Настройка аргона для сварки нержавейки
Технология сварки нержавейки аргоном – важные особенности и тонкости
Сварка нержавейки, при которой пользуются аргоном как защитным газом, является одной из самых распространенных технологий получения качественных и надежных соединений деталей, изготовленных из такой стали.

Использование аргона при сварке нержавеющей стали позволяет получать сварные швы высокого качества
Прежде чем приступать к обучению этому процессу, следует познакомиться с характеристиками данного сплава, которые и делают его трудносвариваемым материалом.
Нержавеющая сталь является металлом, который успешно противостоит коррозионным процессам. Таким его делают легирующие добавки, основной из которых является хром (в отдельных марках нержавейки он может составлять до 20%). В различные виды такой стали могут также добавляться в качестве легирующих элементов титан, никель, молибден и др. Эти добавки, кроме антикоррозионных свойств, наделяют нержавейку и рядом других необходимых физико-механических характеристик.
Нержавеющая сталь, кроме исключительных антикоррозионных свойств, обладает поверхностью привлекательного внешнего вида. Именно поэтому ее часто даже не покрывают краской. Отсюда возникают дополнительные требования к качеству сварного шва: он должен быть не только надежным, но и аккуратным.
Выполнять сварочные работы с нержавейкой и получать соединения, удовлетворяющие самым строгим требованиям, может только специалист, обладающий не только необходимыми знаниями технологии, но и достаточным опытом работы в данной области. Это значит, что для обучения приемам сварки нержавеющей стали в среде аргона недостаточно просто посмотреть видео такого процесса – необходимо еще получить практические уроки.
В чем заключаются сложности сварки нержавеющей стали
Сложность сварки нержавейки объясняется свойствами данного металла, которые ему придают легирующие добавки. По сравнению с низкоуглеродистой сталью, нержавейка имеет более низкую теплопроводность (в два раза ниже), что является негативным фактором для сварочных работ. Высокая температура из-за низкой теплопроводности металла будет концентрироваться в месте выполнения соединения и недостаточно активно отводиться от него. Это может стать причиной перегрева области соединения и даже прожога металла. Именно поэтому технология сварки нержавейки предусматривает снижение сварочного тока: его значение выбирается на 20% ниже, чем при сварке обычных сталей.

Дисплей сварочного полуавтомата с цифровой индикацией рабочего тока и напряжения
Еще одной характеристикой нержавеющей стали, которую обязательно следует учитывать при сварке, является повышенный коэффициент линейного расширения и, как следствие, значительная линейная усадка. Именно это свойство нержавейки приводит к тому, что детали из нее при выполнении сварочных работ подвергаются значительным деформациям, нередко приводящим к появлению трещин на их поверхности. Учитывая это, между соединяемыми заготовками следует оставлять больший зазор, который будет компенсировать деформационные процессы.
Нержавейка отличается повышенным электрическим сопротивлением, что очень негативно сказывается на сварке, если она выполняется электродом из высоколегированной стали. Такой электрод, который также имеет большое электрическое сопротивление, начинает сильно нагреваться. Это приводит к ухудшению качества формируемого сварного шва. Если вы соберетесь варить нержавейку такими электродами, следует использовать изделия минимальной длины.

Трещина сварного шва – самый опасный дефект, приводящий к разрушению конструкции
Если при сварке нержавейки не соблюдать правильный термический режим, этот сплав может утратить свои антикоррозионные свойства.
Объясняется это следующим. При значительном нагреве (свыше 500 градусов) на границах кристаллических зерен металла начинают образовываться карбид хрома и железа. Так появляются очаги возникновения и дальнейшего распространения коррозии. Чтобы избежать этого негативного явления, которое носит название межкристаллитной коррозии, необходимо очень быстро охлаждать детали из нержавейки сразу после окончания сварочных работ. Однако указанный метод эффективен лишь в том случае, если вы варите нержавеющую сталь хромоникелевой группы.
Как подготовить детали из нержавейки к сварке
Для того чтобы в результате аргонодуговой сварки изделий из нержавейки получить качественное и надежное соединение, необходимо правильно подготовить их поверхности. Такая обработка не сильно отличается от подготовки к сварке в среде аргона деталей из других металлов и заключается в следующем.

Труба из нержавейки, подготовленная к сварке с помощью шлифовальной насадки
- Кромки соединяемых заготовок необходимо зачистить до металлического блеска, для чего используется металлическая щетка или шлифовальная машинка.
- После зачистки кромки деталей обезжириваются при помощи ацетона или авиационного бензина, что необходимо сделать для обеспечения устойчивости дуги и повышения качества сварного шва.
- При подготовке соединяемых заготовок к сварке следует предусмотреть в них увеличенный зазор, который будет компенсировать деформационные процессы.
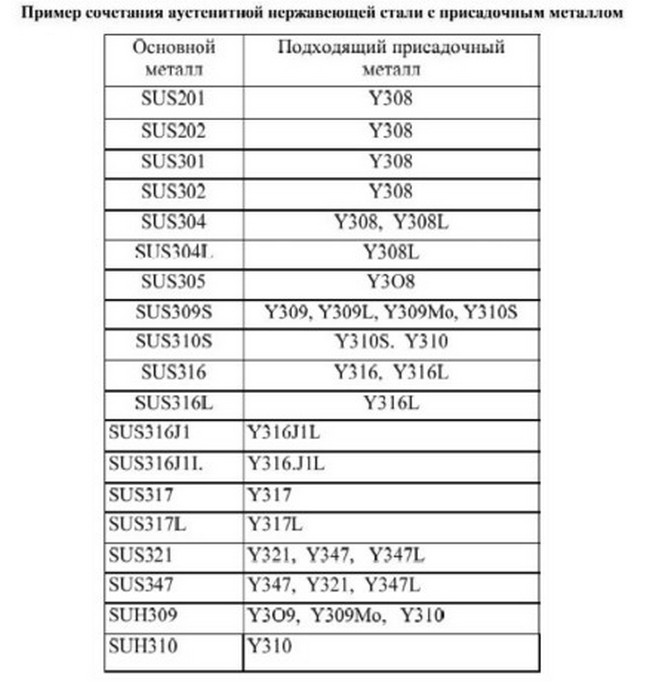
Очень важно при подготовке изделий из нержавейки к сварке, выполняемой в среде аргона, правильно подобрать присадочный материал.
Кроме диаметра присадочной проволоки, надо обращать внимание и на ее состав. Степень легирования такой проволоки должна превышать соответствующий показатель у металла, из которого изготовлены соединяемые заготовки.

