Настройка аргонового аппарата для сварки нержавейки
Технология сварки нержавейки аргоном – важные особенности и тонкости
Сварка нержавейки, при которой пользуются аргоном как защитным газом, является одной из самых распространенных технологий получения качественных и надежных соединений деталей, изготовленных из такой стали.

Использование аргона при сварке нержавеющей стали позволяет получать сварные швы высокого качества
Прежде чем приступать к обучению этому процессу, следует познакомиться с характеристиками данного сплава, которые и делают его трудносвариваемым материалом.
Нержавеющая сталь является металлом, который успешно противостоит коррозионным процессам. Таким его делают легирующие добавки, основной из которых является хром (в отдельных марках нержавейки он может составлять до 20%). В различные виды такой стали могут также добавляться в качестве легирующих элементов титан, никель, молибден и др. Эти добавки, кроме антикоррозионных свойств, наделяют нержавейку и рядом других необходимых физико-механических характеристик.
Нержавеющая сталь, кроме исключительных антикоррозионных свойств, обладает поверхностью привлекательного внешнего вида. Именно поэтому ее часто даже не покрывают краской. Отсюда возникают дополнительные требования к качеству сварного шва: он должен быть не только надежным, но и аккуратным.
Выполнять сварочные работы с нержавейкой и получать соединения, удовлетворяющие самым строгим требованиям, может только специалист, обладающий не только необходимыми знаниями технологии, но и достаточным опытом работы в данной области. Это значит, что для обучения приемам сварки нержавеющей стали в среде аргона недостаточно просто посмотреть видео такого процесса – необходимо еще получить практические уроки.
В чем заключаются сложности сварки нержавеющей стали
Сложность сварки нержавейки объясняется свойствами данного металла, которые ему придают легирующие добавки. По сравнению с низкоуглеродистой сталью, нержавейка имеет более низкую теплопроводность (в два раза ниже), что является негативным фактором для сварочных работ. Высокая температура из-за низкой теплопроводности металла будет концентрироваться в месте выполнения соединения и недостаточно активно отводиться от него. Это может стать причиной перегрева области соединения и даже прожога металла. Именно поэтому технология сварки нержавейки предусматривает снижение сварочного тока: его значение выбирается на 20% ниже, чем при сварке обычных сталей.

Дисплей сварочного полуавтомата с цифровой индикацией рабочего тока и напряжения
Еще одной характеристикой нержавеющей стали, которую обязательно следует учитывать при сварке, является повышенный коэффициент линейного расширения и, как следствие, значительная линейная усадка. Именно это свойство нержавейки приводит к тому, что детали из нее при выполнении сварочных работ подвергаются значительным деформациям, нередко приводящим к появлению трещин на их поверхности. Учитывая это, между соединяемыми заготовками следует оставлять больший зазор, который будет компенсировать деформационные процессы.
Нержавейка отличается повышенным электрическим сопротивлением, что очень негативно сказывается на сварке, если она выполняется электродом из высоколегированной стали. Такой электрод, который также имеет большое электрическое сопротивление, начинает сильно нагреваться. Это приводит к ухудшению качества формируемого сварного шва. Если вы соберетесь варить нержавейку такими электродами, следует использовать изделия минимальной длины.

Трещина сварного шва – самый опасный дефект, приводящий к разрушению конструкции
Если при сварке нержавейки не соблюдать правильный термический режим, этот сплав может утратить свои антикоррозионные свойства.
Объясняется это следующим. При значительном нагреве (свыше 500 градусов) на границах кристаллических зерен металла начинают образовываться карбид хрома и железа. Так появляются очаги возникновения и дальнейшего распространения коррозии. Чтобы избежать этого негативного явления, которое носит название межкристаллитной коррозии, необходимо очень быстро охлаждать детали из нержавейки сразу после окончания сварочных работ. Однако указанный метод эффективен лишь в том случае, если вы варите нержавеющую сталь хромоникелевой группы.
Как подготовить детали из нержавейки к сварке
Для того чтобы в результате аргонодуговой сварки изделий из нержавейки получить качественное и надежное соединение, необходимо правильно подготовить их поверхности. Такая обработка не сильно отличается от подготовки к сварке в среде аргона деталей из других металлов и заключается в следующем.

Труба из нержавейки, подготовленная к сварке с помощью шлифовальной насадки
- Кромки соединяемых заготовок необходимо зачистить до металлического блеска, для чего используется металлическая щетка или шлифовальная машинка.
- После зачистки кромки деталей обезжириваются при помощи ацетона или авиационного бензина, что необходимо сделать для обеспечения устойчивости дуги и повышения качества сварного шва.
- При подготовке соединяемых заготовок к сварке следует предусмотреть в них увеличенный зазор, который будет компенсировать деформационные процессы.
Очень важно при подготовке изделий из нержавейки к сварке, выполняемой в среде аргона, правильно подобрать присадочный материал.
Кроме диаметра присадочной проволоки, надо обращать внимание и на ее состав. Степень легирования такой проволоки должна превышать соответствующий показатель у металла, из которого изготовлены соединяемые заготовки.

