Пайка нихрома в домашних условиях
Восстановление, соединение, ремонт спирали электрической из нихрома с помощью сварки, пайки, скрутки

Ремонт нихромовой спирали, сварка, пайка, скрутка нихрома
Нагревательные элементы, электрические спирали, изготовленные из сплавов с высоким электрическим сопротивлением на основе никеля и хрома, применяются во всех современных промышленных и бытовых устройствах, предназначенных для преобразования электричества в тепло. Спирали из нихрома отличаются высокой сопротивляемостью к окислению благодаря образованию оксидных плёнок. По этой причине надежная пайка нихромовых нагревателей при отсутствии специального оборудования (вакуумные камеры, газовые среды) должна проводиться после обработки соединяемых поверхностей флюсами, в состав которых входят кислоты, способные разрушать защитный слой окислов. Нихромовые спирали служат дольше спиралей из фехрали, однако и они подвергаются разрушению при длительной эксплуатации. Вероятность возникновения пережиганий и обрывов увеличивается на таких участках проводника, где имеются механические повреждения, зазубрины, перегибы, или перехлёсты с поверхностью соседних нагревательных элементов. Ремонт повреждённой спирали из нихрома возможно провести в домашних условиях. При соблюдении несложных технологий эксплуатационные характеристики электрооборудования будут полностью восстановлены.
Восстановление ремонт нихромовой спирали
Существуют 3 способа восстановления целостности нихромового проводника:
Механический – муфты, скрутки, резьбовые зажимы при помощи шайб, винтов и гаек.
Последний способ — наиболее надёжен в плане прочности и долговечности. Сварные соединения не влияют в существенной мере на параметры электрических цепей, поэтому технические характеристики приборов остаются в прежних нормах. Соединения в виде скруток, муфт и зажимов создают условия для скапливания продуктов окисления, влияют на общее показатели сопротивления цепи, а также могут создавать участки повышенного нагрева, что усиливает риск повторных обрывов и выхода электрооборудования из строя.
Как спаять нихром?
1. Источник советует
Спаять нихромовую спираль можно следующими способами:
Нагрев обмотки в виде тонкой медной проволоки.
Использование ляписа (азотистого серебра).
Применение специальных припоев и кислотосодержащих флюсов.
Первый способ — наиболее простой и доступный, но он подходит только для соединения проводников высокого сопротивления с толщиной не более 0,5 мм. Медную проволоку для обмотки лучше всего брать с толщиной 0,1 мм. Нагрев производится с помощью газовой горелки, но также можно использовать обычную зажигалку с турбонаддувом. Медная проволока нагревается докрасна и прилипает к нихрому, создавая электрический контакт на атомарном уровне. Метод пайки при помощи ляписа применяется для усиления контакта механической скрутки, если рабочая температура нагревательного элемента в приборе не будет превышать 200 °C (граница сплавления нитрат серебра). Вещество наносится на скрутку при её разогреве током. Наиболее надежные результаты даёт метод пайки с помощью специальных припоев и флюсов. Оксидная пленка, которая образуется на поверхности хромоникелевых спиралей, — основное препятствие для выполнения качественного лужения. В условиях промышленного производства для решения этой проблемы целесообразно применять вакуумные камеры, или нейтральные газовые среды. В домашних условиях используются кислотосодержащие флюсы:
Смесь вазелина, глицерина и хлористого цинка.
Флюсы фабричного изготовления, типа Ф-38Н ПЭТ.
Соединяемые поверхности очищаются от оксидной пленки, обезжириваются и покрываются флюсами при помощи паяльника. После этого производится предварительное лужение и пайка с помощью припоев ПОС 40/50/61.
2. Источник советует
Качественно выполнить пайку Нихром-Нихром; Нихром-Медь, Медно-никелевый сплав; Нихром-Сталь. Нам помогут припои ПОС 50, ПОС 61, удовлетворительно себя зарекомендовал ПОС 40. Не забываем применять флюс.
Рекомендуем самим приготовить следующий состав: вазелин 100 гр, хлористый цинк порошок 7 гр, глицерин 5 гр.
Флюс желательно готовить в керамической ступке, в которую кладут вазелин, а затем последовательно добавляют, хлористый цинк и глицерин, хорошо перемешивают до получения однородной массы.
Самый активный паяльный флюс, из представленных на Российском рынке это — Ф-38Н ПЭТ. Если для кого-то активность флюса слишком велика, разбавьте его с равным количеством этилового или изопропилового спирта.
Применение: пайка нихрома, константана, манганина, бериллиевой и алюминиевой бронзы, коррозионно-стойких сталей легкоплавкими припоями при температуре 300°C. Флюс содержит фосфорную кислоту, гликоли и органические гидрохлориды.
Спаиваемые концы тщательно зачищают абразивной шкуркой и протирают ватой, смоченной в 10% спиртовом растворе хлористой меди, флюсуют, лудят и только после этого паяют.