Марки сварочной проволоки для нержавейки
Аргоновая сварка нержавейки при помощи электрода из вольфрама
Сварка нержавейки в защитной среде аргона используется преимущественно в тех случаях, когда соединить необходимо детали небольшой толщины. Данная технология позволяет получать качественные и надежные соединения с красивыми и аккуратными сварными швами.
В защитной среде аргона чаще всего выполняется сварка нержавеющих труб, используемых для транспортировки различных жидких и газообразных сред. Качество сварных швов, получаемых при использовании данной технологии, позволяет применять ее для соединения деталей трубопроводов, эксплуатируемых под высоким давлением.

Выполненное электросваркой в среде аргона соединение труб из нержавеющей стали
Аргонодуговая сварка, выполняемая неплавящимся вольфрамовым электродом, может производиться на переменном или постоянном токе прямой полярности. Основным рабочим органом при выполнении такой сварки является горелка, в которой закреплен электрод и из сопла которой подается струя аргона. Сварной шов формируется за счет присадочной проволоки, подаваемой вручную в зону горения сварочной дуги. Все движения, совершаемые горелкой, также выполняются вручную.
В отличие от обычной электродуговой технологии, при сварке, выполняемой в среде аргона, электродом и присадочной проволокой не совершают поперечных движений – их перемещают только вдоль оси формируемого шва.
Делается это для того, чтобы не вывести сварочную ванну из зоны действия аргоновой защиты (это негативно скажется на качестве соединения). Необходимо также позаботиться и о защите от окружающего воздуха обратной стороны шва, которая также обдувается аргоном. Конечно, расход газа от этого увеличивается, но качество всех участков сварного шва будет высоким.

Положение горелки при сварке ТИГ
Чтобы не загрязнить поверхности соединяемых заготовок и не оплавить конец вольфрамового электрода, им нельзя прикасаться к основному металлу даже в процессе розжига дуги. Именно поэтому технология сварки в среде аргона с применением вольфрамового электрода предполагает использование для розжига дуги специальной пластины, изготовленной из графита или угля. Только после зажигания на такой пластине сварочную дугу аккуратно переводят на нержавейку. Хорошо демонстрирует этот процесс, выполнению которого обязательно следует научиться начинающему специалисту, обучающее видео.
Чтобы исключить окисление нагретого электрода и только что сформированного шва, подачу аргона следует отключать не сразу после окончания сварки, а через 10–15 секунд. На расходе газа это скажется незначительно, но этим вы увеличите срок службы электрода и улучшите качество сварного шва.
Сварка с помощью полуавтомата
Сварка полуавтоматом, производимая в среде аргона, позволяет значительно увеличить производительность работ. Такую технологию можно использовать для соединения деталей из нержавейки даже значительной толщины. Наряду с высокой производительностью, технология сварки полуавтоматом в среде аргона позволяет получать соединения, отличающиеся высоким качеством, надежностью, привлекательным внешним видом.

Режим сварки фланца с трубой: горелка на 11 часов, направление вращения по стрелке
Существует несколько нюансов сварки нержавейки полуавтоматом, которые обязательно следует учитывать в работе. Сварочная проволока для повышения качества формируемого соединения должна обязательно содержать в своем составе никель. Если необходимо варить детали большой толщины, то в состав защитного газа, кроме аргона, добавляют углекислый газ, который обеспечивает лучшую смачиваемость краев шва.
Сварка нержавейки полуавтоматом в защитной среде аргона может выполняться по нескольким технологиям – с использованием:
- короткой дуги;
- струйного переноса;
- импульсного режима.
Наиболее контролируемой является технология с использованием импульсного режима. В данном случае сварочная проволока подается в зону действия дуги короткими импульсами. Это позволяет минимизировать разбрызгивание расплавленного металла, уменьшить зону термического воздействия на основной металл, снизить расход дорогостоящей сварочной проволоки. Обработка готового шва и прилегающей к нему поверхности при использовании данной технологии занимает минимальное количество времени, так как брызги металла на них практически отсутствуют.
При помощи струйного переноса можно варить детали большой толщины, а короткая дуга больше подходит для соединения тонких изделий. Лучше познакомиться с особенностями перечисленных технологий позволяют видео.
Аргоновая сварка нержавейки
Нержавеющая сталь называется так потому, что она под действием различных факторов не покрывается коррозией. То есть, срок ее эксплуатации практически вечен. Поэтому изделия из нее так востребованы в промышленности и быту. Находящая в нем легированная добавка в виде хрома (12%) делает такой металл не только нержавеющим, но и хорошо поддающемся обработке и сварке. Практически все сварочные технологии можно использовать для соединения нержавеющих заготовок. Но когда разговор заходит о стыковке тонких деталей, то сварка нержавейки аргоном – оптимальное решение данной проблемы.

