё один важный элемент – нужно помнить об электродах. При работе с контактной сваркой в электродах должна содержаться медь. Чем больше толщина электрода, тем лучше.
Вы сможете найти в магазине нужные вам детали, или изготовить их самостоятельно, используя станок. При этом помните, что покупка всегда легче. При сборке маленького аппарата с маленькой мощностью, можно использовать жало паяльника как электрод.
Электрод – сырьё расходное. Поэтому, чтобы он не терял форму, его необходимо точить. Когда электрод полностью потеряет свою изначальную форму, можно его выбрасывать и заняться установкой нового.
Подключение электродов нужно проводить, используя провода. Желательно чтобы они были не очень длинными.
Соединения также должны быть в малом количестве, ведь из-за каждого теряется мощность. Для лучшего контакта с электродами на провода можно надеть медные наконечники.
Медный наконечник нужно спаять с самим проводом, а не надеть поверх него. Это делается для того, чтобы во время работы не было никаких перебоев и сопротивления между наконечником и проводом.
Пайка наконечникам с проводом не самая легкая работа. Для облегчения задачи можно купить уже готовый луженый наконечник, который предназначен для паяния.
Умения некоторых знатоков позволяют им припаивать сам электрод, вместо мороки с наконечниками. Хотя на самом деле, это лишь усложнение, так как, напомним, время от времени нужно заниматься сменой электродов.
Поэтому пайка электродов ничем хорошим не закончится, лучший выход использование наконечников, так как их не нужно менять и можно чистить от окислителей.
ДЕТАЛИ ПРИ ИСПОЛЬЗОВАНИИ

Наше оборудование, которое сделано самостоятельно, очень простое в использовании и не привередливо. Но для ещё лучшей и долгой работы можно изучить несколько интересных деталей, которые могут вам помочь.
Включение и отключение оборудования нужно всегда проводить при сжатых электродах. Если этого не делать, электроды могут подгореть. Принудительное охлаждение аппарата также важно. Его можно осуществлять, пользуясь обычным вентилятором.
Если заранее не подумать об этом, то возникнет необходимость смотреть за температурой оборудования, чтобы избежать перегрева. При этом возникнет множество перерывов в работе.
Качественность выполненной работы и какими будут сварные точки зависят как от правильности сборки аппарата, так и от опытности мастера и времени на сжатие заготовки между электродов.
Рекомендации в этом случае отсутствуют, поэтому вам придётся самостоятельно проводить эксперименты, менять толщину заготовок и познавать всё опытным путём.
ФИНАЛЬНАЯ ЧАСТЬ
Как мы разобрались, для сборки контактной сварки самостоятельно не требуется никаких особо сложных работ. У знающего человека это займёт около двух часов. Но если вы новичок, лучше сначала ознакомиться с теорией и пройти несколько тренировок.
Аппарат для работы с контактной сваркой, который вы сделаете сами, обладает большим количеством достоинств. Надёжность и маленький бюджет для сборки – основные положительные стороны.
Для сборки сварочного оборудования на дому, нужно не так много деталей и инструментов. Всё нужное оборудование можно найти, зайдя в интернет или выкупить у знакомых.
При необходимости можно пересобрать своё оборудование для разных видов сварки. Но алгоритм такой сборки кардинально отличается. Пишите комментарии о том, какой опыт в сборке аппарата для точечной сварки есть у вас. Продуктивности в работе!
Таймер для контактной сварки

- Цена: 11.26$ (723 рос. рубля)
- Перейти в магазин
Когда то я озадачился созданием точечной сварки своими руками для соединения аккумуляторов 18650. Сначала был собран таймер на 555, потом на микроконтроллере pic16f628a. Для него была написана самодельная прошивка, управление энкодером с нажатием, от 0.01 сек до 10 сек и до 10 импульсов. Но этот аппарат точечной сварки давно продан и мне нужно было чем то сваривать аккумуляторы 18650. Для этого на aliexpress был заказан этот таймер за 11.14$ или около 700 российских руб.
Приехало чуть быстрее чем за месяц.
Посмотрим что он из себя представляет.
Что такое контактная сварка?
Берем большой транс, чтоб пробки в квартире не выбивало (от микроволновки например). Срезаем вторичку, первичка на 220 остаётся. Выбираем шунт. Вместо тысяч витков старой вторички запихиваем 2-5 витков толстого провода. Для сварки аккумов можно 3-5 витков сечением 35мм. Для более толстых пластин и проволоки 2 витка сечением 70-120мм. Оконцовываем толстые проводки. Крепим к концам провода электроды в зависимости от задачи. И если подать на первичку транса 220 вольт, то во вторичке пойдет ток в районе 1000А, который разогревает место контакта электродов с металлом. Если это толстое железо или проволока то выдержка обычно большая, несколько секунд и можно просто подавать 220 вольт на транс через автомат или любым другим ручным методом. Если же варить круглые литиевые аккумы, то там тонкие пластины 0.1-0.3мм и нужны очень короткие выдержки, при этом они должны быть одинаковыми для повторяемости результатов. Прожиг аккумуляторов недопустим, разгерметизация банки — банка на выброс. Вот для замены автомата или кнопки, для того чтоб точно выставить короткую выдержку и применяется этот таймер.
Для тех, кто мало представляет что это такое и с чем его едят, можно почитать:
мой прошлый обзор
или обзор от Yurok
Упаковано хорошо, картонная коробочка и внутри плата под несколькими слоями вспененного полиэтилена. Если играть коробкой в футбол то ничего не повредится.
