Ошибки при сварке полипропиленовых труб
7 ошибок пайки полипропиленовых труб с плачевными последствиями
Полипропиленовые трубы — востребованный материал для коммуникаций. Изделия используются для отопления и водоснабжения. Полипропилен, в виду своей доступной цены, завоевал сердца миллионов тех, кто не хочет сильно тратится. Если не тратишься на трубы, то и на рабочую силу не обращаешь должного внимания. Это побудило рынок сдвинуться в сторону большого количества мало обученных специалистов, которые не особо знают правила сварки полипропиленовых труб. В этой статье поговорим с вами о ключевых ошибках пайки ппр труб своими руками и обсудим, чем каждая ошибка может для вас кончиться.
Раньше применялись металлические трубы. Системы ремонтировались путем сварки. Такие сварщики и слесари были профильными специалистами. Могли обеспечить качественный ремонт. Отвечали за результат. Предоставляли гарантии.
Сейчас по-другому. Монтажом занимаются любители. Халтурщики без соответствующего образования и профессиональной подготовки. Даже мастер-специалист устанавливает трубы не по правилам. Из лени и экономии времени.
Ниже разберем семь грубейших нарушений пайки, допускаемые большинством профи и любителей. И советы, которые помогут смонтировать систему с полипропиленовыми трубами грамотно своими руками.
Посмотрите так же видеоверсию статьи с подробными примерами:
Не подготавливают материал перед сваркой
В 90% пайка полипропиленовых труб своими руками происходит на строящемся объекте или во время капитального ремонта. Грязь, пыль, цемент, песок — здесь стандартная ситуация.
Работники не обращают на грязь внимания. Стараются быстрее сдать объект, получить плату и уйти. В итоге трубы устанавливаются следующим образом: берется фитинг, вставляется в сварочный аппарат, стыкуется с трубой. Однако, упущен ключевой момент. Соединения нужно тщательно подготовить.
Трубы и фитинги находятся на грязном полу. На пыльных полках. Из-за ремонта на трубах скапливается большое количество строительной грязи, пыли, цемента. Полипропилен перед сваркой нужно обязательно очистить. Неочищенные соединения могут начать протекать. Через месяц, год, два или пять лет.
- протирают чистой влажной тряпкой;
- просушивают;
- обезжиривают.
Очищенные детали — ключевое условие грамотной установки. Обработку рекомендуют сами производители. Лишние элементы на стыках делают соединение неплотным. В последствии образуются щели, течи.

Каждое будущее соединение трубы и фитинга нужно протирать. Желательно делать это спиртосодержащими тряпочками или салфетками
Сварку соединительных деталей производят в проветриваемом помещении. Если работы на открытом воздухе. Участок защищают от осадков: дождя, снега, ветра.
После резки проверяют наличие заусенцев. Удаляют специализированными инструментами. Полирующими и режущими. Стружка внутри недопустима. Область соединения должна быть свободной от повреждений.
Не соблюдение времени нагрева трубы
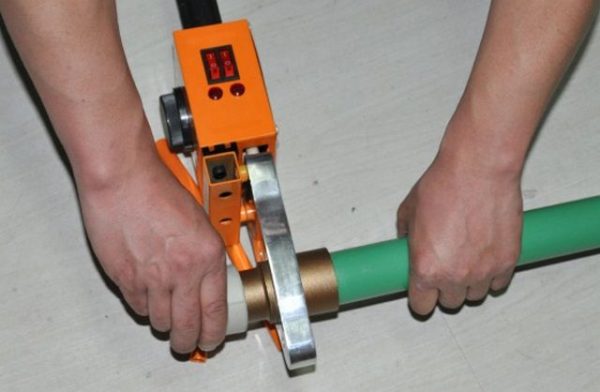
Контактная сварка полипропиленовых труб производится с помощью сварочного аппарата. Прибор состоит из гильзы и дорна, которые плавят наружную и внутреннюю поверхности раструба.
Время нагрева — ахиллесова пята каждого второго сварщика полипропиленовых труб. ППР трубы должны находиться строго определенное время в сварочном аппарате (он же паяльник). Редкий мастер соблюдает рекомендации производителя. Температуру, количество секунд/минут. Даже если заявляет, что профи.