Марки сварочной проволоки для нержавейки
Аргоновая сварка нержавейки при помощи электрода из вольфрама
Сварка нержавейки в защитной среде аргона используется преимущественно в тех случаях, когда соединить необходимо детали небольшой толщины. Данная технология позволяет получать качественные и надежные соединения с красивыми и аккуратными сварными швами.
В защитной среде аргона чаще всего выполняется сварка нержавеющих труб, используемых для транспортировки различных жидких и газообразных сред. Качество сварных швов, получаемых при использовании данной технологии, позволяет применять ее для соединения деталей трубопроводов, эксплуатируемых под высоким давлением.

Выполненное электросваркой в среде аргона соединение труб из нержавеющей стали
Аргонодуговая сварка, выполняемая неплавящимся вольфрамовым электродом, может производиться на переменном или постоянном токе прямой полярности. Основным рабочим органом при выполнении такой сварки является горелка, в которой закреплен электрод и из сопла которой подается струя аргона. Сварной шов формируется за счет присадочной проволоки, подаваемой вручную в зону горения сварочной дуги. Все движения, совершаемые горелкой, также выполняются вручную.
В отличие от обычной электродуговой технологии, при сварке, выполняемой в среде аргона, электродом и присадочной проволокой не совершают поперечных движений – их перемещают только вдоль оси формируемого шва.
Делается это для того, чтобы не вывести сварочную ванну из зоны действия аргоновой защиты (это негативно скажется на качестве соединения). Необходимо также позаботиться и о защите от окружающего воздуха обратной стороны шва, которая также обдувается аргоном. Конечно, расход газа от этого увеличивается, но качество всех участков сварного шва будет высоким.

Положение горелки при сварке ТИГ
Чтобы не загрязнить поверхности соединяемых заготовок и не оплавить конец вольфрамового электрода, им нельзя прикасаться к основному металлу даже в процессе розжига дуги. Именно поэтому технология сварки в среде аргона с применением вольфрамового электрода предполагает использование для розжига дуги специальной пластины, изготовленной из графита или угля. Только после зажигания на такой пластине сварочную дугу аккуратно переводят на нержавейку. Хорошо демонстрирует этот процесс, выполнению которого обязательно следует научиться начинающему специалисту, обучающее видео.
Чтобы исключить окисление нагретого электрода и только что сформированного шва, подачу аргона следует отключать не сразу после окончания сварки, а через 10–15 секунд. На расходе газа это скажется незначительно, но этим вы увеличите срок службы электрода и улучшите качество сварного шва.
Сварка с помощью полуавтомата
Сварка полуавтоматом, производимая в среде аргона, позволяет значительно увеличить производительность работ. Такую технологию можно использовать для соединения деталей из нержавейки даже значительной толщины. Наряду с высокой производительностью, технология сварки полуавтоматом в среде аргона позволяет получать соединения, отличающиеся высоким качеством, надежностью, привлекательным внешним видом.

Режим сварки фланца с трубой: горелка на 11 часов, направление вращения по стрелке
Существует несколько нюансов сварки нержавейки полуавтоматом, которые обязательно следует учитывать в работе. Сварочная проволока для повышения качества формируемого соединения должна обязательно содержать в своем составе никель. Если необходимо варить детали большой толщины, то в состав защитного газа, кроме аргона, добавляют углекислый газ, который обеспечивает лучшую смачиваемость краев шва.
Сварка нержавейки полуавтоматом в защитной среде аргона может выполняться по нескольким технологиям – с использованием:
- короткой дуги;
- струйного переноса;
- импульсного режима.
Наиболее контролируемой является технология с использованием импульсного режима. В данном случае сварочная проволока подается в зону действия дуги короткими импульсами. Это позволяет минимизировать разбрызгивание расплавленного металла, уменьшить зону термического воздействия на основной металл, снизить расход дорогостоящей сварочной проволоки. Обработка готового шва и прилегающей к нему поверхности при использовании данной технологии занимает минимальное количество времени, так как брызги металла на них практически отсутствуют.
При помощи струйного переноса можно варить детали большой толщины, а короткая дуга больше подходит для соединения тонких изделий. Лучше познакомиться с особенностями перечисленных технологий позволяют видео.
Как варить нержавеющую сталь аргоном
Как происходит сварка нержавейки аргоном? Весь процесс технологии будет освещен в этой публикации!
Нержавейка принадлежит к высоколегированным сталям, устойчивым к ржавчине. По химическому составу бывает на основе хрома и хрома-никеля, а по металлическому составу делится на дисперсионно-твердеющую, аустенитную, мартенситную, аустенитно-ферритную и ферритную.
Любая сталь из перечисленных, содержит в составе хрома не менее 12%, что положительно влияет на прочность и перерабатываемость.
Благодаря прекрасным свойствам, нержавейка широко применяется в быту и промышленности. Поэтому владея навыком сварки такого металла, вы избавите себя от многих домашних неурядиц.
Материал имеет ряд нюансов, которые следует знать:
- низкая теплопроводность повышает риск прожечь тонкий металл насквозь (лечится уменьшением силы тока);
- большая усадка порождает образование трещин (необходим правильный зазор между заготовками);
- потеря антикоррозийных свойств в месте сварки нержавеющей стали (требуется быстрое охлаждение).
Оборудование
Чтобы сварить нержавеющую сталь, необходим источник тока с настройками: бесконтактного поджига и заварки кратера.
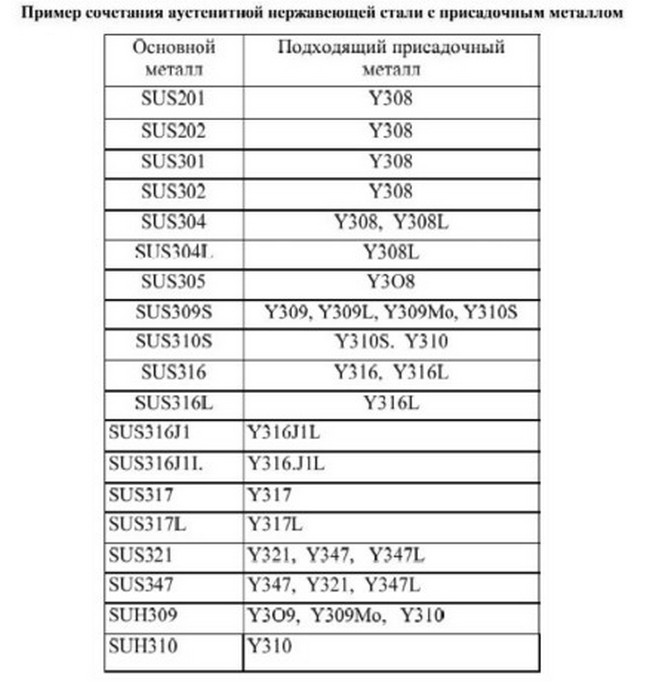
Присадочный пруток должен быть одного состава с свариваемым материалом, чтобы обеспечить шов прочностью и коррозийной стойкостью. Например, широко распространенная нержавейка — это 304, значит проволока должна быть Y308. Более наглядно в таблице:
Для уменьшения расхода газа и лучшей защиты сварочной ванны используйте в горелке — газовую линзу с сеточкой. Для линзы выпускаются сопла с разными диаметрами. Чем больше размер, тем лучше защита.
Для наших целей подойдет №5. Такой диаметр позволяет подбираться к труднодоступным местам.