Внутри плата с хорошего качества. 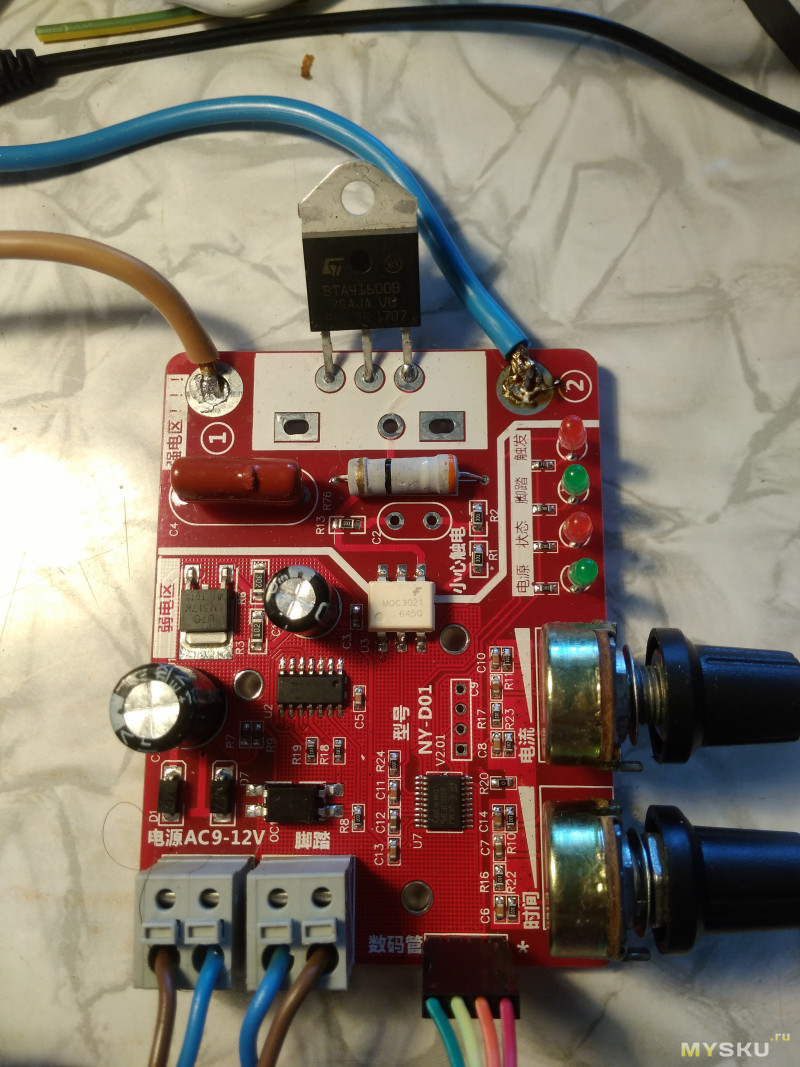
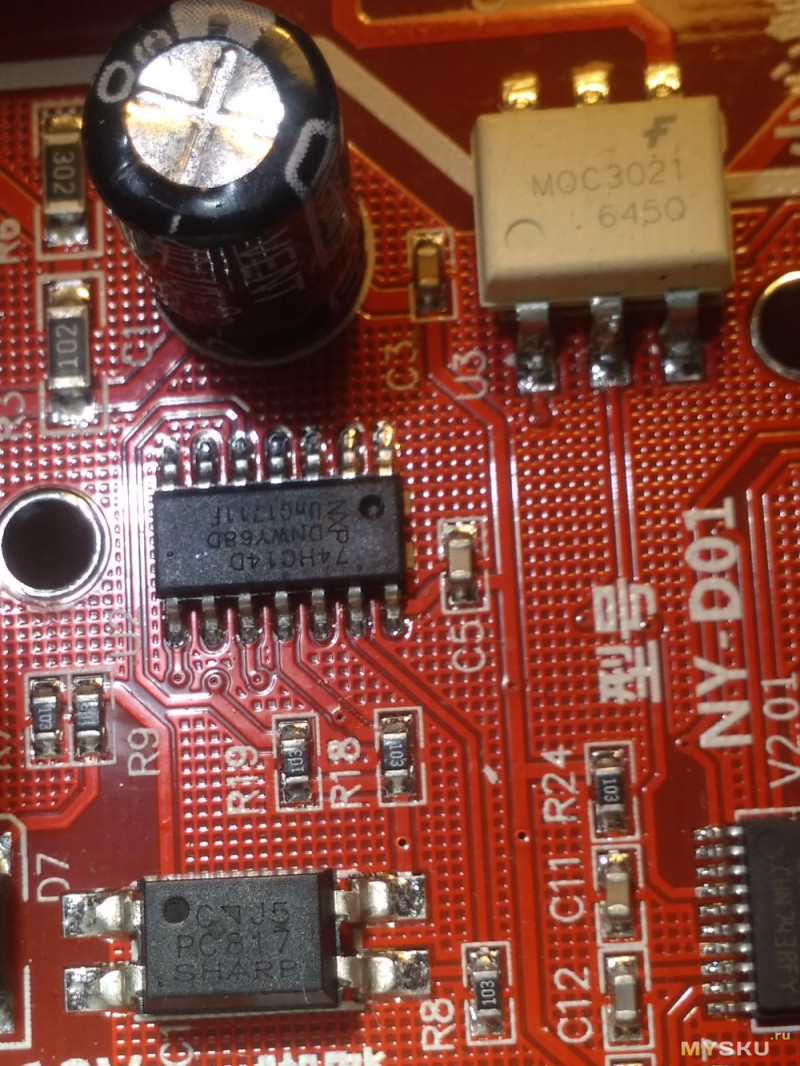
Микросехема контроллера от STMicroelectronics STM8S003F3, триггер Шмитта 74hc14d, оптрон moc3021 и pc817, симистор BTA41600B, стабилизатор lm317k диоды и прочая обвязка. 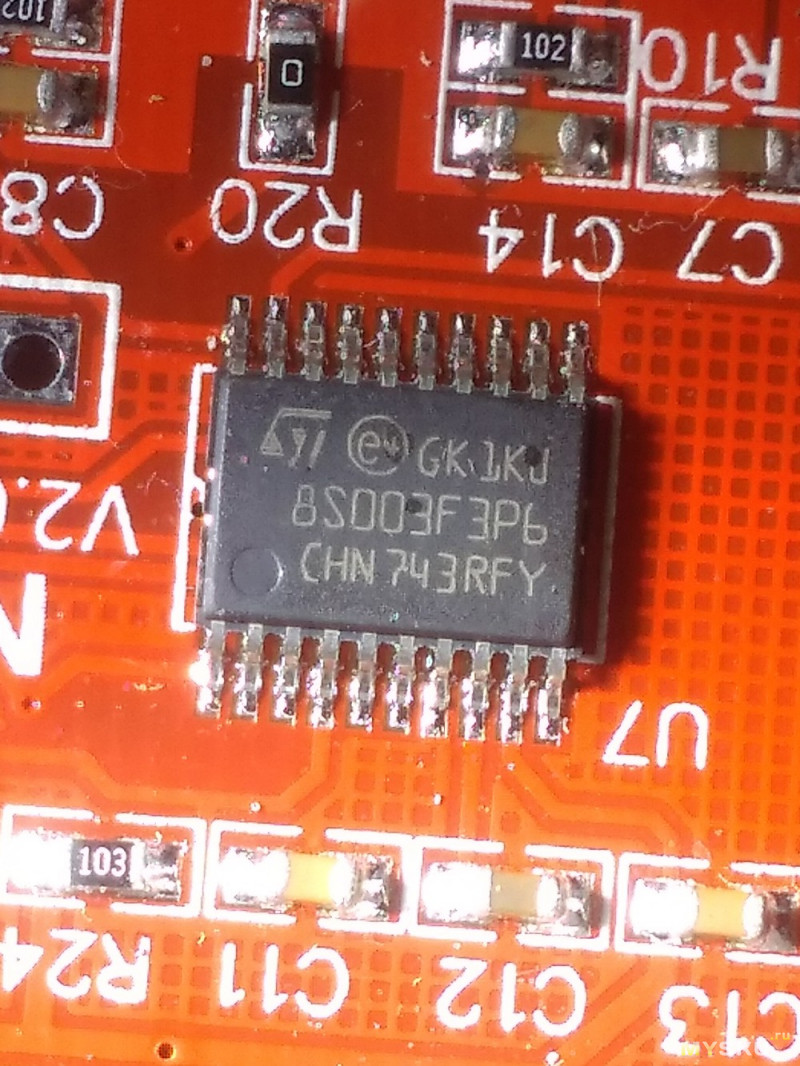

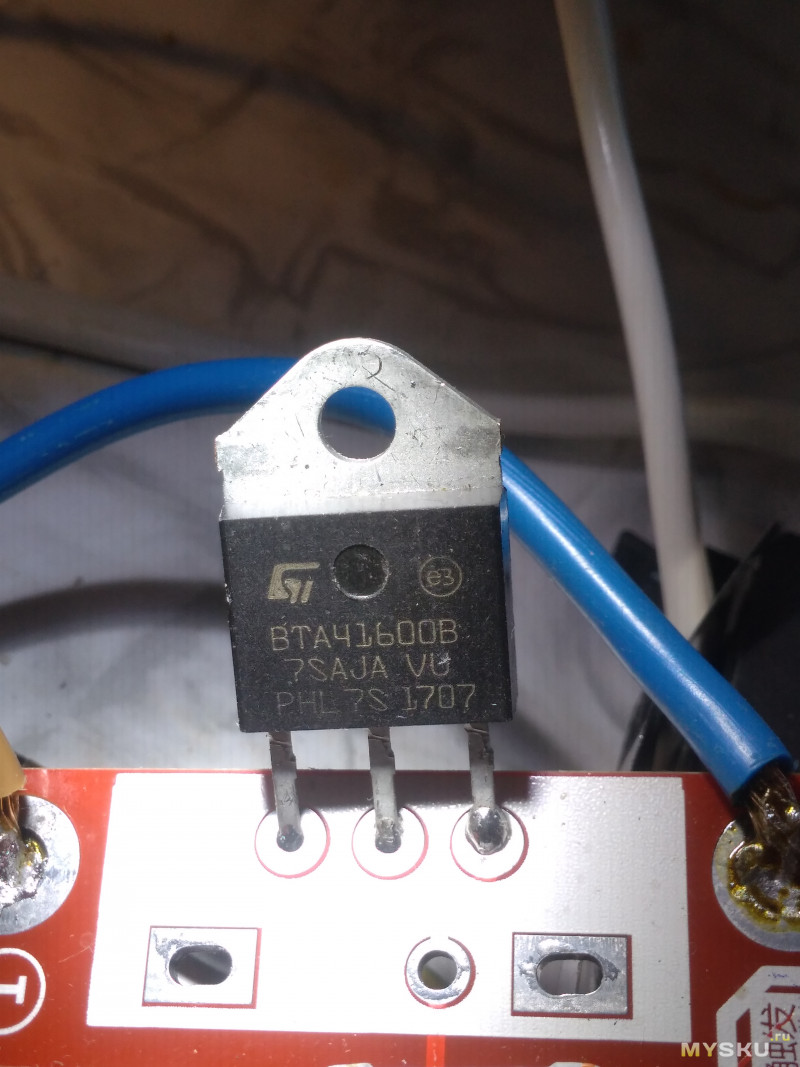
Силовой симистор желательно прикрутить на радиатор через термопасту. Можно прикрутить его прямо на корпус контактной сварки, но тогда это нужно делать через изолятор. Слюдяная прокладка и изолятор на винт крепления. Плата разделена на две части белой полосой — та часть, которая ближе к симистору, находится под опасным напряжением 220 вольт. Китайские иероглифы возле этой полосы как раз об этом говорят. Большая часть платы контактной сварки находится под низким напряжением и безопасна.
Расшифровка надписей возле светодиодов по порядку от ручек регуляторов:
— Состояние. Светит когда есть питание.