Как сварить нихром?
1. Источник советует
На производстве для надёжной сварки проволоки, или ленты из нихрома применяется аргонодуговой метод. Однако проволоку небольшого диаметра, которая используется в качестве нагревательных спиралей в бытовых приборах, можно сварить при помощи самодельной сварочной системы в домашних условиях. Для этого потребуется источник питания 12-24 V с силой тока 10 ампер и выше. В качестве электрода можно взять графитовый стержень соляной батарейки. Соединяемые концы нагревательной спирали скручиваются. Минусовой провод от источника питания присоединяется к нихромовой проволоке. К плюсовому проводу через дроссель лампы дневного света присоединяется графитовый стержень. При прикосновении графита к участку сварки возникает дуга низкого напряжения, энергии которой будет достаточно, чтобы расплавить нихром.
2. Источник советует
Значительно лучшие результаты, чем пайка, дает сварка, в особенности, если приходится соединять между собой концы тонкой проволоки. Преимущество сварки состоит в том, что для ее выполнения никаких припоев не требуется. Контакт при этом получается очень надежный, так как температура нагрева свариваемых металлов значительно выше, чем, например, у оловянно-свинцовых припоев. Поэтому при эксплуатации даже от сильного нагрева сваренного контакта соединение проводов не нарушается.
Для соединения проводов из нихрома, константана, манганина и т. п. их следует зачистить, скрутить и пропустить через них ток такой силы, чтобы место сварки накалилось докрасна. На это место пинцетом кладется кусочек ляписа (азотнокислого серебра), который при нагревании расплавляется, в результате чего в месте соединения возникает прочный контакт.
Если Ø диаметр свариваемой проволоки не превышает 0,15-0,2 мм, то ее концы накладывают друг на друга (расстояние 15-20 мм) и на них наматывают тонкую медную проволоку диаметром Ø 0,1-0,15 мм. Затем соединенную таким образом проволоку нагревают газовой горелкой. Медь при этом начинает плавиться и прочно соединяет свариваемые концы нихромовой проволоки. Этот способ применим для соединения никелевой, медно-никелевой, медной проволоки с проволокой из прецизионных сплавов с высоким электрическим сопротивлением: Нихром Х20Н80, Х20Н80-ВИ, Х20Н80-Н, Х15Н60, Х16Н60-Н, Н80ХЮД, фехраль Х23Ю5Т.