Благодаря газовой линзе, можно выдвигать электрод до 10 мм.
Вольфрамовые электроды, при сварке нержавейки аргоном можно использовать универсальные. Диаметр зависит от толщины металла. Например, электрод диаметром 1 мм (выдерживает ток до 50 А), применяется для толщины заготовок 0,7-1,6 мм.

При токе свыше 50 А, рекомендуется устанавливать электроды от 1,6 мм.
Подготовка материала
Как вы обрабатываете низкоуглеродистую сталь, так же и кромки нержавейки очищаются и подгоняются перед сварочными работами. Очищаете стальной щеткой материал до блеска и обезжириваете любым растворителем.
Учтите нюанс — для усадки шва, сварочный стык делайте с небольшим зазором.
Знайте, не всё блестящее относится к нержавеющей стали. Проверить металл можно с помощью магнита:
- если притяжения нет, значит перед нами нержавейка;
- если материал прилип к магниту, значит — это обычная сталь.
Соединение тонкого металла
Сварка тонкой нержавейки — нюансы технологии. При таком соединении, рекомендуется под заготовки подкладывать медную пластину.
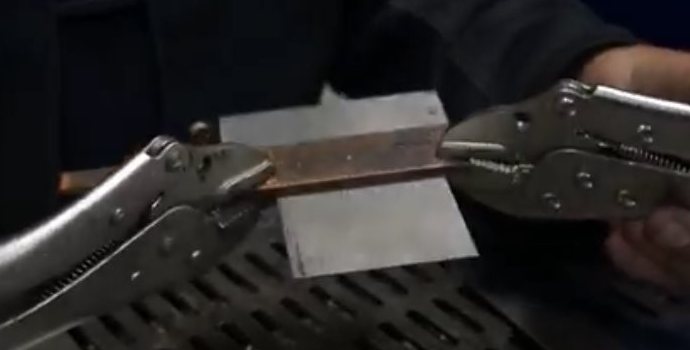
Которая служит для:
- защиты шва с другой стороны;
- отвода тепла;
- жесткой фиксации гибких пластин.
Правильные настройки аппарата . Сварка аргоном нержавейки толщиной 1 мм выполняется, при режиме 35-37 А и заварке кратера (DOWN SLOPE) 3 секунды. Газ после сварки (POST FLOW), можно поставить 4 секунды — этого достаточно для остывания металла.
Если кромки заготовок хорошо подогнаны друг к дружке и крепко зафиксированные, то аргоновая сварка нержавейки может выполняться без присадочной проволоки.