— Статус. Мигает в норме и горит когда подключено постоянное напряжение. При питании постоянным напряжением плата работать не будет.
— Педаль. Тухнет когда нажата педаль.
— Триггер. Светит пока открыт симистор и идет сварка.
Выносной дисплей таймера для точечной сварки содержит несколько светодиодных семисегментных индикаторов, драйвер LED семисегментного индикатора TM1650, и обвязку к нему. 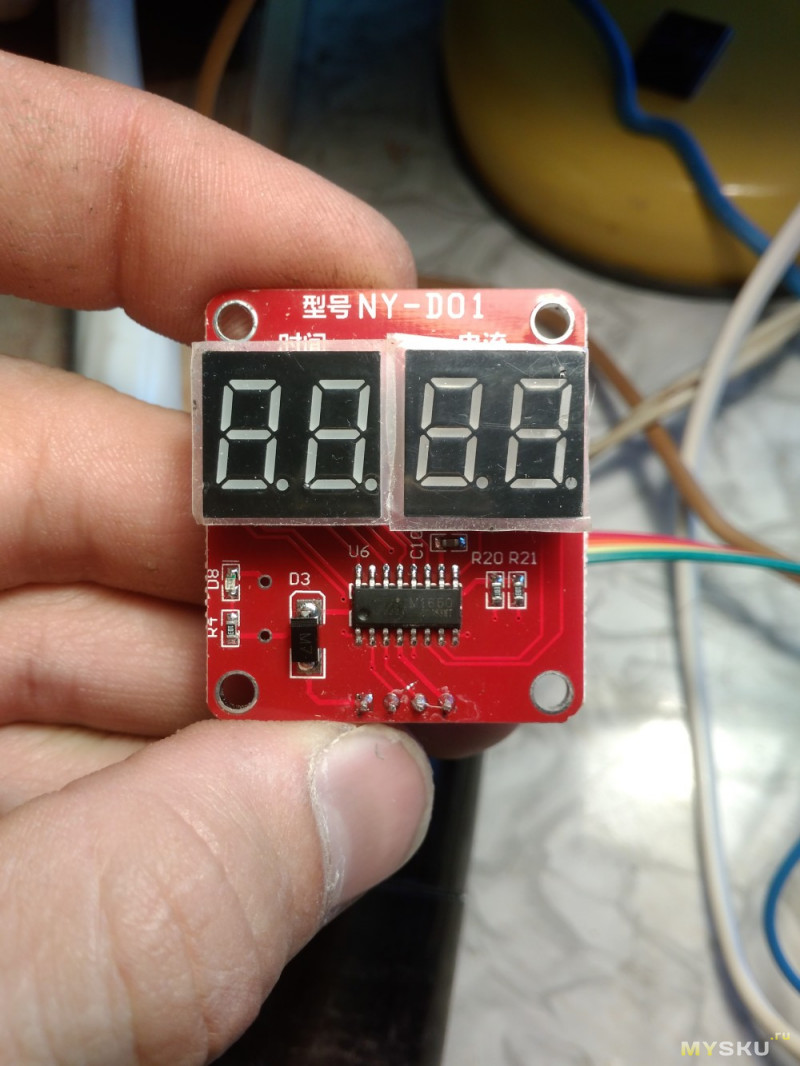
Для работы контактной сварки кроме этой платы таймера нужны:
— Питающий трансформатор на переменное напряжение 9-12в. От постоянки плата не работает. Не видит импульсы сети. Должен мигать второй слева светодиод, от постоянки он не мигает. Большая мощность трансформатора не нужна, от него питается только логика. Зарядка от сотового не подойдет. Готовый подходящий транс есть у этого же продавца. Нужно выбрать версию 220в, стоит меньше 6$ или 370 руб.
— Педаль или кнопка. Что то, что будет замыкать контакты на плате. Нормально разомкнутая.
Готовая педаль от продавца стоит примерно столько же.
— Трансформатор контактной сварки. Силовая часть то есть. Ну если вы интересуетесь такой платой то наверное знаете что это такое. Это трансформатор с первичной обмоткой на 220В и вторичной на низкое напряжение (1-6В) и большой ток (100-1000А). Этот ток и варит.
Этот таймер коммутирует первичку, то есть дает напряжение на первичную обмотку силового трансформатора сварки. Аналогично вместо этого таймера можно поставить просто выключатель — при включении выключателя сварка будет варить, пока включен включатель. Но для сварки аккумуляторов 18650 нужен очень короткий импульс (0.01-0.1 сек), иначе прожигается металл аккумулятора. Так же нужно постоянство результатов, то есть все выдержки точечной сварки должны быть строго одинаковы. Такие условия — выдержки в доли секунды и повторяемость выдержек — невозможно реализовать вручную, по этому я купил этот таймер точечной сварки.
Педаль и транс есть у этого же продавца, силовой трансформатор для точечной сварки можно взять от микроволновки или больший по размеру. Трансформатор тяжелый, с китая заказывать дорого. Можно поискать нерабочую микроволновку или старую на барахолке за малые деньги. Или спрашивать в мастерских по ремонту бытовой техники.
Работа таймера:
Подключаем трансформатор питания (переменка 9-12В) и педаль к соответствующим клеммникам, провода, идущие на силовой трансформатор микроволновки, припаиваются. На плате две ручки — левая для регулировки выдержки времени сварки, правая для регулировки тока. На выносном табло видно цифры, аналогично показывающие слева — выдержку времени и справа — ток. Выдержка времени сварки регулируется от 1 до 50, 1 это один период сети то есть 0.02 секунды. То есть таймер может задавать выдержки до 50*0.02 = 1 секунды. Ток сварки регулируется от 30 до 99.
При нажатии педали микроконтроллер отслеживает напряжение в сети 220 вольт, при пике или нижней части синусоиды дает сигнал на симистор. Пока открыт тиристор, идет ток через первичку сварочного трансформатора и идет сварка. Плата срабатывает как электронный выключатель, ключ.
