Организация рабочего места сварщика ручной дуговой сварки
Организация рабочего места сварщика ручной дуговой сварки

- Главная
- Разделы сайта
- Программы спецпредметов
- Поурочное планирование
- Методические материалы
- Документы
- Технология сварки, материалы
- Мастерская
- Разное
- Книги/статьи
- Всё для сварки
- Форум
- Магазин электрооборудования
- Мои услуги
Рабочим местом электросварщика является закрепленный за рабочим или бригадой участок производственной площади, оснащенной в соответствии с требованиями осуществляемого технологического процесса определенным оборудованием, инструментом, приспособлениями и т.д.
При обслуживании рабочего места необходимо:
— своевременно получать сменные задания, наряды и чертежи;
— поддерживать оборудование в работоспособном состоянии;
— своевременно доставлять на рабочее место материалы, заготовки, электроды и т.п.;
— контролировать качество изготавливаемой продукции;
— поддерживать надлежащий порядок на рабочем месте.
Рабочее место электросварщика называют сварочным постом. Он может быть стационарным или передвижным.
В зависимости от выполняемой работы и габаритов свариваемых конструкций сварочный пост располагают в специальных сварочных кабинах или непосредственно на изделии.Рабочие кабины служат для защиты сварщиков от излучения дуги в постоянных местах сварки.
При сварке небольших изделий рабочие места оборудуют сварочными кабинами размером 2000×2000 или 2000х3000 мм. Стены кабин имеют высоту 1800. 2000 мм, а для лучшей вентиляции подняты над полом на 200. 300 мм. В качестве материала для стен используют тонколистовую сталь или несгораемые материалы.

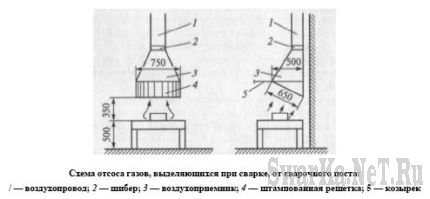
Стены окрашивают в светлые тона огнестойкой краской, хорошо поглощающей ультрафиолетовые лучи сварочной дуги. Дверной проем в кабине закрывают брезентовым занавесом на кольцах, пропитанным огнестойким составом. Полы в кабинах настилают из огнеупорного материала: кирпича или бетона. Кабины должны быть освещены дневным или искусственным светом, а также оснащены вентиляцией. Кроме общей вентиляции в них устанавливают местные отсосы, поглощающие вредные газы и пыль непосредственно из зоны сварки.
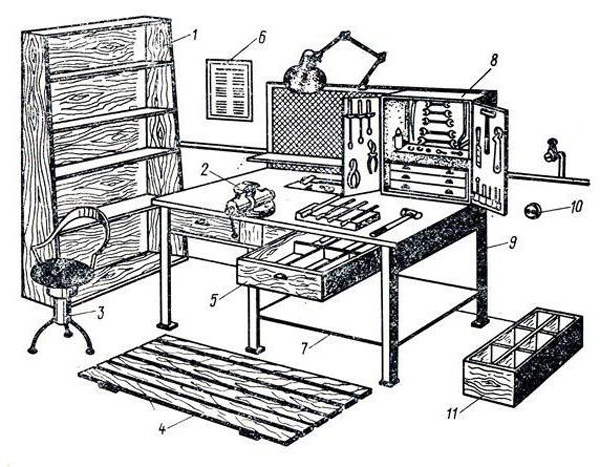
Для сборки и сварки деталей внутри кабины устанавливают металлический сварочный стол высотой 500. 600 мм для работы сидя и около 900 мм для работы стоя площадью около 1м2. К столу приваривают стальные болты для крепления токоподводящего провода от источника сварочного тока и для провода заземления стола. Сбоку стола имеются гнезда для хранения электродов или присадочной проволоки. В выдвижном ящике стола хранят инструмент, а также технологическую документацию. Для удобства работы в кабине устанавливают металлический стул с подъемным винтовым сиденьем, изготовленным из неэлектропроводного материала (дерево, пластмасса и др.). Под ногами у сварщика должен находиться резиновый коврик.
Основной вид оборудования сварочных постов — источники питания дуги. Они могут быть одно- или многопостовыми. На рабочем месте обычно размещают однопостовые источники питания. При питании сварочных постов от многопостовых источников сварочный ток разводят по кабинам с помощью токоподводящих проводов или шин. В кабине устанавливают рубильник или магнитный пускатель для включения сварочного тока.
При механизированной сварке в кабине размещают полуавтоматы и автоматы для дуговой сварки и необходимое вспомогательное оборудование и приспособления.
Для выполнения сварочных работ сварщик должен иметь определенный набор инструментов и принадлежностей.Электрододержатель. Это один из основных инструментов электросварщика, от которого во многом зависят производительность и безопасные условия труда. Элетрододержатель должен быть легким (не более 0,5 кг) и удобным, иметь надежную изоляцию, не нагреваться при работе, обеспечивать быстрое и надежное закрепление электрода. В зависимости от способа крепления электродов различают защелочные, пассатижные, эксцентриковые и другие электрододержатели. Наиболее распространены пассатижные электрододержатели.

