Пайка бронзы в домашних условиях
Правильная пайка бронзы в домашних условиях


Чтобы осуществить пайку бронзы в домашних условиях, для начала стоит обзавестись необходимыми инструментами и материалами, такими как:
- газовая горелка;
- тигель;
- борная кислота;
- серебро;
- медь;
- бура;
- основание из асбеста.

Схема сварки бронзы под флюсом.
Обыкновенный оловянно-свинцовый припой для работы совсем не подходит. Он будет оставлять отчетливые следы на деталях, к тому же он малоэффективен. Пайка бронзы может быть разрушена уже через несколько часов эксплуатации. Очень важно сделать действительно правильный припой, который подходит для бронзы и латуни. Сделать его можно с помощью двух материалов – меди и серебра.
Причем очень важно соблюдать пропорции. Для работы понадобится 1 часть меди и 2 части серебра. Их необходимо расплавить с помощью газовой горелки, предварительно поместив материалы в тигель. Важно следить за тем, чтобы сплав получился равномерным. Далее тигель помещается в холодную воду. В результате получается однородный застывший сплав. Далее его нужно расплющить, чтобы получилась тонкая лепешка, которую удобно будет обрабатывать с помощью напильника. В итоге должна получиться крошка из сплава. Она-то и будет использоваться в качестве припоя.
Приготовление флюса: особенности

Теперь нужно приготовить своими руками флюс, который и будет использоваться для пайки. Обычная канифоль в данном случае не сгодится. Она не будет способна расплавить тугоплавкий порошок. Для этих целей понадобится куда более мощная смесь. Для приготовления понадобится 20 грамм порошка буры и 20 грамм борной кислоты. Смешивать ингредиенты придется в специальной таре. Можно использовать стекло, так как оно не вступает во взаимодействие с данными компонентами. Залить смесь необходимо стаканом воды. В результате получается отличный флюс, который идеально подойдет для пайки бронзы.
Основы пайки дома
После того как все необходимые компоненты будут готовы, можно переходить к самому процессу пайки.

Схема пайки твердым припоем.
Для начала детали нужно подготовить, иначе вся работа может застопориться уже на своей начальной стадии. Все детали нужно обезжирить. Для этого можно использовать спирт или бензин. Все зависит от того, какое вещество у вас имеется в наличии. Далее флюс ровным слоем наносится на поверхность соединяемых деталей или узлов. Предварительно их необходимо уложить на асбестовое основание. Далее нужно взять порошок, который выступает в качестве припоя, и посыпать им соединяемые детали в том месте, где планируется производить пайку. Теперь в обязательном порядке нужно взять горелку и начинать нагревать то место, в котором будет делаться соединение.
При этом нагревать это место нужно постепенно.
Резкий прогрев может послужить образованию не совсем качественной пайки.

Схема высокотемпературного спаивания бронзы: 1 – движение горелки; 2 – движение прутка; 3 – движение горелки и прутка.
При этом нужно достигнуть температуры 700 градусов по Цельсию. Очень важно так же следить за режимом работы горелки. Она не должна резко нагревать материалы, так как это приводит к разрушению их структуры. Когда речь идет о работе с крупными деталями, то их нужно прогревать медленно и постепенно, но иногда приходится работать с тонкими материалами. В данном случае все происходит предельно быстро. Флюс способствует быстрому разогреву материалов по всей поверхности, и они без каких-либо проблем соединяются между собой.
Разумеется, каждому понятно, что данный вид пайки намного сложнее, чем обычная пайка оловом, но соединение получается более прочным и надежным. Только так можно получить на выходе действительно прочное соединение, которое в месте шва не будет сильно отличаться от общей структуры материалов.
Несколько полезных советов

Схемы регуляторов температуры жала паяльника.
Теперь читателю нужно дать несколько полезных советов, которые ему обязательно помогут в процессе пайки бронзы.
- Используйте только качественные газовые горелки, так как этот инструмент весьма опасен в эксплуатации. Заранее нужно убедиться в том, что он действительно исправен. В противном случае могут возникать некоторые проблемы в работе. В последние годы вместо горелок многие используют строительные фены. Этот вариант считается более безопасным. Если у человека имеется подобный инструмент, то именно его и нужно пускать в ход. Это не только сделает работу более безопасной, но и позволит без проблем регулировать температурный режим, что немаловажно в данном процессе.
- В работе нужно использовать исключительно правильные пропорции. Если необходимо приготовить больше флюса или припоя, то в обязательном порядке соблюдение пропорциональных соотношений, в противном случае можно на выходе получить не совсем качественное соединение, которое будет разрушено в кратчайший срок.
- Равномерное распределение смеси на соединяемых элементах. В процессе подготовки к пайке в обязательном порядке следите за тем, чтобы припой равномерно ложился на соединяемые детали. Это очень важно, чтобы получить равномерную нагрузку на все участки.
Если не соблюдать этих нюансов в процессе проведения работы, то можно поплатиться скорой поломкой деталей и выходом из строя всего механизма.
Как выполняется сварка бронзы, какие существуют методики
Бронза среди материалов получила большую популярность. Но существенно портят всю картину сложности, возникающие во время проведения сварочных работ. Многие понимают, что бронза – это не химический элемент, а сплав, однако не каждый знает о том, что состав материала может быть различным.
В общем смысле под бронзами подразумевают сплавы меди, в которые добавлены такие легирующие элементы, как алюминий, олово, кремний или марганец.