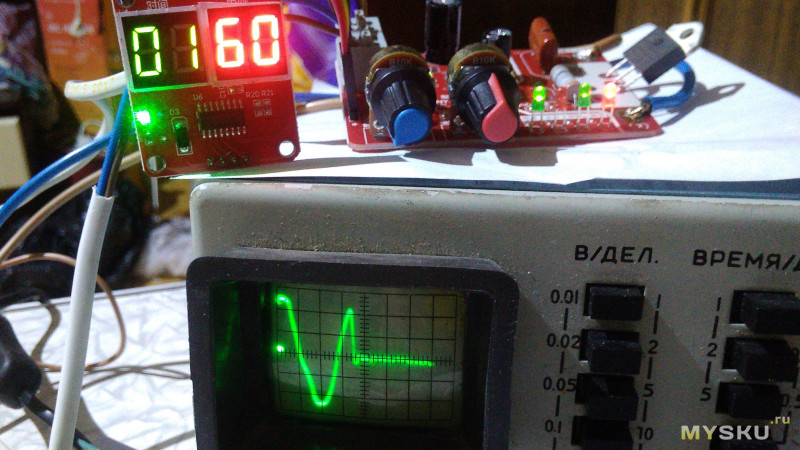
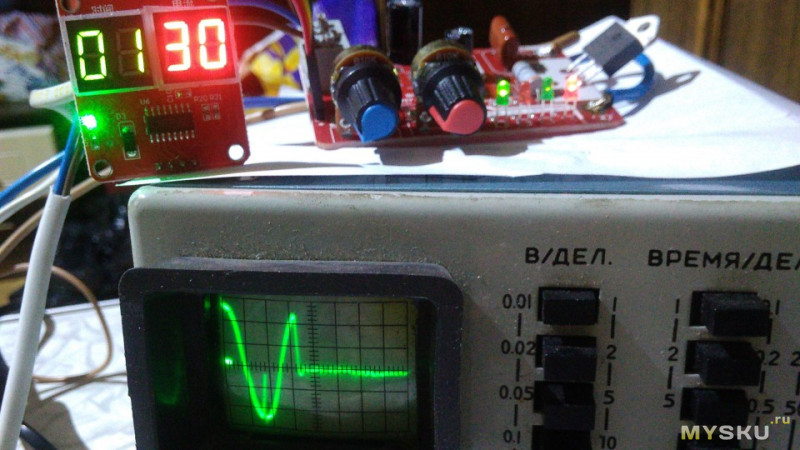
При значении времени 1 на дисплее и значении тока 99 таймер включает симистор на 20 мс, на один период сети. Если нужно меньше, то можно уменьшить ток правым регулятором и контроллер откроет симистор не на полную синусоиду, а только на ее часть. 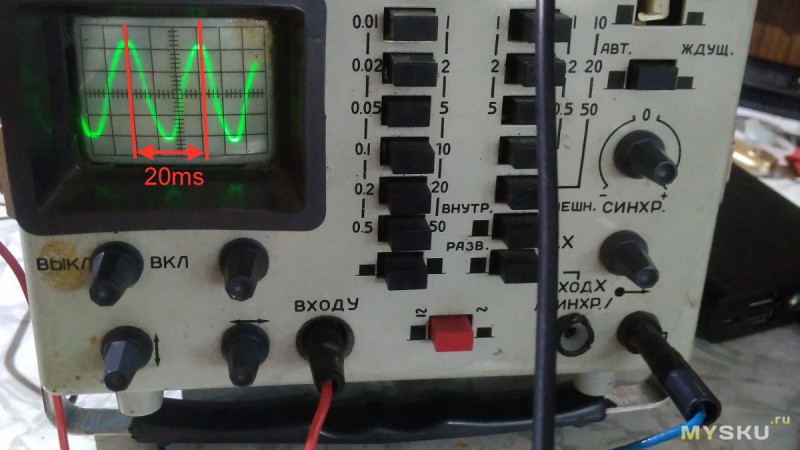
Я снял осциллограммы с вторичной обмотки сварочного трансформатора на разных значениях тока и выдержках, их можно увидеть на фото ниже: 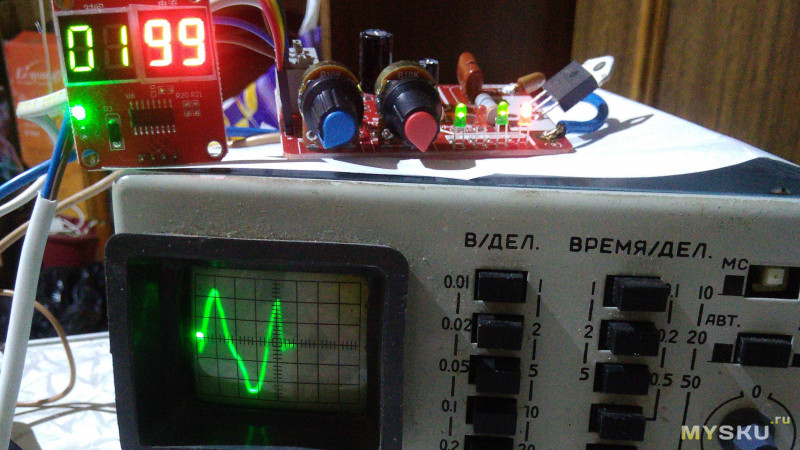

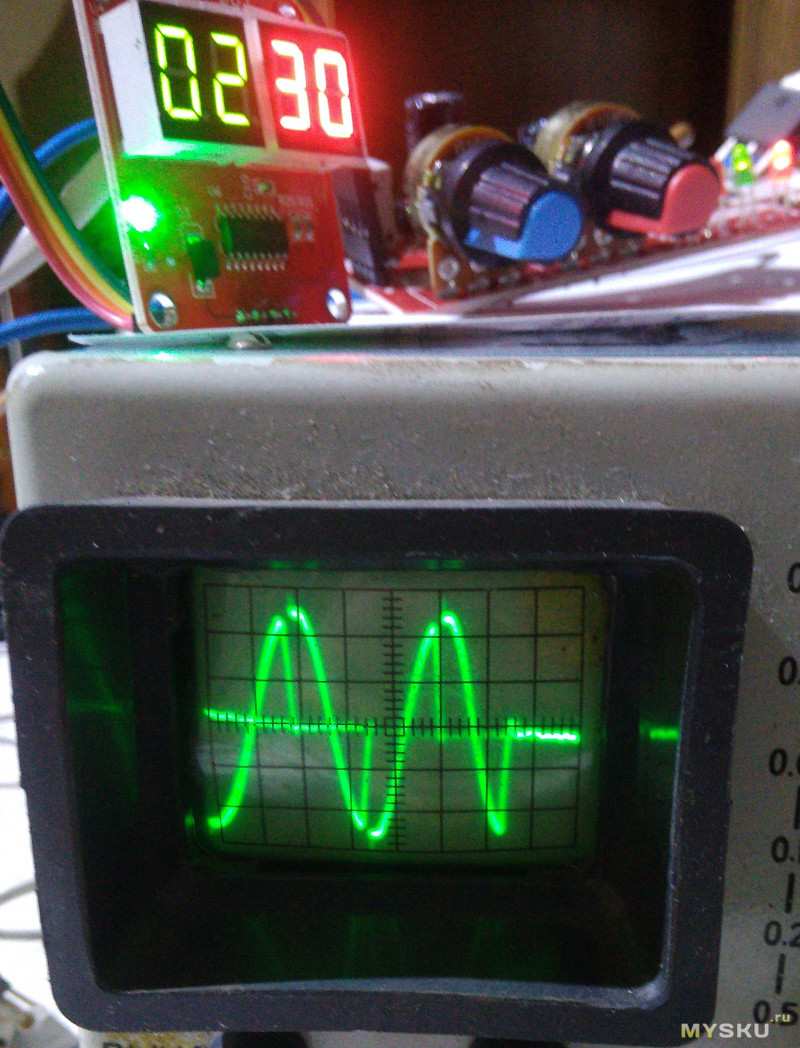
мой осциллограф не супер качества, любительский, по этому привожу фото с отзывов али — как это должно выглядеть на экране осциллографа: 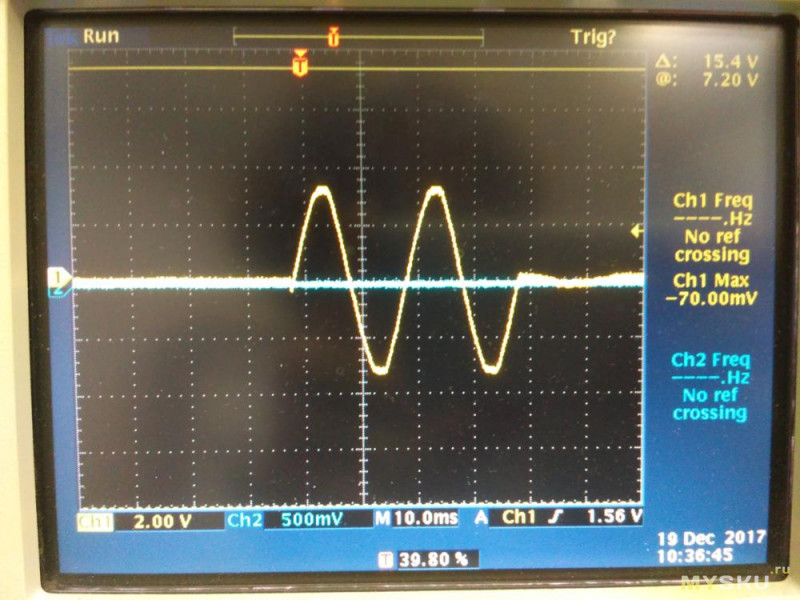