Есть у нержавейки определенные свойства, которые негативно влияют на конечный результат сварочного процесса.
- Низкая ее теплопроводность, что при высокой силе сварочного тока приводит к прожигу металла на участке сварки. Решить данную проблему можно просто – снизить ток.
- Большой усадочный процент при остывании нагретого металла. Поэтому очень важно правильно выставить зазор между свариваемыми деталями.
- При высоких и долгих температурах хром начинает испаряться, при этом сама сталь теряет антикоррозийные свойства. Поэтому приваренные заготовки надо быстро охлаждать.
Оборудование и расходные материалы
Что касается оборудования, то для ручной сварки тонкой нержавейки аргоном ( TIG ) подойдет стандартный набор с инвертором, осциллятором и баллоном с аргоном. Конечно, нужна будет горелка и комплект проводов и шлангов.
К расходным материалам относится присадочная проволока и сам газ аргон. Необходимо отметить, что присадка должна быть одного состава, что и свариваемый материал. Так как чаще всего для изготовления различных изделий используется нержавейка марки 304, то для сварки лучше всего использовать присадочный пруток марки Y 308. Что касается аргона, то он не является единственным защитным газом, который используется в сварочной технологии данного типа. Но он является основным, именно поэтому сам процесс называется аргонодуговой сваркой.
Немаловажным показателем в плане себестоимости проводимых сварочных работ является расход аргона. Все будет зависеть от того, какой металл технологией ТИГ сваривается. К примеру, для соединения алюминия расходуется до 20 литров газа в минуту, для стыковки титана – до 50 литров, для сварки нержавейки всего лишь 8 литров. При этом можно уменьшить объем расходуемого газа, если на горелку установить так называемую газовую линзу, в состав которой входит сеточка. Кстати, это приспособление также улучшает защиту сварочной ванны.
К каждому соплу горелки подходит свой размер линзы, который варьируется от 4 по 10 номера. При этом чем больше номер линзы, тем лучше защитные ее качества. Но небольшие линзы позволяют проводить сварку аргоном в труднодоступных местах. Также необходимо отметить, что установка на горелку газовой линзы позволяет выдвигать неплавящийся вольфрамовый электрод на 10 мм дальше. Что касается вольфрамовых электродов, то аргоновая сварка нержавейки может проводиться универсальным их видом. Диаметр неплавящегося стержня выбирается в зависимости от толщины свариваемых нержавеющих заготовок.
- Толщина деталей из нержавейки – до 1,6 мм. Используется вольфрамовый стержень диаметром 1 мм и сила сварного тока 50 ампер.
- Толщина большего значения требует силы тока больше 50 ампер и вольфрамового электрода диаметром 1,6 мм.
TIG сварка нержавейки
Ручная аргонная сварка начинается, как и все сварочные процессы, с подготовки заготовок. Необходимо зачистить соединяемые торцы до металлического блеска, чтобы не осталось грязи, налетов других материалов (к примеру, краски), а также надо провести обезжиривание примыкающих плоскостей. Если свариваются заготовки из нержавейки толщиною более 4 мм, то необходимо сформировать кромки. Тонкостенные детали варятся без кромок.
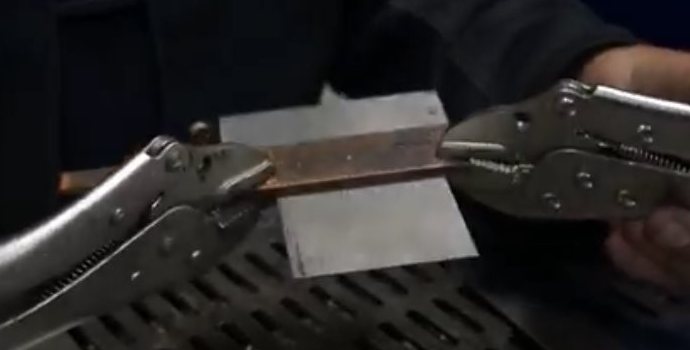
Кстати, при сварке тонкой нержавейки надо устанавливать под нее медную пластину, с помощью которой будет отводиться тепло. Но этот кусок меди будет выполнять и другие функции: удерживать с обратной стороны расплавленный от присадочной проволоки металл, и жестко будет фиксировать две соединяемые заготовки. В том случае если обе детали точно подогнаны друг под друга и хорошо зафиксированы, то сварку можно проводить и без присадочного прутка. Это касается в основном заготовок с максимальной толщиной до 1 мм. При этом рекомендуется сварку проводить током 35-37 ампер, заварку кратера в течение 3 секунд, а подачу газа после окончания сварочного процесса 4 секунды.
Технология сварки
Технология сварки нержавеющей стали производится точно так же, как и обычной. Но есть и некоторые нюансы.
- Перемещение неплавящегося электрода и присадочной проволоки производится только вдоль сварного шва. Никаких поперечных отклонений. Нельзя допустить, чтобы присадка вышла из защитной зоны аргона.
- Чтобы увеличить качество сваренного участка, рекомендуется обдувать аргоном стыкуемые заготовки и с обратной стороны. Это, конечно, увеличит расход защитного газа.
- Нельзя прикасаться вольфрамовым электродом к поверхности свариваемых заготовок из нержавеющей стали, даже при розжиге дуги. Иногда розжиг производят на графитовой или угольной пластине с последующим переносом на основной металл, как показано на обучающем видео. Или можно воспользоваться бесконтактным методом, используя для этого осциллятор.
Как и при всех видах сварки аргоном, необходимо после окончания сварочного процесса подачу газа сразу не прекращать. Таким образом, остынет сам вольфрамовый электрод, он не будет окисляться, а также начнет быстрее остывать сварочный шов. Период времени отключения газа равен 10-15 секундам после окончания сварочного процесса.
Сварка труб из нержавеющей стали
Трубы из нержавейки сегодня все чаще используются в быту, хотя в промышленности они используются в больших объемах и во многих областях. Их стыковка, особенно тонкостенных трубопроводов, производится при помощи аргонодуговой сварки. Технология соединения практически точно такая же, как и сваривание листовых или объемных заготовок. То есть, подготовительный процесс производится идентично, режимы выставляются такие же, но есть и один небольшой нюанс.
Необходимо, чтобы сварочный шов в процессе соединения обдувался с двух сторон аргоном. Понятно, что с внешней стороны это сделать не проблема. А как это сделать изнутри трубы. Все достаточно просто.
- Отверстие одной трубы закрывается пробкой, сделанной из ткани, бумаги или любого другого материала.
- Стык двух труб по периметру закрывается клеящей пленкой: скотчем или изолентой.
- В открытое отверстие второй трубы подается из горелки аргон под небольшим давлением, чтобы не выбило пробку.
- Как только трубы заполняться газом, отверстие, через которое он подавался, также закрывается пробкой.
- Теперь снимается скотч или изолента со стыка и производится сварка двух труб из нержавеющей стали.
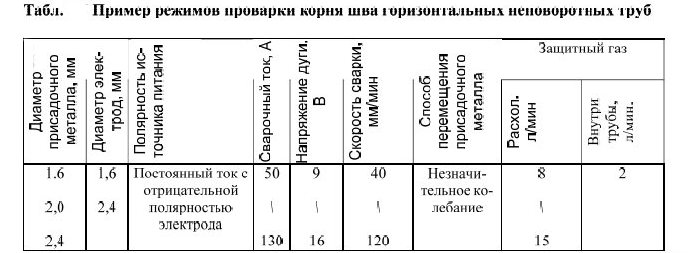
И в конце таблица, в которой показано соотношение режима сварки нержавейки аргоном, его параметров и размеров расходных материалов.
| Толщина соединяемых заготовок, мм | Вид тока | Сила тока, А | Диаметр вольфрамового электрода, мм | Диаметр присадочной проволоки, мм | Скорость сварочного процесса, см/мин |
| 1 | Постоянный – полярность прямая | 30-60 | 1 | 2 | 12-28 |
| 1 | Переменный | 35-75 | 1 | 2 | 15-33 |
| 1,5 | Постоянный – полярность прямая | 40-75 | 1,6 | 2 | 9-19 |
| 1,5 | Переменный | 45-85 | 1,6 | 2 | 14-22 |
| 4 | Постоянный – полярность прямая | 85-130 | 2,5 | 4 |
Обязательно ознакомьтесь с обучающим видео, расположенным на этой странице сайта. Оно поможет разобраться во всех тонкостях сварочного ручного процесса в защитном аргоном газе. Как показывает практика, эта технология является лучшей, когда стоит задача сварить тонкостенные детали из нержавеющей стали.
Уроки сварки: Как настроить аргонодуговой аппарат для TIG-сварки?
Для наглядности используем конкретные модели и заготовки. Сваривать будем нержавеющую сталь, а в качестве tig-аппарата выступит надежный и простой в управлении аппарат FUBAG INTIG 200 DC Pulse. Помимо основных функций оборудование обладает функцией импульсной сварки.
Что касается расходных материалов, то в приведенном примере используется баллон с аргоном, электроды WL 20 (для постоянного тока) и присадочный пруток.
Подготовка аргонодугового аппарата к работе

Все комплектующие под рукой. Собираем все воедино:
Устанавливаем редуктор на баллон с газом
Подключаем газовый шланг к редуктору
Подключаем байонетный разъем горелки к минусовому разъему
Подключаем кабель управления к пяти-пиновому разъему на лицевой панели
Последним подключаем кабель массы к плюсовому разъему
Аппарат практически готов к работе, теперь переходим к сборке tig горелки:
1. Первым устанавливаем цангодержатель

2. Аккуратно вставляем в него цангу

3. Прикручиваем хвостовик (не до конца)

4. Устанавливаем керамическое сопло

5. Вставляем вольфрамовый электрод

6. Настраиваем вылет электрода
7. Хорошенько затягиваем хвостовик.