Как соединить перегоревшую нихромовую спираль?
Способ ремонта перегоревшей нихромовой спирали выбирается в зависимости от толщины проволоки, а также от характеристик прибора, в котором используется вышедший из строя нагревательный элемент. Если рабочая температура превышает 150-200 °C, — следует применять сварку. Механические соединения в виде скруток, муфт и зажимов дадут только временный результат, а спайка с помощью тонкой медной проволоки и газовой горелки будет надежным решением для маломощных электронагревателей, в которых работают спирали из тонкой проволоки. Пайка с помощью припоев создает отличный контакт, но быстро разрушается, если нагрев превышает 300 °C.
Как произвести спайку, сварку нихрома в домашних условиях?
При отсутствии специального оборудования надёжный ремонт спирали нихрома лучше всего проводить с помощью метода контактной сварки с низковольтной дугой, созданной графитовым электродом. Для этого нужен специальный источник питания, но если его под рукой нет, то можно воспользоваться способом пайки при помощи тонкой медной проволоки. Соединение получается прочным и относительно долговечным, а если произойдёт повторное выгорание, то разрыв можно без труда восстановить этим способом за несколько минут. Чтобы провести качественную пайку, концы проволоки нужно зачистить, погрузить в порошок лимонной кислоты и нагреть паяльником. Вещество расплавится и покроет поверхность металла тонким слоем. Оксидная пленка будет разрушена. Перед лужением соединяемые концы можно дополнительно обработать канифолью.
Альтернативный способ соединения нихромовой спирали
Перегоревшую спираль электронагревательного прибора из сплавов: Нихром, константан, никелин. Соединяем следующим способом: концы провода в месте обрыва вытянуть на длину 15-20 мм и зачищаем до блеска абразивной шкуркой. Затем из листовой стали или алюминия вырезаем небольшую пластинку, скручиваем ее и делаем муфту, надеваем на проволоку вместе их соединения. Нихром предварительно скрепляем обычной скруткой. Затем муфту плотно сжимаем пассатижами.
Паяем нихром и алюминий
Паяем нихром и алюминий
Хочу поделиться опытом пайки алюминия и нихрома (точнее, сварки нихрома). Алюминий можно паять следующим образом: берЈтся небольшой кусочек цинка и жалом хорошо разогретого паяльника (механически сдирая оксидный слой с алюминия им, т.е. жалом) «облуживается» алюминий. Температура плавления цинка около 400 о , поэтому паяльник нужен мощный. Затем, используя обычные припои (ПОС-40, ПОС-60 и т.д. с температурой плавления 220-260 о ), осуществляем обычную пайку с «облуженным» цинком алюминием. Секрет этот я прочитал в журнале «Приборы.Техника.Эксперимент».
А с нихромом следующее: скручиваем оба конца провода и используя обычную угольную щЈтку от электродвигателя «свариваем» оба конца в шарик. В качестве «сварочного аппарата» можно использовать трансформатор на 3-12 Вольта и током не менее 3 Ампер. Если его нет под рукой, то можно использовать мощную нагрузку (не менее 1кВт) и сеть 220 вольт. Соблюдая меры предосторожности, подлючаем один вывод трансформатора (или сети 220 вольт обязательно последовательно через нагрузку) к скрученным проводам (поближе к концу скрутке), а второй вывод подключаем к щЈтке. Затем прикасаемся на короткое время к концам скрутки. Яркая вспышка и провода «сварены «. Правда, аккуратного шарика с первого раза может не получиться, но если немного потренироваться, то всЈ получится. Сваривать можно любые (не только нихромовые) провода, а так же различные их сочетания.
Шамиль Гумеров
Паяем алюминий
В настоящее время в электробытовой технике широко применяется алюминий и его сплавы, как, например, алюминиевые электрические провода в трансформаторах-стабилизаторах напряжения и т. п. Поскольку алюминий и его сплавы, соприкасаясь с воздухом, быстро окисляются, обычные методы пайки не дают удовлетворительных результатов. Ниже описываются различные способы пайки алюминия оловянно-свинцовыми припоями ПОС-61, ПОС-50, ПОС-90.
Способ 1. Для спаивания двух алюминиевых проводов их предварительно залуживают. Для этого конец провода покрывают канифолью, кладут на шлифовальную шкурку (со средним зерном) и горячим залуженным паяльником прижимают к шлифовальной шкурке, при этом паяльник от провода не отнимают и на залуживаемый конец все время добавляют канифоль. Провод залуживается хорошо, но все операции приходится повторять много раз. Затем пайка идет обычным порядком. Лучшие результаты получаются, если вместо канифоли применять минеральное масло для швейных машин или щелочное масло (для чистки оружия после стрельбы).