Сразу отметим, что по ряду физических свойств бронза схожа с латунью. В частности, для этих материалов определены идентичные способы сварки. В металлургии же существует четкое разделение сплавов. Если в качестве основного элемента используется медь с цинком, то образованный сплав называется латунью.
Виды бронзы определяются, в зависимости от того, какой элемент используется для легирования. В простейшей классификации бронзы можно разделить на оловянные и безоловянные. Оловянная бронза в своем составе, помимо меди и олова, может иметь никель, фосфор, цинк. Считается, что именно добавление в сплав олова делает его более качественным.
Особенности
Нередко при варке оловянной бронзы наблюдается такое явление, как образование застывших капель. Происходит это по той причине, что легкоплавкие фракции всплывают на поверхность. Такие компоненты, как свинец и цинк, подлежат угару. Их температура кипения ниже, чем у меди, поэтому происходит процесс естественного испарения.
Следует контролировать тип пламени. Оно должно быть строго нормальным. В окислительном пламени выгорает олово, а науглероживающее пламя приводит к появлению пор. Расход ацетилена при газовой сварке должен составлять 70-120 литров в час на 1 мм толщины листа металла. Поверхность должна находиться в зоне восстановительного пламени, что составляет 7-10 мм. Только так можно снизить степень выгорания олова.

Детали из литой бронзы рекомендуется предварительно разогреть до температуры 450°C градусов. Присадочным материалом служит проволока БрОЦ4-3 или БрОФ6,5-0,15. Сложности сварки алюминиевой бронзы связаны с образованием оксидной пленки, которая имеет высокую температуру плавления. С ней можно бороться только при наличии специального флюса. В качестве последнего выступает вещество, содержащее фтористый натрий, хлористый натрий, хлористый барий и хлористый калий. Кремнистая бронза, в отличие от остальных видов сплавов, неплохо сваривается за счет присутствия таких элементов, как кремний и марганец.
Существуют особенности, характерные для любого сплава, содержащего медь. Об этих особенностях сварщик обязан знать, ведь он в обязательном порядке столкнется с определенными сложностями. Наличие в сплаве меди определяет его физические свойства. Теплопроводность бронзы, как и латуни, достаточно высокая, вследствие этого приходится учитывать интенсивную отдачу тепла. Быстрая кристаллизация сопровождается образованием трещин. Здесь оказывает влияние еще один фактор – высокий коэффициент теплового расширения. При кристаллизации металла происходит его «стягивание», в результате чего возникают внутренние напряжения.
Бронза широко применяется художниками и скульпторами при изготовлении бюстов или памятников. Из нее делают фурнитуру и элементы декора. Сварочные работы должны обеспечивать не только надежное соединение, но и эстетичный вид. Наличие в сплавах таких элементов, как цинк, олово или свинец во многом определяет особенности сварочных работ.

Выгорание перечисленных элементов обусловлено существенной разницей в температурах кипения. После плавления металла в сварной ванне происходит поглощение атмосферного кислорода. С ним вступают в реакцию легирующие элементы. На поверхности ванны образуется пленка. Параллельно с этим в металл попадает водород, и при кристаллизации остаются поры. Они существенно снижают качество сварного шва.
Часть проблем удается решить, обеспечив защиту ванны инертным газом. Чаще всего используется аргон. Все вышеописанное указывает на то, что сварка бронзы является достаточно сложным процессом, поэтому сварщик обязан обладать определенными знаниями и опытом.
Подготовка к работе
На сегодняшний день сварка бронзы, как и прочих сплавов, содержащих медь, осуществляется тремя способами: ручная дуговая сварка, аргонодуговая сварка и газовая сварка. Подготовительные работы определены для каждого вида работ и не зависят от выбора способа сварки. Необходимость подготовки металлических поверхностей продиктована требованиями к сварочному шву.

Первым делом путем механической обработки необходимо сформировать кромки, которые будут прилегать друг к другу максимальной площадью. Затем наждачной бумагой или любым инструментом с абразивом придется отполировать торцы до появления характерного золотистого блеска. Данную процедуру нужно выполнять в любом случае, так как бронза быстро покрывается слоем окисла, который может препятствовать формированию качественного шва.
Если нет возможности провести механическую обработку, а кромки находятся в нормальном состоянии, то избавиться от окисла можно с помощью раствора азотной или соляной кислоты.
Ручная дуговая сварка
Сварка бронзы чаще всего необходима при проведении ремонтных работ, исправлении брака или при наплавке. Можно применять предварительный подогрев детали до 350-450°C градусов, однако следует помнить, что при высокой температуре прочность бронзы снижается. Ручная дуговая сварка ведется в нижнем положении. В качестве расходного материала применяются металлические или угольные электроды.
- При использовании металлического электрода выставляется постоянный сварочный ток обратной полярности.
- Угольные электроды требуют прямой полярности.

Возможна сварка и переменным током, однако для стабильной дуги сила тока должна быть существенно выше. Если при постоянном токе она выбирается исходя из расчета 40 А на 1 мм (диаметр электрода), то для переменного тока показатель возрастает до 80 А. Шов накладывается непрерывно, без поперечных движений электрода.
Литые детали из бронзы после сварки следует отжигать при температуре 500°C градусов. Прокат проковывается без разогрева. Фосфористая бронза подлежит дуговой сварке, но использовать рекомендуется электроды, в состав которых входит олово, фосфор и медь. Электроды для оловянной бронзы содержат цинк, олово, свинец, фосфор, никель, железо и медь. Алюминиевая бронза сваривается медными прутками, в которых присутствует алюминий, марганец и железо. Наплавка бронзы осуществляется бронзовыми электродами ОСЦ-5-3-20 или АЖ-9-4.
Аргонодуговая
Данный тип сварки принципиально схож с ручной дуговой сваркой. Отличие заключается лишь в том, что процесс происходит в среде защитного газа. Аргон тяжелее воздуха, поэтому он образует защитную зону, через которую к сварочной ванне не поступает атмосферный кислород. Аргонодуговая сварка может осуществляться неплавящимися вольфрамовыми электродами или плавящимися электродами, роль которых выполняют прутки.
Именно аргонодуговая сварка наиболее часто применяется при работе с бронзой и латунью. В особенности такое предпочтение отдается при толщине металла, превышающей 5 мм. Производительность сварки достаточно высокая, однако сам процесс требует от сварщика наличия определенной квалификации. Электрическая дуга, образованная между поверхностью металла и электродом, частично расплавляет кромки, после чего происходит соединение с образованием шва. Как было уже сказано выше, требуется предварительная подготовка кромок.