Для каждого диаметра трубы в сварочном аппарате предусмотрено свое время нагрева
Грамотный специалист следит, сколько времени труба находится в аппарате. Смотрит температуру. Показатели указаны в нормативах и требованиях. Перечислены в инструкциях. Доморощенные монтажники определяют время на глаз. Повышая риски поломки. Стыки дают сбой после установки, либо спустя несколько месяцев-лет.
Есть набор методов, которыми производится пайка полипропиленовых труб своими руками. Время нагрева, рекомендации, числовые значения указаны производителем в инструкции к пайке. Если изделия находились на сварочном аппарате недостаточно, произойдет протекание или расстыковка.
После сварки требуется чистка действующих поверхностей дорна и гильзы. Мастера-халтурщики чистки не делают.
Мгновенная стыковка трубы и фитинга
Третья ошибка плавно проистекает из второй. Трубы нужно не только нагреть и спаять, но и дать им остыть.
Во время пайки трубы с фитингом своими руками, нельзя отпускать соединение сразу. Нужно 3-7 секунд держать их плотно друг к другу (время зависит от производителя и диаметра трубы).

Обратите внимание. Если сразу «спаять» стык и отпустить, то фитинг отойдет от трубы на несколько миллиметров
Однако большинство мастеров соединяют стык и сразу отпускают, переходя к другим делам. Стык не успевает окрепнуть. А изделие-то не остыло. Крепление получится слабое. В области, где производится пайка полипропиленовых труб, появляется сдвиг. Пропускающий воду.
Перегрев трубы во время сварки
Стык недостаточно прогреть до необходимого состояния. Грамотный мастер следит, чтобы детали не перегрелись. Иначе пайка полипропиленовых труб будет непрочной.
- Выставлять в сварочном аппарате максимальную температуру.
- Долго держать трубу на аппарате (утюг расплавит материал).
Если допустить перегрев паяльника и трубы, трубы протекут через 3-5 месяцев. А может и сразу.
Когда стык перегревается, труба сужается. Не превышайте оптимальное время пайки трубы. Средняя рекомендуемая температура — 250-260 градусов.
Средняя длительность нагрева:
- 4 секунды (трубы 20 мм);
- 6 секунд (изделия 25 мм);
- 8 секунд (32 мм);
- 12 секунд (40 мм).

Вот так выглядит соединение перегретой полипропиленовой трубы после «пайки»
Перегреть — хуже, чем не до греть. Если пластик прогрелся недостаточно, процедуру повторяют. Перегретую деталь придется выбрасывать. Доморощенные слесари выставляют на аппарате максимальные показатели. Чтобы наверняка. Якобы сварится покрепче. И сэкономит время. А полипропилен плавится. Теряет свойства.
Проворачивание трубы во время сварки
Одна из распространенных ошибок среди новичков и даже опытных монтажников. Мастера, поставив трубу на сварочный аппарат, начинают ее прокручивать. Либо же прокручивают ее при соединения. Делать это во время пайки полипропилена — грубая ошибка. Производители не рекомендуют.
Слегка откорректировать трубу во время нагрева и пайки допустимо. Однако не проворачивать на 50-90 градусов. Утюг повредит структуру.
Чтобы сделать верный стык, детали регулируют заранее. Прежде чем ставить трубы ППР на сварочный аппарат. В противном случае во время поворота пластик деформируется. Стык получается непрочным.
Использование разнородных труб
На объектах встречается ситуация: не хватает деталей. Например, трубы есть — фитингов не достает. Мастер докупает фитинги другого производителя или использует те, что имеются в запасе.
Аналогичная ошибка — труба и фитинг разных цветов. Например, труба белая, а фитинг серый.