Способ 2. При пайке листового алюминия или его сплавов на шов наносят горячим паяльником канифоль с мелкими железными опилками. Паяльник залуживается, и им начинают протирать место шва, добавляя все время припой. Опилки своими острыми гранями снимают с поверхности окись, и олово прочно пристает к алюминию. Паяют хорошо нагретым паяльником. Для пайки тонкого алюминия достаточна мощность паяльника 50 Вт, для алюминия толщиной 1 мм и более желательна мощность 90 Вт, если толщина более 2 мм — место пайки необходимо прогреть паяльником и только после этого наносить флюс и производить пайку. Здесь также с успехом можно применять в качестве флюса минеральное масло.
 Способ 3. Оригинальный способ пайки алюминиевых проводов и алюминиевой поверхности. Перед пайкой алюминиевую поверхность (провод или пластинку) предварительно омедняют, используя простейшую установку для гальванического покрытия. Но можно сделать проще. Место пайки зачищают шлифовальной шкуркой и аккуратно наносят на него несколько капель насыщенного раствора медного купороса. Далее к алюминиевой детали (провод или пластина) подключают отрицательный полюс источника постоянного тока (выпрямитель, батарейка от карманного фонаря или аккумулятор), а к положительному полюсу присоединяют кусок медного провода 1— 1,2 мм (без изоляции), находящегося в “устройстве”, выполненном на базе зубной щетки (см. рис.1). Медный провод находится в щетине зубной щетки так, чтобы провод не касался поверхности алюминия во время трения щетины (омеднения) поверхности детали. Через некоторое время на поверхности алюминиевой детали оседает слой красной меди, который после промывки и сушки лудят обычным способом (паяльником).
Способ 3. Оригинальный способ пайки алюминиевых проводов и алюминиевой поверхности. Перед пайкой алюминиевую поверхность (провод или пластинку) предварительно омедняют, используя простейшую установку для гальванического покрытия. Но можно сделать проще. Место пайки зачищают шлифовальной шкуркой и аккуратно наносят на него несколько капель насыщенного раствора медного купороса. Далее к алюминиевой детали (провод или пластина) подключают отрицательный полюс источника постоянного тока (выпрямитель, батарейка от карманного фонаря или аккумулятор), а к положительному полюсу присоединяют кусок медного провода 1— 1,2 мм (без изоляции), находящегося в “устройстве”, выполненном на базе зубной щетки (см. рис.1). Медный провод находится в щетине зубной щетки так, чтобы провод не касался поверхности алюминия во время трения щетины (омеднения) поверхности детали. Через некоторое время на поверхности алюминиевой детали оседает слой красной меди, который после промывки и сушки лудят обычным способом (паяльником).
Примечание. В промышленности и ремонтной практике для пайки монтажных элементов из алюминия и его сплавов, а также соединения их с медью и другими металлами применяют припои марок П150А, П250А и П300А. Пайку производят обычным паяльником, жало которого прогрето до температуры 350° С, с применением флюса представляющего собой смесь олеиновой кислоты и йодида лития.
Как соединить прогоревшую нихромовую проволоку
меди там нет но провада варит на ура ток дуги 50-80а дугу зажегать внутри керамической трубки..чтоб не прртить глаза в шетке сформируйле кратер в сиде колокола сверлом-дуга будет гореть внеутри а газы защитят от окисления даже люмень свариваеся и люм с люмом и люм с медью и люм с сталью люм и медь надо надежно защитить от контактта с воздухом на не мене чем на 5см. иначе спай разрушится быстро
Пайка нихрома
Качественно выполнить пайку Нихром-Нихром; Нихром-Медь, Медно-никелевый сплав; Нихром-Сталь. Нам помогут припои ПОС 50, ПОС 61, удовлетворительно себя зарекомендовал ПОС 40. Не забываем применять флюс.
Рекомендуем самим приготовить следующий состав: вазелин 100 гр, хлористый цинк порошок 7 гр, глицерин 5 гр.
Флюс желательно готовить в керамической ступке, в которую кладут вазелин, а затем последовательно добавляют, хлористый цинк и глицерин, хорошо перемешивают до получения однородной массы.
Самый активный паяльный флюс, из представленных на Российском рынке это — Ф-38Н ПЭТ. Если для кого-то активность флюса слишком велика, разбавьте его с равным количеством этилового или изопропилового спирта.
Применение: пайка нихрома, константана, манганина, бериллиевой и алюминиевой бронзы, коррозионно-стойких сталей легкоплавкими припоями при температуре 300°C. Флюс содержит фосфорную кислоту, гликоли и органические гидрохлориды.