Существует ряд рекомендаций, позволяющий получить высококачественное соединение деталей из сплавов меди.
- Шов желательно формировать небольшими участками.
- При финализации процесса постепенно понижается напряжение, а затем дуга уводится в сторону.
- Для предотвращения испарения легирующих элементов применяют специальные присадки, содержащие кремний, алюминий или бор.
Сварка бронзы и латуни сопровождается выделением токсичный веществ, поэтому осуществляется с соблюдением всевозможных мер безопасности. Аргоновая сварка имеет ряд преимуществ перед остальными типами соединения.

- Получение эстетичного шва.
- Экономичность процесса.
- Не нужно очищать деталь от шлака.
- Для бронзы аргоновая сварка является наиболее предпочтительной.
- Аргоновой сваркой можно наплавлять детали, восстанавливая их прежнюю форму (например, при износе).
- Имеется возможность работать с тонколистовым металлом.
Газовая
Газовая сварка медных сплавов используется преимущественна для того, чтобы максимально снизить угар легирующих элементов. Сварочное пламя настраивается так, чтобы отчетливо выделялись три зоны. Поверхность металла должна находиться на границе второй и третьей зоны. Работа с кремнистой бронзой требует наличия окислительного пламени. Оно получается при горении смеси кислорода и ацетилена, если соотношение первого газа ко второму составляет 1,2. Бронза, содержащая алюминий, при сварке доставляет немало проблем, так как образуется пленка из оксида алюминия, сгущающая содержимое сварочной ванны.

При отсутствии предварительной и последующей термообработки шва качество и прочность соединения, полученного при помощи газовой сварки составляет 85% от прочности основного метала. Хороший результат можно получить только после проковки шва. Газовая сварка требует от мастера большого опыта. При низкой скорости ведения горелки в металле могут образовываться поры. Необходимо правильно подобрать мощность горелки, состав газа, исходя из типа бронзы и толщины заготовки.
Как паять латунь: советы мастера

В быту нередко встречаются изделия из латуни. Ремонтируя их, владельцам приходится прибегать к технологии пайки. Так как данный способ соединения металлов обладает специфическими особенностями, у новичков в ходе работы могут возникнуть трудности. Поэтому их интересует, как паять латунь. Если знать технологию и соблюдать рекомендации специалистов, с этой процедурой сможет справиться каждый. Информацию о том, как паять латунь в домашних условиях, вы найдете в данной статье.

О составе сплавов
В быту имеется много различных деталей, содержащих латунь и бронзу. Несмотря на внешнюю похожесть этих медных сплавов, они обладают разными составами. Латунь является медно-цинковым сплавом, в который во время производства добавляют олово, алюминий и другие металлы. Бронза – это соединение олова, алюминия, свинца и других веществ с медью. Состав латуни с добавлением олова приближен к бронзе, но в основе металла преобладает цинк.
В чем особенности использования медных сплавов
Многие новички задают вопрос, чем паять бронзу и латунь. Интерес обусловлен тем, что пайка сопряжена с некоторыми сложностями. В ходе термического воздействия происходит активное испарение из сплава цинка, в результате чего образуется плотная пленка из цинковых и медных оксидов. Разрушить ее достаточно затруднительно. Как утверждают специалисты, не справится с этой задачей и канифоль.
Мастеру придется воспользоваться специальными флюсами. Если применять оловянно-свинцовый припой, то существует риск, что место соединения будет с низкой механической прочностью. В отличие от медной спайки в данном случае показатель прочности будет в полтора раза ниже. Причина тому – испаряющийся цинк. Выбор способа пайки бронзовых деталей будет зависеть от ее состава. Бронзу с высоким содержанием олова и никеля следует паять с применением оловянно-свинцовых припоев. Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.

О флюсах
Их задача – удалять с поверхности соединяемых металлов образующуюся пленку и предотвращать ее дальнейшее появление. Согласно отзывам специалистов, для пайки медных изделий подойдет канифоль. Иная ситуация обстоит с латунью. Как правильно паять этот сплав? Какой флюс выбрать? Такие вопросы очень часто задают начинающие. Опытные мастера советуют воспользоваться более «агрессивным» флюсом, чем канифоль. Поскольку в производстве латуни в качестве добавок применяют металлы, для пайки следует брать флюсы с разными составами. Для работы с самыми распространенными марками латуни Л63 и ЛС59 предназначен флюс, содержащий хлористый цинк и борную кислоту. Для ЛКС80 со свинцом и кремнием оптимальным вариантом станет флюс на основе буры, содержащий в своем составе бор, калий и фтор. На прилавках специализированных магазинов имеются уже готовые составы. Специалисты рекомендуют обратить внимание на флюсы ПВ-209, ПВ-209Х и «Бура». Тот, кто желает сэкономить, может приготовить флюс дома.
О флюсе кустарного производства
Согласно многочисленным отзывам потребителей, данным составом можно работать с разными марками латуни. Приготовить флюс не очень сложно. Нужно взять 20 г порошка буры и смешать с борной кислотой, которой также потребуется не более 20 г. Состав в сухом виде вещества тщательно перемешиваются. Затем смесь нужно залить водой (200 мл). Перед эксплуатацией смесь следует прокипятить и остудить.
О припое
С помощью этого расплавленного металла осуществляется спайка. В жидком состоянии он проникает внутрь паяемых металлов, а затем остывает, в результате чего и происходит соединение. Температура плавления припоя обязательно должна быть ниже температуры плавления самих металлов. Тем, кто интересуется, можно ли паять латунь оловом, опытные мастера рекомендуют использовать припой с хорошей адгезией. Обычными сплавами, содержащими олово и свинец, лучше пользоваться в тех случаях, когда не требуется высокая механическая прочность. Также припой подойдет, когда не важен внешний вид места соединения.
О составах припоев
Выбор припоя зависит от марки латуни. Серебряные припои ПСр12-ПСр72, латунные ПМЦ36-ПМЦ54 и медно-фосфорные рекомендованы для латуни с преобладанием в ее составе меди. Если в металле больше цинка, то нужно работать серебряными припоями от ПСр40 не ниже. С фосфористыми составами образуются непрочные фосфорные соединения цинка, что понижает механическую прочность спайки. Для деталей, которые в ходе их эксплуатации не подвергаются ударным воздействиям и вибрации, подойдут латунные припои МПЦ. Отметим, что латунь может легко растворяться, поэтому мастера, используя серебряные и фосфористые припои, должны сократить время нагревания и спайки.
Для работы со стационарно закрепленными деталями (радиаторами и трубами) опытные мастера рекомендуют воспользоваться специальными твердыми припоями со сложными составами. Согласно многочисленным отзывам потребителей, большой популярностью пользуется L-CuP6, который плавится при температуре 730 градусов. Приготовить припой можно и в домашних условиях.