Смысл регулировки тока в том, что если трансформатор слишком мощный для сварки аккумуляторов 18650 и прочих похожих, а выдержка времени в 0.02 сек слишком большая и прожигает пластину или аккумы, то можно еще понизить ток — импульс станет слабее и аккумуляторы не будет прожигать.
Я попробовал варить пластину никеля на выдержке 1 и токах от 30 (самые правые) до 99 (левее) результат явно виден. Это можно увидеть на фото ниже.
Пластина шириной 8 мм, толщина 0.15 мм. 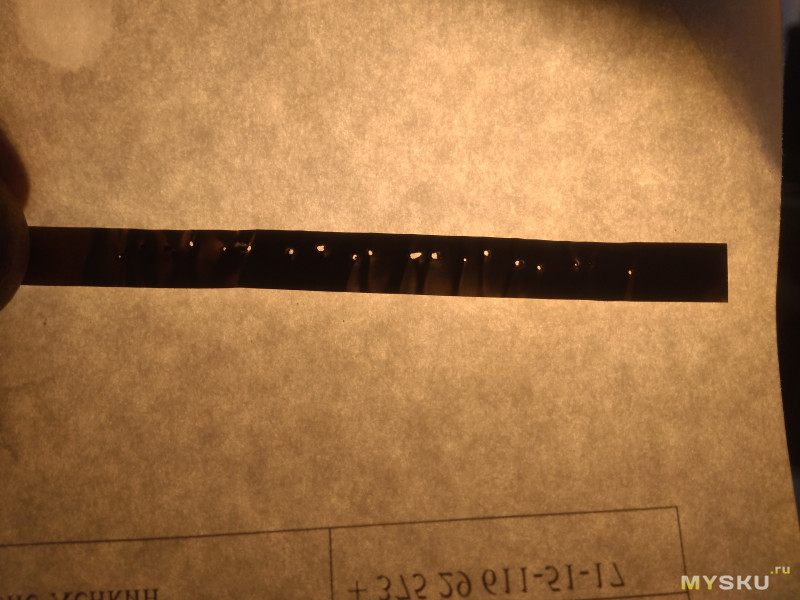
Последние две пробы сварки я пробовал сделать на большой выдержке и малом токе. При выдержке 10 и 30 и токе 30 — пластина греется, даже меняет цвет но не приваривается. Для сварки тонких никелевых пластин лучше короткий импульс большим током чем длинный импульс но с слабым током. 