Спаиваемые концы тщательно зачищают абразивной шкуркой и протирают ватой, смоченной в 10% спиртовом растворе хлористой меди, флюсуют, лудят и только после этого паяют.
Сварка нихрома
Значительно лучшие результаты, чем пайка, дает сварка, в особенности, если приходится соединять между собой концы тонкой проволоки. Преимущество сварки состоит в том, что для ее выполнения никаких припоев не требуется. Контакт при этом получается очень надежный, так как температура нагрева свариваемых металлов значительно выше, чем, например, у оловянно-свинцовых припоев. Поэтому при эксплуатации даже от сильного нагрева сваренного контакта соединение проводов не нарушается.
Для соединения проводов из нихрома, константана, манганина и т. п. их следует зачистить, скрутить и пропустить через них ток такой силы, чтобы место сварки накалилось докрасна. На это место пинцетом кладется кусочек ляписа (азотнокислого серебра), который при нагревании расплавляется, в результате чего в месте соединения возникает прочный контакт.
Если Ø свариваемой проволоки не превышает 0,15-0,2 мм, то ее концы накладывают друг на друга (расстояние 15-20 мм) и на них наматывают тонкую медную проволоку Ø 0,1-0,15 мм. Затем соединенную таким образом проволоку нагревают газовой горелкой. Медь при этом начинает плавиться и прочно соединяет свариваемые концы нихромовой проволоки. Этот способ применим для соединения никелевой, медно-никелевой, медной проволоки с проволокой из прецизионных сплавов с высоким электрическим сопротивлением
baan2003: Рекомендуем самим приготовить следующий состав: вазелин 100 гр, хлористый цинк порошок 7 гр, глицерин 5 гр. Флюс желательно готовить в керамической ступке, в которую кладут вазелин, а затем последовательно добавляют, хлористый цинк и глицерин, хорошо перемешивают до получения однородной массы.
Абавдеть. таблетка аспирина и все дела.
Способ с ляписом я пробовал еще в далеком детстве. Действует. Ляписный карандаш вроде как до сих пор продается в аптеке. Только это не сварка, а скорее пайка. Серебром.
А самый адский флюс всех времен и народов — это действительно Ф38Н. К тому же после него паяное место не гниёт, в отличие от флюсов на хлористом цинке. Но. оловянный припой — это не для нагревательных элементов.
Андрей 1812: Ляписный карандаш вроде как до сих пор продается в аптеке.
Его уже 100 лет не продают.
Не совсем дефицит, купить можно.
Форум про радио — сайт, посвященный обсуждению электроники, компьютеров и смежных тем.
Как соединить прогоревшую нихромовую проволоку
Особенности материала
Сварка никелевых сплавов затруднена из-за их чувствительности к примесям, а также они склонны к образованию пор, так как в расплавленном металле хорошо растворяется азот, водород и кислород. Различные легирующие элементы по-разному влияют на образование пор в сварочном шве: титан, хром, ванадий уменьшают образование пор, а марганец, углерод, кремний, железо, наоборот, увеличивают порообразование.
Важной особенностью является то, что при нагревании основной металл не претерпевает структурных превращений и не закаливается, соответственно, подогрев перед сваркой деталей небольшой толщины не производят.
В большинстве случаев в сварочный шов приходится вводить дополнительные легирующие элементы, содержащиеся в присадочной проволоке или в электродах. В связи с этим химический состав шва и основного металла будет различным. Нихромы склонны к межкристаллитной коррозии из-за легирования хромом. Во избежание этого после сварки производят отжиг готового изделия.
Где найти проволоку из нихрома?
Самый простой способ найти проволоку из нихрома — обратиться в специальный магазин (вейп-шоп). Правда, нихромовая нить там стоит недешево, и за 1 метр придется выложить приличную сумму.
Есть и другие варианты, где можно найти проволоку из нихрома:
- радиорынки;
- паяльники;
- фены;
- обогреватель, изготовленный по типу вентилятора;
- электроплита с открытой спиралью;
- интернет.
Возможность обнаружить металл на радиорынке не слишком велика, в сравнении с паяльником (работающим или неисправным). Паяльное устройство можно обнаружить в гараже, или в магазине «Фикс Прайс», где изделие стоит копейки. Чтобы найти искомое, устройство необходимо разобрать и вытащить оттуда проволоку. Как правило, нихромовая нить в паяльнике тонкая. Определить ее сечение поможет намотка в 10 витков на карандаш. Длина намотанной проволоки достигает до 2,5 м.
Варианты с феном и обогревателем обойдутся дороже. Тяжелее всего достать проволоку из электроплиты.
Чтобы не ходить на рынок, и не искать проволоку из нихрома в магазине, можно найти в интернете информацию о продаже металла, или вещей, его содержащих.