Как это сделать
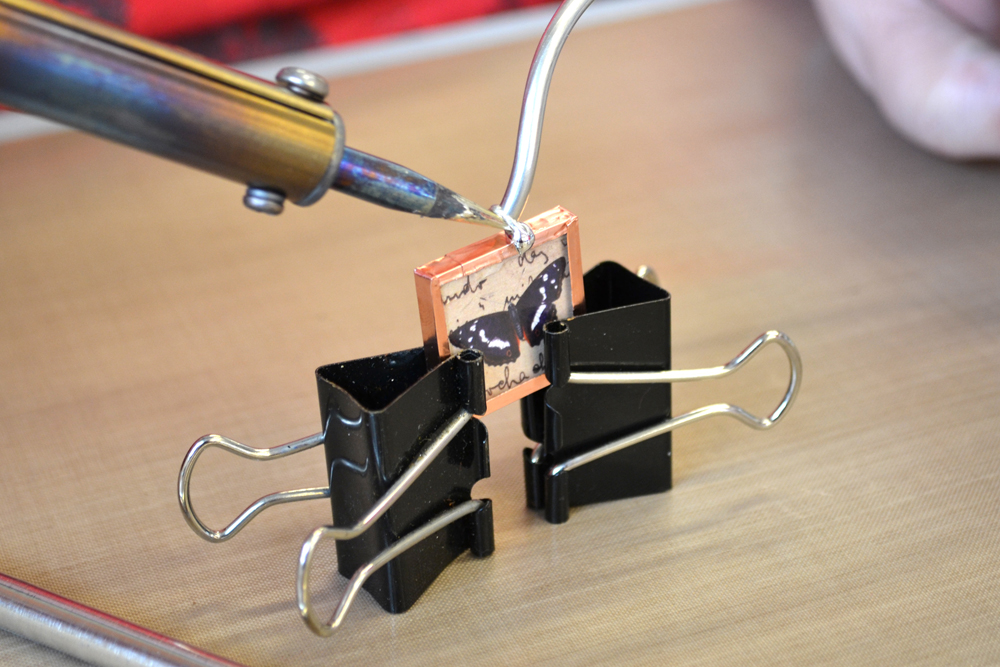
Для пайки латуни лучше всего воспользоваться серебряным припоем. Желательно, чтобы местом плавки был специальный тигель, приспособленный для значительных термических воздействий. В качестве материала для тиглей могут быть использованы контактные угольные элементы для троллейбуса. В нагретом состоянии они не представляют ценности, а домашний умелец может их приспособить для изготовления припоя. В данном изделии следует сделать выемку 20 х 20 мм. Далее к ней следует проделать канавку. Извлекать припой будет легче, если ее ширина составит 0,5 см.
Припой делают из серебра и меди (2:1). После взятия нужного количества металлов их следует поместить в тигель. Их термообработка осуществляется газовой горелкой. Некоторые мастера расходный материал предварительно крошат. В таком случае процедура плавки протекает гораздо проще. Далее в состав добавляют стальной или керамический (фарфоровый) стержень. Паять латунь можно тогда, когда припой кустарного изготовления полностью застынет.
Как выполнить спайку газовой горелкой
Как паять латунь? Процедура заключается в следующем:
- Перед началом процесса нужно разогреть металлы. Выполняется эта работа на жаропрочных материалах. Специалисты советуют воспользоваться асбестовой пластиной.
- Спаиваемые детали нужно совместить друг с другом.
- Поверхности в месте спаивания тщательно протереть флюсом.
- Произвести нарезку серебряного припоя. В конечном итоге он должен представлять собой стружку, которую следует насыпать на место соединения металлов.
- В газовой горелке отрегулировать пламя. Для схватывания припоя с поверхностями металлов место соединения сначала прогревается слабым огнем.
- Выставить газовую горелку на 750 градусов для основного нагрева. На латунной поверхности должен образоваться красный оттенок. Припоем заполняются все зазоры, далее он растекается по всему месту соединения.
- Выключить горелку и дать время изделию для остывания. Процедура считается выполненной правильно, если получился шов, который мало отличается от металла.
- Место соединения промыть, чтобы удалить остатки флюса.
Как паять латунь паяльником
Данный способ является самым распространенным, потому что его выполнить проще всего. Тому, кто не знает, как паять латунь паяльником в домашних условиях, специалисты рекомендуют придерживаться следующего алгоритма действий:
- В самом начале нужно произвести чистку соединяемых деталей. На металлических поверхностях должны отсутствовать различные посторонние наслоения и загрязнения.
- Расположить детали на специальной огнеупорной подставке. Смастерить ее можно дома из подручных средств.
- Для удаления всех дефектов в латунной поверхности место соединения обработать флюсом.
- Сверху посыпать припоем в виде крошки.
- Выполнить прогрев паяльником.