Как только все выполнено, выставляем расход газа в зависимости от места проведения и диаметра сопла. Для сопла с диаметром 10 мм вполне подойдет расход газа равный 10 л/мин.
Внимание! Помимо самого аппарата и горелки, подготовка требуется и заготовкам. Очистив их от ржавчины, оксидной пленки и других загрязнений, вы позаботитесь о качестве сварки. Для обезжиривания можно воспользоваться ацетоном, уайт-спирпитом или другим растворителем. Присадочный пруток также зачищается наждачкой и обезжиривается.
Настройка tig аппарата от А до Я

Практически все металлы свариваются на прямой полярности (на электроде минус). Исключением является лишь сварка алюминия и его сплавов. Ярким примером сплава может могут стать медные сплавы со значительным содержанием алюминия. Для них обязательным является использование переменного тока.
На панели управления выставляем метод сварки – TIG.
Устанавливаем предпродувку газа на 0,5 сек.
Настраиваем ток поджига – 25% от рабочего тока (А).
Фиксируем время нарастания до рабочего тока – 0,2-1,0 сек.
Устанавливаем ток сварки (А) (см. Таблицу ниже)
Выставляем время до тока заварки кратера (спада в секундах)
Выбираем значение тока заварки кратера в амперах
Последним параметром станет время продувки газа после сварки (сек)
Параметры, которые относятся к заварке кратера, подбираются в зависимости от толщины металла.
В данной таблице даны общие рекомендации по подбору сварочного тока для наиболее используемых металлов и толщин. Это поможет вам сориентироваться при подготовке к началу работы.
Таблица. Настройка аргонодугового аппарата в зависимости от вида металла и толщины
Вид металла
Толщина металла, мм
Почему следить за силой тока важнее, чем за остальными параметрами? Во время TIG сварки можно прожечь заготовку, выставив слишком сильный ток. Низкое значение не позволит расплавить металл, что сведет все попытки сварить деталь на нет.
Правильный запуск и сварка TIG-горелкой
Параметры выставлены и пора начинать. У владельцев данной модели сварочного аппарата есть целых два варианта:
Использовать контактный поджиг
Прибегнуть к функции высокочастотного поджига
Последний предотвратит прожиг металла в случае неправильно выставленных параметров во время настройки аппарата аргонодуговой сварки. Он убережет металл от вольфрамовых включений и позволит самостоятельно контролировать расстояние до детали с момента начала работы.

И теперь самое главное – как же правильно вести горелку? Большинство опытных сварщиков проводят сварку справа налево. Во время процесса без присадочного материала электрод стоит расположить практически перпендикулярно свариваемой поверхности. Если присадочный материал присутствует, то достаточно удерживать небольшой угол (15-20 градусов).

Внимание! Чтобы металл шва не окислялся, надо следить, чтобы конец присадочного прутка постоянно находился в зоне защитного газа.
Процесс сварки завершается заваркой кратера. Заварка кратера — финальный участок сварочного шва длиной, высота которого уменьшается до нуля. С точки зрения качества сварного соединения, необходимо исключить образования кратера в финальной части шва. Для этого в аппарате предусматривается режим плавного уменьшения тока.

Для наглядности всего вышеописанного специалисты подготовили специальный видеоролик:
Toyota MR2 i-VTEC › Бортжурнал › TIG. Учимся варить аргоном.

Всем привет и с наступившими!
Давно хотел научиться варить аргонно — дуговой сваркой или с английского TIG (tungsten inert gas). В отличии от других видов сварки (MMA — обычный электрод и MIG — полуавтомат), TIG сварка производится не плавящимся вольфрамовым электродом, что отдаленно напоминает работу паяльником. Так же TIG сваркой можно варить практически все типы цветных металлов, включая наиболее распространенный — алюминий в режиме переменного тока, что не возможно другими видами сварки. В отличии от обычной сварки, TIG сваркой можно варить в закрытом помещении, она более пожаробезопасна, не брызжет и не выделяет дыма (только нужна система вытяжки, что бы не дышать газом).
В общем сделал себе на новый год подарок, и собрал самый бюджетный набор начинающего TIG Сварщика.
Перед этим естественно почитал немного литературы про TIG сварку и посмотрел некоторые ролики на youtube где все достаточно подробно разжевано.
Для начала был приобретен обычный инвертор с функцией поджига дуги при TIG сварке.

Сам инвертор немецкий и вроде как даже немецкой сборки. Мне он достался новый на акции за 9 800 р.
Т.к. аппарат бюджетный, то он варит только в режиме прямого тока DC (Direct Current), т.е. нет возможности варить алюминий. Алюминий варится в режиме переменного тока AC (Alternating Current). Так что если нужно варить алюминий, аппарат должен работать в режиме DCAC.
Так как я начинающий сварщик, и бюджет мой был ограничен, то было решено в качестве первого знакомства с TIG сваркой взять самый бюджетный вариант и научится варить нержавейку. Тем более у меня стоит первоочередная задача переварить часть выхлопа и сделать 4-е крепление подушки двигателя. Аппарат имеет максимальный ток в 160 А, чего в принципе достаточно что бы варить металл толщиной до 4 мм.
Аппарат работает от розетки 220V, по размерам очень компактный, для него есть даже пластиковый чехол как для дрели=).
Итак аппарат куплен. Далее к нему отдельно были куплены: горелка — 2 950 р, баллон с заправленным аргоном на 10л — 3 900 р, редуктор на баллон для регулировки давления газа — 2 350 р. (не посмотрел и взял с функцией подогрева, ну да ладно), перчатки — 300 р., фитинги — быстросъём для газового шланга. Шлем для сварки у меня уже был, рекомендую брать сразу хамелеон. Итого набор начинающего TIG сварщика мне вышел в районе ± 20 т.р.
Если рассматривать сразу аппараты, с возможность варить алюминий, то это еще где то + 20 т.р.
Горелка обычная с ручным вентилем (про-во Италия). В комплекте сопла 5 и 6, два электрода 1,6 мм и 2,4 мм и цанги к ним. Электроды — имеют серую цветовую маркировку — универсальные. Есть так же целая цветовая палитра электродов под разные задачи (об этом чуть позже). Горелка имеет отдельно шланг под газ и подключается напрямую к редуктору баллона (на более дорогих аппаратах горелка вместе с шлангом для газа подключается к сварочному аппарату). Шланг просто одевается на фитинг редуктора. Отдельно замутил фитинги и сделал быстросъём как на пневмо инструменте.