Последние точки слева, одна из них сквозная, сделаны как раз на выдержках 10 и 30 и малом значении тока сварки 30.
Все это можно наглядно увидеть в видеоверсии обзора ниже:
Делаем сварочный трансформатор самостоятельно — схема, инструкция по сбору, необходимые детали
Расчет сварочного трансформатора выполняется по специфическим формулам. Это происходит вследствие того, что типовые схемы трансформаторов, равно как и методы расчета, нельзя использовать для сварочного инструмента. При изготовлении сварки необходимо отталкиваться от того, что имеется в наличии. Самое главное – это железо. Какое есть, такое и ставят обычно, весь расчет идет именно для конкретного магнитопровода. Конечно же, не всегда он хороший, поэтому возникают нагрев и вибрации. Хорошо, если у вас в наличии имеется железо, параметры которого очень близки к промышленному. Тогда можно смело использовать методики для расчета типовых устройств. Чтобы изготовить сварочный аппарат, потребуется знать его основные параметры и устройство.
![]()
Схема устройства сварочного трансформатора.
Мощность трансформатора для сварочного аппарата
Перед тем как начинать расчет, тем более изготовление, нужно выяснить для себя то, каким должен быть сварочный ток. Так как в быту чаще всего применяют электроды, диаметр которых 3-4 мм, стоит опираться в расчетах на них. Трехмиллиметровых вполне достаточно для работы по дому и хозяйству. Даже кузовные работы в автомобиле можно проводить, не опасаясь за некачественные швы, которые может сделать сварка. Значит, если пал выбор на тройку, нужно выбирать ток около 115 А. Именно при таком токе идеально работают эти электроды. Если же вы решили использовать двойку, ток на выходе аппарата должен быть около 70 А, а для четверки – вдвое больше.
![]()
Схема трансформатора с первичной и вторичной обмоткой.
Учтите, что у сварочного трансформатора мощность не должна быть очень большой. Ток потребления – максимум 200 А. Да и то в таком случае будет чрезмерный нагрев не только проводов обмотки, но и кабелей питания. Следовательно, нагрузка на сеть возрастает, и электрические предохранители могут не выдерживать. Так что, если решили использовать электроды толщиной в 3 мм, отталкивайтесь от тока не более 130 А. Для того чтобы вычислить у сварочного трансформатора мощность, вам потребуется произведение тока во вторичной обмотке при воспламенении дуги, угла сдвига фаз, напряжения в режиме покоя разделить на коэффициент полезного действия. В данном случае его можно считать величиной постоянной, она равна 0,7.
Основные критерии при выборе
Чтобы аппарат имел высокую надежность, хорошую ремонтопригодность и долговечную конструкцию, необходимо при выборе обращать внимание на диапазон регулирования тока, продолжительность включения, напряжение, фазность, потребляемую мощность, тип охлаждения и число постов
Важно также просмотреть отзывы на отсутствие крупных габаритов, веса, низкой стабильности дуги, невысокого ПВ, сильной зависимости качества шва от мастерства, высокого энергопотребления и невозможности применить аппарат, чтобы сварить цветные металлы, сплавы между собой
Советуем изучить Поперечное сечение проводника

Мощность — основной критерий при выборе
Обратите внимание! Выбирать аппарат нужно, учитывая силу тока. Бытовые агрегаты работают на 200 А, полупрофессиональные — до 300 А, а профессиональные — свыше 300 А
При выборе следует смотреть на толщину электродов. Оптимальный диаметр — это 2-5 мм для домашних работ.
Устройство трансформатора для сварки
Самое главное в сердечниках – это форма. Она может быть стержневого (П-образный) или броневого типа (Ш-образный). Если сравнивать их, то окажется, что КПД выше у первого типа устройств для сварки. Плотность намотки тоже может быть достаточно высокой. Конечно же, они чаще всего применяются для изготовления электрической сварки. У самодельного аппарата для сварки металла могут быть обмотки следующих типов:
- цилиндрические (вторичная обмотка наматывается поверх сетевой);
- дисковые (обе обмотки располагаются на некотором расстоянии друг от друга).
![]()
Цилиндрические обмотки: а – однослойная, б – двухслойная, в – многослойная из круглого провода, 1 – витки из прямоугольного провода, 2 – разрезные выравнивающие кольца, 3 – бумажно-бакелитовый цилиндр, 4 – конец первого слоя обмотки, 5 – вертикальные рейки, 6 – внутренние ответвления обмотки.
Стоит подробнее рассмотреть каждый тип обмоток. Что касается цилиндрической намотки, то она имеет очень жесткие вольт-амперные характеристики. Но он не будет пригоден для применения в ручных сварочных аппаратах. Можно выйти из положения, применив в конструкции аппарата дроссели и реостаты. Но они только усложняют всю схему, что нецелесообразно в большей части случаев.
При использовании дискового типа намотки сетевая отдалена на некоторое расстояние от вторичной. Большая часть возникающего в устройстве магнитного потока (а если точнее, то он возникает в сетевой обмотке) никак не может быть связана (даже индуктивно) с вторичной обмоткой. Такой тип намотки лучше всего использовать в тех случаях, когда имеется необходимость в частой регулировке тока сварки. Внешняя характеристика у таких устройств имеется в необходимом количестве. А от расположения сетевой обмотки относительно вторичной напрямую зависит индуктивность рассеяния сварочного трансформатора. Но она еще зависит и от типа магнитопровода, даже от того, есть ли рядом со сварочным аппаратом металлические предметы. Вычислить точное значение индуктивности не представляется возможным. При расчете применяются приблизительные вычисления.