Очень часто новички задают вопрос, как паять медь с латунью твердым припоем. Специалисты советуют применять низкотемпературную пайку, которая способна обеспечить высококачественное соединение. Для этой цели потребуются паяльник, мощность которого не более 100 Вт, и ортофосфорная кислота. Перед работой поверхность изделия тщательно обезжиривается, с нее удаляется окисная пленка. Соединять металлы лучше с помощью оловянно-свинцового припоя ПОС60. Чтобы начать паять латунь, инструмент следует хорошо разогреть.
Для работы с серебряными припоями понадобится паяльник, мощность которого варьируется в пределах от 0,5 до 1 кВт. Обезжиривание осуществляется флюсом – концентрированной ортофосфорной кислотой. Также достаточно эффективным считается флюс на основе буры. В зоне спаивания образуется температура не менее 500 градусов.

Работы с нержавеющей сталью
Согласно многочисленным отзывам, домашним умельцам часто доводится паять латунью нержавейку. Так как в составах стальных сплавов наличие никеля и хрома не превышает 25 %, работы с такими материалами менее трудоемкие. Кроме того, такой состав обеспечивает надежное соединение деталей из нержавейки с другими металлами.

Исключение составляют магний и алюминий. Если нержавейка со значительным содержанием никеля, то в результате ее нагрева до 700 градусов происходит образование карбидных соединений. Чем продолжительнее нагрев, тем интенсивнее они формируются. По этой причине паять следует максимально быстро. Риск образования данных соединений будет минимальным, если в сплав во время пайки добавить титан. Как утверждают опытные мастера, особенно следует быть осторожным с наклепанными нержавейками. Обусловлено это тем, что на поверхности металла могут появится трещины. Чтобы предотвратить их образование, спаивание выполняют после предварительного отжига деталей.
Ход работы
Спаивание нержавейки выполняют следующим образом:
- Сначала поверхность тщательно зачищается наждачной бумагой или напильником.
- Далее место спайки обрабатывается флюсом, а именно паяльной кислотой.
- Затем поверхности требуется залудить – нанести на них тонкий слой припоя, содержащий олово и свинец. Бывает, что припой с первого раза нанести не представляется возможным. В таком случае придется применить кисточку, содержащую металлические жилы. Ими будет гораздо удобнее снимать окисную пленку, предотвращающую лужение.
- Используя паяльник и припой, выполняют спаивание деталей.
В заключение
Процесс пайки только на первый взгляд может показаться сложным. Проблем не возникнет, если освоить технологию и работать с грамотно подобранными расходными материалами.
Пайка бронзы в домашних условиях
Небольшое руководство по пайке рам (вдруг пригодится когда).
Высокотемпературная пайка: краткое введение (by Josh Putnam)
Что такое высокотемпературная пайка (ВТ-пайка, brazing)?
Высокотемпературная пайка (ВТ-пайка, brazing) — процесс соединения металлических деталей путем заполнения зазора между ними расплавом другого металла при температурах выше 450 гр. Ц. Расплав металла, которым заполняют зазор, должен смачивать поверхности спаиваемых деталей, с тем, чтобы капиллярный эффект затягивал расплав внутрь зазора. Если процесс протекает при температурах, ведущих к расплавлению основного металла соединяемых деталей, то такой процесс называется сварка (welding) или пайка-сварка (braze-welding).
Материал соединяемых деталей называется основным металлом (base metal), расплав, который соединяет спаиваемые детали, называется припой (filler metal). Припой также может называться паечным прутком, цинковым припоем, паечным сплавом (brazing rod, spelter, brazing alloy)
Последующая информация относится в основном к материалам и техникам используемым при пайке велорам, но может быть применена и к пайке других легких стальных деталей.
Безопасность
При любых высокотемпературных паечных работах выделяются ядовитые пары, а в газовых горелках применяются нестабильные топлива. Обязательно читайте инструкции по безопасности при работе с этими материалами и следуйте этим инструкциям.
Пайка бронзой
Как видно из названия, вт-пайка обычно выполняется при помощи припоев на основе бронзы или латуни, сплавов меди с цинком, оловом и др. металлами. Бронзовые и латунные припои для вт-пайки плавятся при температурах от 800 до 1000 гр. Ц. Такая температура может привести к отжигу стали, сводя на нет предварительную термообработку деталей для их укрепления. По этой причине термообработанные трубы (например, Reynolds 731) не подвергают вт-пайке бронзой/латунью.
Трубы, не проходившие термообработки (Reynolds 531 или простые трубы из хроммолибденовой стали 4130), вполне подходят для пайки бронзой или латунью. Получаемаые соединения достаточно прочны для нагрузок, которым подвергается велорама, к тому же цена бронзового припоя заметно ниже, чем цена серебряного. Да и процесс пайки проще и менее требователен к квалификации мастера, точности подгонки деталей и терморежиму. Большая часть массово-производимых паяных велорам, да и заметная часть заказных рам паяется именно бронзой-латунью. Этот припой — хороший выбор, особенно для начинающего мастера.
Пайка серебром
Пайка серебряными припоями позволяет использовать более низкие температуры и при этом получать более прочные швы. Серебряные припои плавятся и текут при температурах заметно более низких, чем бронзовые-латунные, и лучше затекают в тонкие сочленения. Оба этих фактора увеличивают прочность соединения.
Замечание: Серебряную вт-пайку (silver brazing) часто путают с низкотемпературной пайкой серебро-содержащими припоями, использующейся в сантехнических и др. работах. При неясностях, следует детально уточнить марки припоя и температуры пайки.
Обыкновенно припой для серебряной вт-пайки содержит от 60% до 20% серебра, остальное составляет сплав металлов, включающий медь, цинк, никель и олово. Припои, применяемые в серебрянной вт-пайке, плавятся при температурах порядка 620 гр. Ц., что сильно уменьшает отжиг и сопутствующее снижение прочности спаиваемых термообработанных деталей. Вблизи спайки остается зона отожженноо металла, но утолщение трубы в этих местах компензирует потерю прочности. На удалении от места пайки отжиг не происходит из-за малого прогрева. В сохранении предварительной термообработки деталей играет роль также квалификация мастера, поскольку более долгий прогрев приводит к более глубокому распространению тепла в деталях.
Серебряные вт-припои часто содержат кадмий, металл, пары которого смертельно ядовиты. Кадмий позволяет снизить температуру процесса вт-пайки и повысить прочностные и другие характеристики изделия, однако применять его следует только при наличии опыта и высокопроизводительной вытяжки. Паять кадмий-содержащими припоями у себя в гараже — значит, нарываться на неприятности, так что, если вы хотите паять серебряными припоями в домашних условиях, поищите припои без кадмия.
Серебряные припои также наиболее хорошо подходят для пайки нержавеющих сталей. Большинство бронзовых припоев не смачивают нержавейку, и даже если смачивают, то качество соединения получается низким. ВТ-пайка нержавейки — процесс более сложный и требовательный, чем пайка обычных сталей, в некоторых случаях необходим специальный припой, который предотвращает коррозию между основным металлом и припоем. Для предотвращения коррозии в припой вводится небольшое количество никеля. При пайке обычным припоем соединение может быстро прокорродировать, будучи подвержено воздействию воды.
Никелево-серебряная пайка.
Последний класс вт-припоев, который следует упомянуть — никелево-серебряные припои. Несмотря на название, в этих припоях практически нет серебра, состоят они в основном из никеля и меди. У таких припоев температура плавления заметно выше, чем у настоящих серебряных, потому применять их на термоупроченных трубах не надо.
С другой стороны, никель-серебряный припой прочнее бронзового, часто заметно прочнее, и некоторые никель-серебряные припои хороши для пайки некоторых видов нержавеек. Припой №11 марки All States специально предназначается производителем для пайки велорам, и соединения с ним получаются очень прочные. Судя по его книге, Тим Патерек также предпочитает этот припой для шовной пайки. У этого припоя очень широкий дипазон рабочих температур — от 650 до 970 гр. Ц. и прочночть на разрыв до 60 кг/кв.мм.
Флюсы
При высоких температурах в процессе вт-пайки большинство металлов быстро окисляется. Окисловая пленка мешает припою смачивать поверхность базовго металла и затекать в соединение. Чтобы предотвратить окисление используются специальные химикаты, которые называются флюсами. Их функция — растворить оксидную пленку и защитить поверхность металла от дальнейшего окисления. Чаще всего флюсы наносятся в виде пасты на поверхности соединяемых деталей внутри соединения и вокруг него, хотя иногда они нанесены на пруток припоя или добавляются прямо в пламя горелки.
Припой обычно не смачивает необработанную флюсом поверхность. Хотя внутри соединения это мешает, вне него может быть полезно — если вы выполняете соединение, размер которого меньше размера пламени горелки, припой будет пытатьтся растечься по все прогреваемой площади. При этом обработанная флюсом зона ограничит растекание припоя, что облегчит последующую очистку. Но не переусердствуйте — вам надо, чтобы внутри соединения присутствовал флюс, и вам не надо, чтобы металл вокруг соединения выгорел. Вы всегда сможете потом удалить излишки припоя напильником, а со временем научитесь контролировать растекание припоя при помощи температуры пламени.
Разные флюсы обеспечивают защиту при разных температурах, поэтому важно использовать флюс, который подходит к используемому вами припою. Обычно флюсы разрабатываются либо для серебряного, либо для бронзового припоя, и они не взаимозаменяемы. Существуют также специальные флюсы, обеспечивающие лучшую защиту при пайке нержавеек, или при длительном нагреве.
Информацию о том, для каких температур, базовых металлов и припоев разработан флюс надо искать у производителя флюсов.
Методы вт-пайки
Обычно, заказные рамы паяются вручную. Детали рамы сводятся вместе на стенде, и мастер пропаивает узлы сочленения последовательно с помощью ручной кислород-ацетиленовой горелки. Такие же горелки используются для сварки, но при вт-пайке процесс несколько отличается, т.к. базовый металл не расплавляется.
В прошлом, многие рамы паялись методом прогрева над печью, а не горелкой. При объемном прогреве использование стенда было затруднительно, потому предварительная сборка узлов рамы осуществлялась прихватыванием сваркой или пайкой, а затем узлы последовательно прогревались в открытом пламени. Этот устаревший метод оставался в ходу у консервативных изготовителей рам вплоть до 1970-х годов, но был вытеснен более простым и точным методом ручной газовой пайки.
Как научиться паять
Конечно, данное описание — всего лишь краткое введение в вт-пайку. Чтобы по настоящему научиться паять, лучше всего записаться на спец-курсы. Конечно и без курсов можно приобрести нужный опыт, но вт-пайка это одновременно и наука, и искусство, потому многих полезных тонкостей в книгах можно не найти.
Что читать по теме:
Brazing Manual , from The American Welding Society (AWS), available from many libraries and better technical book stores. An expensive book, with more information than you really need, but a very thorough discussion of safety concerns and a good introduction to brazing methods. Also full specifications for most brazing alloys, silver as well as brass and nickel.
The Brazing Book, Handy & Harman. H&H is a major manufacturer of silver brazing alloys, and this book is a guide to the use of their products. It also lists a number of more specialized technical bulletins from H&H. Call 1-800-558-3856 for a copy of The Brazing Book or other data.
Lucas Milhaupt, Inc., A Handy & Harman Subsidiary
5656 S Penna. Ave
Cudahy, WI 53110
Silvaloy Brazing & Soldering Products, Englehard Corp. Another major manufacturer of silver brazing alloys, Englehard also has an informative catalog, though it is not as good as The Brazing Book. Still, if your local supplier stocks Englehard fillers, having a copy of the catalog is a good idea so you know what you’re buying.
Englehard Corp. Joining Products
235 Kilvert St.
Warwick, RI 02886
401/739-9550
1-800-225-213.
Harris Welco Alloy Products Technical Guide, J.W. Harris Co. Another catalog of brazing products, again with some application information. Unlike H&H or Englehard, Harris makes no silver alloys with cadmium, so if you buy a Harris silver alloy, you don’t need to know its composition to be certain it has no cadmium.
J.W. Harris Co. Inc.
4501 Quality Place
Mason OH 45040-1971
Tel. 513-754-2000
800-733-4043
Fax 513-754-8778
All-State Welding, Brazing, Soldering Instruction Manual and Catalog, All-State Welding Products. All-State makes only a few silver alloys, but its catalog has brief «Typical Applications» and «Procedures» summaries for each alloy they sell.
Пайка латунью: как и чем правильно паять латунь
Пайка латуни, позволяющая получать качественные и надежные соединения, – это технологический процесс, предполагающий использование газовой горелки, а также специального припоя. В качестве последнего применяется проволока, материалом изготовления которой может быть олово или сплав данного металла со свинцом. Если хорошо изучить особенности такого процесса, а также подготовить все необходимое оборудование и расходные материалы, то успешно выполнять его можно даже в домашних условиях.