Сварка труб
У нас в быту есть трубопроводы, многие сделаны из нержавеющих сталей. Соединение таких труб тоже имеет свои трудности. Технология требует качество сварных швов, что достигается газовой защитой изнутри.
Как запустить газ аргон внутрь трубы? Все просто: одну сторону трубы необходимо заглушить подручными материалами:
- бумагой;
- тканью;
- резиной;
- поролоном и т.п.
В заглушку вставить трубку для подачи газа, а конструкцию обмотать скотчем или клейкой лентой. Давление аргона на подаче выставляется небольшое (определяется опытным путем), чтобы расплавленный металл не выдувало. Такое приспособление поможет сварить трубы качественно.
Настройка аппарата для толстого металла. Аргоновая сварка нержавейки металла толщиной 3 мм требует установку тока в 65 А, заварку кратера — 3 сек., газ после сварки — 4 сек.
Режим Pulse
Кроме основных настроек используемых в аргонодуговых аппаратах, сейчас появилась ещё одна функция — это Pulse. Настройка позволяет сваривать тонкий и толстый металл в разных пространственных положениях. При сварке нержавейки импульсный режим снижает тепловложение.
Чтобы переключиться в этот режим — на аппарате необходимо включить кнопку Pulse. А другими регулировками выставить нижний и верхний предел тока, скорость импульса (Гц) и баланс тока.
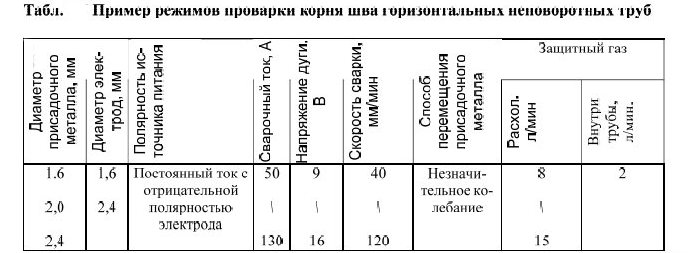
Как правильно варить нержавейку
В начале работ делайте хорошее наложение первого слоя (проварку корня шва). После завершения, простукайте молоточком по шву и очистите мусор щеткой. Далее восстановите антикоррозийные свойства с помощью травления SE пасты. Через 20 минут остатки пасты смываем водой. Всё, ваше сварное соединение защищено от коррозии.
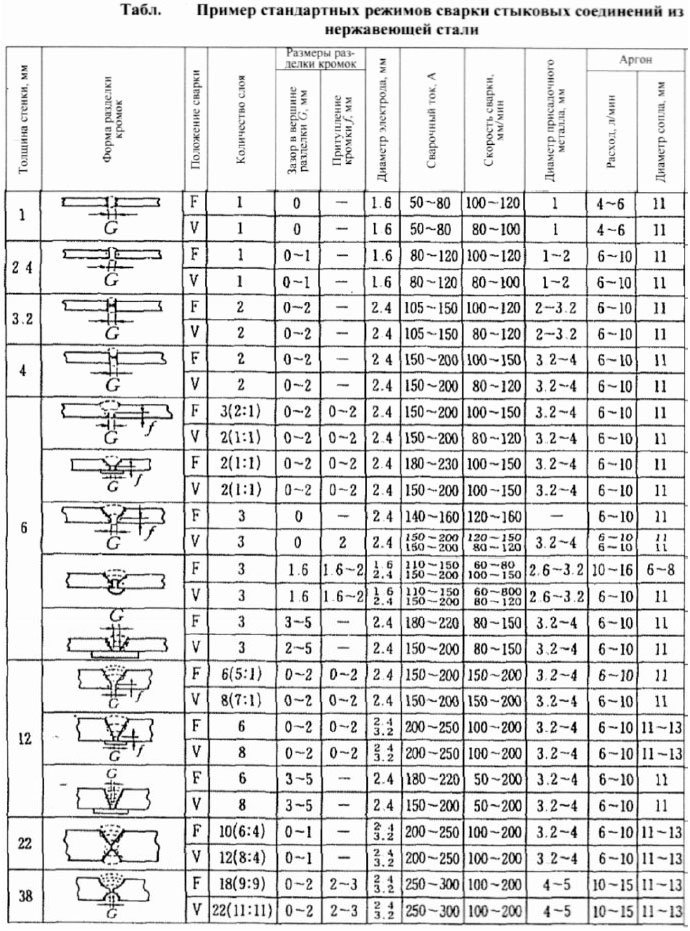
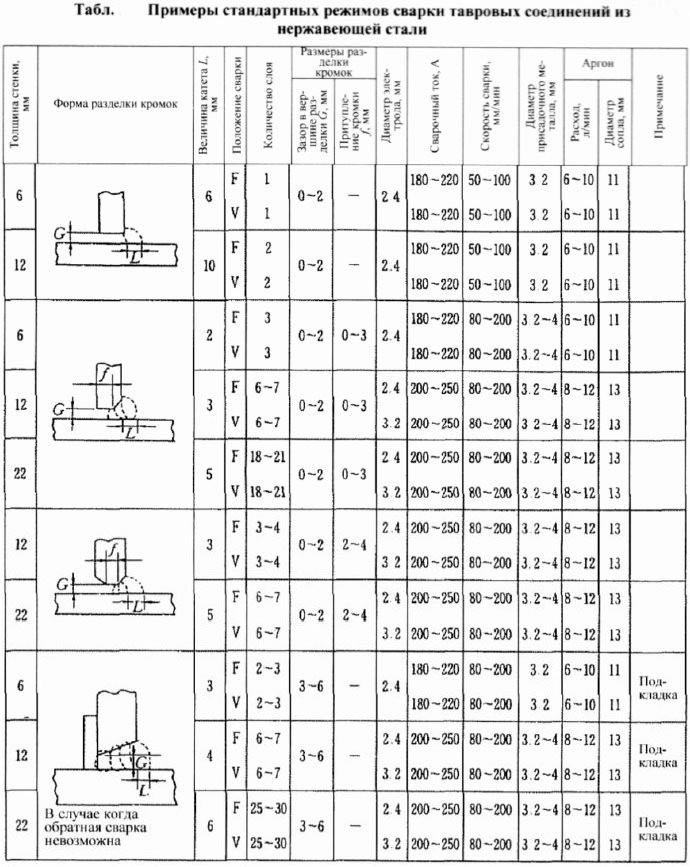
В таблицах ниже, разные режимы соединений, изучаем и берем на заметку:
Устали от текста, просматриваем видеоролик:
Варим нержавейку с инородным металлом
При необходимости сварки нержавеющей стали с другим материалом (мягкая и низколегированная сталь), применяйте присадочный пруток с никелем и хромом. Со следующей маркировкой:
- Y310;
- Y310S;
- Y309;
- Y309L;
- Y309Mo.
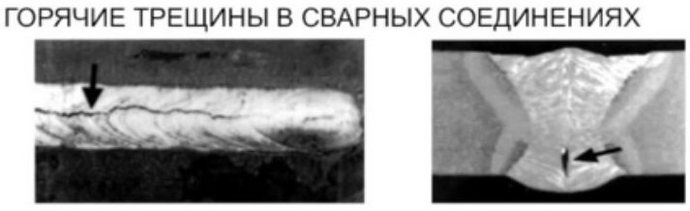
Эти присадочные материалы уберегут от горячих трещин, при выполнении работ.
Стоимость сварки нержавейки аргоном по стране начинается от 10-20 рублей за 1 см. Цены отличаются от региона и прейскуранта фирм выполняющих подобные услуги.
Сварка полуавтоматом (MIG)
Сварка нержавейки полуавтоматом в среде защитного газа нашла широкое распространение во всех отраслях. Процесс происходит так: проволока выполняющая роль присадки и электрода автоматически подается в зону сварки.
На качество соединения влияют правильные настройки: скорости подачи проволоки, расхода газа и ток.
Итак, как варить нержавейку полуавтоматом в среде газов. Существует 3 метода:
- техника короткой дугой;
- струйный перенос;
- импульсное соединение.