Редуктор желательно брать с колбой с шариком.

При подключении фитингов и редуктора к балону используйте фум ленту для 100% герметичности. Сам газ — аргон продается в балонах 40, 10, и 5 литров. Я по не знанке купил в интернет магазине новый балон на 10л, и думал что он уже заправлен =), а он был конечно же пустой. Найти контору куда можно просто приехать и заправить балон не удалось, аргон везде продают на обмен (привез пустой, забрал другой полный и заплатил только за газ). Обычно на обмен новые балоны редкость, я нашел чуть чуть БУ =).


Перед установкой электрода в горелку, его необходимо предварительно заточить. Для этого пришлось еще купить бюджетный точильный станок, но он мне был уже давно нужен. Электроды затачиваются продольно самому электроду — это важно, т.е. полоски от заточки должны идти продольно а не поперек. Длинна заточки — 2 — 2,5 диаметра самого электрода, но я не сильно парился и точил на глаз.

Вылет электрода от сопла зависит от размера сопла, чем шире сопло, тем больше может вылет но и больше нужно расходовать газа. Основная задача — обеспечить работу сварки в среде газа.
Отдельно заказал себе на ebay и aliexpress наборы газовых линз с соплами и отдельно большую газовую линзу для обеспечения цветных швов, а так же золотые и синие наборы электродов на 1,6 мм и 2,4 мм (пока жду посылку).

Отдельно купил бу канальный вентилятор и замутил вытяжку над рабочим столом.

И так, все готово. Можно начинать делать первые шаги в TIG сварке. Для новичком рекомендуют начинать тренироваться на обычном прямом листе стали, что бы для начала почувствовать горелку в руке, научиться держать электрод над сварочной ванной на нужном расстоянии и вести горелку под правильным углом. У меня валялось два кусочка трубы — нержавейки 1,5 мм, поэтому решил не париться и начать с них.
Выставил аппарат на 35 Ампер, режим TIG. Поджиг дуги осуществляет очень просто — касаешся кончиком электрода об металл и чуть его поднимаешь, дуга образуется мгновенно. Никаких чириканий и прочей херни делать не нужно, кайф))).


Не айс конечно :). Начинать с трубы была не самая лучшая идея, тк нужно вести дугу постоянно меняя угол, что бы обеспечить правильный угол горелки (по мне где-то 60 гр.). Так же нужно выставить правильную силу тока. Т.к. пока опыта нет, и соответственно горелку быстро двигать не получается при этом обеспечивая нужную сварочную ванну, то ток выставлял не высокий. Со временем начинаешь контролировать сварочную ванную и это прям отдельный кайф ))).
Вторая попытка.

С верху что то вырисовывается, а вот изнутри провара нет. Значит нужно добавить тока. Чуть добавил и провар появился.

Если вы начинаете варить и у вас пошли искры как на MMA сварке значит забыли включить газ)))
Вот так это выглядит, буквально за 2 секунды.

А вот так электрод. Еще пару секунд и сопло бы поплавилось.

Мокнуть электроду в сварочную ванну для начинающих дело пустяковое, у меня за пару часов тренировки пару разков получилось. После этого 100% нужно перетачивать электрод, да и по виду все понятно.
Где то читал, что если правильно варить то на кончике электрода образуется маленький круглый шарик. У меня один раз так было. Если не затачивать электрод, то все сразу видно по дуге. Дуга становится не тонкая, а широкая и не сконцентрированная на одном участке, дуга постоянно гуляет по разным точкам металла.
Далее решил потренироваться на обычной пластине металла. После трубы конечно все намного проще. У меня была пару кусочков от крепления, в итоге получились интересные цветные швы. Видимо такой металл.

Слишком мало тока, нет провара.

Поднял ток до 50А,
С третьей попытки получилось даже красиво).


Далее решил вернуться к трубе. Отрезал как попало с большим зазором два кучка трубы нержавейки. В итоге получил такую картинку.

Для начала подумал много тока. Но примерно тоже самое получилось убавив ток с 50 до 35 Ампер. Значит дело не в токе. Просто имея зазор, металл начинал плавиться по зазору. Для этого нужно использовать присадочный пруток. У меня завалялся пруток нержа на 1,6 мм. Остался от ребят которые варили мне выхлоп.
Первые разы сварки с прутком конечно не удобные, пруток в левой руке кажется инородным и не привычно держать. Потом постепенно рука немного начала привыкать и удалось заварить дырку, но шовчик получился жирненьким)))

Жаль конечно что максимально можно 20 фото выложить(, так бы чуть по более накидал.
В завершении скажу, что затея со сваркой мне понравилась и в принципе процесс интересный. Нужно конечно набивать руку и пробовать разные варианты соединений металла. Возможно в будущем поснимаю сам процесс.
В общем продолжение следует однозначно).
Технология сварки нержавеющей стали аргоном
Чтобы при нагревании во время соединения конструкций свойства металла не ухудшились, применяется сварка нержавейки аргоном.