Процесс спайки латунных деталей
Условия и область применения пайки
Прежде чем разбираться в вопросе о том, как паять латунь, следует хорошо изучить все особенности такого технологического процесса. При выполнении пайки, которая является одним из методов получения неразъемных соединений, в зазор, расположенный между соединяемыми деталями, вводится расплавленный припой, который и выступает в роли скрепляющего элемента.
Важным условием выполнения пайки является то, что припой, для расплавления которого пользуются газовой горелкой, должен плавиться при меньшей температуре, чем материал изготовления соединяемых деталей. Такая технология (в некоторых случаях она является единственно возможным способом получения неразъемного соединения) позволяет надежно спаять между собой даже разнородные металлы.
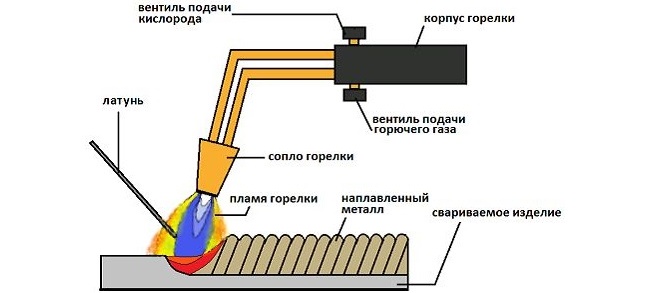
Схема пайки латунью с использованием газовой горелки
Совершенно неправильно сравнивать пайку с таким технологическим процессом, как сварка, который предполагает, что расплавляться будет не только специальная проволока-припой, но и металл соединяемых деталей. Именно благодаря тому, что при выполнении пайки основному температурному воздействию подвергается припой, характеристики соединяемых деталей и их целостность остаются неизменными. Такая особенность позволяет успешно использовать эту методику для соединения металлических деталей, которые отличаются даже очень небольшими размерами.
Между тем следует иметь в виду, что для выполнения пайки в качестве припоя используются более мягкие материалы, если сравнивать их с теми, которые применяются для формирования сварного шва. Это приводит к тому, что соединения, созданные при помощи пайки, изначально менее прочные и надежные, чем сварные швы. А в тех случаях, когда выполняется пайка латунью, из припоя в процессе интенсивного нагрева испаряется цинк, что приводит к пористости формируемого шва. Такая пористость металла значительно ухудшает качество и надежность соединения. При выполнении пайки деталей, изготовленных из латуни, большое значение имеет и их взаимное расположение. Такие детали лучше соединять не встык, а внахлест.

Для пайки в домашних условиях вполне можно обойтись ручной газовой горелкой с баллоном мощностью 1,8 кВт
Пайка металла как технология, позволяющая получать неразъемные соединения, занимает одну из лидирующих позиций, уступая по популярности только сварке. Без этой технологии практически не обойтись в электронной промышленности, где с ее помощью создают электропроводные соединения элементов различных приборов и устройств. Именно при помощи пайки чаще всего соединяются и наращиваются провода, по которым в дальнейшем будет проходить электрический ток.
Если говорить о наиболее распространенных сферах применения пайки, то к ним следует отнести:
- формирование герметичных соединений труб, изготовленных из меди и ее сплавов, в том числе латуни (такие трубы используются преимущественно для комплектации холодильных и теплообменных установок);
- крепление твердосплавных пластин к несущей части режущего инструмента;
- соединение между собой деталей, значительно отличающихся по толщине.

