Почему прилипает электрод при сварке?
Почему залипает электрод и как этого избежать
Рассмотрим следующие вопросы: почему прилипает электрод при сварке, основные причины возникновения такого отрицательного процесса и способы устранения.

Залипание электрода на поверхности металла — довольно частое и неудобное явление. Чаще всего такая проблема возникает у начинающего сварщика. Если электрод прилип, его довольно трудно оторвать, вследствие замыкания обсыпается обмазка, а для бытовой сети это чревато перегрузкой.
В этом материале мы рассмотрим следующие вопросы: почему прилипает электрод при сварке, основные причины возникновения такого отрицательного процесса и способы устранения.
Причины залипания электрода
Чаще всего такое явление возникает при пользовании трансформаторными сварочными аппаратами, которые имеют менее точную настройку режимов.
В современных инверторах часто есть дополнительная функция антиприлипания. Принцип ее действия построен на импульсном увеличении силы тока во время тычка электродом в металл. Как следствие, дуга не гаснет, а замыкание не происходит.
Однако бывает, что залипает электрод при сварке инверторами с функцией антиприлипания. Это не обязательно брак от производителя аппарата, причины более простые.
Сырые электроды
Сам электрод состоит из металлического стержня и обмазки. Покрытие, в свою очередь, изготавливается из мелкого порошка. Эта обмазка подвержена воздействию атмосферной влаги. Даже если помещение имеет умеренную влажность, то со временем электроды все равно отсыревают.
Производители обычно дополнительно закрывают упаковку с расходниками в полиэтилен. В такой таре они прекрасно могут храниться продолжительное время. Но нарушение целостности упаковки приведет к постепенному накоплению влаги в обмазке.
Отсыревшие электроды будут постоянно залипать во время поджога дуги.
Низкое качество электродов

Для сварки черновой стали, нержавейки или алюминия нужно использовать виды расходников, предназначенные для работы с данным материалом.
Также залипание часто возникает, если использовать электроды неизвестного происхождения и сомнительных производителей. Есть масса дешевых расходников, которые изготавливаются с несоответствующих материалов. А состав их стержней и обмазки может производиться с несоблюдением требований.
Неправильные настройки аппарата
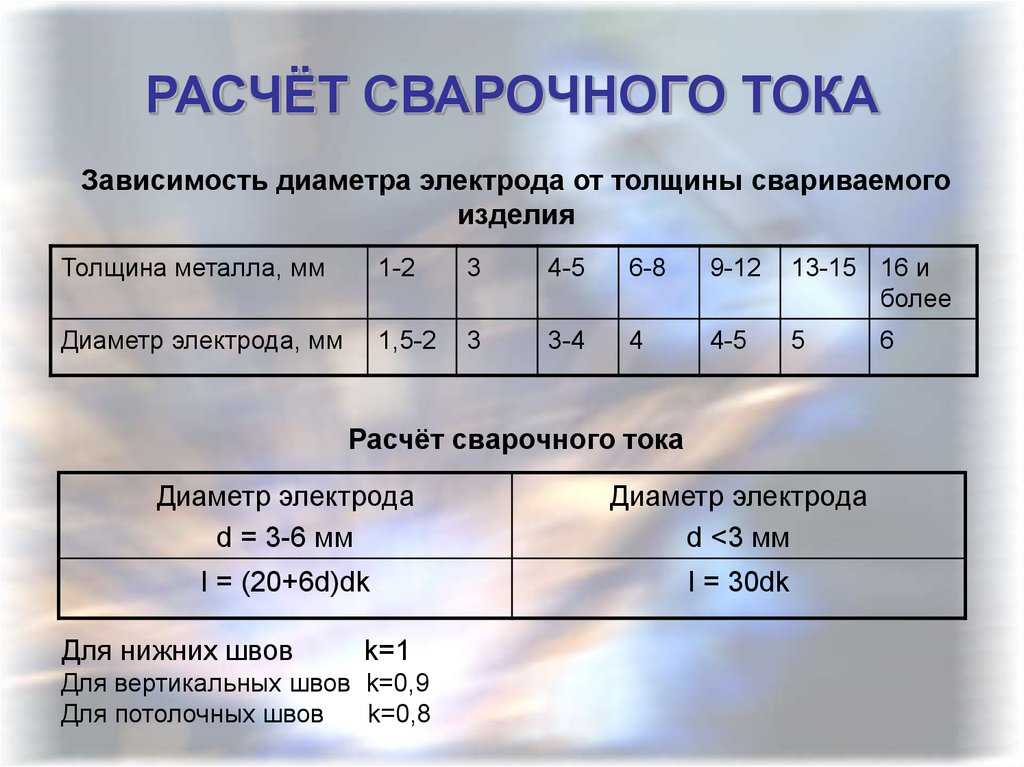
Это также довольно частая причина прилипания во время поджигания дуги. В начале сварочного процесса нужно точно оценить толщину металла, который будет вариться, выбрать соответствующий диаметр расходника и выставить определенную мощность.
Низкая сила тока не способствует поджиганию дуги, а лишь слегка расплавляет кончик стержня, который и прилипает к поверхности.
Неочищенный металл и неправильный поджог дуги
Часто, при отсутствии опыта, залипание возникает вследствие неправильного поджога дуги. Постукивая кончиком стержня по заготовке, электрод задерживается на поверхности слишком долго. Возникает замыкание, металл в этой точке быстро разогревается и припаивает стержень к поверхности.
Для начинающих сварщиков лучше всего учится поджигать дугу не постукиванием, а чирканьем стержня расходника по поверхности.
Это главные причины возникновения залипания во время сварочных работ. Как их можно избежать?
Как устранить залипание электрода
Устранение явления прилипания довольно простое. Для этого нужно использовать качественные расходные материалы, выставить нужный режим и подготовить детали перед сваркой. И, конечно же, потребуется немного опыта в поджигании дуги.
Подготовка электродов
С нарушением герметичности, по истечении 8-10 часов, потребуется дополнительная просушка обмазки.
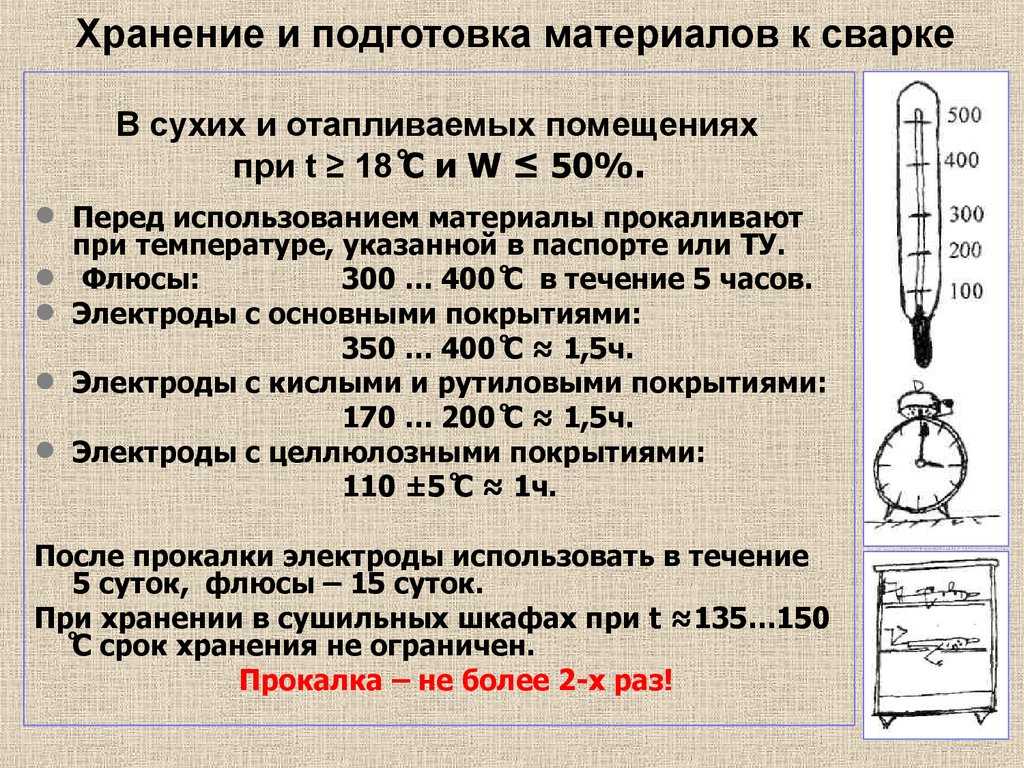
Процент допустимой влажности в обмазке указан на упаковке. Конечно, в бытовых условиях не получиться его измерить. Но, перед началом сварочных работ, пролежавшие некоторое время расходные материалы нужно прокалить в печи.

Для прокалки расходников используют специальные электропечи, которые позволяют прогреть стержни в температурном диапазоне от 100 до 400 градусов.
До какого предела нужно нагревать зависит от типа. Разные по маркировке электроды имеют различные пределы нагрева.
Учитывая этот фактор, нельзя использовать для прокалки обычную пламенную печь. Огонь не обеспечит нужную температуру и равномерность прогревания.
При этом допускается не более трех нагревов. Если больше, то такие расходники становятся непригодными для работы.
Перед прокалыванием электроды должны быть сухими!
После просушки их можно использовать по назначению.
Настройки оборудования
Основные параметры, которые нужно соблюдать, указаны в таблице. Но это только приблизительные данные, более точные выставляют в процессе сварки.

Подготовка и поджог дуги Более опытные сварщики уже знают возможности своего аппарата и выставляют настройки в соответствии с требованиями. Если у Вас опыта мало, отрегулировать режим можно опытным путем. Начиная с низкой мощности и увеличивая силу тока по мере необходимости.
Металл нужно очистить от различных видов загрязнения. В месте, где будет установлен держатель массы, нужно сделать тщательную зачистку (особенно стоит удалить краску и слой ржавчины).
Начинающему сварщику лучше тренировать этот навык чирканьем. Технологически такой процесс похож на зажигание спички, конец стержня плавным движением проводят по поверхности детали.
После этого нужно вести шов в требуемом направлении.
С соблюдением всех этих правил Вы сможете обойти такое явление, как прилипание электрода к металлу.
Если у Вас есть опыт по данной тематике, поделитесь им в обсуждениях к этому материалу
Основные причины залипания электродов
Электроды при электросварке часто липнут к металлу, особенно эта проблема распространена среди начинающих сварщиков. Когда электрод липнет к свариваемой поверхности, то его практически невозможно оперативно удалить, что приводит к множеству проблем и может закончится перегрузкой бытовых электросетей. В этой статье мы расскажем, почему электрод прилипает при сварке, рассмотрим основные ошибки новичков и подскажем, как предотвратить залипание электрода.
Залипание электродов: причины проблемы
Чаще всего с этой проблемой сталкиваются сварщики, использующие в своей работе трансформаторы без возможности точно настроить режим работы, или новички, использующие инверторы. В дорогих моделях современных инверторных аппаратов есть функция, предотвращающая залипание электрода. Но начинающие сварщики часто приобретают бюджетные модели и из-за отсутствия опыта сразу же сталкиваются с залипанием.

Итак, почему прилипает электрод при сварке инвертором? Ниже мы описываем основные причины.
Причина №1: Повышенная влажность электрода
Поверхность электрода представляет собой специальную обмазку, которая подвержена накоплению влаги из окружающей среды. Если электроды оставить без упаковки, то со временем они отсыревают и теряют свои качественные характеристики, что впоследствии приводит к залипанию.
Причина №2: Плохое качество электродов
Прежде всего, важен правильный выбор электрода для сварки инвертором. Многие начинающие сварщики экономят на расходных материалах, покупая их у неизвестных кустарных производителей, не способных подтвердить качество своей продукции. У таких электродов лишь одно достоинство — низкая цена, в остальном же они лишь усложняют работу сварщика. Именно низкокачественные электроды могут являться причиной их прилипания к металлу.
Причина №3: Аппарат настроен неправильно
Это еще одна из частых причин прилипания электрода. Сварщик неправильно оценивает толщину деталей, выбирает неправильный диаметр электрода и устанавливает на инверторе избыточную или недостаточную мощность тока.
Причина №4: Поверхность детали не подготовлена
Некоторые новички забывают перед проведением сварочных работ очистить поверхность от загрязнений и ржавчины . Из-за этого контакт электрода с поверхностью детали недостаточен и дуга гаснет сразу после поджига. В попытке исправить ситуацию сварщик поджигает дугу снова и снова, пытаясь сварить загрязненные детали. Это приводит к залипанию кончика электрода.
Причина №5: Дуга поджигается неправильно
Еще одна распространенная причина из-за неопытности сварщика. Сварщик неправильно поджигает дугу методом постукивания и слишком долго задерживает кончик электрода на свариваемой поверхности. Металл начинает быстро разогреваться и буквально припаивать электрод. Впоследствии электроды прилипают один за другим при каждой новой работе.
Как предотвратить прилипание электрода
Теперь, когда мы выяснили, почему залипает электрод при сварке инвертором, мы расскажем о простых методах предотвращения ошибок. Что может сделать каждый сварщик, чтобы не прилипал электрод? Решение нетрудно найти исходя из сути проблемы.
Решение №1: Подготовьте электроды и металл
Покупайте электроды в герметичной упаковке от проверенных производителей. Это могут быть отечественные стержни «Ротекс» или европейские «ESAB». Они соответствуют нормам качества и не должны прилипать, если вы правильно настраиваете аппарат и поджигаете дугу.
Если электроды пролежали без упаковки более 8 часов, то их нужно просушить . Это можно сделать в электропечи , с учетом температуры плавления электрода. Сам электрод нельзя просушивать более трех раз, иначе он потеряет свои свойства.
Также не забывайте о подготовке металла. Тщательно очистите поверхность деталей от загрязнений, ржавчины и краски.
Решение №2: Настройте оборудование правильно
Выставив правильные настройки для сварочного инвертора, вы не только предотвратите залипание электрода, но и улучшите качество сварочного шва. Ниже вы можете ознакомиться с рекомендуемыми параметрами, которые следует установить на своем аппарате.

Но учтите, что это приблизительные значения и нужно полагаться не только на учебные таблицы, но и приобретать собственный опыт. Мы рекомендуем всем новичкам начинать с низкого значения мощности тока и увеличить ее постепенно. Со временем вы начнете понимать, какие параметры необходимы в каждом отдельном случае.
Решение №3: Научитесь правильно поджигать дугу
Чтобы поджечь дугу многие сварщики используют метод постукивания кончиком электрода по металлу, но мы рекомендуем не постукивать, а чиркать (по аналогии со спичками).

Сначала «вхолостую» потренируйтесь плавно проводить концом электрода по поверхности металла. Когда вы научитесь делать это быстро, то можете приступать к поджиганию дуги.
После поджигания дуги необходимо обеспечить ее достаточную длину. Важно научиться делать это быстро, в противном случае электроды залипают и портят всю работу.
Вместо заключения
Теперь вы знаете, как правильно варить электросваркой, чтобы электрод не прилипал к металлу и ваши труды не были напрасны. Кратко резюмируя, следите за выставленными параметрами тока на вашем инверторе, не экономьте на качественных электродах и учитесь правильно поджигать дугу. Поделитесь своим положительным опытом в комментариях, чтобы начинающие сварщики могли взять его на вооружение. Желаем удачи!
Почему прилипает электрод при сварке
Автор: Игорь
Дата: 09.08.2016
- Статья
- Фото
- Видео
Электроды являются основными расходными материалами для сварки. Они выпускаются в большом разнообразии, так как каждая модель рассчитана на свой вид металла и особые условия применения. Правильно подобранный наплавочный материал и режим его использования уберегает от многих негативных явлений, которые приводят к браку во время сваривания. Здесь требуется не только следование технической части, но и умение мастера. Ведь причины, почему прилипает электрод при сварке, могут быть совершенно различными.

Прилипание электрода при сварке инвертором
Сами расходные материалы во время выпуска проходят различные степени контроля, так что покупателям зачастую поставляются качественные проверенные вещи. В дальнейшем остается только правильно их выбрать и применить, чтобы достичь нужного результата. Подбор надежной продукции с сертификатами качества поможет решить многие проблемы, но в последствие неправильного хранения или перевозки электроды могут пострадать, так что данный фактор также следует учитывать перед началом работы. Залипание электродов при сварке инвертором крайне нежелательно, если речь идет об ответственных конструкциях, так как это портит структуру шва и наносит вред самому сварочному аппарату.
Почему прилипает электрод при сварке 
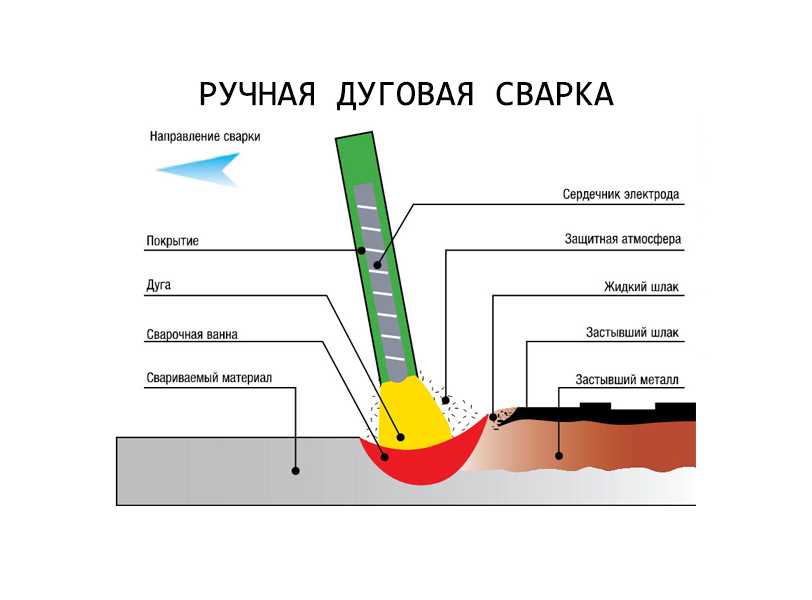
Одной из причин прилипания присадочного материала к основному металлу является недостаток покрытия электрода для сварки. Конец, как правило, является самым уязвимым местом и обмазка часто обсыпается именно здесь. Без нее дуга является достаточно нестабильной и незащищенной, так что залипание в таком случае будет вполне распространенным явлением. Здесь не поможет даже увеличение сварочного тока. Проблемы с покрытием могут возникать и в другом плане, так как оно часто накапливает влагу, при любой возможности. Помимо того, что влажными электродами не стоит варить по причине потенциально высокого содержания водорода в шве, что приведет к образованию трещин, так это еще будет провоцировать залипание. Одной из причин, почему залипает электрод, является его сырость. Если обмазка впитала большое количество влаги, то электрической дуге достаточно сложно зажечься. Здесь также не помогает увеличение сварочного тока, поэтому, лучше подобрать другие материалы для процесса.

Недостаток покрытия электрода для сварки
Одной из самых распространенных причин, почему прилипает электрод при сварке инвертором, является неправильно выбранный режим. Многие мастера боятся перепалить основной металл, так что стараются подобрать режим немного слабее, чем он должен быть. Недостаточная сила тока приводит к тому, что не хватает энергии для зажигания дуги. Даже если она зажигается на время, то быстро пропадает и электрод снова залипает. Именно по этой причине стоит обращать внимание на точные режимы сварки и использовать технику с точной регулировкой параметров, особенно, когда используются самые тонкие электроды.

Выбор правильного режима при сварки инвертором
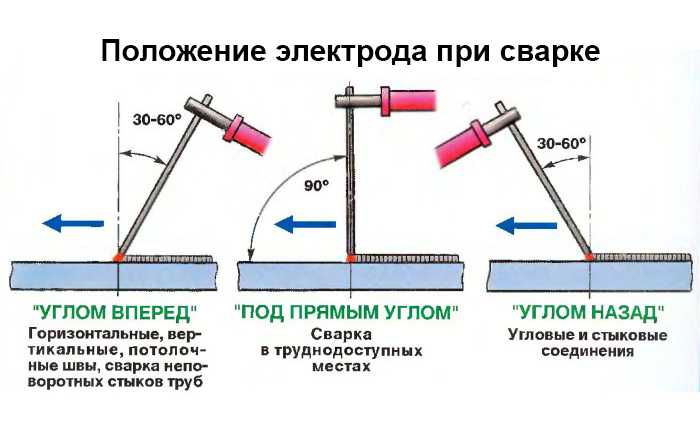
Недостаток опыта очень часто становится причиной, почему липнуть электроды при сварке, так как даже с правильно подобранными параметрами может ничего не выходить. Здесь требуется опыт зажигания конкретного диаметра электрода, а также владение нюансами работы в различных положениях. Здесь нужно уверенно словить дугу и ее положение. В ином случае она будет либо прерываться, если электрод будет слишком высоко, либо залипать, если слишком низко. Высота дуги зависит от конкретной марки и его диаметра. С учетом того, что специалисты рекомендуют держать дугу как можно ниже, то новички часто сводят всю ситуацию к тому, что электрод постоянно залипает.
Наиболее банальной причиной, почему залипает электрод при сварке инвертором, является низкое качество расходного материала. Слишком дешевые марки зачастую проявляют себя не лучшим образом и могут нести с собой весь спектр негативных моментов.
Рекомендации
Одним из самых простых способов побороть данную проблему является дополнительная функция «антизалипание электрода», которая имеется на современных сварочных аппаратах. Естественно, что она не поможет в самых сложных случаях, но сделает их использование существенно более простым и легким.
Также нужно уделить внимание правильному подбору самих электродов и режимов их использования. Это является основным способом избежать залипания. Ведь иногда достаточно лишь поднять силу тока до нужного уровня и горение дуги стабилизируется.
Перед использованием расходных материалов следует их просушить и прокалить, чтобы избавиться от влаги. Даже если это новые расходные материалы, то следует провести данные процедуры, так как во время перевозки и хранения они могли впитать жидкость из воздуха.
Нужно проверять конец электрода, как при первом зажигании, так и при последующих. Так как в самом начале обмазка может обсыпаться. А после на конце может налипнуть шлак, который помешает сварке.
Почему прилипает электрод при сварке к металлу
Одним из неприятных моментов, который может возникнуть при проведении сварочных работ – это прилипание электродов. Он может проявиться у специалиста любой квалификации. Почему прилипает электрод при сварке достаточно сложный и многогранный вопрос. В зависимости от точности определения причины возникновения прилипания зависит дальнейшее качество шва.

Причины залипания электродов
Специалисты при ответе на вопрос, почему залипает электрод, выделяют три категории:
- Проблемы с расходным материалом.
- Неправильная первоначальная настройка используемого аппарата и нестабильность электрической сети;
- Низкая квалификация пользователя.
К первой категории относятся следующие причины:
- расходник хранился в условиях повышенной влажности, что привело к накоплению избыточной влаги;
- механические повреждения обмазки стержня;
- неправильный выбор типа для проводимых работ (соответствие его марки свариваемому изделию);
- повышенное загрязнение.

Вторая категория объединяет следующий комплекс причин:
- перепады подаваемого напряжения (результатом становиться изменение параметров сварочного тока: его пониженное значение или резкое изменение);
- не правильное подключение контактов;
- сбой первичных настроек аппарата;
- нарушение целостности кабеля (излом, нарушение оплётки);
- изначально сварочный аппарат настроен не правильно.
К субъективным причинам относятся:
- низкая квалификация работника(не правильное определение параметров тока);
- не соблюдение режима нагрева сварочного держака;
- отсутствует опыт поддержания стабильного уровня горения дуги;
- плохая работа с инвертором.

Многообразие причин того, что расходник липнет к металлу, требует тщательной подготовки. Любая причина может привести к целому ряду негативных последствий. Залипание электрода произойти на этапе образования сварочной дуги, во время сварки. Любой способ сварки может привести к прилипанию, в том числе инверторный. Несмотря на то, что в современных агрегатах такого типа предусмотрена функция так называемого антиприлипания, эффект прилипания всё равно проявляется.
Повышенная влажность электрода
Состав так называемой обмазки, имеет пористую структуру, состоящую из мелкого порошка. От её качества зависит появление прилипания. Она имеет свойство постепенно накапливать влагу, даже при нахождении в помещении с естественной влажностью. Применение расходника без предварительной просушки приводит к негативным последствиям. Во время работы залипает электрод при сварке инвертором. Особенно этот эффект проявляется в тот момент, когда производится розжиг дуги. Прилипание может быть настолько прочным, что приводит к разрушению расходника и деформации стыка свариваемой детали. Для устранения этой проблемы профессионалы рекомендуют использовать специальные приёмы для удаления избыточной влажности. Целесообразно хранить открытые пакеты с расходниками, которые остались от предыдущей сварки в специальном термопенале. Перед употреблением необходимо их поместить в сушильный шкаф. Перед проведением сварки следует проверить слипание кончика электрода на сторонней поверхности.
Низкое качество электродов
На прилипание электродов влияет их низкое качество. Современные производители предлагают большое количество различных видов таких изделий. Каждый из них предназначен для решения конкретных задач. Большой ассортимент привел к негативному явлению, которое подталкивает производителя к наращиванию темпов производства с постепенным снижением качества своей продукции. Этот процесс наблюдается даже у хорошо зарекомендовавших себя на рынке производителей. Опытные сварщики замечали, что качество электродов в начале выпуска новой партии значительно выше, чем у последующих экземпляров. Вторым неприятным моментом является подделка изделий известных производителей.

Такие фирмы вообще не следят за технологическим процессом. Мелкие компании, работающие на рынке не всегда способны точно отслеживать технологию производства, что приводит к появлению некачественной продукции. Именно они обладают способностью прилипать в самый неподходящий момент.При покупке новых расходников необходимо тщательно осмотреть их внешний вид.
Неправильные настройки аппарата
Субъективным фактором, способствующим проявлению этого эффекта, является неправильная предварительная настройка сварочного аппарата. Почему прилипает электрод при сварке инвертором – для этого может быть большое количество причин.
Неочищенная поверхность заготовки
Предварительная подготовка деталей перед проведением сварки предполагает обработку поверхности, направленную на удаления различных видов загрязнения. Это необходимо для последующего получения качественного шва и предотвращения прилипания. Для решения данной задачи применяют различные способы: механический, химический, термический, электромагнитный. Наиболее дешёвыми и распространёнными являются механические способы очистки поверхности. В этих методах используются различные инструменты и абразивные материалы. Чтобы электрод перестал прилипать при проведении сварочных действий, необходимо выбрать метод обработки поверхности и тщательно провести необходимые операции.

Нестабильные параметры электросети и тока
Часто они могут липнуть из-за нестабильных параметров электрической сети, к которой подключён сварочный аппарат. Особенно этот эффект проявляется при снижении напряжения питающей сети ниже номинального или периодического колебания этого параметра. Для устранения такого недостатка целесообразно применять электронные устройства стабилизации напряжения.
Низкая квалификация сварщика
Важным субъективным фактором, приводящим к низким результатам получаемого шва, является слабая квалификация сварщика. Слабая теоретическая подготовка и недостаточный опыт позволяет периодически залипать электрод во время его контакта с заготовкой. Проводимая сварка таким специалистом может привести к получению шва низкого качества и порче самой детали.
Как предотвратить прилипание электрода
Для предотвращения возможного прилипания необходимо осуществить следующие операции:
- Проверить качество верхнего слоя детали перед сваркой (насколько качественно проведена обработка по удалению лишнего слоя).
- Определить соответствие электродов решаемым задачам (марка и параметры металла), их качество (целостность стержня и обмазки), повышенное содержание влаги.
- Провести проверку параметров подводимого напряжения и уточнить стабильность электрической сети.
- Выставить необходимые значения на сварочном аппарате.
Качественное проведение этих операций позволит избавиться от неприятных последствий, связанных с прилипанием электрода.
Подготовка электродов и деталей
Процесс выбора и подготовки электродов заключается в выборе марки этого изделия и визуальной проверки его состояния. От правильно выбранной марки во многом зависит качество будущего шва и точность проведения сварочных работ. Опытные сварщики советуют при использовании электродов из уже использованной партии, произвести предварительную их подготовку. Она заключается в принудительной просушке или даже прокалке электродов. Для этого применяют специальные печи, которые позволяют удалить из обмазки электрода повышенное содержание влаги. После такой обработки изделия получаются сухими, пригодными к использованию и практически не прилипают.
Настройка оборудования
Одним из важных моментов, позволяющих избавиться от прилипания электродов во время сварочных работ, является предварительная настройка сварочного аппарата. Её необходимо делать перед каждым началом работы в соответствие с прилагаемой инструкцией. Решение задачи складывается из двух составляющих. Первое – это выбор агрегата с требуемыми характеристиками. Второе – это непосредственная настройка параметров.

Неправильный выбор сварочного агрегата приводит к некачественной сварке и разрушению всей конструкции. Например, использование инвертора пониженной мощности при сварке толстых деталей не позволит получить достаточную силу тока для сваривания и привести к залипанию. При правильном выборе инвертора следует точно выставить необходимые значения, которые позволят реализовать его возможности и получить качественный и надёжный шов. Для исключения ошибок при настройке разработаны специальные таблицы, в которых приведены выставляемые показатели в зависимости от характеристик металла и применяемых электродов.
При неправильной установке параметров электроды могут не только прилипать к поверхности, но и брызгать. Этот эффект наблюдается у некоторых марок электродов, и считается закономерным (например, МР-3, АНО-4(21), ОЗС-12 и некоторых других). Для других типов электродов он считается результатом нарушения выставленных параметров или не соблюдением технологии сварочных работ. Проверить соблюдение полярности, уменьшить силу сварочного тока, уменьшить длину сварочной дуги.
Правильная техника поджога дуги
Для образования сварочной дуги между поверхностью металла и стержнем электрода создаётся разность потенциалов. Её величина зависит от толщины свариваемого изделия и диаметра применяемого расходника.
Образование дуги производится при касании электродом поверхности металла (разность потенциалов должна быть около 60В). На скорость возникновения дуги наибольшее влияние оказывает значение силы тока, который возникает в момент касания электродом заготовки. Наиболее удобным способом поджога дуги считается механическое чирканье электродом по поверхности. Если при неудачной попытке произошло образование наплыва — электрод залипает. В случае образования наплыва его необходимо удалить механическим путём. Его удаляют обиванием кончика электрода о металл. Целесообразно это производить о металл, к которому не подключена «масса». В противном случае электрод может опять залипнуть. Чтобы не оставлять следов экспериментальных касаний эту операцию необходимо производить по направлению будущего шва.
Почему при сварке залипает электрод
Предлагаем разобраться, почему при проведении сварочных работ к металлической поверхности прилипает электрод. Причем это может произойти со специалистом любой квалификации.
Почему это происходит, — сложный вопрос. Но ответ на него получить необходимо. Поскольку от ваших грамотных действий зависит качество шва.
Основные причины залипания электродов
Специалисты выделяют три основные причины залипания электрода:
- Проблемы с расходным материалом.
- Неправильная первоначальная настройка используемого аппарата и нестабильность электрической сети;
- Низкая квалификация пользователя.
Что не так с расходными материалами
- расходник хранился в условиях повышенной влажности, что привело к накоплению избыточной влаги;
- механические повреждения обмазки стержня;
- неправильный выбор типа для проводимых работ (соответствие его марки свариваемому изделию);
- повышенное загрязнение.
Что не так со сварочным аппаратом
Что не так со сварщиком
Любая причина может привести к целому ряду негативных последствий. Залипание электрода произойти на этапе образования сварочной дуги, во время сварки. Любой способ сварки может привести к прилипанию, в том числе инверторный. Несмотря на то, что в современных агрегатах такого типа предусмотрена функция так называемого антиприлипания, эффект прилипания время от времени всё равно возникает.
Что такое повышенная влажность электрода
Состав так называемой обмазки, имеет пористую структуру, состоящую из мелкого порошка. От её качества зависит появление прилипания. Она имеет свойство постепенно накапливать влагу, даже при нахождении в помещении с естественной влажностью.
Применение расходника без предварительной просушки приводит к негативным последствиям. Во время работы залипает электрод при сварке инвертором. Особенно этот эффект проявляется в тот момент, когда производится розжиг дуги. Прилипание может быть настолько прочным, что приводит к разрушению расходника и деформации стыка свариваемой детали.
Для устранения этой проблемы профессионалы рекомендуют использовать специальные приёмы для удаления избыточной влажности. Целесообразно хранить открытые пакеты с расходниками, которые остались от предыдущей сварки в специальном термопенале.
Перед употреблением необходимо их поместить в сушильный шкаф. Перед проведением сварки следует проверить слипание кончика электрода на сторонней поверхности.
Как понять, что электроды низкого качества
На прилипание электродов влияет их низкое качество. Современные производители предлагают большое количество различных видов таких изделий. Каждый из них предназначен для решения конкретных задач.
Большой ассортимент привел к негативному явлению, которое подталкивает производителя к наращиванию темпов производства с постепенным снижением качества своей продукции. Этот процесс наблюдается даже у хорошо зарекомендовавших себя на рынке производителей.
Опытные сварщики замечали, что качество электродов в начале выпуска новой партии значительно выше, чем у последующих экземпляров. Вторым неприятным моментом является подделка изделий известных производителей.
Такие фирмы вообще не следят за технологическим процессом. Мелкие компании, работающие на рынке не всегда способны точно отслеживать технологию производства, что приводит к появлению некачественной продукции. Именно они обладают способностью прилипать в самый неподходящий момент. При покупке новых расходников необходимо тщательно осмотреть их внешний вид.
Коротко об очистке поверхности заготовки
Предварительная подготовка деталей перед проведением сварки предполагает обработку поверхности, направленную на удаления различных видов загрязнения. Это необходимо для последующего получения качественного шва и предотвращения прилипания. Для решения данной задачи применяют различные способы: механический, химический, термический, электромагнитный.

Наиболее дешёвыми и распространёнными являются механические способы очистки поверхности. В этих методах используются различные инструменты и абразивные материалы.
Чтобы электрод перестал прилипать при проведении сварочных действий, необходимо выбрать метод обработки поверхности и тщательно провести необходимые операции.
Нестабильные параметры электросети и тока
Часто электроды могут липнуть из-за нестабильных параметров электрической сети, к которой подключён сварочный аппарат. Особенно этот эффект проявляется при снижении напряжения питающей сети ниже номинального или периодического колебания этого параметра. Для устранения такого недостатка целесообразно применять электронные устройства стабилизации напряжения.

Как предотвратить прилипание электрода
Для предотвращения возможного прилипания необходимо:
- Проверить качество верхнего слоя детали перед сваркой (насколько качественно проведена обработка по удалению лишнего слоя).
- Определить соответствие электродов решаемым задачам (марка и параметры металла), их качество (целостность стержня и обмазки), повышенное содержание влаги.
- Провести проверку параметров подводимого напряжения и уточнить стабильность электрической сети.
- Выставить необходимые значения на сварочном аппарате.
Что еще можно сделать
Настройка оборудования
Одним из важных моментов, позволяющих избавиться от прилипания электродов во время сварочных работ, является предварительная настройка сварочного аппарата. Её необходимо делать перед каждым началом работы в соответствие с прилагаемой инструкцией.
Решение задачи складывается из двух составляющих. Первое – это выбор агрегата с требуемыми характеристиками. Второе – это непосредственная настройка параметров.
Неправильный выбор сварочного агрегата приводит к некачественной сварке и разрушению всей конструкции. Например, использование инвертора пониженной мощности при сварке толстых деталей не позволит получить достаточную силу тока для сваривания и привести к залипанию.
При правильном выборе инвертора следует точно выставить необходимые значения, которые позволят реализовать его возможности и получить качественный и надёжный шов. Для исключения ошибок при настройке разработаны специальные таблицы, в которых приведены выставляемые показатели в зависимости от характеристик металла и применяемых электродов.
При неправильной установке параметров электроды могут не только прилипать к поверхности, но и брызгать. Этот эффект наблюдается у некоторых марок электродов, и считается закономерным (например, МР-3, АНО-4(21), ОЗС-12 и некоторых других).
Для других типов электродов он считается результатом нарушения выставленных параметров или не соблюдением технологии сварочных работ. Проверить соблюдение полярности, уменьшить силу сварочного тока, уменьшить длину сварочной дуги.
Правильная техника поджога дуги
Для образования сварочной дуги между поверхностью металла и стержнем электрода создаётся разность потенциалов. Её величина зависит от толщины свариваемого изделия и диаметра применяемого расходника.

Образование дуги производится при касании электродом поверхности металла (разность потенциалов должна быть около 60В). На скорость возникновения дуги наибольшее влияние оказывает значение силы тока, который возникает в момент касания электродом заготовки.
Наиболее удобным способом поджога дуги считается механическое чирканье электродом по поверхности. Если при неудачной попытке произошло образование наплыва — электрод залипает. В случае образования наплыва его необходимо удалить механическим путём. Его удаляют обиванием кончика электрода о металл.

Целесообразно это производить о металл, к которому не подключена «масса». В противном случае электрод может опять залипнуть. Чтобы не оставлять следов экспериментальных касаний эту операцию необходимо производить по направлению будущего шва.
Качественное проведение этих операций позволит избавиться от неприятных последствий, связанных с прилипанием электрода.