Короткая дуга применяется для тонких пластин металла, струйная технология для сварки толстых изделий. Импульсная техника подходит для неопытных сварщиков.
Оборудование и материалы:
- источник тока с устройством подачи проволоки;
- специальная проволока с покрытием;
- горелка в сборе (хорошо иметь запас наконечников);
- клемма земли;
- баллон высокого давления с измерителем расхода;
- маска и перчатки.
В таблице, приведенны настройки силы тока, диаметр проволоки исходя из толщины листа.
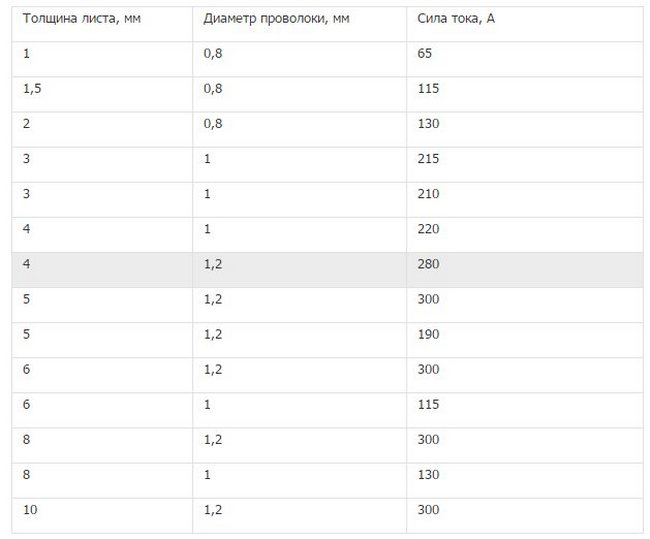
Перед сваркой откусите лишнюю проволоку (отрегулируйте вылет электрода), опустите горелку к металлу удерживая её одной рукой, второй поддерживая, нажмите кнопку.
Вначале сварки горелку держите близко к металлу, при заполнении металлом зазора, отодвиньте горелку. Но, далеко не отодвигайте.
Изменяя настройки аппарата и тренируясь, вы постепенно овладеете сварочной техникой. Изучайте шов, можете даже его поломать, чтобы посмотреть изъяны.
Вы делаете неправильно, если:
- края не приплавленные, а нависают над металлом — малая скорость перемещения;
- шов выпирает, не растекается по сторонам — варите слишком быстро;
- излишнее разбрызгивание — велико напряжение.
Некоторые рекомендации сварщиков по сварке полуавтоматом в среде защитных газов:
- состав газовой смеси должен быть из 70% углекислоты и 30% аргона;
- расстояние от сопла до металла 7-13 мм;
- вылет проволоки 6-9 мм;
- следите за чистотой выхода проволоки;
- расход защитного газа 6-12 куб.м/мин;
- при дефектах сварки, проверяйте клемму земли;
- избегайте большого наклона горелки;
- не делайте слишком толстый шов;
- одновременно меняйте настройки скорости проволоки и напряжения.
Смотрите видео, подробная инструкция по настройке оборудования и сварке полуавтоматом:
Уроки сварки: Как настроить аргонодуговой аппарат для TIG-сварки?
Для наглядности используем конкретные модели и заготовки. Сваривать будем нержавеющую сталь, а в качестве tig-аппарата выступит надежный и простой в управлении аппарат FUBAG INTIG 200 DC Pulse. Помимо основных функций оборудование обладает функцией импульсной сварки.
Что касается расходных материалов, то в приведенном примере используется баллон с аргоном, электроды WL 20 (для постоянного тока) и присадочный пруток.
Подготовка аргонодугового аппарата к работе