Широкое применение нержавеющих сталей объясняется их хорошей устойчивостью к коррозии, достигнутой специальным легированием. Чтобы при нагревании во время соединения конструкций свойства металла не ухудшились, применяется сварка нержавейки аргоном. Рассмотрим тонкости такой технологии, ее преимущества и недостатки, а также оборудование и материалы для этого процесса.
Особенности нержавейки при сварке
В состав нержавеющих сталей входит до 20% хрома, кроме него добавляют никель, марганец, молибден и другие компоненты, которые придают им хорошие эксплуатационные качества. Сложность выполнения соединения нержавейки с использованием аргона связана с ее особыми свойствами:
- В отличие
 от низкоуглеродистых сталей, теплопроводность нержавейки почти в 2 раза меньше. Это плохо отражается на сварочных работах, т. к. нагрев металла до высоких температур будет сконцентрирован только в рабочей зоне, а отток тепла в другие области происходит медленно. Поэтому в зоне соединения металл может перегреться, последствием чего будет его прожог.
от низкоуглеродистых сталей, теплопроводность нержавейки почти в 2 раза меньше. Это плохо отражается на сварочных работах, т. к. нагрев металла до высоких температур будет сконцентрирован только в рабочей зоне, а отток тепла в другие области происходит медленно. Поэтому в зоне соединения металл может перегреться, последствием чего будет его прожог.
Поэтому важно: При проведении аргонодуговой сварки нержавейки необходимо уменьшать величину сварочного тока на 20% по сравнению с током при сварке других сталей.
- Другой особенностью нержавеющей стали является высокий коэффициент линейного расширения. Он дает большую усадку при нагреве. Поэтому при выполнении работ соединяемые детали могут деформироваться и появляются трещины. Чтобы избежать таких последствий, нужно соблюдать правило:
Зазор при соединении частей сваркой должен быть достаточно большим, чтобы обеспечить предотвращение деформации и последующее растрескивание.
- Эти стали обладают высоким сопротивлением при пропускании через них тока. Поэтому, при использовании электрода также с большим сопротивлением он будет сильно греться, а это создает проблемы при работе.
Электроды с большим сопротивлением лучше использовать для сварки небольших соединений нержавейки, чтобы они не успели перегреться. При большой длине шва лучше выбирать электроды длиной около 35 см.
Особенности нержавеющей стали требуют при проведении сварочных работ соблюдения правильного температурного режима, чтобы она не потеряла антикоррозионных свойств. Объясняется это тем, что при нагреве нержавейки до температур выше 500 о С во время проведения работ структура сплава меняется с образованием на границе зерен карбидов (в основном железа и хрома), это приводит к коррозии металла. Чтобы предотвратить этот процесс, технология сварки нержавейки предполагает защиту металла аргоном. Для хромо-никелевых сплавов применяют также быстрое охлаждение зоны шва.
Правила и этапы проведения сварочных работ
Сварочные работы проводят ручным способом с использованием электрода из вольфрама, который не плавится, или с помощью полуавтоматического аппарата. Рассмотрим, как варить аргоном детали из нержавейки при каждом способе.
Ручная сварка неплавящимся электродом из вольфрама
- Работы выполняются неплавящимся вольфрамовым электродом с использованием как переменного, так и постоянного тока.
- Основным инструментом при ее проведении служит горелка с закрепленным в ней электродом и подаваемым из сопла горелки аргоном.
- Соединение деталей осуществляется присадочной проволокой путем ее сплавления после ручной подачи в рабочую зону.
- Подавать проволоку следует под углом в 15-30 градусов к поверхности свариваемого металла, а горелку держать перпендикулярно проволоке.
- Горелку двигают вручную вдоль направления сварного шва, не допуская движений в стороны. Это обеспечивает получение красивого ровного шва.
- Для защиты шва с внутренней стороны ее также обдувают струей аргона.
- Во время работы нельзя допускать касания электрода поверхности металла даже при розжиге дуги, чтобы не допустить оплавление электродного конца и не загрязнить зачищенную область сварки. Поэтому для получения дуги применяют графитовые или угольные плиты. После получения дуги на плите, ее осторожно направляют в зону сварки.
- После выполнения сварочных работ сразу прекращать обдув аргоном не следует, чтобы не спровоцировать окисление полученного шва и электродного конца, это нужно сделать, подождав секунд десять.
Важно: Качество сварного соединения деталей из нержавейки в аргоне во многом зависит от правильно выбранной присадочной проволоки. Легирующие добавки в ее составе должны превышать их содержание в соединяемом металле.
Сварка с помощью полуавтомата
Специфика работ полуавтоматом состоит в следующем:
- для соединения металлических конструкций должна использоваться проволока, содержащая никель;
- при работе с деталями, имеющими большую толщину, кроме аргона для защиты сплава добавляется углекислый газ, чтобы снизить нагрев кромок шва, т. к. он смягчает процесс сварки за счет их смачиваемости;
- применяются три технологии сварки: короткой дугой, струйным переносом, с помощью импульса, когда проволока для сварки подается путем коротких импульсов.
В режиме подачи проволоки импульсами происходит минимальное разбрызгивание образованного жидкого сплава, что уменьшает зону сварного шва и достигается большая экономия проволоки.
Струйным переносом удобней варить изделия, имеющие значительную толщину. Короткая дуга лучше подходит для сварки деталей, имеющих тонкую стенку.
Какое оборудование необходимо
- Сварочный инвертор — его марка выбирается в зависимости от характеристик свариваемых изделий и объема работ. Лучше выбирать прибор, работающий на выпрямленном токе.
- Осциллятор — для получения дуги при выполнении работ с использованием неплавящегося вольфрамового электрода.
- Горелка с токопроводящим узлом, включающая неплавящийся электрод и форсунку для подачи газа.
- Баллон с аргоном или его смесью с другим инертным газом, находящимся под большим давлением.
- Неплавящиеся электроды. Для коррозионно-стойких сталей сегодня есть огромный ассортимент этих изделий. Выбирать стоит, ориентируясь на сплавляемые материалы и характеристики шва.
- Присадочная проволока, выбор которой целиком зависит от марки свариваемых сплавов;
- Защитная маска, роба, рукавицы, а также металлическая щетка и обезжиривающая жидкость.
Плюсы и минусы такого способа
- При защите свариваемого шва аргоном исключается действие на расплав воздуха, негативно влияющего на горячий металл. Это дает возможность получить прочный ровный шов с равномерным проплавом по глубине.
- Металл, обладающий низкой теплопроводностью, нагревается мало. Исключение составляет только небольшая область шва. Кроме трудностей при выполнении сварки (боязнь прожога), это является и положительным фактором, т. к. дает возможность соединять детали, имеющие сложную конструкцию, без изменения их формы.
- Сварочная работа проводится быстро, благодаря высокой температуре дуги.
Не обходится эта технология и без недостатков. К ним относится:
Необходимость в достаточно сложном оборудовании, которое требует точности настройки, а также определенные навыки и знание тонкостей процесса.
Как варить нержавейку аргоном
Опытные сварщики советуют:
- Обеспечивать минимальную дугу при работе, а неплавкий электрод располагать максимально близко к свариваемому металлу не касаясь его. Большая дуга не позволяет проплавлять деталь на всю глубину шва и повышает его ширину, ухудшая качество соединения.
- Для предотвращения окисления не нужно допускать резкую подачу проволоки при ручной сварке. Она должна быть постоянно в защитной зоне аргона.
- Качество проплавления шва можно определить визуально по форме наплывов проволочной ванны. Если они удлинены в направлении сварного шва, то качество проплавления хорошее, если они круглые или овальные, проплав не достаточно глубокий.
- Конец шва нужно заваривать, уменьшая силу тока. При резком обрывании дуги и отводе горелки с аргоном защита расплавленного металла снижается, а это влияет на качество шва.
Если у Вас есть опыт работы по сварке изделий из нержавейки в аргоне, то Вы можете поделиться им в комментариях к этой статье.
Как варить нержавеющую сталь аргоном
Как происходит сварка нержавейки аргоном? Весь процесс технологии будет освещен в этой публикации!
Нержавейка принадлежит к высоколегированным сталям, устойчивым к ржавчине. По химическому составу бывает на основе хрома и хрома-никеля, а по металлическому составу делится на дисперсионно-твердеющую, аустенитную, мартенситную, аустенитно-ферритную и ферритную.
Любая сталь из перечисленных, содержит в составе хрома не менее 12%, что положительно влияет на прочность и перерабатываемость.
Благодаря прекрасным свойствам, нержавейка широко применяется в быту и промышленности. Поэтому владея навыком сварки такого металла, вы избавите себя от многих домашних неурядиц.
Материал имеет ряд нюансов, которые следует знать:
- низкая теплопроводность повышает риск прожечь тонкий металл насквозь (лечится уменьшением силы тока);
- большая усадка порождает образование трещин (необходим правильный зазор между заготовками);
- потеря антикоррозийных свойств в месте сварки нержавеющей стали (требуется быстрое охлаждение).
Оборудование
Чтобы сварить нержавеющую сталь, необходим источник тока с настройками: бесконтактного поджига и заварки кратера.
Присадочный пруток должен быть одного состава с свариваемым материалом, чтобы обеспечить шов прочностью и коррозийной стойкостью. Например, широко распространенная нержавейка — это 304, значит проволока должна быть Y308. Более наглядно в таблице:
Для уменьшения расхода газа и лучшей защиты сварочной ванны используйте в горелке — газовую линзу с сеточкой. Для линзы выпускаются сопла с разными диаметрами. Чем больше размер, тем лучше защита.
Для наших целей подойдет №5. Такой диаметр позволяет подбираться к труднодоступным местам.