Щитки и шлемы. Это оборудование изготавливают в соответствии с ГОСТ 12.4.035—78 из токонепроводящих материалов — фибры или пластмассы. Масса щитка не должна превышать 0,48 кг, шлема — 0,6 кг. Их внутренняя поверхность должна быть гладкой, матовой, черного цвета. Щиток состоит из корпуса со смотровым окном и ручки, имеющей круглое поперечное сечение и длину не менее 120 мм. Шлем представляет собой защитное приспособление, надеваемое сварщиком на голову. Он состоит из корпуса со смотровым окном и наголовника, который должен обеспечивать два фиксированных положения корпуса: опущенное (рабочее) и откинутое назад.
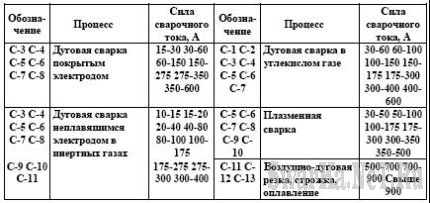
Для защиты глаз от вредных излучений щитки и шлемы снабжены светофильтрами типа С темно-зеленого цвета, которые выпускают (вместо светофильтров типа Э) 13 классов для сварки с применением токов силой 13. 900 А.
Для защиты светофильтра от брызг металла используют покровные органические стекла, которые по мере повреждения заменяют новыми.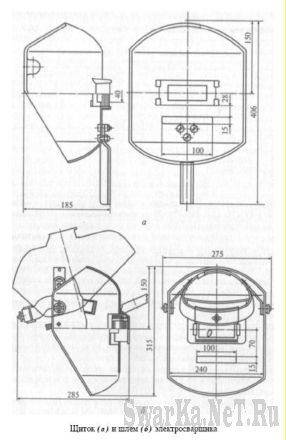
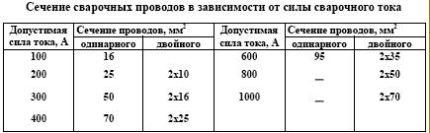
Сварочные провода. Ток от силовой сети подводится к сварочным аппаратам по проводам марки КРПТ. От сварочных аппаратов к рабочим местам сварочный ток поступает по гибкому проводу марки ПРГ, АПР или ПРГД с резиновой изоляцией. К электродержателю должен быть подключен гибкий медный провод марки ПРГД длиной не менее 3 м.
Длина проводов от сварочных аппаратов к рабочему месту не должна быть более 30. 40 м, так как при большой длине проводов напряжение в них значительно падает, что приводит к уменьшению напряжения дуги. Для соединения сварочных проводов применяют специальные муфты, медные наконечники и болты. Температура нагрева проводов не более 70°С.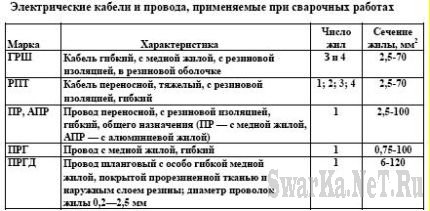
В таблице приведены данные по выбору сечения гибких сварочных проводов.
Одежда сварщика. В комплект одежды входят куртка, брюки и рукавицы. Куртку и брюки шьют из брезента, сукна или асбестовой ткани. Одежду из прорезиненного материала не применяют, так как ее легко прожечь нагретыми металлическими частицами. Брюки должны прикрывать обувь для предохранения ног от ожога. Рукавицы могут быть брезентовыми или спилковыми.
Дополнительный инструмент сварщика. Для зачистки кромок перед сваркой и удаления с поверхности швов остатков шлака применяют стальные щетки — ручные или с электроприводом. Остывший шлак с поверхности шва удаляют молотком-шлакоотделителем.
Для подсоединения «массы» к заготовке служат винтовые или пружинные зажимы, в которые токопроводящий провод впаивают высокотемпературным припоем или закрепляют механически.
Для клеймения швов, вырубки дефектных мест, удаления брызг и шлака применяют соответственно клейма, зубила и молотки. Сборочные операции перед сваркой выполняют с помощью шаблонов, отвесов, линеек, угольников, чертилок и специальных приспособлений. При монтажных сварочных работах сварщики используют надеваемые через плечо брезентовые сумки, в которые помещают электроды.Скачать в формате pdf: Вы не можете скачивать файлы с нашего сервера
Рабочее место сварщика
Организация рабочего места сварщика регулируется нормами и постановлениями Охраны труда и Техники безопасности (ОТ и ТБ). Эти указания должны соблюдаться на всех предприятиях и частных мастерских, а их игнорирование приводит к штрафам и травмам. Но существует и Научная организация труда (НОТ), чьи советы носят рекомендательный характер, помогающий оптимизировать уже существующее производство, чтобы увеличить эффективность рабочего процесса за счет улучшения условий и повышения безопасности сотрудников. На основании всех этих источников собраны ключевые положения о том, как должно быть оборудовано рабочее место сварщика в различных ситуациях.

Цель организации рабочего места
Грамотная расстановка оборудования и создание определенных условий для выполнения работы содействуют следующему:
- повышается производительность предприятия;
- сварщику удобнее выполнять работу, поэтому улучшается качество результата;
- повышается защита рабочего от пассивных вредных воздействий (газы, излучение);
- предупреждаются травмы на производстве;
- создается благоприятная среда для работы других сотрудников, чья деятельность осуществляется рядом со сварщиком.
Чтобы достичь все эти цели прилагаются усилия по внедрению в рабочую местность ряда мер и технологий, которые обеспечивают достаточное пространство и удобство сварщику, а также защиту здоровья как самого специалиста, так и окружающих.
Кабина
Организация рабочего места электросварщика, который трудится на постоянном месте в цеху, начинается с обустройства кабины. Это помогает спокойно выполнять сварочные работы, и ограждает других от искр и световых вспышек.