Кстати, никель в составе сплава влияет на цену проволоки.
Технология сварки нихрома
Для сварки деталей большой толщины кромки делают со значительным скосом и большим притуплением. Это связано с тем, что расплавленные никелевые сплавы обладают большой вязкостью, проплавление кромок происходит на меньшую глубину, чем у сталей.
Перед сваркой нихрома производят механическим способом тщательную зачистку кромок и поверхностей, прилегающих к ним. Это необходимо для удаления налёта, в котором содержатся примеси, негативно влияющие на качество шва.
После механической зачистки поверхности обезжиривают ацетоном, уайт-спиритом или бензином, а иногда используют и химическое травление.
Какие электроды применяются
При осуществлении ручной дуговой сварки никеля и существующих его сплавов необходимо применять электроды, для которых характерно качественное покрытие. Наиболее качественное сварное соединение обеспечивают электроды с покрытием типа “Прогресс-50”. Такие электроды применяются для сварки никеля, как материала, имеющего марки Н-1, НП-1, НП-2. Если говорить об электродах, имеющих покрытие ЭНХД-10, то они применяются для изготовления сварных соединений деталей, изготовленных из никелевокремнистых сплавов. Электроды, покрытые составом ЭНХМ-100, созданы для соединения деталей из нихрома и никелевомолибденовых сплавов. Для сварки сплавов типа ХН80ТБЮ, ХН80ТБЮА, ХН70ВМТЮ и ХН75МВТЮ используют электроды с покрытием типа ИМЕТ и ВИ-2-6.
Полезные советы по пайке. Как паять сталь, нихром. Как сделать паяльник вечным.
Пайка — это неразъемное соединения двух и более деталей (как правило — металлических) при помощи материала (припоя), отличного от материала самих деталей.
Самое широкое распространение пайка получила в радиотехнике и электронике, а также в инструментальном деле. Реже пайку используют для ремонта (запаивание отверстий, спайку деталей между собой, и т.д.
В подавляющем большинстве случаев в качестве припоя используют свинцово-оловянные соединения. Особенно хорошо им паять медесодержащие материалы. Для пайки необходим так же флюс. Его задача — раскислить место пайки, удалить окислы с поверхностей спаиваемых деталей и изолировать их от атмосферного кислорода. В радиотехнике в качестве бескислотного флюса применяют канифоль (получаемую из смолы хвойных деревьев). Для пайки деталей из алюминия, стали и других применяют кислотные флюсы.
Несколько полезных советов по пайке.
Если у вас нет жидкого канифольного флюса, его легко изготовить самостоятельно.
В небольшом количестве спирта растворяют кусочки канифоли до образования темно-коричневой жидкости. Наносят такой флюс на место пайки кисточкой.
При пайке массивных деталей
маломощным паяльником практически невозможно их прогреть, и пайка получается некачественной. В этом случае может помочь обычный бытовой электроутюг. Утюг переворачивают подошвой вверх и устойчиво укрепляют на столе (с помощью тисков или струбцин). Можно так же взять какой либо большой деревянный чурбачок и в нем сделать пропил под ручку утюга.
Что бы не испортить подошву утюга, можно обернуть ее бытовой алюминиевой фольгой. Утюги имеют регуляторы температуры и деталь должна быть нагрета до температуры немного ниже температуры плавления припоя. Так, что бы необходимый недостаток нагрева добавлял именно паяльник. Иначе припой может не затвердеть. Это подбирается опытным путем.
Нихромовая проволока,
из которой изготовлены спирали, очень плохо облуживается с помощью канифольных флюсов. Поэтому весьма трудно сделать какой либо контакт с ней надежным.
Между тем, облудить ее можно, если в качестве флюса использовать пищевую лимонную кислоту (в порошке) или таблетку ацетилсалициловой кислоты (аспирина). Положив конец проволоки на таблетку (или в небольшую кучку) кислоты, тщательно прогревают его паяльником. Кислота при этом плавится и выделяет очень едкий дым. А провод покрывается припоем. Затем провод облуживают уже канифольным припоем для удаления остатков кислоты.
Если нихромовому проводу предстоит разогреваться до высоких температур, то рекомендуется на его концах сделать клеммы. Для этого облуженный край провода изгибают в виде петли и зажимают между двух слоев облуженной жести. Место зажима тщательно опресовывают (тисками или пассатижами) и пропаивают. В жестяной пластинке сверлят отверстие таким образом, что бы оно проходило внутри петли нихромового провода. Контакт с питающим проводом обеспечивается с помощью винта и шайбы. Теперь контакт будет надежным, даже если сам нихромовый провод раскалится до красна.
Процесс сварки