Благодаря газовой линзе, можно выдвигать электрод до 10 мм.
Вольфрамовые электроды, при сварке нержавейки аргоном можно использовать универсальные. Диаметр зависит от толщины металла. Например, электрод диаметром 1 мм (выдерживает ток до 50 А), применяется для толщины заготовок 0,7-1,6 мм.

При токе свыше 50 А, рекомендуется устанавливать электроды от 1,6 мм.
Подготовка материала
Как вы обрабатываете низкоуглеродистую сталь, так же и кромки нержавейки очищаются и подгоняются перед сварочными работами. Очищаете стальной щеткой материал до блеска и обезжириваете любым растворителем.
Учтите нюанс — для усадки шва, сварочный стык делайте с небольшим зазором.
Знайте, не всё блестящее относится к нержавеющей стали. Проверить металл можно с помощью магнита:
- если притяжения нет, значит перед нами нержавейка;
- если материал прилип к магниту, значит — это обычная сталь.
Соединение тонкого металла
Сварка тонкой нержавейки — нюансы технологии. При таком соединении, рекомендуется под заготовки подкладывать медную пластину.
Которая служит для:
- защиты шва с другой стороны;
- отвода тепла;
- жесткой фиксации гибких пластин.
Правильные настройки аппарата . Сварка аргоном нержавейки толщиной 1 мм выполняется, при режиме 35-37 А и заварке кратера (DOWN SLOPE) 3 секунды. Газ после сварки (POST FLOW), можно поставить 4 секунды — этого достаточно для остывания металла.
Если кромки заготовок хорошо подогнаны друг к дружке и крепко зафиксированные, то аргоновая сварка нержавейки может выполняться без присадочной проволоки.