Кабина должна иметь размеры, позволяющие заносить в нее изделия предназначенные для сварки. Если производимые конструкции небольшие, то минимальная площадь кабины должна составлять 2 х 2 метра. Это даст расположить все необходимое и свободно перемещаться вокруг изделия. Чтобы излучение от сварки не мешало окружающим, высота стенок кабины устанавливается до 1,8 м. Поскольку большинство сварочных манипуляций производится на уровне стола, этой высоты будет достаточно. Каркас кабины выполняется из профильной трубы или уголков. Стойки крепятся к полу анкерами. Можно предусмотреть дверь, которая будет полностью изолировать рабочее пространство сварщика по периметру.
Для улучшения естественной вентиляции, между полом и началом стенки кабинки выставляется зазор в 150 мм. Это содействует притоку воздуха и поднятию вредных газов от сварки вверх. Стороны кабины можно изготовить из листового шифера или тонкого железа. Допускаются варианты из брезента и даже фанеры, но эти материалы необходимо пропитать огнестойкими составами. Окрашивать стенки желательно в цинковые или титановые белила. Подойдет желтый крон. Эти вещества на поверхности кабины будут хорошо поглощать ультрафиолетовое излучение. Если покрасить подобную конструкцию в черный или темно-синий цвет, то ухудшится общая освещенность, т. к. будет поглощение света, исходящего от лампы над рабочим местом.
На открытом месте
Обустройство рабочего места сварщика ручной дуговой сварки на открытом пространстве происходит с использованием щитков и ограждений. Это применимо в случаях постоянного перемещения специалиста по цеху или при выездных работах. Щитки ставятся для перекрытия визуального контакта между электрической дугой и рабочими, которые трудятся рядом.

Подобные ограждения имеют две стойки на ножках, между которыми находится лист тонкого железа или шифера. Высота делается такой же, как и у кабинки. Его устанавливают так, чтобы он не мешал сварщику в выполнении задания и закрывал его от других. Окраску выполняют в стиле «зебры» (черно-желтую или черно-белую), чтобы ограждения были хорошо заметны окружающим. Это служит предупреждением о сварочных работах.
Установка электрооборудования
Электросварочный трансформатор, и другие агрегаты, издают достаточно громкий шум, плохо воздействующий на нервную систему человека. Из-за раздражительности ухудшается качество шва и понижается производительность. Поэтому гудящее оборудование устанавливается на некотором расстоянии от места выполнения работ. Трансформатор или преобразователь лучше расположить в пределах 5-7 метров от сварщика. Это снизит издаваемый шум, но в то же время не будет усложнять процесс регулировки аппарата.
Источник сварочного тока, находящийся посреди цеха, ограждают щитками для безопасности. Если имеются многопостовые установки, то для них сооружают постоянный забор из сетки или выносят их в отдельную комнату. Расстояние от стены до аппарата должно составлять не менее 500 мм. На открытом воздухе необходимо предусмотреть навес, чтобы защитить оборудование от осадков. Кабеля от аппарата прокладываются по-над стенкой, чтобы об них не спотыкались.
Установка газового оборудования
Рабочее место газосварщика обустраивается по похожему принципу. Окрас стенок оградительных щитков здесь не имеет значения, поскольку газовое пламя не излучает ультрафиолет. Главное, чтобы сварщику было хорошо видно все детали на рабочем месте.
Существенным отличием является расположение баллонов. Хотя для транспортировки и используется тележка, на которую сразу устанавливаются кислородный и ацетиленовый баллон, но перед выполнением сварочных работ их необходимо отставить друг от друга не менее чем на 5 метров. Так же следует поступать и с пропановым оборудованием. При этом важно соблюсти дистанцию между баллонами и свариваемым участком в пределах 5 м. В итоге, расстановка должна быть похожа на треугольник, на одной вершине свариваемый элемент, а на двух других баллоны с газом.
Важно, чтобы на пути к ацетиленовому генератору или баллонам ничего не находилось. Это обеспечивает быстрый доступ к оборудованию в случае обратного удара пламени. Так можно предупредить взрыв и серьезные травмы. Шланги располагаются сбоку, чтобы по ним не ходили и не ездили. В противном случае пламя будет тухнуть, а резиновые коммуникации могут испортиться.
Держатель
Главный инструмент сварщика — это держатель. От его удобства и продуманности зависит производительность и качество. Держатель может быть двух видов: зажимать электрод как прищепка, или стягивать путем закручивания рукоятки. Независимо от типа, он должен позволять сменить электрод за 4 секунды.
Конструкция хорошо изолируется для предотвращения поражения током. Кабель и сам держатель постоянно оказывают воздействие на руку сварщика своим весом. Поэтому масса этих элементов должна быть минимальной, чтобы не переутомлять сварщика и не ограничивать в движении.
Если работа ведется на большой силе тока (от 500 А), то держатель снабжается защитной накладкой, предотвращающей поражение руки сварщика высокими температурами дуги. Когда сварочный ток превышает показатели в 600 А, кабель проводится к электродержателю минуя рукоятку за которую берется рабочий. Стороны, которые фиксируют электрод, подвергаются налипанию брызг расплавленного металла, поэтому осложняют замену нового расходного элемента. Это замедляет весь процесс и сварщик быстрее утомляется. Для предотвращения этого эффекта поверхность держателя, на которую летят капли металла, смазывается автолом и чистится в конце дня надфилем.
Для удобного выполнения сварочных манипуляций практично располагать изделие на столе. Это повышает скорость накладки швов и удобство сварки в труднодоступных местах. Стол сварщика изготавливается по индивидуальным размерам, исходя из габаритов будущих изделий. Ножки должны иметь регулировку по высоте, чтобы подстраиваться под разных по росту рабочих.
На столе стоит предусмотреть приспособления для:
- безопасной укладки держателя в процессе перестановки изделия;
- быстрого доступа к расходным материалам и легкой смены электрода;
- расположения инструментов (молотка, напильника, фонарика, шлакоотделителя, щетки по металлу);
- розжига электрода на черновой поверхности;
- установки нестандартных конструкций с выступами в специальные отверстия.
Вытяжка
Важным атрибутом рабочего места электрогазосварщика является вытяжка. Она обеспечивает удаление вредных тяжелых газов от плавящегося металла и покрытия электродов. Не практично располагать ее в виде большого зонта над столом, поскольку часть вредоносной смеси будет проходить через органы дыхания сварщика.
Целесообразно устанавливать гибкую систему бокового отсоса воздуха, которая будет сразу забирать вредные газы, на давая им подниматься к лицу рабочего. Такая линия обеспечит перестановку вытяжки в любое место в пределах сварочной кабины. При этом стоит помнить о шуме двигателя мешающего рабочему, поэтому силовой агрегат для прокачки воздуха размещается за пределами комнаты.
Создание удобных условий для сварщика повышает качество швов и процесс выпуска готовой продукции. Снижение пассивного вреда на производстве и защита от травм персонала содействуют сохранению постоянного коллектива и слаженному взаимодействию сотрудников.
Организация рабочего места сварщика
Довольно большое распространение получили сварочные работы. Они могут применяться как для соединения отдельных элементов, так и для устранения различных дефектов. Сам проводимый процесс несет с собой опасность сварщику и окружающим. Примером можно назвать применения инверторов, которые питаются от электричества. Нарушение техники безопасности и неправильное оборудование рабочего места может привести к поражению электрическим током.

