Полуавтомат для сварки алюминия выбрать
ТОП 10 сварочных аппаратов для сварки алюминия
В силу своих химических и физических свойств, сварка алюминиевых конструкций ведется иначе, чем сварка стали, нержавейки и других металлов. Чтобы швы получились прочными и ровными, а конструкция из алюминиевых сплавов была надежной, используются специальные технологии. В частности, нередко специалисты применяют аргоновый сварочный аппарат по алюминию. А поскольку сплавы алюминия характеризуются прочностью, небольшим весом и высокой стойкостью к коррозионным явлениям, то сочетание таких качеств сделало возможным использование их во многих отраслях промышленности: самолетостроении, судостроении, автомобильной промышленности и других. Алюминий в чистом виде, без примесей, имеет совсем небольшую прочность и его применение носит несколько иной характер. В изготовлении конструкций он используется редко, только в пищевом и электротехническом производственном циклах, где идет на изготовление форм и упаковок. Сварка алюминия усложняется низкой температурой его плавления, поэтому при работе большая вероятность прожига заготовок.

Фото:https://rozetka.com
Содержание:
Рейтинг лучших сварочных аппаратов для сварки алюминия на 2020 год
Сегодня наши специалисты постарались подобрать самые лучшие модели сварочных аппаратов для сварки алюминия на этот год, опираясь на такие важные характеристики как цена, качество и конечно же надежность. Надеемся, что наша статья окажется полезной для вас, и непосредственно вы сумеете подобрать для себя наиболее привлекательный полуавтомат для сварки алюминия.
Тriton АLUMIG 200 SPULSE SYNERGIC

Фото:https://beru.ru
Сварочный аппарат, который поддерживает MIG и MAG сварку. Благодаря этому обеспечивается качественная сварка алюминия и его сплавов. Возможности аппарата: продувка газом зоны сварки, есть несколько циклов (в начале и в конце). Удобная функция «Burn Back», позволит настроить аппарат на определённое время отжига проволоки. Сварочные аппараты «Тriton АLUMIG 200 SPULSE SYNERGIC» применяются для сварки алюминия и сплавов из него, а также для сваривания нержавеющей стали. Так что если вы еще не знаете, при посредничестве какого аппарата производить сварку для алюминия, то присмотритесь к данной модели.
Сварочный аппарат Тriton АLUMIG 200 SPULSE SYNERGIC
Достоинства:
- надежный
- хороший срок службы
- мощный
Недостатки:
- не обнаружены
Triton ALUTIG 200P AC/DC

Фото:https://beru.ru
Данный аппарат для сварки алюминия имеет удобную функцию MIX/TIG. Благодаря этому можно задействовать особый режим при сварке алюминиевых сплавов, который обеспечит качественный провар металлов при их различной толщине — тиг сварка алюминия. Аппарат для сварки удобен как на стройке, так и в гараже. Сварка алюминия происходит без наплывов. Что очень важно, аппарат Triton ALUTIG 200P AC/DC имеет небольшой расход газа и позволяет производить, в том числе, и точечную сварку алюминия.
Сварочный аппарат ALUTIG 200P AC/DC (TIG, MMA)
Достоинства:
- удобен в использовании
- мощный
- надежный
Недостатки:
- не обнаружены
Аurora РRО INТER TIG 200 АС/DC РULSЕ

Фото:https://beru.ru
Хороший сварочный аппарат для tig сварки алюминия и сплавов. Его особенностью является удалённое управление посредством небольшого пульта. Аппарат можно использовать как для TIG, так и для MMA сварки, причём любыми видами электродов. В целом, сварочные аппараты Аurora РRО INТER TIG 200 АС/DC РULSЕ отличаются своей производительностью и качеством сварки. Из преимуществ, следует выделить не только высокую производительность, но и многофункциональность. Благодаря наличию импульсного режима, инвертор можно применять в качестве сварочного аппарата для нержавейки и алюминия.
Сварочный аппарат Аurora РRО INТER TIG 200 АС/DC РULSЕ
Достоинства:
- управление через пульт
- качественный
- мощный
- многофункциональный
Недостатки:
- цена
RЕАL ТIG 200 P АС/ДС

Фото:https://beru.ru
Особенностью этого сварочного аппарата является возможность варить при низком напряжении в 160 Вольт. Аппарат имеет несколько режимов работы 2Т/4Т для обеспечения качественной импульсной сварки. Поэтому сварочные аппараты RЕАL ТIG 200 P АС/ДС пользуются огромной популярностью. Единственный их недостаток связан с тем, что в режиме работы 2Т нет возможности заварить картер.
Сварочный аппарат PRO TIG 200 P DSP AC/DC (Е201) (TIG, MMA)
Достоинства:
- сварка при низком напряжении
- несколько режимов работы
- популярный бренд
Недостатки:
- отсутствует возможность заварить кратер
ТЕСН TIG 200 Р АСDС (Е101)