Ток, необходимый для работы сварки, регулируется путем изменения зазора между первичной и вторичной обмотками. Их, конечно же, следует делать так, чтобы можно было без труда перемещать по магнитопроводу. Вот только в условиях домашнего изготовления такое сделать довольно сложно, но можно сделать определенное число фиксированных значений тока сварки. При использовании сварки в дальнейшем, если потребуется немного уменьшить ток, нужно укладывать кольцами кабель. Учтите только, что он от этого будет греться.
Обмотки трансформатора разнесенные на разные плечи: 1 – первичная, 2 – вторичная.
Очень сильное рассеивание будет у сварочных аппаратов, которые оборудованы сердечниками П-образной формы. Причем у них сетевая обмотка обязательно должна располагаться на одном плече, а вторичная – на втором. Это вследствие того, что расстояние от одной обмотки до другой достаточно большое. Основной показатель сварочного трансформатора – это коэффициент трансформации. Он может быть вычислен путем деления числа витков вторичной обмотки на число витков первичной. Такое же значение вы получите, разделив выходной ток или напряжение на соответствующую входную характеристику (ток или напряжение).
![]()






Трансформатор постоянного тока
Из трансформатора можно собрать не только аппарат переменного тока, но и сварочник на постоянном токе. Соответственно, для этих целей нужно изготовить трансформатор постоянного тока. Такой трансформатор будет полезен для полуавтомата или инвертора. Он позволяет получить стабильную, легко поджигающуюся дугу. Подобному аппарату под силу сварка любых металлов, в том числе нержавеющей стали или чугуна.
Для сборки трансформатора постоянного тока вам понадобится всего 10-15 минут. Поскольку мы будем просто модернизировать трансформатор переменного тока, сделанный ранее. Вам необходимо подключить выпрямитель к вторичной обмотке. Выпрямитель должен быть собран на диодах.
У диодов должно быть нормальное охлаждение и они должны быть рассчитаны на ток с силой около 200 Ампер. Мы рекомендуем использовать диоды типа Д161. Также нам необходимо выровнять ток. Для этого нужно взять два конденсатора С1 и С2. Их основные характеристики должны быть такими: 15000 мкФ, напряжение 50В. Все компоненты собираются по схеме, которую вы можете видеть ниже. L1 — это дроссель, он нужен для регулировки тока. Х4 — это контакты, предназначенные для подключения держака электрода. А х5 — это контакты для подключения массы.
![]()
Данная схема сварочного трансформатора проверена временем и отлично себя зарекомендовала. Вполне рабочая схема, при этом очень удобная.
Стандартный расчет сварочного трансформатора
Следующая методика применяется исключительно при проведении расчетов преобразующих устройств с использованием магнитопроводов только лишь П-образной формы. Обе обмотки намотаны на одинаковых каркасах, располагаются на разных плечах. Следует учитывать, что необходимо половины обеих обмоток соединять последовательно между собой. Например, производится расчет преобразователя для работы с электродами 4 мм. Для этого необходим ток во вторичной обмотке примерно 160 А. Напряжение на выходе должно составить 50 В. В это же время сетевое (питающее) напряжение принимать следует 220 или 240 В. Пусть продолжительность работы будет 20%.
Для расчета необходимо вводить параметр мощности, учитывающий продолжительность работы. Эта мощность будет равна: Рдл = I2 x U2 x (ПР/100)1/2 х 0,001.
Для параметров сварочного аппарата, которые были взяты за отправную точку, значение мощности равно 3,58 кВт. Теперь необходимо вычислить число витков обмоток. Для этого: E = 0,55 + 0,095 × Pдл.
![]()
Расположение обмоток на стержнях в трансформаторах: 1 — стержень, 2 — обмотка ВН, 3 – обмотка НН, 4,5- группы катушек.
В этой формуле Е – это электродвижущая сила одного витка. Для рассчитываемого устройства это значение будет равно 0,89 Вольт/виток. То есть с каждого витка преобразователя можно снять 0,89 В. Следовательно, отношение 220/0,89 – это число витков первичной обмотки. А отношение 50/0,89 – это число витков вторичной обмотки сварочного трансформатора.
В первичной обмотке будет ток, равный отношению произведения тока вторичной обмотки и коэффициента k=1,1 к коэффициенту трансформации. В примере получится ток, равный 40 А. Для определения сечения сердечника сварочного трансформатора нужно использовать формулу: S = U2 × 10000/(4.44×f×N2×Bm).
Для расчета в примере площадь будет равна 27 см². При этом f принимается равным 50 Герц, а Bm – это индукция поля (магнитного) в сердечнике устройства. Ее значение принимается равным 1,5 Тесла.
Для сварочного трансформатора, который будет работать с электродами толщиной в 4 мм, получены такие характеристики, как:
![]()
Типы магнитных сердечников: а – броневой, б – стержневой.
- ток сварки – 160 А;
- площадь сечения сердечника – 28,5 см²;
- первичная обмотка содержит 250 витков.
Но данные характеристики справедливы для сварочного трансформатора. Только при изготовлении его использовалась схема, в которой применено увеличенное значение магнитного рассеивания. Воспроизвести в домашних условиях такое устройство вряд ли получится, поэтому окажется проще изготовить трансформатор с намоткой вторичной обмотки непосредственно поверх сетевой. Даже если принять во внимание условие того, что неизбежны применение дросселей, ухудшение характеристик, то магнитный поток такого нехитрого устройства будет сконцентрирован в определенной точке и вокруг нее. А вся энергия в ней способна передаваться рационально.