Предназначение оснащения рабочего места сварщика
Организация рабочего места сварщика – процедура, которая предусматривает обеспечение наиболее благоприятных условий для выполнения сварки. За участок может отвечать один сварщик или целая бригада. Среди особенностей можно отметить следующие моменты:
- Как правило, в качестве места сварщика выступает определенная площадь, находящаяся в сооружении или на месте строительства и ремонта.
- При рассмотрении требований к рабочим местам уделяется больше всего внимание тому, что оно должно быть оснащено требуемыми инструментами и техникой.
- Подготовка рабочего места также предусматривает уборку лишних вещей, которые могут снизить безопасность сварки.
- Организация проводится с учетом того, какого размера и типа обрабатываемая конструкция. Особое внимание уделяется тому, чтобы сварщику или помощникам не пришлось фиксировать обрабатываемые изделия. Это запрещается принятой техникой безопасности.

Схематичное изображение кабины сварщика
В целом можно сказать, что только при правильной организации рабочего места в соответствии с техникой безопасности можно выполнить сварку качественно. При этом учитывается место сварки, условия окружающей среды и многие другие моменты.
Какие выделяют места осуществления сварочных работ
Техника безопасности и многие другие нормативные документы определяют классификацию рабочего места на несколько типов. Примером можно назвать нижеприведенную информацию:
- Стационарные.
- Нестационарные.
Первый тип чаще всего связан со специальными помещениями в мастерских, второй – передвижные, требующиеся для выезда на место аварии или проведения строительства. Кабина сварщика обустраивается только один раз в соответствии с техникой безопасности, после чего уделяется внимание только техническому состоянию ответственных механизмов и конструкций.
Стационарное рабочее место
Стационарное место сварщика встречается в различных производственных цехах. Они подходят для сваривания небольших изделий. Среди особенностей оснащения подобных помещений можно отметить следующие моменты:
- При правильном оснащении помещений обеспечивается беспрепятственный доступ к заготовкам.
- Поблизости не должны быть распложены взрывоопасные и легковоспламеняющиеся вещества.
- При использовании инверторов, которые работают на горючем веществе, баллоны должны быть расположены вдали от открытого пламени.
- Беспрепятственный доступ должен обеспечиваться расходным материалам, к примеру, электродам и проволоке. Это связано с тем, что во время сварки нужно быстро сменить некоторые элементы.
- Стационарное место подготавливается с учетом того, какие именно элементы будут свариваться между собой. Техника безопасности предусматривает, чтобы рабочее место сварщика обеспечивало неподвижное состояние заготовок во время ее обработки.

Стационарное место сварочных работ
Подготовка проводится при следовании определенной инструкции, которая разрабатывается сотрудником организации.
Передвижной пост
Передвижное место может создаваться для газового и электронного инвертора. Стоит учитывать, что сварочная кабина требуется для его установки в случае повышенной влажности окружающей среды.
Меньше всего проблем возникает при применении газовой сварки. Это связано с тем, что электрическое оборудование должно надежно питаться.

Сварочные провода: предназначение, рекомендуемые сечения
Организация сварочного поста предусматривает использование кабеля наиболее подходящего сечения. Этот показатель следует учитывать по следующим причинам:
- Слишком малое сечение приводит к тому, что кабель не выдерживает нагрузку и начинает перегреваться. В результате этого тепло оказывает воздействие на изоляцию, за счет чего она плавится. При сильном повреждении может возникнуть короткое замыкание.
- Кабель большого сечения обходится дорого. При этом они менее практичны в применении, транспортировка и хранение создает много проблем.

Выбор кабеля проводится в соответствии с нормативной документации. Организация рабочего места сварщика проводится с учетом того, что кабеля не должны переплетаться, все контакты фиксируются. Кабель и другое электрическое оборудование не должны быть расположены вблизи горючих материалов и воды.
Оптимальные сечения сварочного провода представлены в следующей таблице
Как ранее было отмечено, выбор проводов подбирается в зависимости от мощности используемого сварщиком оборудования. Оптимальный показатель выбирается в соответствии с таблицей.
Таблица сечений кабеля в зависимости от мощности
Использование табличных данных позволяет избежать довольно большого количества проблем. Качественный кабель имеет эффективную изоляцию, которая исключает вероятность короткого замыкания.
Как выбрать электродержатель
Правильно выбрать при организации рабочего места нужно и электродержатель. От его технического состояния зависит, насколько безопасно будет рабочее место и какова производительность труда. Сварочный пост может снабжаться несколькими видами держателей, все зависит от типа проводимых работ.
При выборе подобного устройства уделяется внимание следующим моментам:
- Вес не должен быть более 0,5 килограмм. Слишком тяжелые варианты исполнения усложняют задачу сварщика. При длительной сварке будут уставать руки, что в конечном итоге снизит показатель производительности.
- Уделяется внимание тому, насколько удобен хват. Для того, чтобы рукоятка не соскальзывала, ее поверхность часто делают рифленой.
- При эксплуатации конструкция не должна сильно нагреваться. В противном случае могут возникнуть проблемы при длительной сварке. Несмотря на то, что сварщик должен использовать специальные рукавицы, сильный нагрев приводит к существенному дискомфорту.
- Поверхность должна быть изолирована, так как подобный элемент должен стать преградой электричеству в случае неполадки. При организации рабочего места уделяется внимание качеству и целостности изоляции.
- Крепление электродов должно быть прочным, так как на момент контакта с поверхностью на них оказывается механическое воздействие.

Рекомендуется приобретать оригинальные электродержатели, которые советует производитель для организации рабочего места. Перед каждой работай проверяется состояние конструкции.
Маска электросварщика как средство защиты
Техника безопасности по организации места для сварщиков, предусматривает использование специальных щитков и шлема. При их изготовлении должны учитываться нормы, установленные в ГОСТ 12.4035-78. Среди основных стандартов отметим следующие:
- Конструкция не должна быть тяжелее 0,5 килограмм. В противном случае работы будет проводить сложно.
- Для того чтобы защитить глаза устанавливаются светофильтры. Они делятся на 13 классов, выбор проводится в зависимости от мощности.
- При выборе маски уделяется внимание тому, чтобы она удобно крепилась. Время от времени сварщику приходится ее открывать для визуального осмотра шва.

В продаже встречаются самые различные варианты исполнения защитных масок. Более дорогие варианты исполнения характеризуются большей эффективностью. При частом проведении сварочных работ рекомендуется приобретать качественное изделие, так как ультрафиолетовое и другое излучение может навредить здоровью.
Требования к вентиляции
Нужно уделять внимание и эффективности вентиляции при организации места, особенно в случае работы с газовым аппаратом. Ее предназначение заключается в удалении теплого воздуха и подвода холодного, который требуется для охлаждения инструментов и техники.
При работе может образовываться достаточно большое количество токсичных газов. При высокой их концентрации есть вероятность отравления. Если концентрация газов высока, то есть вероятность их детонации.
Как правило, искусственная вентиляция представлена воздуховодами, которые подводят и отводят воздух. Для повышения эффективности работы устанавливается вентилятор. Проблем с охлаждением оборудования и загазованностью практически не возникает в случае, когда работы проводятся на улице.
Требования к специальной одежде
Индивидуальным средством защиты можно считать специальную одежду. Она изготавливается с учетом особенностей обработки металла, а также возможном воздействии. К комплект входит:
- Рукавицы.
- Специальная обувь.
- Куртка.
- Рукавицы.
- Брюки.

В большинстве случаев при их изготовлении применяется брезент, в который добавляется асбест. За счет подобного состава поверхность становится намного устойчивой к попаданию расплавленного металла.
Преимущества сварочных штор
Большой популярностью пользуются специальные шторки. Они позволяют существенно упростить работу, разделить участок на несколько секторов. К особенностям подобной оснастки можно отнести следующие моменты:
- При изготовлении применяется огнеупорная ткань.
- Используемый материал также может выдержать несущественно механическое воздействие.

Разнообразие сварочных штор
Выделяют несколько вариантов исполнения подобной оснастки, каждая характеризуется своими особенностями.
Сплошная стандартная штора
Чаще всего устанавливаются сплошную штору. Она представлена сплошным материалом, который крепится на специальных несущих элементах. Среди особенностей отметим:
- Визуальная защита и преграда ультрафиолетовому излучению.
- Защита окружения от брызг и расплавленного металла.
- Снижается отрицательное воздействие воздушных боковых потоков.

Сплошная стандартная штора
При выборе наиболее подходящей шторы уделяется внимание ширине швов, толщине материала и некоторым другим моментам.
Полосовая сварочная штора
Защитная штора выбирается при учете различных параметров. Основными можно назвать:
- Толщина и тип материала. Некоторые ткани характеризуются повышенной устойчивостью к воздействию температуры.
- Качественные варианты исполнения прошиваются.
- Тип несущей конструкции.

Полосовая сварочная штора
Установить подобную защиту можно быстро, после завершения процесса ее быстро собирают. Несущий элемент изготавливается из коррозионностойкого металла.
Рабочее место сварщика: чем должно быть оснащено?
Время чтения: 9 минут
Сварка — одно из важнейших изобретений человечества. Благодаря сварочному делу мы имеем возможность получать по-настоящему прочные соединения и применять их в различных сферах: от строительства домов до ракетостроения.
Однако, как и любой другой технологический процесс, сварка может быть опасна. Прежде всего, для самого сварщика, выполняющего работу. Мастера ежедневно работают с огнеопасными материалами и веществами, а также находятся в среде, загрязненной токсичными парами. Именно поэтому так важно применение техники безопасности и правильная организация рабочего места сварщика.

В этой статье мы расскажем, как выполнить оборудование рабочего места сварщика ручной электросварки, какими бывают рабочие места, как правильно организовать вентиляцию и выбрать защитную экипировку вместе с инструментами. Ведь от них тоже зависит комфорт и безопасность сварщика при выполнении работ.
Общая информация
Правильная организация рабочего места (сварочного поста) — обязательное условие для продуктивной работы сварщика. Чем лучше организовано рабочее место, тем удобнее мастеру выполнять свои обязанности.
У рабочего места сварщика есть множество вариаций. Сварщик может работать один или в команде, он может выполнять работу всегда на одном месте или быть мобильным. И от каждого типа работ будет зависеть организация пространства.
К любому сварочному посту предъявляются следующие требования:
- Площадь, отведенная под выполнение работ, должны быть достаточной не только для рабочих манипуляций, но и для свободного передвижения самого сварщика.
- Рабочее место должно оснащаться всем необходимым инструментарием и рабочими поверхностями.
- На рабочем месте должны быть предусмотрены места для удобного хранения рабочих вещей.
- Рабочее место должно вентилироваться, а также должно иметь достаточное количество источников света.
- Сварочный пост должен быть безопасным, огнеупорным.
Это краткое описание стандартного сварочного места. В последствии к этим пунктам добавляются другие требования, предусмотренные для выполнения тех или иных работ.
Типы сварочных мест
Любая подготовка рабочего места сварщика начинается с определения работ. Какой работой будет заниматься мастер? Это будет ручная дуговая сварка, он будет варить на полуавтомате или использовать иное оборудование? Ведь рабочее место электрогазосварщика абсолютно точно будет отличаться от рабочего места электросварщика.
 В этой статье мы будем говорить о сварочном месте для электросварщика. На данный момент для таких работ организуют два типа сварочных мест: стационарные и передвижные. Стационарное место используется на заводах, в цехах и мастерских, а передвижное — на стройплощадках, выездных работах и пр.
В этой статье мы будем говорить о сварочном месте для электросварщика. На данный момент для таких работ организуют два типа сварочных мест: стационарные и передвижные. Стационарное место используется на заводах, в цехах и мастерских, а передвижное — на стройплощадках, выездных работах и пр.После обустройства стационарного поста он напряжении долгого времени остается неизменным. Меняется лишь сварочное оборудование, комплектующие, износившиеся конструкции. Проще говоря, стационарное рабочее место — это своеобразный «скелет», к которому в последствии можно добавлять другое оборудование, но при этом сам пост остается на том же месте.
Передвижные посты более гибкие. Их можно многократно изменять и перевозить, меняя комплект оборудования. Давайте подробнее разберем, какие требования предъявляются к этим рабочим местам.
Стационарное рабочее место
Стандартное стационарное сварочное место сварщика используется чаще всего на крупных и малых производствах. Стационарное рабочее место имеет компактные размеры (в среднем около 4 кв.м.), может располагаться на открытом пространстве цеха или быть отделено специальными шумопоглащающими перегородками.
Такое рабочее место располагается на постоянной основе на предприятии, оно не разбирается и не перевозится. Соответственно, все оборудование остается прямо на рабочем месте, в какую бы смену ни пришел сварщик. На стационарном посту можно сварить варить относительно небольшие детали, поскольку их размер ограничен размерами самой рабочей зоны.

На стационарном рабочем месте у сварщика должен быть удобный стол, стул, места для хранения. Расходники должны храниться в непосредственной близости от сварочного стола, чтобы мастер мог оперативно заменить их во время выполнения работы.
Если рабочее место огорожено перегородками, следует уделить особое внимание его освещению и вентиляции.
Передвижное рабочее место
Главная характеристика передвижного поста — мобильность. Укомплектовав такое рабочее место, вы можете взять его с собой и выполнить работу за пределами цеха. Передвижное рабочее место в разы компактнее, чем стационарное. В большинстве случаев, оно представляет собой тележку, на которую помещают сварочное оборудование и расходные материалы.

У передвижного поста нет вентиляции и специального освещения, поскольку зачастую он используется на улице, где есть естественный обмен воздуха и солнечный свет.
Главный минус передвижного поста — отсутствие защищенности от осадков. Если вы вынуждены работать на улице под дождем, необходимо использовать специальный навес.
Подробнее о вентиляции
Вентиляция — один из важнейших элементов, который нужно учесть при организации стационарного поста. Особенно это касается тех рабочих мест, где планируется использование газа. Вентиляция необходима для забора паров, возникающих при проведении работ.
При работе на стационарном рабочем месте образовывается огромное количество опасных паров и мелкой пыли. Они негативно сказываются на здоровье сварщика и в некоторых случаях способны воспламеняться или взрываться.

Чтобы избежать этого, над рабочим постом монтируется воздуховод с принудительной вентиляцией. Она работает на протяжении всего выполнения сварочных работ, и помогает не только избавлять от опасных паров, но и охлаждает оборудование.
При работе на улице специальная вентиляция не нужна. Естественного движения воздуха более чем достаточно.
Дополнительная информация
Организация сварочного места важна, но правила будут работать только в комплексе с правильным подбором экипировки и сварочных инструментов. Мы дадим пару рекомендаций касаемо сварочной одежды, маски, проводов и держака. Это минимальный набор инструментов для сварщика, не считая сварочного аппарата, конечно.
Защитная одежда и маска
Защитная одежда и обувь необходимы любому сварщику. Если не использовать средства защиты, вам не поможет ни один сварочный пост. Даже хорошо укомплектованный.
На сварщике должна быть надета специальная рабочая форма (брюки и куртка), перчатки, обувь. Одежда должна быть выполнена из негорючих материалов, стойких к загрязнениям. Обувь не должна проводить ток. Также одежда должна быть стойкой к попаданию расплавленного металла.

Маска необходима для защиты глаз, волос и кожи. Проведение сварочных работ без маски запрещено. Маска должна быть оснащена светофильтром, защищающих глаза от излучения. Ее вес не должен превышать полкилограмма, иначе мастер будет быстро уставать от постоянного ношения маски на голове.
Ранее мы уже рассказывали о масках, прочтите об этом здесь. Мы рекомендуем выбирать маски типа «хамелеон» из средней ценовой категории или выше. Они отлично подходят для регулярного выполнения работ и хорошо справляются с задачей.
Сварочные провода
Сварочный провода так же необходимо правильно выбрать, чтобы они не стали причиной короткого замыкания или возгорания. Чем качественнее изоляция у кабеля, тем выше его прочность и надежность.
Обращайте внимание на качество изготовления и на сечение провода. Если сечение будет слишком маленьким, кабель не сможет выдержать нагрузки и расплавится, что может привести к печальным последствиям. При этом не стоит выбирать кабели с избыточным сечением, поскольку они довольно дороги, их неудобно переносить, хранить и использовать.