Белая труба и серый фитинг. Как вам?
Это не катастрофа. Серьезных проблем скорей всего не будет. Однако, подобная пайка полипропиленовых труб имеет ряд минусов:
- Не эстетично. Разные цвета не сочетаются. Портят вид изделия.
- У разных производителей разные составы полипропилена. Материалы могут плохо подходить. Давать нежелательные химические реакции при нагреве.
- Автоматически лишаетесь гарантии производителя
- Толщина стенок фитингов и труб может разнится.
Если произойдет гарантийный случай (хотя кто им воспользуется), а запчасти разные, производитель имеет право отказать обратившемуся.
Внешние температурные условия
Монтаж и сварка полипропиленовых труб проводятся при определенных температурах:
- При +5 градусов и ниже выполнять установку нельзя. Отмечено у всех производителей. Ошибки чреваты некачественными стыками.
- Трубу нельзя подвергать деформации при температуре ниже +15 градусов. Даже перевозка материала должна выполняться в правильное время. Учитывая, что многие изделия хранятся на холодных складах, ситуация усугубляется.
- Если монтаж производится зимой, помещение предварительно прогревают. Оптимальная температура пайки полипропиленовых труб — +10 градусов и выше.
- Предпочтительная рабочая температура окружающей среды — в диапазоне от +5 до +45 градусов. Чтобы во время пайки поддерживать равномерную температуру рабочей зоны, используют обогреватель.
Производители дают таблицы с нормативами. Последние показывают временные нормы нагрева, стыковки и остывания изделий. Время зависит от диаметра, состава материала и глубины установки. В холодном помещении время прогрева увеличивается на 1-2 секунды.
Для справки
Трубы на базе пластика имеют преимущества:
- универсальность;
- бесшумность;
- ударопрочность;
- герметичность;
- невосприимчивость к налету;
- долгий срок службы;
- простая быстрая установка;
- практичность;
- эстетичный внешний вид.
Есть и недостатки ппр труб. Про них есть отдельный материал:
Полипропилен приобрел популярность. Распространились доморощенные «профи». Не владеющие технологией. Пайка полипропиленовых труб выполняется некачественно.
Чтобы заниматься установкой, проходят обучающий курс. Длящийся несколько месяцев. В специализированном учебном учреждении. Однако клиенты не смотрят на образование.
Результат — на объект приходит халтурщик. Технологии нарушаются. Нормы не соблюдаются. Утюг имеет неверную температуру. Трубы протекают. Напор воды слабый. Новые владельцы системы начинают ругать не мастера, а материал.
Совет. Сварщика или слесаря выбирают ответственно. Проверяют работу. Контролируют процесс. Персонал, устанавливающий трубы ППР, должен пройти обучение. Быть технически компетентен для работы с соединениями.
Рабочая бригада должна иметь оборудование, обеспечивающее безопасное обращение с трубами из пластика. Рабочие инструменты собраны и проверены. Инструменты должны предназначаться для пластика. Иметь подходящие лезвия с учетом толщины стенок. В том числе электроинструменты.
Длительность эксплуатации ППР-трубопроводов — от 30 лет для холодного водоснабжения и от 50 лет для горячего. Неграмотная установка сокращает надежность системы до 1-2 лет.
Основные ошибки при сварке полипропиленовых труб и как их не допустить
На самом деле, на сайте уже есть подробная пошаговая инструкция по пайке полипропиленовых труб своими руками, где описана технология и основные моменты процесса. В этой статье мы поговорим о другом – о главных ошибках, которые совершают неопытные мастера.
Покупка паяльника для сварки полипропиленовых труб – еще не самое главное, так как нужно уметь правильно пользоваться данным инструментом. В Интернете, конечно, есть множество видеороликов, в которых рассказывают, как правильно паять полипропиленовые трубы, но обычно в этих видеоуроках упускается очень важный момент – основные ошибки при сварке, а ведь именно с этого должен начинаться путь монтажника.
 Основные ошибки при сварке полипропиленовых труб и как их не допустить
Основные ошибки при сварке полипропиленовых труб и как их не допустить
Важно! Так что это за ошибки? О чем следует узнать до того, как брать в руки паяльник? Какая правильная температура пайки труб? Об этом и многом другом мы поговорим в нашем обзоре.
Распространенные ошибки при сварке ПП труб
Самые часто встречающиеся ошибки связаны со следующими моментами.
 Устройство паяльника для пластиковых труб
Устройство паяльника для пластиковых труб
Неправильная температура