Сам процесс сварки осуществляется только с использованием постоянного тока, имеющего обратную полярность, параметры сварочного тока выбирают в пониженном диапазоне по сравнению с режимами, применяемыми для сварки стальных деталей. Скорость сварки рекомендуется также понижать минимум на пятнадцать процентов по сравнению со скоростью для сварки стальных изделий.
Сам сварочный процесс рекомендуется осуществлять в нижнем положении с использованием короткой дуги с целью снижения процента выгорания стабилизирующих элементов и элементов, используемых для раскисления металлов, которые содержатся в используемой сварочной проволоке или в электродной проволоке.
Для обеспечения лучшего газоудаления из сварочной зоны, а также создания более плотного шва необходимо осуществлять небольшие продольные колебания электрода, а сам электрод следует держать перпендикулярно по отношению к плоскости шва, а наклон его составляет не более пятнадцати градусов по отношению к свариваемым кромкам.
Если толщина нихромовых деталей более пятнадцати миллиметров, необходимо осуществлять сварку в несколько проходов с выполнением предварительного подогрева кромок свариваемых деталей до температуры в 200-250 градусов. Каждый промежуточный слой шва необходимо подвергнуть зачистке.
При выборе различных изделий из нихрома следует помнить, что осуществление ручной дуговой сварки этого материала в домашних условиях невозможно из-за сложности процесса. Поэтому в домашних условиях выполняется только контактная сварка. Теоретически широко описанная ручная дуговая сварка почти не применяется.
Паяем нихром и алюминий
Паяем алюминий
В настоящее время в электробытовой технике широко применяется алюминий и его сплавы, как, например, алюминиевые электрические провода в трансформаторах-стабилизаторах напряжения и т. п. Поскольку алюминий и его сплавы, соприкасаясь с воздухом, быстро окисляются, обычные методы пайки не дают удовлетворительных результатов. Ниже описываются различные способы пайки алюминия оловянно-свинцовыми припоями ПОС-61, ПОС-50, ПОС-90.
Способ 1. Для спаивания двух алюминиевых проводов их предварительно залуживают. Для этого конец провода покрывают канифолью, кладут на шлифовальную шкурку (со средним зерном) и горячим залуженным паяльником прижимают к шлифовальной шкурке, при этом паяльник от провода не отнимают и на залуживаемый конец все время добавляют канифоль. Провод залуживается хорошо, но все операции приходится повторять много раз. Затем пайка идет обычным порядком. Лучшие результаты получаются, если вместо канифоли применять минеральное масло для швейных машин или щелочное масло (для чистки оружия после стрельбы).
Способ 2. При пайке листового алюминия или его сплавов на шов наносят горячим паяльником канифоль с мелкими железными опилками. Паяльник залуживается, и им начинают протирать место шва, добавляя все время припой. Опилки своими острыми гранями снимают с поверхности окись, и олово прочно пристает к алюминию. Паяют хорошо нагретым паяльником. Для пайки тонкого алюминия достаточна мощность паяльника 50 Вт, для алюминия толщиной 1 мм и более желательна мощность 90 Вт, если толщина более 2 мм — место пайки необходимо прогреть паяльником и только после этого наносить флюс и производить пайку. Здесь также с успехом можно применять в качестве флюса минеральное масло.
Способ 3. Оригинальный способ пайки алюминиевых проводов и алюминиевой поверхности. Перед пайкой алюминиевую поверхность (провод или пластинку) предварительно омедняют, используя простейшую установку для гальванического покрытия. Но можно сделать проще. Место пайки зачищают шлифовальной шкуркой и аккуратно наносят на него несколько капель насыщенного раствора медного купороса. Далее к алюминиевой детали (провод или пластина) подключают отрицательный полюс источника постоянного тока (выпрямитель, батарейка от карманного фонаря или аккумулятор), а к положительному полюсу присоединяют кусок медного провода 1— 1,2 мм (без изоляции), находящегося в “устройстве”, выполненном на базе зубной щетки (см. рис.1). Медный провод находится в щетине зубной щетки так, чтобы провод не касался поверхности алюминия во время трения щетины (омеднения) поверхности детали. Через некоторое время на поверхности алюминиевой детали оседает слой красной меди, который после промывки и сушки лудят обычным способом (паяльником).
Примечание. В промышленности и ремонтной практике для пайки монтажных элементов из алюминия и его сплавов, а также соединения их с медью и другими металлами применяют припои марок П150А, П250А и П300А. Пайку производят обычным паяльником, жало которого прогрето до температуры 350° С, с применением флюса представляющего собой смесь олеиновой кислоты и йодида лития.
Бастанов В.Г. «300 практических советов», М.,1986г.
Лада 2114 Рукастая › Бортжурнал › Установка + обогрев зеркал заднего вида.

Приобрел давненько, но что-то все руки не доходили)
Пока зеркала валялись дома решил установить на них обогрев. Делал по подобию как делал ранее с заводскими зеркалами.
Разбираются эти зеркала сложнее, вернее страшнее, а вдруг чего сломаю.
Вроде надо всего лишь вытащить зеркала, держат его пластмассовые зажимы. Я их немного поддевал отверткой.

Затем надо отделить зеркало от корпуса, оно держится на двустороннем скотче. Потом надо сам скотч отклеить от корпуса.

Не хорошо то что он тянется сильно когда его отклеиваешь. И потом становится вытянутым.
Далее уже проложил нихром длина примерно 1.3м. Греются отлично много ампер не хавают, около 1.5А.

Два отверстия там похоже специально сделаны для обогрева.
Тут уже надо нихром спаять с медью. Видеокамеры нету нормальной так что не заснял процесс.
Как я припаиваю нихром с медью.
В начале надо олово нанести на нихром, это и есть самое сложное. Канифоли нету так что не знаю даже как с нею работать. Намазываю на нихром кислоту, только это ни чего не дает. На жало паяльника беру олово, и одновременно поднося кисть с кислотой и расплавленное олово к проволоке. Глаза и нос держать по дальше, а то испарения не хорошие. И тут шипя во всю олово отлично прилипает к нихрому.
Дальше уже просто. Сами поймете)
Ну с установкой несть проблемы.
Что я использовал?

Как раз было сломанное, был сломан рычажок управления.
От него надо только та пластина наружная. От него я отпилил ушки крепления корпуса зеркала.

Потом я поставил все это, но смотрелось не очень, т.к. зеркало вроде сделано под установку на вертикальную поверхность. А дверь то немного наклонена. Поэтому зеркало смотрело вверх.
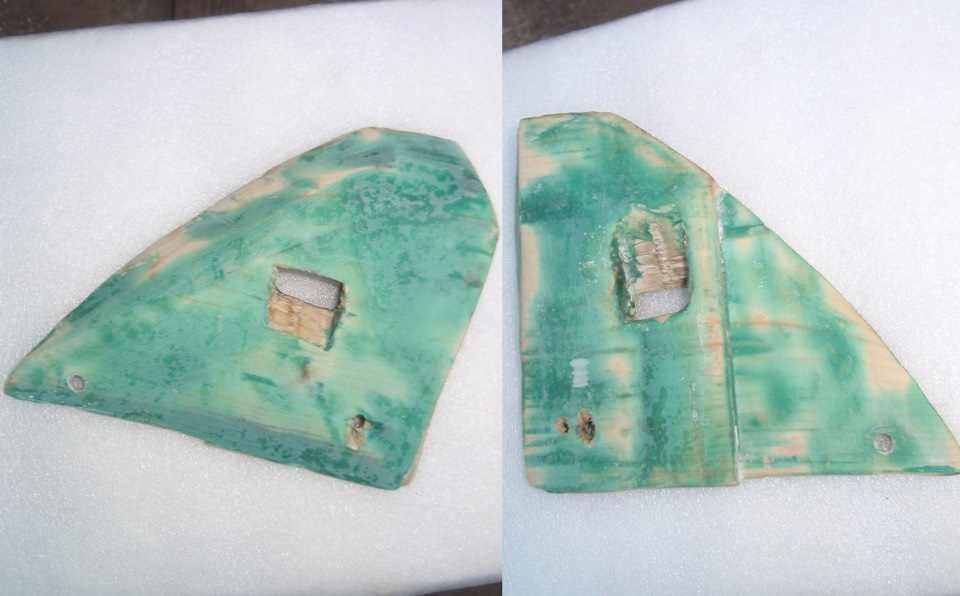
Далее надо было придумать переходник.
Было интересно что из этого получится, т.к. я хотел использовать деревянный брус.

Самое сложное и нудное это распилить его вдоль и по диагонали.

Далее уже выпиливал по контуру. Сложность в том что на противоположенных сторонах контуры различны.


На обратной стороне где она будет крепиться к той пластинке, сделал поверхность по форме пластины.

Дерево… Фу… Оно же точно развалится, что бы его хватило до того когда ВСЕ ЭТО СДЕЛАЮ ИЗ ПЛАСТИКА, обмазал брус шпатлевкой усиленную стекловолокном.
Покрасил все… И . о.неееет. это же дерево…

Хотя чуть дальше уже ни чего не заметно.

И Зеркало стало параллельно земли.


Купил блок управления зеркалами, такой что-то мне не очень понравился. Но выбора не было. Калиновский блок вместе со «стеклами» брать не захотел, ибо там всего на два стекла, а в будущем планируется поставить ЭСП и назад. А тот блок который все управляет, на него надо еще блок управления электропакетом который стоит 3.5К. Потом еще что-нибудь придумаю.

Вроде и не сильно торчит из подлокотника.
А это когда включены габариты.

И теперь есть дополнительная поверхность для твиттера. Его я хочу снять со стойки и переместить на дверь.

Ну и как все это моргает.