Сварка труб
У нас в быту есть трубопроводы, многие сделаны из нержавеющих сталей. Соединение таких труб тоже имеет свои трудности. Технология требует качество сварных швов, что достигается газовой защитой изнутри.
Как запустить газ аргон внутрь трубы? Все просто: одну сторону трубы необходимо заглушить подручными материалами:
- бумагой;
- тканью;
- резиной;
- поролоном и т.п.
В заглушку вставить трубку для подачи газа, а конструкцию обмотать скотчем или клейкой лентой. Давление аргона на подаче выставляется небольшое (определяется опытным путем), чтобы расплавленный металл не выдувало. Такое приспособление поможет сварить трубы качественно.
Настройка аппарата для толстого металла. Аргоновая сварка нержавейки металла толщиной 3 мм требует установку тока в 65 А, заварку кратера — 3 сек., газ после сварки — 4 сек.
Режим Pulse
Кроме основных настроек используемых в аргонодуговых аппаратах, сейчас появилась ещё одна функция — это Pulse. Настройка позволяет сваривать тонкий и толстый металл в разных пространственных положениях. При сварке нержавейки импульсный режим снижает тепловложение.
Чтобы переключиться в этот режим — на аппарате необходимо включить кнопку Pulse. А другими регулировками выставить нижний и верхний предел тока, скорость импульса (Гц) и баланс тока.
Как правильно варить нержавейку
В начале работ делайте хорошее наложение первого слоя (проварку корня шва). После завершения, простукайте молоточком по шву и очистите мусор щеткой. Далее восстановите антикоррозийные свойства с помощью травления SE пасты. Через 20 минут остатки пасты смываем водой. Всё, ваше сварное соединение защищено от коррозии.
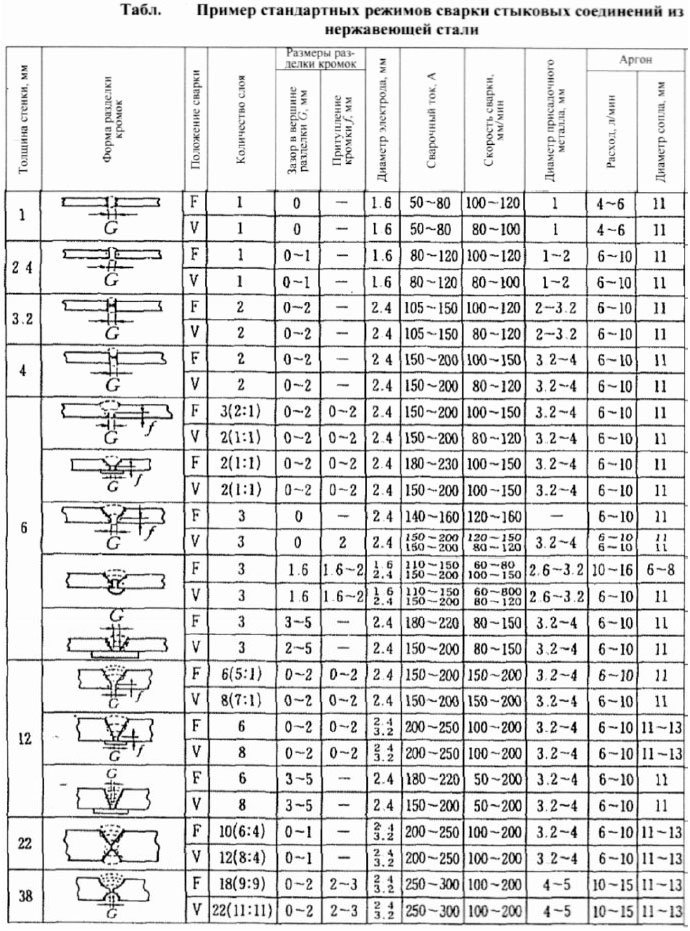
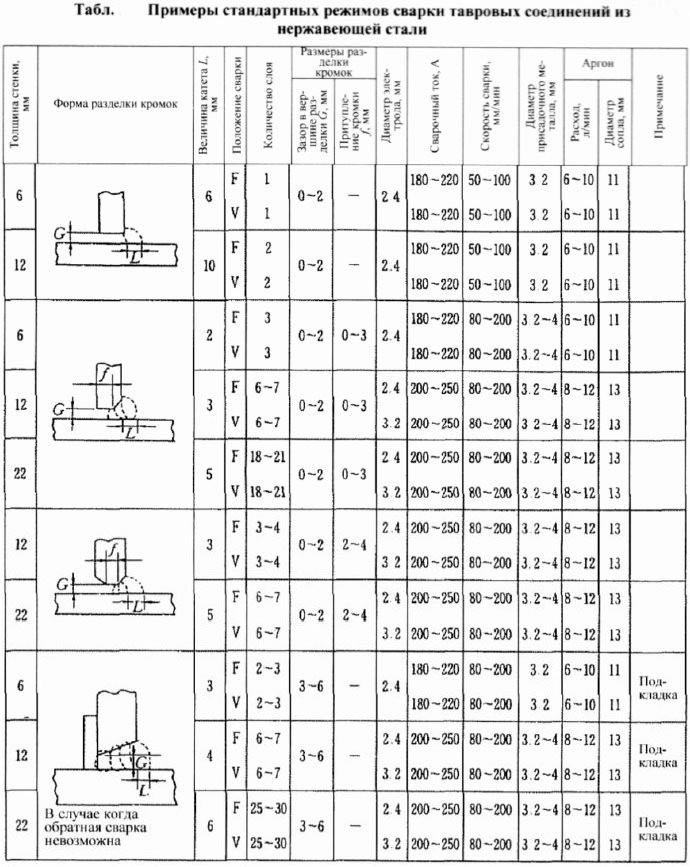
В таблицах ниже, разные режимы соединений, изучаем и берем на заметку:
Устали от текста, просматриваем видеоролик:
Варим нержавейку с инородным металлом
При необходимости сварки нержавеющей стали с другим материалом (мягкая и низколегированная сталь), применяйте присадочный пруток с никелем и хромом. Со следующей маркировкой:
- Y310;
- Y310S;
- Y309;
- Y309L;
- Y309Mo.
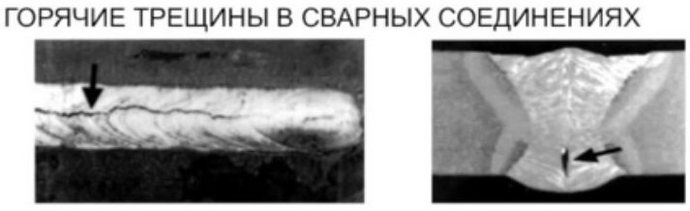
Эти присадочные материалы уберегут от горячих трещин, при выполнении работ.
Стоимость сварки нержавейки аргоном по стране начинается от 10-20 рублей за 1 см. Цены отличаются от региона и прейскуранта фирм выполняющих подобные услуги.
Сварка полуавтоматом (MIG)
Сварка нержавейки полуавтоматом в среде защитного газа нашла широкое распространение во всех отраслях. Процесс происходит так: проволока выполняющая роль присадки и электрода автоматически подается в зону сварки.
На качество соединения влияют правильные настройки: скорости подачи проволоки, расхода газа и ток.
Итак, как варить нержавейку полуавтоматом в среде газов. Существует 3 метода:
- техника короткой дугой;
- струйный перенос;
- импульсное соединение.

Короткая дуга применяется для тонких пластин металла, струйная технология для сварки толстых изделий. Импульсная техника подходит для неопытных сварщиков.
Оборудование и материалы:
- источник тока с устройством подачи проволоки;
- специальная проволока с покрытием;
- горелка в сборе (хорошо иметь запас наконечников);
- клемма земли;
- баллон высокого давления с измерителем расхода;
- маска и перчатки.
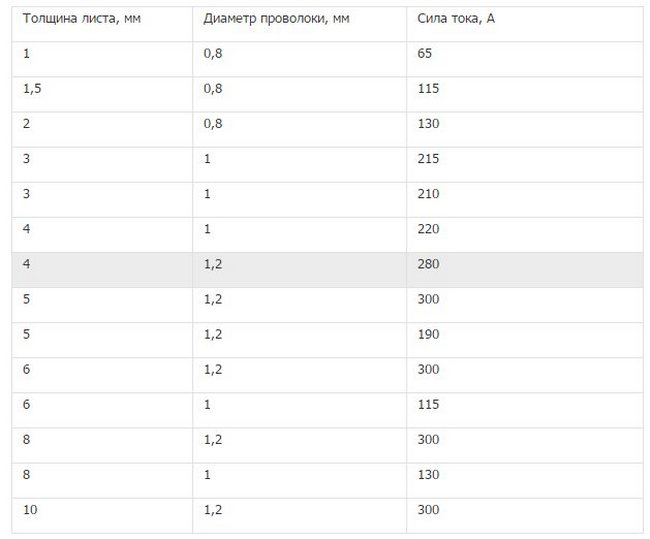
В таблице, приведенны настройки силы тока, диаметр проволоки исходя из толщины листа.
Перед сваркой откусите лишнюю проволоку (отрегулируйте вылет электрода), опустите горелку к металлу удерживая её одной рукой, второй поддерживая, нажмите кнопку.
Вначале сварки горелку держите близко к металлу, при заполнении металлом зазора, отодвиньте горелку. Но, далеко не отодвигайте.
Изменяя настройки аппарата и тренируясь, вы постепенно овладеете сварочной техникой. Изучайте шов, можете даже его поломать, чтобы посмотреть изъяны.
Вы делаете неправильно, если:
- края не приплавленные, а нависают над металлом — малая скорость перемещения;
- шов выпирает, не растекается по сторонам — варите слишком быстро;
- излишнее разбрызгивание — велико напряжение.
Некоторые рекомендации сварщиков по сварке полуавтоматом в среде защитных газов:
- состав газовой смеси должен быть из 70% углекислоты и 30% аргона;
- расстояние от сопла до металла 7-13 мм;
- вылет проволоки 6-9 мм;
- следите за чистотой выхода проволоки;
- расход защитного газа 6-12 куб.м/мин;
- при дефектах сварки, проверяйте клемму земли;
- избегайте большого наклона горелки;
- не делайте слишком толстый шов;
- одновременно меняйте настройки скорости проволоки и напряжения.
Смотрите видео, подробная инструкция по настройке оборудования и сварке полуавтоматом:

