Переносные сборочные приспособления для сварки
Приспособления для сварки
Досадно бывает, когда после тщательной выверки и установки элементов в нужное положение, собранная с таким старанием конструкция разваливается от прикосновения электрода, и нужно собирать все сначала. Еще хуже, когда элемент приваривается, но не в том положении, которое требуется — незаметно сдвинулся или деформировался после остывания металла. Использование универсальных и специализированных приспособлений для сварки помогает сберечь время и получить качественное изделие на выходе.
Существует множество различных устройств и механизмов, предназначенных для сварочных работ. В промышленности, где имеют дело с серийным и массовым производством, используется специализированное механизированное и автоматизированное оборудование — транспортные устройства, механизмы для укладки и кантовки изделий, технологические сборочные приспособления и пр. В домашних условиях используются, как правило, ручные сварочные приспособления универсального действия, позволяющие осуществить быструю сборку конструкции, надежно закрепить все элементы в нужном положении и добиться минимальной деформации детали.
Основные виды сборочно-сварочных приспособлений
Установочные приспособления. Установочные приспособления предназначены для установки детали в нужное положение — точно в такое, в котором она будет находиться в готовом изделии. По функциям и конструктивному исполнению они подразделяются на упоры, угольники, призмы, шаблоны.
Упоры служат для фиксации деталей по базовым поверхностям и могут быть постоянными, съемными или откидными (отводными, поворотными). Постоянные упоры, представляющие собой чаще всего обычные пластины или бруски, привариваются или привинчиваются к основанию. Съемные или откидные упоры ставят тогда, когда их постоянное присутствие в детали конструктивно недопустимо.
Угольники служат для установки деталей под определенным (90°, 60°, 30°, 45°) углом друг к другу. Удобны в использовании угольники, грани которых выполнены поворотными и позволяют установить любой необходимый угол межу ними.
Призмы применяются для фиксации в определенном положении цилиндрических изделий. В качестве призмы с успехом может использоваться простейшая конструкция, сваренная из уголков. Шаблоны предназначены для установки элементов сварной конструкции в заданном положении по отношению к другим, ранее установленным деталям.
Закрепляющие приспособления. С помощью закрепляющих сварочных приспособлений детали после установки в нужное положение прочно закрепляют с целью недопущения их случайного сдвига или деформации после охлаждения. К закрепляющим устройствам относятся струбцины, зажимы, прижимы, стяжки, распорки.
Струбцина — универсальный инструмент, используемый практически при любой работе с металлом. Для сварщика она — первое по важности приспособление, обойтись без которого если и можно, то только ценой крайнего неудобства и в ущерб производительности. Струбцины для сварки могут иметь самые разные формы и размеры, быть с постоянным размером зева и регулируемым. Особенно удобны быстрозажимные струбцины, в которых зажим происходит с помощью кулачкового механизма. Вообще, сварщику желательно иметь набор самых разных струбцин, поскольку для сборки одной конструкции их может понадобиться несколько — различных размеров и конфигураций.
Зажимы для сварки отличаются от струбцин удобством в работе и большей приспособленностью к сварочным работам. Фиксация детали производится сжатием их ручек. Необходимые размеры зева устанавливаются с помощью винта в ручке зажима, перестановкой штифта в другое отверстие, или другим способом.
Прижимы по принципу действия подразделяются на винтовые, клиновые, эксцентриковые, пружинные, рычажные. Из всех прижимных устройств винтовые прижимы — самые распространенные. Простейший вид самодельного винтового прижима представляет собой обычный болт с гайкой, продетый в отверстия двух пластин, с помощью которых зажимаются помещенные между ними детали.
В клиновых прижимах зажим деталей осуществляется с помощью клиньев, проушин, подкладок и молотка.
Зажимные скобы представляют собой кусок листа с пазом в форме клина.
Пружинная скоба прижимает деталь благодаря наличию упругой деформации. Она выполняется из полоски листового материала или проволоки, изготовленных из пружинных сталей.
В эксцентриковых прижимах зажим детали осуществляется с помощью кулачка (1), укрепленного на рычаге (2) при повороте эксцентрика (3) рукояткой (4). Эти устройства удобны тем, что зажим производится одним движением, однако к их недостаткам относится относительно небольшой рабочий ход кулачка, из-за чего используются они гораздо реже, чем винтовые прижимы.
Стяжки применяются для сближения кромок свариваемых габаритных деталей до заданного расстояния. Их длина и способ крепления к конструкции может быть самым различным, в зависимости от стоящей перед ними задачи.
Распорки позволяют выравнивать кромки собираемых деталей, придавать деталям нужную форму, исправлять местные дефекты.
Многие из вышеперечисленных сварочных приспособлений нетрудно сделать самому, придав им те размеры и формы, которые соответствуют наиболее часто выполняемой работе.
Установочно-закрепляющие приспособления
Простое приспособление для фиксации деталей под прямым углом легко сделать своими руками. Для этого потребуется два отрезка уголка, отрезок полосы, две струбцины, угольник и сварочный аппарат.
Отрезанные на нужную длину уголки и полоса (размеры можно увидеть на фото, шкала дюймовая) фиксируются струбцинами, с использованием угольника.
После фиксации и проверки правильности положения уголков, уголки прихватываются к полосе в четырех точках. Если сразу сделать длинный шов или точки будут слишком большие, то конструкцию поведет.
Далее струбцины и угольник снимаются, чтобы их не повредить при последующей сварке, и уголки привариваются более надежным швом, чередуя короткие швы с разных сторон, чтобы конструкцию не повело. Затем прижимаются струбцины и привариваются в нескольких точках. Хотя струбцины можно и не приваривать.
Приспособления для сварки труб
На фото ниже представлен звенный центратор, использующийся для сварки труб большого диаметра. Он состоит из нескольких звеньев, шарнирно соединенных между собой и образующих замкнутый контур. Свариваемые торцы труб, помещенные внутрь устройства, опираются на упоры, которые центрируют их друг относительно друга.
В домашней мастерской более полезными окажутся центраторы-струбцины, предназначенные для сварки труб меньшего диаметра. Например, центратор-струбцина модели СМ151 (на рисунке ниже слева) предназначен для труб диаметром 57-159 мм, а центратор-струбцина модели ЦС3 (справа) — для труб диаметром от 10 до 70 мм.
Вообще-то, обеспечение соосности труб небольшого диаметра не является такой уж сложной задачей. Вполне можно обойтись и без покупки специализированного инструмента, воспользовавшись простым самодельным устройством для сварки труб, состоящим из уголков и приваренных к ним стурбцин.
Уголки необязательно приваривать к струбцине (например, если струбцина только одна), можно просто сточить у уголков угол в месте упора струбцины.
Приспособления с магнитами
Магнитные угольники. Устройства этого типа распространены очень широко. Производится большое количество всевозможных магнитных угольников, различающихся формой, наличием или отсутствием дополнительных крепежных деталей и возможностью или невозможностью изменения угла. С их помощью очень удобно соединять под нужным углом листовые детали, рамные конструкции, стойки и т.п.
Универсальные магнитные приспособления. Кроме угольников есть и другие магнитные устройства, обладающие гораздо большей функциональность и универсальностью. Насколько удобно и легко с ними работать, можно понять, познакомившись поближе с приспособлением, носящим название MagTab (Strong Hand Tools).
Устройство состоит из двух опорных плоскостей (1) с встроенными магнитами. Угол между ними может меняться в зависимости от того, к какому по форме основанию их предстоит крепить. Это может быть цилиндрическая поверхность, плоскость или угол. Кроме опорных, имеются еще две плоскости (2), к которым крепятся детали, которые необходимо приварить к основанию. Они расположены под углом 90° друг к другу и имеют степень свободы по отношению к опорной поверхности, благодаря чему привариваемые детали можно смещать относительно основания. Известно, сколько времени и старания при сварке требует иногда установка и закрепление неудобной и неустойчивой детали в нужном месте. Применение устройства, подобного MagTab (Strong Hand Tools) позволяет быстро и легко приварить к различному по форме основанию любую деталь. Достаточно установить приспособление на основание и приложить привариваемый элемент в нужном месте к одной из двух его крепежных поверхностей. Сила магнита обеспечивает достаточную прочность крепления детали и ее неподвижность во время сварки.
Есть варианты и проще:
Приспособления сборочно-сварочные магнитного действия очень удобны. Они позволяют в несколько раз сократить время на сборку конструкций и обеспечить их должное качество. Простые, удобные в использовании и относительно недорогие они наравне со струбцинами и зажимами, заслуживают того, чтобы находиться в домашней мастерской. Раздобыв постоянные магниты или сделав электромагнит, подобные приспособления можно сделать своими руками. Только важно помнить, что под воздействием высоких температур (некоторые магниты — под воздействием не очень высоких температур) постоянные магниты размагничиваются.
Газовые линзы
Чтобы убрать турбулентность и сделать поток аргона ламинарным (линейным), применяют газовые линзы — корпуса цанговых зажимов особой конструкции (с мелкой сеткой внутри), обеспечивающие ламинарность течения газа. Газовая линза устанавливается вместо стандартного цангового зажима. Вместе с ней меняется и сопло горелки, поскольку линза имеет увеличенные размеры.
Применение газовых линз признается целесообразным в тех случаях, когда требуется обеспечить лучшую газовую защиту из-за особых свойств материала (например, в случаи титана) или конфигурации свариваемых изделий. Их использование позволяет также выдвигать электрод больше обычного, что иногда является необходимым.
Вместе с тем газовые линзы имеют и недостатки. В частности, при их применении требуется больший расход газа. Увеличенный размер сопла несколько ухудшает обзор зоны сварки.
Приспособления для вторичной защиты при аргонодуговой сварке
В качестве основного устройства для вторичной защиты используется металлический кожух («сапожок»), прикрепляемый к соплу горелки и обеспечивающий подачу газа на область шва. Чтобы «сапожок» качественно исполнял свое предназначение, его форма должна соответствовать конфигурации свариваемого изделия и параметрам горелки. Его часто изготавливают самостоятельно или заказывают под конкретную горелку и работу. Для равномерной подачи газа на защищаемую поверхность, устройство может заполняться каким-нибудь пористым наполнителем, в частности, алюминиевой стружкой.
В виде модификаций устройств для сварки, обеспечивающих вторичную защиту, используются также гибкие фартуки, которые исполняют ту же роль, что и «сапожок», но в отличие от последнего обладают гибкостью, позволяющей им огибать цилиндрические конструкции. Подобные приспособления порой делают из медной фольги достаточной толщины.
Презентация по теме «Сборочно-сварочные приспособления»

Описание презентации по отдельным слайдам:
Сварочные приспособления — это дополнительные технологические устройства к оборудованию, используемые для выполнения операций сборки под сварку, сварки, термической резки, пайки, наплавки, устранения или уменьшения деформаций и напряжений, контроля.
Сварочные приспособления призваны: –уменьшить трудоемкость работ; –повысить производительность труда; –сократить длительность производственного цикла; – облегчить условие труда; –повысить качество продукции; – расширить технологические возможности сварочного оборудования; – способствовать повышению комплексной механизации и автоматизации производства сварных изделий.
Все сборочно-сварочные приспособления можно разделить на два основных вида — установочные и закрепляющие Установочные приспособления предназначены для установки детали в нужное положение — точно в такое, в котором она будет находиться в готовом изделии. По функциям и конструктивному исполнению они подразделяются на упоры, угольники, призмы, шаблоны.
Упоры служат для фиксации деталей по базовым поверхностям и могут быть постоянными, съемными или откидными (отводными, поворотными). Постоянные упоры, представляющие собой чаще всего обычные пластины или бруски, привариваются или привинчиваются к основанию.
Угольники служат для установки деталей под определенным (90°, 60°, 30°, 45°) углом друг к другу. Удобны в использовании угольники, грани которых выполнены поворотными и позволяют установить любой необходимый угол межу ними.
Призмы применяются для фиксации в определенном положении цилиндрических изделий. В качестве призмы с успехом может использоваться простейшая конструкция, сваренная из уголков. Шаблоны предназначены для установки элементов сварной конструкции в заданном положении по отношению к другим, ранее установленным деталям.
Приспособление для сварки труб
Закрепляющие приспособления. С помощью закрепляющих сварочных приспособлений детали после установки в нужное положение прочно закрепляют с целью недопущения их случайного сдвига или деформации после охлаждения. К закрепляющим устройствам относятся струбцины, зажимы, прижимы, стяжки, распорки.
Струбцина — универсальный инструмент, используемый практически при любой работе с металлом. Струбцины для сварки могут иметь самые разные формы и размеры, быть с постоянным размером зева и регулируемым. Особенно удобны быстрозажимные струбцины, в которых зажим происходит с помощью кулачкового механизма.
Зажимы для сварки отличаются от струбцин удобством в работе и большей приспособленностью к сварочным работам. Фиксация детали производится сжатием их ручек. Необходимые размеры зева устанавливаются с помощью винта в ручке зажима, перестановкой штифта в другое отверстие, или другим способом.
Прижимы по принципу действия подразделяются на винтовые, клиновые, эксцентриковые, пружинные, рычажные. Из всех прижимных устройств винтовые прижимы — самые распространенные. Простейший вид самодельного винтового прижима представляет собой обычный болт с гайкой, продетый в отверстия двух пластин, с помощью которых зажимаются помещенные между ними детали. В клиновых прижимах зажим деталей осуществляется с помощью клиньев, проушин, подкладок и молотка.
Стяжки применяются для сближения кромок свариваемых габаритных деталей до заданного расстояния. Их длина и способ крепления к конструкции может быть самым различным, в зависимости от стоящей перед ними задачи.
Распорки позволяют выравнивать кромки собираемых деталей, придавать деталям нужную форму, исправлять местные дефекты.



- Все материалы
- Статьи
- Научные работы
- Видеоуроки
- Презентации
- Конспекты
- Тесты
- Рабочие программы
- Другие методич. материалы

- Замана Татьяна АндреевнаНаписать 3053 02.11.2018
Номер материала: ДБ-197382
- Другое
- Презентации
-
02.11.2018 271
-
02.11.2018 94
-
02.11.2018 224
-
02.11.2018 97
-
02.11.2018 113
-
02.11.2018 79
-
02.11.2018 83
-
02.11.2018 732
Не нашли то что искали?
Вам будут интересны эти курсы:
Оставьте свой комментарий
Авторизуйтесь, чтобы задавать вопросы.

Российские школьники завоевали медали на Международной олимпиаде по биологии
Время чтения: 2 минуты

Переболевшие коронавирусом наблюдают у себя ухудшение когнитивных функций
Время чтения: 3 минуты

Детей-инвалидов будут обслуживать вне очереди
Время чтения: 1 минута

Большинство российских учителей занимаются репетиторством
Время чтения: 1 минута

В Калининграде работникам образования выплатят по 10 тыс. рублей
Время чтения: 1 минута

В Госдуме предложили заменить школьные завтраки денежными сертификатами
Время чтения: 1 минута
Подарочные сертификаты
Ответственность за разрешение любых спорных моментов, касающихся самих материалов и их содержания, берут на себя пользователи, разместившие материал на сайте. Однако администрация сайта готова оказать всяческую поддержку в решении любых вопросов, связанных с работой и содержанием сайта. Если Вы заметили, что на данном сайте незаконно используются материалы, сообщите об этом администрации сайта через форму обратной связи.
Все материалы, размещенные на сайте, созданы авторами сайта либо размещены пользователями сайта и представлены на сайте исключительно для ознакомления. Авторские права на материалы принадлежат их законным авторам. Частичное или полное копирование материалов сайта без письменного разрешения администрации сайта запрещено! Мнение администрации может не совпадать с точкой зрения авторов.
Какие приспособления применяются для качественной сварки?
Каждому мастеру хорошо известно, что для качественного выполнения работы, к ней необходимо правильно подготовиться. Особенно это касается сварки, в которой большая часть времени тратится не на соединение изделий, а на их правильное расположение относительно друг друга.
Приспособления для сварки помогут закрепить в требуемом положении отдельные детали или всю конструкцию.
- Главные виды сборочно-сварочных приспособлений
- Установочно-закрепляющие устройства
- Приспособления с магнитами
- Приспособления для сварки труб
- Газовые линзы
- Приспособления для вторичной защиты при аргонодуговой сварке
- Итог
Главные виды сборочно-сварочных приспособлений
Для получения качественного шва детали изделия необходимо правильно расположить их в пространстве относительно друг друга. Чтобы сделать данное действие, применяются специальные приспособления различных видов для сборки и сварки.
Они разделяются на:
- сборочные;
- сварочные;
- сборочно-сварочные.
 Первые применяются для установки и закрепления частей конструкции, используя прихватки, сварочные клещи, сварочные зажимы, и другие простейшие механические устройства.
Первые применяются для установки и закрепления частей конструкции, используя прихватки, сварочные клещи, сварочные зажимы, и другие простейшие механические устройства.
Сварочные приспособления применяются для соединения заранее собранных изделий, зафиксированных в определенном положении. К ним также можно отнести зажим массы. Третий вариант позволяет совмещать перечисленные выше две операции.
Стоит отметить, что сборочные механизмы должны допускать свободное перемещение частей конструкции. В процессе работы они будут нагреваться, и их размеры могут меняться.
Если детали будут располагаться вплотную друг к другу без возможности перемещения, тогда могут произойти деформации, возникающие из-за термического воздействия.
При работе с крупными деталями, обладающими малой жесткостью, инструменты должны обеспечивать возможность соединения только кромок деталей, а не всей конструкции целиком.
При планировании сварочных работ, необходимо заранее предусмотреть возможность доступа к местам соединения. В случае расположения деталей под прямым углом, следует использовать угловые зажимы. Если есть возможность, можно прихватить части конструкции точечной сваркой.
Затем достаточно накинуть на изделие клеммы массы сварочного аппарата и можно приступать к работе. Иногда можно воспользоваться и массой самих деталей. Под своим весом они могут достаточно надежно расположиться в необходимой конфигурации.
Однако данный вариант не всегда применим, поэтому всегда лучше иметь под рукой клещи для сварки.
Установочно-закрепляющие устройства
Для того, чтобы мастер мог качественно выполнить свою работу, зачастую соединяемые детали необходимо закреплять определенным образом. В простых мастерских широко используются универсальные устройства, позволяющие решать данную проблему.
Самыми популярными механизмами являются те, которые позволяют одновременно устанавливать и закреплять части конструкции.
Схема струбцины для сварочных работ.
Для этого используются следующие сварочные приспособления:
- угловые зажимы;
- тиски для сварки;
- зажимы с фиксатором и т.д.
Если предстоит работать с крупными деталями, то для этого мастерят специальную раму. На нее устанавливают изделия под углом 90 градусов. При такой укладке удается получить гарантированно верное расположение деталей на плоскости.
Угловая струбцина для сварки помогает выдержать прямой угол между частями изделия. Затем, используя клещи для контактной сварки, необходимо прихватить детали в нескольких местах. После выполнения этих операций на конструкцию можно накидывать клеммы массы для заземления и приступать к работе.
Если предстоит соединять мелкогабаритные детали, можно воспользоваться зажимом или ручными клещами для контактной сварки.
Приспособления с магнитами
Магнитные прижимы относят к установочно-крепежным механизмам. Это значит, что они позволяют правильно расположить детали и закрепить их. Осуществляется данная операция с помощью сильных магнитных элементов.
Какие же преимущества обеспечивает данное приспособление для сварки? Давайте разберемся.
Сварка с помощью магнитных уголков.
К основным достоинствам можно отнести:
- возможность быстрого соединения деталей;
- установка деталей под разными наклонами за счет использования магнитного уголка для сварки;
- значительное уменьшение времени на подготовительные работы;
- небольшие габариты;
- наличие в некоторых моделях активатора магнитного поля;
- возможность быстрой и легкой чистки магнитов.
Главным недостатком подобных приспособлений является ограничение их применения в зависимости от материала. Немагнитные металлы, дерево и т.п. не позволяют применять магниты.
С другой стороны, магнитные сварочные приспособления позволяют закреплять детали под любым углом друг другу, и они являются более универсальными, чем, например, струбцины.
Магнитные прижимы являются действительно удобными механизмами, которые позволяют исключить громоздкие фиксаторы и необходимость использования контактной сварки.
Кроме того, в интернете можно найти большое количество обзоров, посвященных изготовлению самодельных приспособлений для сварочных работ. Например, можно самостоятельно сделать магнитный угольник для сварки своими руками или магнитную массу на сварку.
Приспособления для сварки труб
Правильно используя приспособления для сварки труб, мастеру удастся выполнить поставленные работы быстро и качественно. В быту применяется широкий спектр различных устройств для сварки профильных труб. Это могут быть как профессиональные, так и самодельные варианты.
Главная задача подобных механизмов – правильно установить детали в нужном положении.
По своей функциональности их классифицируют на:
- упоры;
- угольники;
- шаблоны;
- призмы.
Первый тип применяется для фиксации заготовки на основной поверхности. Второй вариант позволяет устанавливать детали под определенным углом. Призмы располагают трубы в нужном положении по отношению к уже стоящим частям конструкции.
Описанные механизмы позволяют надежно устанавливать трубы и фиксировать их положение от случайного смещения.
Приспособления для сварки труб.
- струбцины для выполнения сварочных работ;
- зажимы крокодилы;
- стяжки;
- распорки.
Струбцина является универсальным механизмом, широко используемым при выполнении различных работ с металлическими деталями. Они относятся к наиболее важным устройствам, без которых не обходится практически ни одна работа.
Струбцина может иметь различную форму и конструкцию. Например, существуют быстрозажимные струбцины с кулачковым механизмом.
Для работы с трубами более удобными зачастую оказываются зажимы. Они более приспособлены к такому применению. Их использование очень простое, деталь закрепляется путем изменения зева винтом зажимной ручки.
Стяжки применяются для сближения двух деталей. Длина подобного механизма бывает различной, в зависимости от поставленных задач.
Осуществлять сборку всей конструкции очень удобно с использованием сварочного кондуктора. Он позволяет обеспечить высокую точность сварки. Особенно часто данное приспособление используется в профессиональных мастерских и на производстве.
Для надежного закрепления частей изделия кондукторы оснащены крокодилами на 500 или 200 мм, в зависимости от выполняемой работы. Конечно эти параметры могут быть и другими. В бытовых условиях можно ограничиться клещами для точечной сварки, сделанными своими руками.
Газовые линзы
Применение газовых линз позволяет улучшить качество швов. Особенно это касается работы с металлами, чувствительными к окислению.
Качество швов во много определяется потоком защитного газа. При высокой скорости движения аргона в области сопла создается разреженная зона, способствующая захвату воздуха и его подаче к ванне. При маленьких скоростях также происходит попадание кислорода во время разрывов в потоке инертного газа.
Газовые линзы используются тогда, когда необходимо обеспечить надежную защиту соединяемых металлов. Особенно это касается материалов с высокой химической активностью, к которым, например, относится титан.
Газовые горелки также используются при соединении конструкций простой формы. С применением данного устройства поток газа становится более упорядоченным и менее чувствительным к движению поперечных масс.
В то же время использовать их для частей изделий сложных форм трудно, а иногда и невозможно. Кроме того, они повышают расход защитного газа.
При использовании данного механизма важно правильно и надежно фиксировать части изделий между собой. Это можно сделать, используя клещи контактной сварки или слесарные инструменты, такие как сварочная струбцина, прищепка и другое самодельное или профессиональное оборудование.
Все сварочные работы лучше осуществлять на кондукторе. Это существенно облегчит процесс соединения различных металлических элементов. Для проводов сварочного кабеля необходимо правильно подбирать наконечники в зависимости от поставленной задачи.
Приспособления для вторичной защиты при аргонодуговой сварке
Все меры безопасности и требования охраны труда требуют обязательного заземления всех электрических контуров.
Они включают в себя несколько элементов цепи, в которые входят:
- сварочный аппарат;
- кабели;
- клещи зажимные на изделие;
- горелка;
- изделие.
Используя клещи для контактной сварки, например для угловых соединений, также очень важно заземление, поскольку работа ведется с очень высокими токами.
Подготовка к сварочным работам зачастую занимает значительно больше времени, нежели непосредственно процесс соединения частей конструкции. Для обеспечения высокого качества детали необходимо надежно и правильно выставлять под сварку в соответствии с чертежами.
Для этих целей широко используются: струбцины для сварки, сварочные клещи, клещи для контактной сварки, сварочные зажимы и т.д. Правильно установить части конструкции можно не только с помощью механизмов, но и с использованием точечной сварки.
Приспособления для сборки металлоконструкций. Сборка обечаек.

Приспособления для сборки металлоконструкций. Сборка обечаек.
Использование приспособлений для сборки является обязательным, так как ими обеспечивается правильное расположение собираемых частей.
Применение приспособлений создает тщательность пригонки свариваемых деталей, а также равномерность накладываемых швов.
Сварка продольного и радиального швов без приспособлений практически невозможна. Например, наложение радиального шва связано с поворачиванием свариваемых деталей, осуществляемым с помощью поворотных роликов. Приспособления необходимы для создания жесткого закрепления, что предупреждает коробление при сварке.
Классификация сборочно-сварочных приспособлений.
Классификация приспособлений по назначению предусматривает два основных вида приспособлений:
По степени подвижности приспособления разделяются на:
По роду привода — на приспособления:
а) ручного действия;
б) с машинным приводом.
Переносные сборочные приспособления для сварки.
К переносным приспособлениям ручного действия относятся приспособления, применяемые при сборке сопрягающих продольных и поперечных швов деталей.
Такими простейшими приспособлениями для соединения кромок продольных швов служат стяжные кольца, которые применяют для получения плотного прилегания перед сваркой, и домкраты, применяемые для смещения кромок при пригонке.
Струбцина для стыковки обечаек.
Кольца и домкраты можно заменить приспособлением специального типа. Таким приспособлением является струбцина (рис. 1, а) для стыковки кромок обечаек, которая вполне пригодна также для стыковки толстостенных обечаек. При помощи струбцины можно получить необходимую плотность прилегания кромок при сварке. Струбцинка дает возможность соединения кромок при сборке обечаек диаметром 1000 мм при толщине стенок 20 мм.
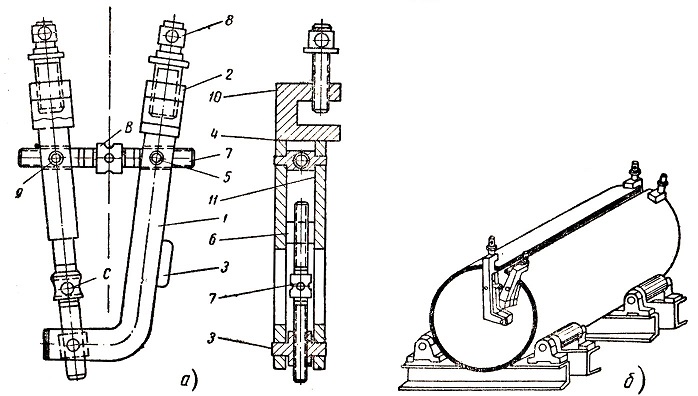
Рис. 1. Струбцина (а) и ее применение (б) для стыковки кромок и обечаек:
1 — коленчатая планка; 2 — скоба; 3 — накладка; 4 — планка; 5 — шарнирная гайка; 7 — стяжной винт; 8 — нажимной винт; 9 — шарнирная гайка; 10 — скоба; 11 — планка.
Чтобы соединить кромки обечайки, необходимо иметь две струбцины.
Струбцины устанавливаются с двух противоположных торцевых сторон обечайки (рис. 2, б) и крепятся нажимными винтами.
Выравнивание кромок относительно друг друга производится винтом С, а регулирование и фиксация просвета между кромками производится винтом В.
При сборке обечаек значительных размеров применяют систему стяжных планок и прокладок, построенную по принципу регулирования клиновых соединений.
Сборочно-сварочные приспособления.
Сборочно-сварочные приспособления относятся к числу стационарных приспособлений ручного действия или с машинным приводом. Они применяются для сборки и сварки обечаек котлов и аппаратуры.
К таким приспособлениям можно отнести роликовый стенд, поворотные и наклонные столы.
Роликовый стенд для сварки.
Роликовый стенд (рис. 2) предназначен для сборки в стык, центрирования и сварки продольного и радиального швов.
Применение стенда обеспечивает вращение обечаек в процессе сборки и сварки, и благодаря этому создается возможность при повороте на 180° производит вырубку и сварку контрольного шва в нижнем положении. Его можно применить при установке и сборке внутренней части аппарата.
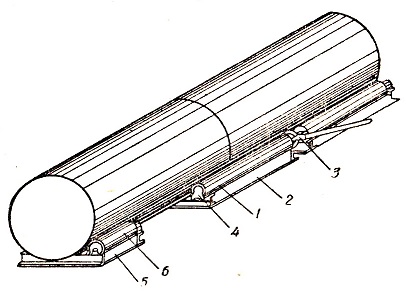
Рис. 2. Роликовый стенд с ручным приводом:
1 — приводной ролик; 2 — рама приводного ролика; 3 – трещотка; 4 — подшипник; 5 — рама опорных роликов; 6 — опорный ролик.
Пригонка листов при сборке.
Правильные расчеты разверток при разметке листов для цилиндрических и конических звеньев, тщательная правка и гибка их гарантируют правильное соединение звеньев.
При обжатии шва необходимо обжимаемый участок заклепочного шва с противоположной стороны поддерживать металлической плиткой. Плитка должна иметь кривизну, соответствующую кривизне шва. Для поддержки плитки применяют рычаги или домкраты. Пригонка днищ осуществляется обточкой бортов днищ на лобовых или карусельных станках. Соединение днищ с корпусом котла или с поясом резервуара осуществляется электросваркой стыковым швом. В этом случае кромки котла или пояса и днища обрабатывают под стыковой сварной шов.
При обжатии швов с местным нагревом вблизи расположенные от места нагрева болты несколько ослабляются для свободного расширения металла и устранения в нем внутренних напряжений. Чем равномернее нагрев, чем меньше изменений формы и чем равномернее остывание нагретого участка, тем меньше причин для возникновения внутренних напряжений. Если эти условия не будут соблюдены, внутренние напряжения в металле могут возникнуть и изменить первоначальные его свойства в худшую сторону.
При сборке котельных конструкций нашел широкое применение блочный метод сборки, как наиболее производительный. Сущность этого метода состоит в сборке отдельных узлов агрегата, например, парового котла, в блоки на сборочной площадке. Затем готовые блоки поднимаются к месту установки. Таким образом, отпадают операции по подъему отдельных деталей и сборке их непосредственно на агрегате; вся работа осуществляется внизу, что значительно повышает качество сборки и производительность труда.
Типовые специализированные сборочно-сварочные приспособления, классификация , требования к ним.
Универсально-сборные приспособления. Оснастка такого типа представляет собой набор различных элементов.
В комплект универсально-сборных приспособлений (УСП) для сварочного производства входят базовые детали (плиты и угольники), корпусные детали (подкладки и опоры), фиксирующие элементы (упоры, призмы, опоры, фиксаторы, домкраты), прижимные элементы (прижимы, струбцины, распорки, стяжки, планки), а также установочные и крепежные детали.
Типовые приспособления серийного производства. В зависимости от назначения оснастки, конфигурации свариваемых изделий и типа производства большую часть используемой при сварке оснастки можно разбить на группы. Для выполнения работ, связанных со сборкой и прихваткой, служат сборочные стенды, сборочные стапели, приспособления кондукторного типа, лестницы и помосты.
Сборочные стенды представляют собой конструкции с одной (чаще всего неподвижной) базовой поверхностью (обычно горизонтальной). На эту поверхность устанавливаются крепежные устройства, фиксаторы, прижимы и т.п. В зависимости от типа производства и степени оснащенности технологического процесса стенды могут быть универсальными и специализированными.
Роликовые стенды предназначены для сборки цилиндрических изделий и их вращения с рабочей скоростью сварки. Вращение изделия обеспечивается от приводных опорных роликов, на которых лежит изделие.
Сборочные стапели применяют в тех случаях, когда крупногабаритные детали имеют сложную конфигурацию, и их крепят в различных плоскостях.
Детали прижимают съемными рычажными прижимами, облицованными резиновыми прокладками. При вертикальном расположении собираемой панели достигается экономия производственной площади, а также облегчается сверление отверстий и установка монтажных болтов и фиксаторов.
Cборочные кондукторы представляют собой жесткие и прочные специализированные приспособления, предназначенные для сборки изделий, в которых требуется выдержать с определенной точностью заданный размер.
Лестницы и помосты. При сборке крупного энергетического оборудования применяют различные лестницы и помосты. Лестницы могут быть накидными, приставными, переносными
др., помосты — нерегулируемыми и регулируемыми по высоте, радиусными регулируемыми и нерегулируемыми, накидными, подвесными и др.
Кантователи — это стационарные приспособления, позволяющие закреплять и поворачивать свариваемое изделие в нужное положение для выполнения сборки и сварки. Такие приспособления используются для сварки громоздких изделий, которые имеют разнообразные формы и их швы располагаются на противоположных сторонах, например, силовых узлов типа балок, лонжеронов и т.п. В отличие от позиционеров, кантователи могут поворачивать изделие вокруг одной или нескольких постоянных осей вращения.
Манипуляторы — универсальные приспособления, предназначенные для вращения изделия вокруг вертикальной или горизонтальной оси и наклона его под определенным углом, необходимым для сварки. Такие приспособления применяют для ручной, полуавтоматической и автоматической сварки плавлением и контактной сварки. На манипуляторе можно закреплять изделия различной формы.
3.7. Классификация и назначение сборочно-сварочной оснастки
Классификация сборочно-сварочной оснастки.
Номенклатура применяемой сборочно-сварочной оснастки широка и многообразна, может быть классифицирована по ряду признаков.
По функциональному назначению и задачам, выполняемым в технологическом процессе, сборочно-сварочную оснастку разделяют:
- ? на сборочные приспособления, которые предназначены для сборки изготовляемых конструкций с обеспечением заданных параметров путем закрепления отдельных деталей или узлов с помощью прихваток или съемных фиксаторов;
- ? сварочные приспособления, которые предназначены для выполнения сварочных операций при установке свариваемых конструкций в собранном, предварительно закрепленном состоянии. В этом случае в технологическом процессе необходимо предусмотреть сочетание сборочных и сварочных приспособлений;
- ? сборочно-сварочные приспособления, когда может производиться сборка и сварка конструкций с одной установки. При этом в большинстве случаев удается исключить необходимость применения прихватки.
В зависимости от вида производства приспособления подразделяют:
- ? на универсальные — могут быть использованы для широкого круга обрабатываемых конструкций, различающихся по своим конструктивно-технологическим характеристикам;
- ? специализированные и специальные, которые используют для обработки лишь определенной группы однотипных изделий, обладающих общностью конструктивно-технологических признаков. С увеличением специализации приспособлений, как правило, возрастают точность и производительность изготовления сварных конструкций. Такие приспособления обычно применяют при оснащении крупносерийных производств.
В зависимости от характера работы и способа приведения в действие приспособления разделяют:
- ? на ручные, требующие затрат ручного труда;
- ? механизированные, которые приводятся в действие за счет использования какого-либо вида энергии (сжатого воздуха, жидкости, электрической энергии);
- ? автоматизированные, в которых не только приведение в действие, но и управление производятся за счет какого-либо вида энергии без усилий работающего. В этом случае затраты труда человека необходимы лишь на настройку и пуск в работу;
- ? быстродействующие с минимальной затратой вспомогательного времени;
- ? одно- и многопозиционными.
В зависимости от габаритов и массы изделий приспособления могут быть переносными и стационарными (неподвижными, перемещающимися, поворотными).
Сборочное оборудование можно разделить на следующие основные группы:
- ? сборочные кондукторы — устройства, представляющие собой плоскую или пространственную раму или плиту, на которой размещаются установочные и зажимные элементы. Предназначены для сборки и сварки изделий, поэтому основание кондуктора должно быть жестким и прочным для восприятия усилий, возникающих при сварке. Кондукторы могут быть неповоротными и поворотными;
- ? сборочные стенды и установки, предназначенные для сборки крупных изделий. Имеют, как правило, неподвижное основание с размещенными на нем установочными и зажимными элементами и оборудуются специальными передвижными или переносными устройствами. (В дальнейшем для краткости сборочные кондукторы, стенды и установки будем называть сборочными устройствами.);
- ? универсальные сборно-разборные приспособления (УСП) для сварочного производства, составленные из отдельных взаимозаменяемых стандартных элементов, многократно используемых для сборки различных изделий широкой номенклатуры в опытном, единичном и мелкосерийном производстве. Характерной особенностью элементов УСП являются Т-образные и шпоночные пазы, различное сочетание которых (в зависимости от формы и размеров собираемого изделия) обеспечивает жесткое закрепление этих элементов;
- ? переносные сборочные приспособления — это обычно универсальные приспособления, применяемые для сборки разнообразных изделий. В единичном производстве переносные приспособления применяются большей частью без какого-либо другого сборочного оборудования. В серийном производстве они находят применение для сборки крупногабаритных изделий и вместе с передвижным и стационарным оборудованием являются дополнением к сборочным стендам и кондукторам.