Часто на паяльнике выставляется максимальная температура, вследствие чего пластик сильно плавится и, как результат, совершается самая грубая ошибка – уменьшается входной диаметр изделия либо фитинга. Есть целый ряд факторов, влияющих на температуру паяльника. Это может быть, к примеру, температура окружающей среды. Если на улице +18-20°С, то максимальную мощность выставлять не нужно – вполне хватит 250-270°С.
 Сварка пластиковых труб
Сварка пластиковых труб
Другой важный момент – это диаметр труб. Чем меньше диаметр, тем ниже должна быть температура прибора. Это, конечно, можно контролировать временем нагрева, но порой, если уменьшить температуру паяльника, можно избежать плавления (и последующей деформации) концов труб.
Цены на паяльник для пластиковых труб
Время пайки
Не придерживаясь определенного времени во время сварки, можно расплавить концы труб настолько, что деформация будет неизбежной.
 Как паять полипропиленовые трубы
Как паять полипропиленовые трубы
Для стандартных ситуаций существуют определенные сроки (при температуре 250-270°С), ознакомимся с ними.
Таблица. Рекомендуемое время нагрева при пайке ПП труб.
| Диаметр трубы, мм | Требуемое время нагрева, сек |
|---|---|
| 20 | 5 |
| 25 | 7 |
| 32 | 8 |
| 40 | 12 |
| 50 | 18 |
| 63 | 24 |
| 75 | 30 |
| 90 | 40 |
| 110 | 50-60 |
 Разбираемся с ошибками при пайке ПП труб
Разбираемся с ошибками при пайке ПП труб
Но помните, что на это время оказывает влияние не только диаметр, но и температура, которую вы выставили на паяльнике. И, конечно, температура в доме или на улице.
Некачественно очищенные трубы
Если они будут мокрыми или грязными, то протечка неизбежна в любом случае. А потому перед пайкой трубы следует очистить от грязи, пыли, и просушить. Если вы, к примеру, меняете водопроводный стоят и из трубы течет вода, но следует хотя бы на время прекратить водоснабжение. Как вариант – можно запихнуть внутрь салфетку либо кусок туалетной бумаги. Когда вы закончите паять, салфетка размоется вновь пошедшей водой и окажется в фильтре грубой очистки, не причинив вреда трубопроводу.
 Туалетная бумага может быть полезной при пайке ПП труб
Туалетная бумага может быть полезной при пайке ПП труб
Цены на полипропиленовые трубы для водопровода
Паяем полипропиленовые трубы правильно
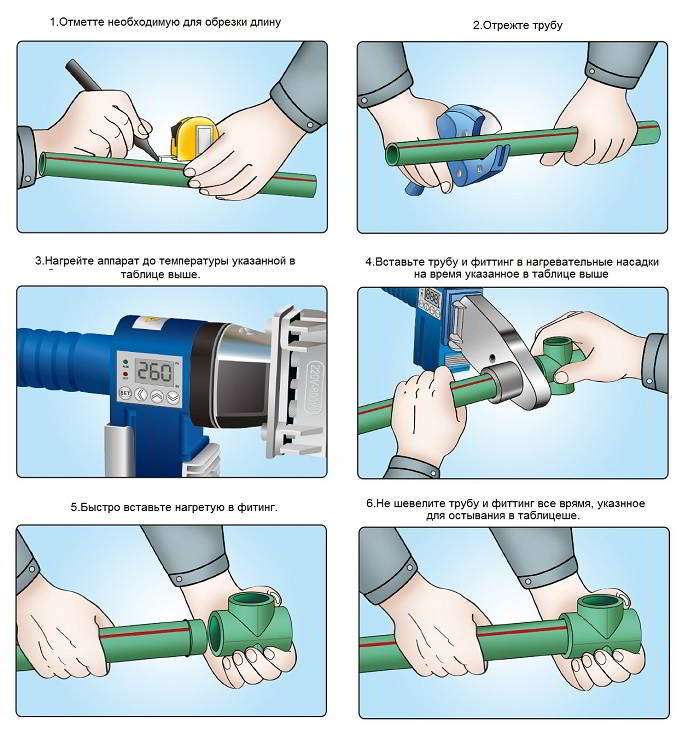
Разобравшись с основными ошибками, приведем небольшую инструкцию по сварке пластиковых труб.
Шаг 1. Вначале подготавливается все, что потребуется для работы:
- сам паяльник;
- пила по металлу (лучше труборез, если есть возможность);
- трубы с фитингами;
- маркер.
Шаг 2. Паяльник собирается, на него ставятся нужные насадки, затем прибор подключается к сети и прогревается. Когда он хорошо прогреется, его желательно выключить (хотя бы один раз). На трубе делается пометка – обозначается глубина ее вхождения в фитинг. Затем можно приступать непосредственно к пайке.
 Разметка трубы перед пайкой
Разметка трубы перед пайкой
Шаг 3. Труба размечается, указывается, куда и как будет направлен фитинг (либо тройник, отвод, проч.), для чего лучше воспользоваться черным строительным маркером. Также отмечается глубина вхождения в фитинг. В будущем это поможет избежать разного рода ошибок, касающихся разметки.
Шаг 4. Труба загоняется с одной стороны хорошо разогретого паяльника, а фитинг – с другой. Начинается отсчет времени (следуйте таблице), по прошествии которого стыкуемые элементы быстро извлекаются и соединяются вместе.
 Элементы нужно нагревать в течение определенного времени
Элементы нужно нагревать в течение определенного времени
Шаг 5. Фитинг во время соединения сразу выравнивается, чтобы ровно сидел на трубе. Саму трубу не стоит сильно вдавливать – достаточно насадить на глубину, отмеченную ранее. Если вдавить слишком сильно, внутренний диаметр трубы может уменьшиться, а это уже очень грубая ошибка!
Кроме того, фитинг во время соединения нельзя прокручивать. Если говорить простым языком, нужно: нагреть, соединить, выровнять и удерживать примерно полминуты.
 Этапы пайки полипропиленовых труб
Этапы пайки полипропиленовых труб
За 30 (а лучше 40) секунд пластик должен застыть. На этом все, желаем удачи во всех начинаниях! Обязательно делитесь мнением в комментариях. Спасибо!
Видео – Пайка пластиковых труб
Распространённые ошибки при сварке полипропиленовых труб
Полипропиленовые трубы широко применяются в процессе обустройства водоснабжения и отопления домов и квартир. Без сварки ППР труб при этом не обойтись. Сайт RMNT собрал наиболее распространённые ошибки, которые допускаются неопытными сварщиками при соединении полипропиленовых труб.
- Ошибка первая — не очистить трубы перед сваркой
- Видео по теме:

В статье о том, как провести водопровод внутри частного дома своими руками портал Rmnt.ru писал, какой набор инструментов потребуется для этого. Один из важнейших помощников — паяльник для ППР труб, он же сварочный аппарат. Кажется, что соединить полипропиленовые трубы проще, чем металлические. На самом деле, есть свои нюансы, специальная технология. Если её нарушить, водопровод или система отопления долго не прослужат.
Ошибка первая — не очистить трубы перед сваркой
Процесс обустройства систем водоснабжения и отопления чаще всего происходит в помещении, где активно идёт ремонт. Вокруг строительный мусор, цемент, штукатурка, краска… Всё это оказывается на трубах. Перед тем, как приступить к сварке, необходимо:
- Тщательно протереть трубы слегка влажной тряпкой;
- Просушить;
- Обезжирить.
Только потом можно пользоваться паяльником. В противном случае оставшиеся пыль и мусор могут привести к тому, что стык получится некачественным, существенно увеличивается вероятность протечки в будущем.

Ошибка вторая — не выдержать нужное время нагрева
У каждого сварочного аппарата для ППР труб есть инструкция. И производитель указывает, как долго нужно нагревать трубы для качественного соединения. Но инструкции часто вообще не читают, а время засекают на глазок. Между тем в процессе сварки важна каждая секунда. Нужно строго соблюдать инструкции, используя паяльник для полипропиленовых труб! Недогрев приводит к расстыковке соединений, то есть к протечкам.

Ошибка третья — перегрев труб
Противоположная ситуация — сварщик передержал трубы в паяльнике, думал, что так будет надёжней. В итоге получается только хуже! Если недогрев можно исправить, вновь соединив трубы, то перегретые части остаётся только выбросить, они оказываются безнадёжно испорченными.
- Ставить сварочный аппарат на его максимальную температуру;
- Слишком долго держать трубу в аппарате.
Утюг паяльника в таком случае просто расплавит материал, труба сузится и окажется непригодна для использования.
Важно! Рекомендуемая температура для сварки ППР труб — +250–260°C. Трубы диаметром 20 миллиметров нужно держать в аппарате 4 секунды, 25-миллиметровые — 6 секунд, 32-миллиметровые — 8 секунд, 40-миллиметровые — 12 секунд.

Ошибка четвёртая — сразу отпустить место стыка труб
Так делать нельзя! Нужно подождать, пока нагретые трубы остынут и место соединения надёжно скрепится. Хотя бы несколько секунд нужно крепко держать соединение руками, не отпуская сразу.

Ошибка пятая — крутить трубу во время пайки
Производители сварочных аппаратов для ПРР труб настоятельно не рекомендуют делать это. Немного откорректировать трубу можно, но не крутить во все стороны! Утюг паяльника может повредить структуру трубы, пластик деформируется. Ещё перед пайкой нужно отрегулировать детали и в процессе уже не поворачивать.

Ошибка шестая — разнородные трубы
Бывает, что не хватило деталей и владелец дома докупает первые попавшиеся фитинги и трубы. Часто от другого производителя, другого цвета. Это не такая уж страшная ошибка, если всё остальное сделать правильно. Однако, проблемы возможны из-за разного состава полипропилена, разницы в толщине стенок труб. Кроме того, стыки труб разного цвета выглядят не эстетично, а владелец лишается гарантии производителя.

Ошибка седьмая — пайка в холодном помещении
Для того, чтобы сварка полипропиленовых труб была качественной, в комнате должно быть минимум +5°C. Это указывают все производители сварочных аппаратов. Специалисты же считают оптимальной температуру не меньше +10°C. Подвергать ППР трубы деформации можно при температуре от +15°C. Поэтому помещение, где проводятся работы, нужно предварительно прогреть. И дать самим трубам возможность полежать в тепле, не начинать работать с деталями, только что занесёнными с мороза.
Видео по теме:
Ошибки при пайке полипропиленовых труб
С первого взгляда может показаться, что в сварке труб из полипропилена нет ничего особо сложного: нагреть, соединить, охладить и готово. Однако по опыту можно с уверенностью сказать, что в этом процессе существует множество нюансов, влияющих на качество скрепления фитингов и труб. Игнорирование этих фактов приводит к массе недоработок, вызывающих протекание труб, закупорку и другие проблемы. Некоторые ошибки можно обнаружить только через некоторое время после начала функционирования трубопровода, когда найти установщиков-дилетантов уже почти невозможно.
Для сваривания полипропиленовых фитингов и труб чаще всего используют технологию термической полифузии. Её смысл заключается в том, что свариваемые части нагреваются до необходимой температуры и максимально быстро соединяются. Для нагревания конструкции применяют специальный прибор, называемый в народе «паяльником». Процесс пайки труб из пластика затрачивает достаточно много времени и сил.