На фото результат спайки латунной трубки и жиклера. Использовался припой флюсованный П14 и импортная горелка на чистом пропане
Используя паяльное оборудование и припой, также выполняют такую технологическую операцию, как лужение, которая позволяет создавать на металлических поверхностях надежное антикоррозионное покрытие.
В зависимости от того, при помощи припоя какого типа выполняется пайка, она может быть высоко- или низкотемпературной. Использование при выполнении пайки более тугоплавкого материала позволяет создавать соединения, которые могут эксплуатироваться при более высоких температурах. Между тем это сопряжено с некоторыми сложностями, которые связаны с необходимостью обращения к специальному оборудованию, позволяющему расплавить припой. Использование такого сплава, в частности, достаточно проблематично в домашних условиях, где для выполнения пайки чаще всего применяется обычная паяльная лампа.
Особенности технологии
Как в производственных, так и в домашних условиях приходится сталкиваться с необходимостью соединить при помощи пайки изделия, изготовленные из латуни. Связано это с тем, что данный сплав меди и цинка активно используется для производства элементов водопроводных и отопительных систем, а также множества других изделий.
Большое значение для получения качественного и надежного соединения латунных изделий при помощи пайки имеет правильный выбор флюса. Для успешного осуществления этого процесса не подойдет обычный флюс, в составе которого содержатся спирт и канифоль. Такой флюс из-за достаточно невысокой активности входящих в него компонентов не способен растворить окисную пленку, обязательно присутствующую на поверхности изделия из латуни. Именно поэтому для пайки изделий из латуни необходимо использовать более активный флюс, в качестве которого часто применяют хлористый цинк.
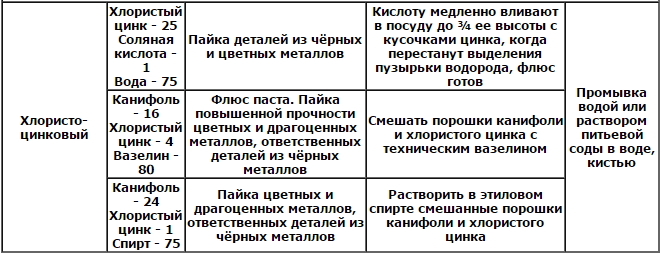
Состав и применение кислотных активных плюсов
Достаточно популярными флюсами, которые используются для выполняемой в соляных ваннах пайки латуни, являются бура и фтороборат калия. Такие флюсы, количество которых в растворе ванны, как правило, не превышает 5%, обеспечивают хорошее затекание расплавленного припоя в зазор между соединяемыми деталями.
Правильный выбор проволоки-припоя – еще одна важная задача, которую следует решить для того, чтобы получить качественное соединение деталей из латуни. Для пайки латунных изделий, которые в дальнейшем будут эксплуатироваться в газовой среде, можно использовать популярные типы припоев на основе сплавов серебра и фосфорной меди. Такие припои, кроме того, оптимально подходят для соединения изделий из латуни, содержащей значительное количество меди.
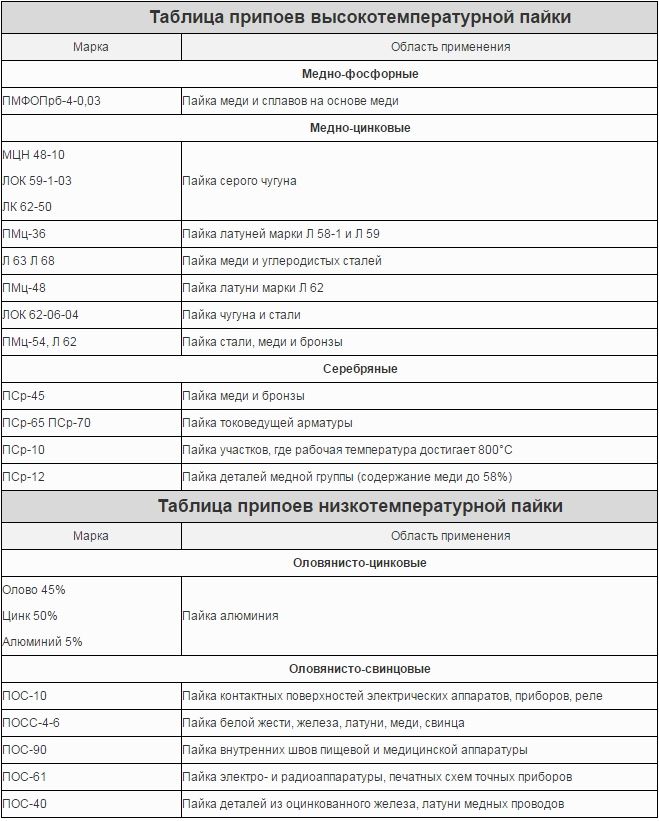
Марки и сферы применения припоев
В качестве припоя нередко используют и саму латунь, но при этом необходимо следить за тем, чтобы температура плавления присадочной проволоки не превышала аналогичный параметр самих соединяемых деталей. В тех случаях, когда при помощи пайки необходимо сформировать соединение повышенной надежности, используют твердые припои, которые, если сравнивать их с присадочными материалами мягкого типа, обладают более высокой прочностью.
Особое внимание вопросам выбора припоя и самой технологии выполнения пайки следует уделять в тех случаях, когда спаять между собой необходимо разнородные материалы. При этом следует учитывать, что такие материалы имеют разную температуру плавления, а также могут себя вести совершенно по-разному при нагреве. В частности, из латуни при интенсивном нагревании начинает испаряться цинк, что негативно отражается как на декоративных, так и на прочностных характеристиках формируемого соединения (оно приобретает пористую структуру).

В качестве несгораемой подложки можно использовать ведро с мелкой галькой
Избежать активного испарения цинка из состава латуни, подвергаемой нагреву в процессе выполнения пайки, позволяют определенные технологические приемы. Наиболее эффективным из таких приемов является использование флюса, который и будет выполнять защитную функцию, предотвращая испарение цинка из структуры латуни. Применение для выполнения пайки комбинированного припоя, в состав которого входит не только присадочный материал, но и флюс, – еще один эффективный способ, позволяющий избежать испарения цинка из латуни.
Правильно подбирая припой и технологию выполнения пайки, можно даже в домашних условиях соединять детали из такого сложного материала, как нержавейка. Следует иметь в виду, что для пайки деталей из нержавейки не подходит припой из латуни, для этого предназначены совсем другие материалы.
Краткая инструкция
Для того чтобы в домашних условиях выполнить качественную пайку латуни, недостаточно просто изучить теоретическую базу, желательно также посмотреть видео на эту тему. Необходимость в самостоятельном осуществлении такого процесса возникает нередко, ведь практически в каждом доме есть изделия из латуни, которые не застрахованы от поломок. Учитывая тот факт, что услуги квалифицированных специалистов недешевы, есть смысл изучить такой процесс как по представленным ниже рекомендациям, так и по видео, которые несложно найти в интернете.

Разумеется, что перед пайкой следует очистить детали
Итак, алгоритм пайки латуни выглядит следующим образом.
- Тщательно очищенное место будущего соединения необходимо обработать флюсом, в состав которого входят бура и борная кислота (1:1), смешанные с водой.
- После этого обработанное место соединения следует посыпать стружкой припоя.
- Затем можно начинать прогрев формируемого шва при помощи газовой горелки или паяльной лампы. Следует внимательно следить за тем, чтобы не перегреть детали, что может привести к их деформации.
- После того как припой расплавится под воздействием пламени газовой горелки, он заполнит зазор между деталями, обеспечив их надежное соединение.
Таким образом, выполнить пайку латуни не так уж сложно, главное – правильно подобрать расходные материалы и строго следовать указанным выше рекомендациям.