При организации сварочного рабочего места проследите, чтобы у него было предусмотрено отдельное место для хранения различных кабелей. Они не должны постоянно запутываться и пылиться. Также их нужно разместить поближе к мастеру, но подальше от взрывоопасных веществ и материалов.
Держатель электрода
От «держака» так же зависит правильная организация рабочего пространства. Он должен быть удобным в применении, чтобы мастер работал продуктивно. Если приобрести некачественный держатель, все удобство сварочного поста сходит на «нет».
Любое сварочное место должно быть снабжено сразу несколькими сварочными держателями. Во-первых, для их оперативной замены в случае необходимости, во-вторых для выполнения различных сварочных работ.
При выборе держака убедитесь, что его вес не слишком большой, но и не слишком маленький. Вы не должны испытывать постоянную усталость в руках от использования тяжелого держателя. Но при этом, слишком легкий держак может понизить точность выполнения работ. Подбирайте инструмент индивидуально.

Рукоятка у держака должны быть сделана из прорезиненного материала. Она должна быть удобной для хвата и не пропускать ток или высокие температуры. Если рукоятка будет нагреваться, сварщик может почувствовать это даже через защитные рукавицы.
Электроды должны плотно прикрепляться к держаку, не «гулять» из стороны в сторону.
Для держаков нужно предусмотреть отдельное место, в котором они будут храниться. Оно так же должно быть в достаточной близости от руки мастера, чтобы ему не приходилось тратить время на поиск нужного инструмента.
Вместо заключения
Чем должно быть оснащено рабочее место сварщика? Все зависит от типа сварочных работ, которые ему предстоит выполнить. У сварщиков на стационарном посту должен быть удобный стол, множество мест для хранения, принудительная вентиляция и хорошее освещение.
Это минимальный набор. А для передвижного поста достаточно иметь тележку на колесах, в которой можно смонтировать все оборудование и комплектующие. В отдельных случаях понадобится навес для выполнения работ во время неблагоприятных погодных условий.
Организация рабочего места — сложный и долгий процесс. Нужно учесть каждую мелочь: от хранения электродов до правильной вентиляции. Сварщик не должен испытывать трудностей при выполнении привычных работ. Рабочий пост должен быть укомплектован таким образом, чтобы обеспечить максимальный комфорт при сварке.
Организация рабочего места сварщика ручной дуговой сварки
 Рабочим местом сварщика называют специально оборудованную площадь для проведения как сварных, так и подготовительных работ. Организация рабочего места сварщика может занимать до 30% времени, затраченного на весь сварочный процесс.
Рабочим местом сварщика называют специально оборудованную площадь для проведения как сварных, так и подготовительных работ. Организация рабочего места сварщика может занимать до 30% времени, затраченного на весь сварочный процесс.
Данное производство относится к разряду опасных, а потому требует точного расчета и соответствующей подготовки. Процесс соединения металла при помощи воздействия высоких температур путём сварки является трудоемким и ответственным. Специалисты сварного дела сталкиваются со многими факторами, которые могут ухудшить состояние здоровья, привести к различным травмам коллег, возникновению пожара и быть источником других производственных происшествий. Поэтому главными условиями организации рабочего места сварщика должно быть удобство и безопасность проведения всех необходимых работ. В приведенной ниже статье мы разберем основные положения. А также приведем описание организации рабочего места сварщика.
Правила организации рабочего места
Особую роль в обеспечении роста эффективности труда имеет правильная организация рабочего места сварщика. Также стоит обратить внимание еще на один важный момент. Это строгое соблюдение программы дисциплины «организация рабочего места сварщика». Во-первых, рабочее место сварщика должно быть снабжено необходимым оборудованием, соответствующими инструментами и материалами для проведения работ. Архитектура и эргономика рабочего места сварщика должна предполагать наличие стеллажей, столов и полок, необходимых для хранения деталей и узлов. За специалистом закрепляется стационарный пост, оборудованный шкафом, навесными стеллажами либо ящиком для хранения кабелей, приспособлений, инструментов, чертежей и карт технолога. Согласно нормам, сварочную аппаратуру располагают таким образом, при котором сварщик может выполнять работу на максимально возможной площади, не прибегая к перестановке оборудования. Для примера следует привести основные пункты организации рабочего места сварщика полуавтоматической сварки:
1. Задействуется все возможное освещение рабочей области, далее подготавливается материал и необходимый инструмент.
2. Важным пунктом является проверка соединения кабелей и шлангов. Только после этого мы приступаем к подготовке самого аппарата, разматываем сварочный рукав, подключаем газовый баллон, дополнительно проверяем подачу газа к аппарату и осматриваем сопло горелки.
3. Подготавливаются соответствующие детали, и начинается сварочный процесс, по окончании которого необходимо дать остыть от одной до двух минут образовавшемуся шву. Далее мы очищаем получившийся шов от шлака. Заканчиваем проводимые работы выключением подачи газа и питания аппарата.

Виды рабочих мест
Организация рабочего места сварщика ручной дуговой сварки, как и газосварщика, занимает первое место в общем цикле подготовительных работ. Традиционно выделяют стационарные и нестационарные (передвижные) рабочие места сварщика.
Организация стационарного рабочего места
Постоянные (стационарные) места, так же их называют сварочным постом, предназначены для работ, выполняющихся в специализированных цехах или мастерских. Обязательным условием является установленный сварочный аппарат, защищенный от атмосферных воздействий, обязательно проветриваемое (вентилируемое) помещение площадью не менее 3 м², бетонный пол и стены, не отражающие сварочные блики.
Формально даже у себя в гараже можно организовать полноценный сварочный пост, конечно, при условии наличия заземления. На стационарно оборудованных местах проводится, в основном, сварка мелких деталей, которые можно разместить и удобно подогнать на сварочном столе. На стационарном посту инструмент хранится в ящике, предназначенном только для инвентаря.
Требования к вентиляции
Особые требования к организации рабочего места сварщика диктуются необходимостью обезопасить специалиста в ходе выполнения сварочных работ. Потому как в воздухе повышается концентрация вредных примесей, частиц металла (при резке металла) и пыли. Это, в свою очередь, может отрицательно сказаться на здоровье как самого сварщика, так и рабочих, находящихся в рабочем помещении. Для поддержания постоянной воздухоциркуляции на производстве устанавливают вентиляцию, которую можно разделить на две группы:
- местная вытяжная вентиляция (помещается непосредственно над сварочным постом);
- общеобменная (действует по всему помещению).