Некоторые изготовители нагревателей для сваривания труб из пластика устанавливают на одно оборудование сразу несколько нагревательных элементов, особенно это характерно для бюджетных моделей турецкого и китайского производства. Для каждого из них установлен отдельный тумблер, а мощности подобного оборудования хватает для фитингов и труб определенного размера. Не стоит включать сразу два нагревательных элемента вместе, чтобы не перегреть пластик, не расходовать лишнее электричество и не перегружать сеть. Второй нагреватель лучше использовать в качестве запасного, включаемого в случае поломки первого.
Если оборудование для пайки труб оснащено двумя нагревательными приборами, их можно использовать одновременно в самом начале работы, чтобы быстрее разогреть систему. Затем один из них необходимо выключить.
Разогретый материал полимерных труб сохраняет пластичность очень короткий промежуток времени. В эти мгновения необходимо соединить части и зафиксировать соединения, вместе с этим устраняя перекосы. Только по окончании момента фиксации, когда материал потерял эластичность, соединенные трубы можно положить на поверхность.
Наилучшей температурой для нагревания труб из полипропилена считается показатель, равный 260 градусам Цельсия. Во время нагрева необходимо достаточно сильно нагреть конструкцию, чтобы полученное соединение было надежным. При этом трубу противопоказано перегревать, так как она может потерять форму. Для этого нужно контролировать время нагрева. В зависимости от размера труб оно должно составлять:
- 8-9 секунд для труб шириной 20 миллиметров;
- 9-10 секунд для труб шириной 25 миллиметров;
- 10-12 секунд для труб шириной 32 миллиметра и так далее;
Если изделие не будет разогрето до необходимой температуры, соединение получится слишком слабым и со временем начнет протекать. Перегрев трубы может привести к снижению её проходимости и появлению оплывов.

Существуют модели нагревательного оборудования для сваривания полимерных труб с рукояткой для регулировки температуры или без нее. Возможность изменять степень нагрева прибора была встроена скорее из соображений маркетинга, нежели продиктована необходимостью на практике. Профессионалы рекомендуют устанавливать температуру на уровне 260 градусов Цельсия и не менять её в дальнейшем, ориентируясь по времени нагрева. Поэтому старые виды «паяльников», не имеющие регулятора температуры нагрева, также вполне подойдут для качественной сварки труб из полипропилена.
После того, как трубы нагреты и соединены, их нужно правильно остудить. Для завершения фазы скрепления потребуется столько же времени, сколько и для прогревания. Неопытные монтажеры зачастую слишком спешат, заканчивают процесс раньше необходимого на несколько секунд, что приводит к деформации соединения. Не стоит думать о том, что для работы с полипропиленовыми трубами потребуется секундомер. На начальной стадии можно считать вслух, а опытные специалисты рассчитывают время разогрева и остывания «на глаз», без дополнительных приборов.
Количество возможных ошибок, которые можно допустить при сварке труб из полипропилена, довольно большое. Однако, зачастую это:
- Наличие грязи в местах скрепления частей конструкции.
- Небольшое количество воды, попавшее в систему вовремя сварки.
- Длительное позиционирование элементов трубы.
- Использование некачественного или неподходящего материала.
- Несоблюдение инструкций по монтажу и т.д.
Избежать подобных ошибок довольно просто, если при пайке придерживаться осторожности, аккуратности и иметь достаточный опыт в данных работах.
Ошибка, связанная с водой и грязью на соединяемых изделиях
Профессиональный установщик обязательно протирает все скрепляемые детали перед началом работ, чтобы удалить загрязнения на поверхности. Следует также тщательно вымыть пол в помещении, где производится сварка, ведь трубы кладутся на пол, а на них снова может попасть грязь. При демонтаже сломанной трубы зачастую можно найти четкий след от грязи по всей длине соединения.
Остаток жидкости в трубе может стать роковым для соединения. Несколько капель во время нагревания превращаются в пар, материал деформируется и теряет надежность. Чтобы удалить жидкость из трубы, необходимо набить в неё измятый хлебный мякиш или затолкать обычную соль. После окончания работ трубу нужно тщательно промыть. Соединение, выполненное с такими недоработками, может оставаться надежным даже во время опрессовки, но спустя некоторый период времени (нередко даже целый год) течь в любом случае появится. Данная ошибка встречается при пайке стабилизированных труб, если фольга была удалена небрежно с промежуточного слоя. Даже крошечный кусочек фольги в месте скрепления отдельных частей значительно ухудшит качество монтажа.
Чистыми должны быть не только изделия, но и паяльник. Мастеру нужно своевременно удалять частички расплавленного полипропилена с нагревательных элементов оборудования, иначе они могут попасть на следующий участок конструкции.
Ошибка, связанная с неправильным позиционированием
После того, как две нагретые части конструкции были соединены, у мастера есть всего несколько мгновений, чтобы правильно расположить их относительно друг друга. Чем меньше будет затрачено времени на этот процесс, тем лучше. Если запас времени был исчерпан, деформацию нельзя будет изменить и прочность системы значительно снизится.
Неопытные монтажеры зачастую пытаются сразу удалить оплывы, которые появились во время пайки. Это нельзя делать, потому что не остывшее до конца соединение в этот период можно легко деформировать. Удалять оплывы нужно только после полного остывания соединения. А лучше всего не перегревать трубу, чтобы оплывы не появлялись.