Все комплектующие под рукой. Собираем все воедино:
Устанавливаем редуктор на баллон с газом
Подключаем газовый шланг к редуктору
Подключаем байонетный разъем горелки к минусовому разъему
Подключаем кабель управления к пяти-пиновому разъему на лицевой панели
Последним подключаем кабель массы к плюсовому разъему
Аппарат практически готов к работе, теперь переходим к сборке tig горелки:
1. Первым устанавливаем цангодержатель

2. Аккуратно вставляем в него цангу

3. Прикручиваем хвостовик (не до конца)

4. Устанавливаем керамическое сопло

5. Вставляем вольфрамовый электрод

6. Настраиваем вылет электрода
7. Хорошенько затягиваем хвостовик.

Как только все выполнено, выставляем расход газа в зависимости от места проведения и диаметра сопла. Для сопла с диаметром 10 мм вполне подойдет расход газа равный 10 л/мин.
Внимание! Помимо самого аппарата и горелки, подготовка требуется и заготовкам. Очистив их от ржавчины, оксидной пленки и других загрязнений, вы позаботитесь о качестве сварки. Для обезжиривания можно воспользоваться ацетоном, уайт-спирпитом или другим растворителем. Присадочный пруток также зачищается наждачкой и обезжиривается.
Настройка tig аппарата от А до Я

Практически все металлы свариваются на прямой полярности (на электроде минус). Исключением является лишь сварка алюминия и его сплавов. Ярким примером сплава может могут стать медные сплавы со значительным содержанием алюминия. Для них обязательным является использование переменного тока.
На панели управления выставляем метод сварки – TIG.
Устанавливаем предпродувку газа на 0,5 сек.
Настраиваем ток поджига – 25% от рабочего тока (А).
Фиксируем время нарастания до рабочего тока – 0,2-1,0 сек.
Устанавливаем ток сварки (А) (см. Таблицу ниже)
Выставляем время до тока заварки кратера (спада в секундах)
Выбираем значение тока заварки кратера в амперах
Последним параметром станет время продувки газа после сварки (сек)
Параметры, которые относятся к заварке кратера, подбираются в зависимости от толщины металла.
В данной таблице даны общие рекомендации по подбору сварочного тока для наиболее используемых металлов и толщин. Это поможет вам сориентироваться при подготовке к началу работы.
Таблица. Настройка аргонодугового аппарата в зависимости от вида металла и толщины
Вид металла
Толщина металла, мм
Почему следить за силой тока важнее, чем за остальными параметрами? Во время TIG сварки можно прожечь заготовку, выставив слишком сильный ток. Низкое значение не позволит расплавить металл, что сведет все попытки сварить деталь на нет.
Правильный запуск и сварка TIG-горелкой
Параметры выставлены и пора начинать. У владельцев данной модели сварочного аппарата есть целых два варианта:
Использовать контактный поджиг
Прибегнуть к функции высокочастотного поджига
Последний предотвратит прожиг металла в случае неправильно выставленных параметров во время настройки аппарата аргонодуговой сварки. Он убережет металл от вольфрамовых включений и позволит самостоятельно контролировать расстояние до детали с момента начала работы.

И теперь самое главное – как же правильно вести горелку? Большинство опытных сварщиков проводят сварку справа налево. Во время процесса без присадочного материала электрод стоит расположить практически перпендикулярно свариваемой поверхности. Если присадочный материал присутствует, то достаточно удерживать небольшой угол (15-20 градусов).

Внимание! Чтобы металл шва не окислялся, надо следить, чтобы конец присадочного прутка постоянно находился в зоне защитного газа.
Процесс сварки завершается заваркой кратера. Заварка кратера — финальный участок сварочного шва длиной, высота которого уменьшается до нуля. С точки зрения качества сварного соединения, необходимо исключить образования кратера в финальной части шва. Для этого в аппарате предусматривается режим плавного уменьшения тока.

Для наглядности всего вышеописанного специалисты подготовили специальный видеоролик:
Сварка нержавейки аргоном:технология, как правильно варить, важные нюансы

В статье мы расскажем про технологии и обучение технике сварки аргоном тонкой нержавейки. Такая сталь является удобным, популярным материалом для множества металлических конструкций. Основное ее достоинство – замедленный процесс коррозии, который быстрее всего завершает срок работы изделий.

Общая информация
У указанного металлического сплава есть два основных достоинства – антикоррозийные свойства и внешний эстетичный вид. За счет блеска поверхность часто оставляют неокрашенной. А сварной шов должен быть фактически незаметным. Многие сварщики не любят работать с этой сталью, потому что антикоррозийное покрытие затрудняет процес.

Особенности сварки нержавеющей стали аргоном
К любому сплаву можно найти подход и приспособиться, если знать особенные приемы. Основы сварочной работы остаются прежними, нужно также подготовить материал и оборудование, создать электрическую дугу, вести ровный шов. Но из-за примесей в металле – хрома и никеля – есть трудности.
Правила, которые нужно запомнить:
-
- снизьте привычный ток минимум на 20%;
- между двумя свариваемыми элементами оставляйте зазор побольше;
- не используйте легированные электроды, если других нет, то подойдут только небольшой длины;
- не допускайте нагрева выше 500 градусов;
- быстро охлаждайте детали.

В чем заключаются сложности
Легирующие добавки дают следующие нюансы:
- Низкая теплопроводность. По этой причине заготовка полностью не прогревается, а высокая температура скапливается на месте соединения. Могут появиться прожоги или излишние наплавления.
- Из-за линейного расширения возможна конечная усадка, которая будет приводить к деформациям и трещинам.
- Высокое электрическое сопротивление стали при соединении с легированными электродами приводит к перегреву.
- Возможность потери антикоррозийных свойств из-за повышенной температуры и образования новых химических элементов на поверхности, склонных к ржавлению.

Оборудование и расходные материалы для аргоновой сварки нержавейки
Набор для сварщика будет состоять из:
- баллона сжиженного газа;
- горелки;
- инвертора;
- осциллятора;
- проводов, шлангов.
Это базовый комплект, который будет служить долго. Менять (заправлять) придется только присадочную проволоку, она удобнее, чем электроды, и сам инертный газ. Присадка должна быть того же состава, что и заготовка. Дополнительно на горелку можно установить газовую линзу. Она снижает расход. А вместо проволочного расходника можно применять электродный способ – из вольфрама.

Подготовка материала
Первым делом проверьте металл. Не все, что имеет яркий металлический блеск, называется нержавейкой. Проверить можно любым магнитом. К стали с антикоррозийными свойствами он не примагнитится. Затем:
- смойте все видимые загрязнения;
- просушите;
- тщательно пройдитесь по поверхности металлической щеткой (также подойдет шлифовальная машина), зачистите дефекты;
- обезжирьте внешний слой ацетоном или бензином.
Уделяйте особенное внимание стыкам.

Как подготовить небольшие детали из нержавеющей стали для аргонно-дуговой сварки
Алгоритм остается прежним, иногда даже проще полностью поместить элемент в емкость с обезжиривающей жидкостью. Особенность – трудность крепления. Если есть возможность, зафиксируйте маленькую заготовку, чтобы она не двигалась при сваривании. После этого выберете правильную присадку с легированностью равной или немного меньшей, чем у стали. Активно используются следующие модели:
Сварка аргоном нержавеющих труб
Мы уже упоминали о возможности чинить водопровод и прочие сферические детали, теперь объясним, в чем основное отличие такого способа. Происходит двухсторонний обдув. И если снаружи это просто обеспечивается аппаратом, то изнутри это сделать непросто. Для этого:
- с одной стороны заткните отверстие пробкой из любого подручного материала;
- стык можно проклеить изолентой или скотчем;
- в разъем второй трубы производится подача небольшой струей;
- после наполнения, последнее отверстие также закрывается тканью или бумагой;
- производится сваривание.

Технология
В целом процесс аналогичен классическому – розжиг дуги, образование сварочной ванны, проведение наконечников под определенным углом с целью образования ровного шва. Но есть ряд нюансов:
- ведите присадку исключительно вдоль ванны, нельзя, чтобы она выходила за пределы обдува;
- если есть дополнительный инертный газ, то обдайте заготовки с обратной стороны, тогда соединение будет эстетически приятнее;
- даже при создании дуги не касайтесь электродом до стали.

Сварка нержавейки в среде аргона при помощи проводника из вольфрама
Дадим несколько рекомендаций по технике:
- дуговой розжиг совершайте на графитовой пластине, а затем аккуратно переводите горелку на стык;
- подачу следует отключать не сразу после окончания приваривания, дождитесь 10-15 секунд;
- не делайте поперечных движений.
Заключение
Мы рассказали про сварку деталей из нержавейки при поддуве и высоком давлении аргона. Так можно достичь высокого качества шва и скорости работы. Соблюдайте технику безопасности на рабочем месте!
Видео для наглядности
Чтобы уточнить интересующую вас информацию, свяжитесь с нашими менеджерами по телефонам 8 (908) 135-59-82; (473) 239-65-79; 8 (800) 707-53-38. Они ответят на все ваши вопросы.
Как правильно варить аргоном нержавейку
Антикоррозионные свойства нержавеющая сталь приобретает за счет легирующих добавок. Соединять детали из нее не возбраняется любым видом сварки. Однако при нагреве легирующие элементы, взаимодействуя с кислородом воздуха, выгорают. В итоге металл возле шва теряет антикоррозионные свойства. Чтобы выполнить соединение без потери качества, выполняют сварку нержавейки аргоном, создающего защищенную от атмосферы среду.

Сложности сварки нержавейки аргоном
Работая с нержавейкой, необходимо учитывать ее характеристики, полученные от легирующих добавок:
- По сравнению с обыкновенной сталью нержавейка в 2 раза хуже проводит тепло. Это вызывает перегрев металла, так как недостаточен отвод температуры с места горения дуги, что часто заканчивается прожогом. Поэтому варить нержавейку аргоном следует током на 20% меньшим, чем для низколегированной стали с аналогичными параметрами.
- Высокое значение коэффициента температурного расширения у нержавейки приводит к значительной усадке после нагревания, поэтому шов может треснуть. Для компенсации температурной деформации между соединяемыми деталями оставляют достаточно большой зазор.
- Нержавейка обладает высоким электрическим сопротивлением, поэтому если работа выполняется легированным электродом с большим сопротивлением, он перегревается. В итоге качество шва ухудшается. Если приходится работать с такими электродами, их длина сокращается до минимума, чтобы не успевали перегреваться.
- При нагреве более 500⁰C нержавейка начинает терять антикоррозионные свойства. Поэтому методы аргоновой сварки предусматривают быстрое охлаждение заготовок.
Подготовка нержавейки к сварке
Для создания надежного соединения аргонодуговая сварка нержавеющей стали выполняется после обработки поверхностей деталей. Она выполняется в следующем порядке:
- место сварки зачищается наждачной бумагой или щеткой со стальным ворсом;
- после зачистки проводится обезжиривание ацетоном или высокооктановым бензином;
- детали располагают с зазором между ними;
- если проводится сварка тонкой нержавейки, стыкуемые края рекомендуется подогреть до 200 — 300˚C, чтобы уменьшить напряженность металла, и предотвратить образование трещин.
Диаметр присадочной проволоки подбирается в соответствии с толщиной соединяемых деталей. Содержание легирующих добавок в ней должно быть больше чем в свариваемой нержавейке.
Сварка неплавящимся электродом из вольфрама
Этот способ, используемый для соединения тонкостенных заготовок, называется TIG сваркой нержавейки. Работа выполняется аппаратом переменного или постоянного тока. Основным инструментом является горелка, через которую подается аргон, со вставленным в сопло вольфрамовым электродом. Наложение шва происходит за счет плавления присадочной проволоки. Ее подачу и перемещение горелки производят вручную.
Сварку аргоном нержавейки ведут вдоль линии шва без поперечных движений горелки. Это исключает выход сварочной ванны за пределы защищенной зоны, не давая жидкому металлу взаимодействовать с кислородом атмосферы. Для создания надежного соединения необходимо обеспечить подачу аргона и с противоположной стороны шва. Газа потратится больше, но улучшение качества того стоит. Чтобы кончик электрода не оплавлялся, а на свариваемых заготовках не оставались следы им не прикасаются к нержавейке. Дугу разжигают на графитовых или угольных пластинках с последующим переносом на металл.
Прежде чем приступить к работе производится настройка аппарата для сварки нержавейки. Для соединения двух деталей толщиной 1 мм на аппарате постоянного тока устанавливается прямая полярность (плюс подключен к электроду, минус — к деталям). Величина рабочего тока выбирается в пределах 30 — 50 А, а напряжение не выше 28 В. Скорость ведения сварки 12 — 28 см в минуту расходуя 3 — 5 литров аргона. Диаметр присадочной проволоки в зависимости от условий выбирают в пределах 0,8 — 1,6 мм.
Горелка держится с наклоном 70 — 80˚. Присадочную проволоку вводят под углом 10 — 15˚. Для быстрого охлаждения шва и электрода аргон перекрывают спустя 10 — 15 секунд после прекращения сварки. Потери газа незначительны, а качество соединения и продолжительность службы вольфрамового стержня увеличиваются.
Сварка полуавтоматом
Производительность этого способа значительно выше, чем при тиг сварке нержавейки. Он лучше, чем ручной метод, подходит для соединения толстостенных деталей. На полуавтомате работают с присадочной проволокой с большим содержанием никеля. Настраивая аппарат, учитывается, что ее температура плавления меньше, чем у других марок. Полуавтоматическую сварку нержавеющей стали аргоном выполняют используя:
- короткую дугу;
- струйный перенос;
- импульсный режим.
Лучшим вариантом считается технология, когда проволока вводится в пламя дуги непродолжительными импульсами. В этом режиме металл не разбрызгивается, сокращается зона нагрева, уменьшается расход присадочного материала. На финишную зачистку тратится минимум времени, поскольку нет брызг металла. Короткой дугой соединяют тонкие заготовки, а струйным методом толстостенные детали.
Средний расход аргона при сварке нержавейки полуавтоматом составляет 8 — 12 л в минуту. В отличие от ручного способа допускается смешивать его с углекислым газом. При стыковке толстых заготовок добавляют 2% углекислоты, чтобы уменьшить нагрев кромок шва за счет улучшения их смачиваемости. Когда эстетика соединения не имеет значения, долю углекислого газа повышают до 30%, чтобы сэкономить на дорогостоящем аргоне.
Полезные советы
Чтобы досконально знать, как правильно сваривается аргоном нержавейка не стоит пренебрегать рекомендациями опытных сварщиков:
- Работа выполняется минимально короткой дугой, удерживая электрод на максимально близком расстоянии от металла, не затрагивая его. Длинная дуга не прогревает шов на всю глубину, поэтому его ширина увеличивается, а качество ухудшается.
- При проведении ручной сварки, чтобы не допустить окисления, проволоку подают плавно без рывков, не выводя ее из зоны действия аргона.
- О качестве проплава судят по форме наплывов образующихся, когда плавится присадочная проволока. Если они вытянуты вдоль шва — качество хорошее. Овальная или круглая форма свидетельствуют о недостаточном проплавлении.
- При подходе к концу шва величину тока нужно снижать. Резкий отрыв дуги с отведением горелки сопровождается снижением уровня защиты горячего шва, что сказывается на качестве соединения.
При правильном подходе аргонный метод не намного сложнее обычной сварки. Немного потренировавшись, любой желающий освоит его в кратчайшие сроки. Стоимость дополнительного оборудования и материалов окупится возможностью сваривать не только нержавейку, но также медь, бронзу, алюминий и их сплавы.