Местная вытяжная вентиляция находит свое применение для сварочного поста, в то время как в крупном сварочном цехе используют общеобменную вытяжную вентиляцию. Для вывода сварочного аэрозоля у места его концентрации при ручной электросварке применяют поворотные и подъемные наклонные панели равноплоскостного всасывания. При сварке средних изделий архитектура местных отсосов может быть исполнена в виде шкафа для вытяжки, вертикальной либо наклонной панели всасывания. При сварке крупногабаритных изделий, средних размеров, а также мелких изделий сварщик может помимо различных видов вентиляции применять сварочные маски с автономной вентиляцией в зоне дыхания.
Организация мобильного рабочего места
Временные (мобильные) рабочие места сварщика организуются для работ, выполняемых непосредственно на крупногабаритных деталях и установках, переместить которые к сварочному посту физически невозможно. Организация рабочего места сварщика в нестационарных местах необходима в условиях, когда необходимо сварить изделия больших размеров, которые располагаются неподвижно. В данном случае сварщик вынужден передвигаться по всему периметру, будь то сварка протяженного трубопровода или неподвижного каркаса. Согласно технике безопасности, такие места должны быть отделены специальными огнестойкими ширмами (щитами). Посты обязательно должны быть обеспечены средствами для тушения пожара. Нужно помнить, что огнетушителя недостаточно для рабочего места сварщика, а потому оно оборудуется ящиком с песком. Не следует перегружать рабочее место вещами, которые не нужны для производства данной детали, и лишним оборудованием, так как это будет не только снижать эффективность производственного процесса, но и угрожать здоровью и жизни сварщика.

Рабочее место в монтажных условиях
Есть особенности организации труда на рабочем месте сварщика в условиях производства и работах на открытом воздухе: оно обязательно должно быть специальным образом подготовлено и защищено от атмосферных воздействий. Потому как наличие воды в виде пара или осадков может привести к поражению электрическим током. При организации рабочего места сварщика «в поле» применяют навесы, палатки или переносные тенты. Опять же по причине выполнения работ в «полевых» условиях возникают трудности по хранению сварочного оборудования.
По окончании смены нужно каждый раз перемещать сварочный аппарат к месту его хранения. Оптимальный вариант – содержание его в закрытом помещении, при этом к непосредственному сварочному месту нужно будет лишь протянуть сварочные кабели, но если это не представляется возможным, то лучшее решение – установка сварочного аппарата на возимую платформу либо ручную тележку. Это сократит время подготовки бригады и увеличит ее эффективность. Для работы на монтажной площадке сварщику необходима специальная сумка для хранения инструмента. Функцию сумки также может выполнять портативный ящик для инструмента.
Инструменты сварщика
Инструмент сварщика комплектуется с учетом специфики предстоящих сварочных работ. Однако есть определенный список инструментов, наличие которых для грамотного специалиста является строго обязательным. Без этих элементов сварочный процесс невозможен по определению.

К таким инструментам относятся:
1. Электрододержатель, от качества и надежности которого зависит удобство работы и безопасность труда. Электрододержатель не может превышать веса в 0,5 кг, должен быть исправным, необходимо, чтобы электрод в нем не болтался, и рукоятка была прорезинена.
2. Сварочные электроды. Электроды классифицируют по маркам, типу, толщине покрытия, качеству, назначению и допустимым пространственным положениям. Конечно, электрод должен соответствовать типу свариваемого металла. Перед работами нужно убедиться в том, что покрытие электрода однородное, плотное, прочное, без трещин и наплывов. Помимо всего прочего, сварщик, работающий с неплавящимся электродом, должен иметь при себе набор сточенных вольфрамовых электродов, комплект ключей, пассатижи либо кусачки.
Защитные приспособления
К защитным приспособлениям относят щиток или маску, которая применяется для предупреждения травм и ожогов глаз, лица от вредного влияния инфракрасного излучения и брызг раскаленного металла. Основное требование, предъявляемое к маскам, – наличие в них светофильтра, задерживающего инфракрасное и ультрафиолетовое излучение, а также снижающее яркость световых лучей дуги.
Дополнительные приспособления и инструменты
К дополнительным инструментам относятся: стальная щётка – необходима для зачистки металла от грязи, ржавчины перед сваркой и шлака по завершении сварочного шва; молоток с заострённым концом, который применяется для отбивки шлака с поверхности шва; зубило для вырубки дефектного места сварного шва – применяется для срезания капель застывшего металла с поверхности изделия.
Для проведения измерительных работ сварщику необходима рулетка, линейка, угольник, а также белый маркер – для нанесения разметки на подготавливаемое изделие.
Одежда сварщика
Костюм сварщика производится из специализированной огнестойкой ткани, которая призвана защитить специалиста от искр, брызг расплавленного металла и при этом не плавится от контакта с нагретыми поверхностями, что исключает ожоги.

Более того, сварщик не имеет права выполнять любые виды огнесварочных работ без защитного комплекта одежды, в список которого входит:
- Собственно сам костюм сварщика, соответствующий требуемому ГОСТу.
- Специальная обувь, стойкая к термическому воздействию искр и стальных брызг.
- Рабочие рукавицы или перчатки, в основном сделанные из брезента.