Ошибка, связанная с неправильным выбором материала
Если для обустройства системы были выбраны бюджетные трубы из полипропилена низкого качества, даже самый качественный монтаж не сможет защитить владельцев здания от поломок. Фитинги и трубы лучше всего покупать у одной и той же известной компании, выбирать надежного поставщика и тому подобных. Помните – скупой платит дважды.
Еще одна проблема из этой категории – попытка скрепить две качественные трубы от разных производителей. Химический состав двух изделий может быть разным, поэтому такие трубы будут вести себя по-разному при нагреве. Добиться надежного соединения практически невозможно при таких условиях.
Ошибка, связанная с несоблюдением правил установки
Низкое качество пайки труб из полипропилена зачастую вызвано различными ошибками во время соединения труб и фитингов. К примеру, если трубы была введена в фитинг не полностью, между внутренним упором фитинга и ее краем может образоваться зазор. В результате появится место, где толщина стенки меньше, а внутренний диаметр больше, чем это планировалось. Расчетное давление функционирования для такого участка будет слишком низким, рабочие нагрузки могут стать здесь чрезмерными, что приведет к образованию протечки.
Недопустимо применение слишком больших усилий при введении разогретой поверхности трубы в фитинг. В таком случае внутри может образоваться оплыв больших размеров. Это приведет к снижению проходимости трубопровода, чем это было раньше, что негативно скажется на эффективности системы.

Нередко причиной нарушений может стать человеческая халатность или лень. К примеру, поврежденный в процессе сварки труб фитинг необходимо сразу заменить на новый. Если нужной детали не оказалось под рукой, монтажеры-дилетанты могут просто впаять фитинг встык с трубой. Некоторое время такое соединение продержится, но затем проблему протечки придется решать.
Полезные советы
Чтобы работы была произведена качественно и вовремя, есть смысл придерживаться следующих инструкций, которые помогут при работе:
- Трубы и соединительные детали должны быть произведены одной из той же компаний. В этом случае нельзя экономить и приобретать бюджетные фитинги и дорогие трубы или наоборот. Это очень важно, так как температура плавления у изделий может оказаться разной, что чревато для надежности готовой системы;
- Паяльник должен нагреваться до температуры 260 градусов Цельсия, при этом нельзя повышать температуру элемента для экономии времени. Пара минут времени «не сделают погоды», а вот вероятность повреждения материала увеличится;
- Соединительные элементы нужно обезжирить и тщательно отчистить от загрязнений. Даже малейшие части грязи могут нарушить качество крепления;
- Перед началом пайки и монтажа при отсутствии опыта в подобных работах лучше сперва попрактиковаться на отрезках трубы, чтобы «набить руку» и понять, сколько усилий нужно прилагать. Недостаточное или слишком большое усилие является одной из самых распространенных ошибок;
- Если вы хотите соорудить качественную систему, нельзя экономить. Не стоит приобретать дешевые материалы, инструменты и оборудование. Качественная продукция прослужит намного дольше.
- Работу по пайке нельзя осуществлять при температуре воздуха ниже +5 градусов Цельсия. В таком случае эффективность процесса ощутимо снижается, соединения становятся хрупкими и требуют большего нагрева соединительных элементов. Это опасно излишним плавлением и деформированием изделий.
Кроме организационных проблем и ошибок при проектировке конструкции трубопровода, монтаж труб из полипропилена зависит исключительно от человеческого фактора при пайке. В наших силах повлиять и на время соединения и на температуру нагрева изделий, поэтому остается быть аккуратным и внимательным.
Какие ошибки можно допустить при сварке полипропиленовых труб своими руками?

При сварке полипропиленовых труб очень важно не допустить ошибок на каждом из этапов монтажа системы водоснабжения.
Не забудьте разметить трубу!
Важным моментом при сварке полипропиленовых труб является нанесение на них разметки. Чтобы правильно соединить трубы, необходимо учитывать, насколько они уменьшатся после проведения сварки.
Убедиться в правильности разметки поможет инструкция или самостоятельное измерение парной насадки на инструменте. Всё зависит от диаметра труб. Так, если нужно сварить трубы, имеющие диаметр 20 миллиметров, то расстояние будет равняться 14,5 миллиметрам. Соответственно для труб с диаметром 32 миллиметра нужно предусмотреть расстояние в 18 миллиметров.
Разметку необходимо выполнять перед тем, как будет произведена сварка следующей детали. Чтобы не делать каждый раз замеров трубы, можно подготовить соответствующий размерам трубы шаблон. Выполнение предварительной разметки позволяет:
- повысить повторяемость сварочного процесса;
- выполнить визуально похожие друг на друга соединения;
- сделать более предсказуемым усилие во время одевания и снятия с насадки каждого патрубка.
Проблемы, с которыми можно столкнуться во время сварочных работ
Избежать проблем в процессе сварки полипропиленовых труб не могут даже мастера. Первой из них является выполнение неперпендикулярных соединений. Если сварка будет выполнена не точно под углом в 90 градусов, то это по механическим показателям не окажет влияния на надёжность сварки, но станет причиной неудобств при необходимости стыковать протяжённые участки трубопровода. С эстетической точки зрения сваренные таким образом трубы будут выглядеть неаккуратно.
Без опыта проведения сварочных работ с первого раза вряд ли получится ровно, поэтому стоит подумать о том, чтобы задекорировать трубы после выполнения всех монтажных работ.
Второй проблемой может стать внешний вид в месте стыковки трубы с фитингами. В этих местах образуются кольца и другие аномалии, которые одни считают показателем надёжности водопровода, а другие – указывают на непрофессионализм мастера. Однако на практике образование таких колец не оказывает влияния на надёжность водопровода и самой трубы.
Чтобы места соединений смотрелись более привлекательно, необходимо поступить следующим образом. Перед тем, как нагреть трубу, на ней нужно поставить, кроме основной метки, дополнительную. Разогревать трубу нужно до дополнительной метки, а когда будет производиться соединение, трубу нужно вводить до основной метки. Это позволит переместить лишний пластик на сторону фитинга и создать одно кольцо.
При монтаже полипропиленовых водопроводных труб невозможно обойтись без специальных фиксаторов. Для этого лучше всего использовать специальные держатели из пластика. Трубы в них просто защёлкиваются без каких бы то ни было дополнительных усилий.
Какие ошибки можно допустить, монтируя трубы из полипропилена
В тех местах, где водопровод доходит до водоразбора, трубы должны заканчиваться муфтами, имеющими резьбу наружного типа. Данное правило не действует лишь в ситуации, когда к водопроводу необходимо присоединить смеситель для ванной. В этом месте нужны муфты с внутренней резьбой. Если же была допущена ошибка, то придётся её исправлять, купив футорку.
В процессе соединения труб из полипропилена с фитингами есть время для того, чтобы скорректировать их положение по отношению к дополнительному элементу, то есть фитингу. Однако выделенное время не превышает двух секунд. Если же монтажник слишком увлечётся и будет долго подгонять фитинг по миллиметрам и перпендикуляру, то в результате прочность соединительных швов станет ниже. Поэтому необходимо очень быстро принять решение, которое могло бы исправить неточность.
У вас есть только одна попытка, так как принцип сварки состоит всего из трёх действий: разогреть – вставить трубу – подождать. В том случае, когда соединение получилось очень плохим, лучше всего переделать весь бракованный участок.
Ещё одной ошибкой является перегрев материала при сварке. Во многом сварка полипропиленовых труб соответствует пайке медных труб с использованием припоя, состоящего из свинца и олова: нужно найти оптимальную температуру и временной период воздействия на материал.
Если пластик перегреется, то он изменит свои химические и физические свойства. Кроме этого, при перегреве изменяются размеры подготовленных деталей, а площадь соединения сокращается. Всё это негативно сказывается на надёжности соединения. Но последствия перегрева могут проявиться только со временем.
На надёжность соединений при сварке также влияют оставшаяся вода, грязь на трубах и спешка во время проведения монтажных работ. Поэтому, приступая к монтажу трубопровода, необходимо позаботиться о чистоте, запастись терпением, сосредоточиться и выполнять все монтажные работы тщательно и аккуратно.