Фото:https://beru.ru
Аппарат имеет возможность продувки газом, до и после сварки, а также кратковременную подачу импульсного тока, что в значительно мере облегчает возможность возбуждения сварочной дуги. Из плюсов следует выделить наличие режима импульсной сварки с возможностью регулировать частоту импульса. Также есть уже популярный режим сварки АС/DC с возможностью регулировки нарастания тока по времени. Сварочные аппараты для алюминия нашли широчайшее применение в автомастерских. Из недостатков следует отметить большое количество настроек, так что неподготовленному сварщику можно легко запутаться.
Сварочный аппарат TECH TIG 200 P AC/DC (E101) (TIG, MMA)
Достоинства:
- продувка газом
- режим импульсной сварки
- мощный
- надежный
Недостатки:
- сложности в управлении и настройке
Triton ALUMIG 250Р Dруlsе Synergic 380v

Фото:https://beru.ru
Из имеющихся особенностей данной модели следует выделить наличие особой технологии под названием «Soft Switch», которая защищает данную модель аппарата от перегрева и сильных скачков тока. Также в сварочном аппарате имеется так называемый режим «Горячий Старт». Благодаря этому не требуется предварительный прогрев оборудования для сварки алюминия. Ну а наличие режимов 2Т/4Т с возможностью заварки кратера, существенно облегчают рабочие будни сварщика.
Сварочный аппарат ALUMIG 250P Dpulse Synergic 380v (MIG/MAG)
Достоинства:
- защита от перегрева и скачков тока
- горячий старт
- прост в управлении
- мощный
- надежный
Недостатки:
- не обнаружены
Wert SWI 190 (TIG, MMA)

Фото:https://beru.ru
Wert — одна из лучших фирм сварочных аппаратов. Модель SWI 190 универсальна, работает по TIG и MMA технологии. Мощность прибора небольшая — 3,5 кВт, но и стоит он недорого. Наибольшая токовая сила — 190 А. Благодаря свей компактности и легкости (масса меньше 2,5 кг) аппарат ценится монтажниками, выполняющими высотные работы. Среди полезных опций — хот-старт, защита от залипания электрода, возможность регулировки форсирования дуги.
Сварочный аппарат Wert SWI 190 (TIG, MMA)
Достоинства:
- малый вес
- дешевая модель
- можно регулировать форсирование дуги
Недостатки:
- небольшая мощность
ELITECH АИС 220 Prof (TIG, MMA)

Фото:https://beru.ru
За счет высокого показателя мощности (7,4 кВт) и универсальности модель можно отнести к приборам полупрофессионального уровня. Сварочный аппарат рассчитан на продолжительную безостановочную работу при нормальном и пониженном напряжении. Для удобства управления оборудован цифровым дисплеем с точной настройкой рабочих критериев. Сила тока регулируется от 10 до 220 А. Модель обладает функцией хот-старта, дугового форсирования.
Сварочный аппарат ELITECH АИС 220 Prof (TIG, MMA)
Достоинства:
- горячий старт
- антиприлипание
- форсирование дуги
- точность настройки
Недостатки:
- не обнаружены
Сварог PRO TIG 200 P DSP AC/DC (Е201) (TIG, MMA)
Фото:https://beru.ru
Компактный сварочный аппарат PRO TIG 200 P DSP AC/DC (E201) от фирмы Сварог, построенный по SMT технологии с туннельным обдувом, позволяет выполнять профессиональную TIG-сварку как при постоянном, так и при переменном токе. При этом пользователю доступен режим импульсной сварки TIG Pulse, точечная сварка TIG, режимы 2Т/4Т и ручная дуговая сварка MMA. Современные функции сварог е201 позволяют добиться стабильного зажигания и горения дуги во всем широком диапазоне сварочного тока. Устройство отвечает самым высоким требованиям безопасности и надежности благодаря классу защиты IP21S, улучшенной системе охлаждения и встроенной защите от перегрева.
Сварочный аппарат Сварог PRO TIG 200 P DSP AC/DC (Е201) (TIG, MMA)
Достоинства:
- два типа сварки
- многофункциональность
- импульсный и точечный режим
- удобная ручка
Недостатки:
- тяжелый
- высокая цена
Wester MINI 220T (MMA)

Фото:https://beru.ru
MINI 220T (MMA) марки Wester считается самым маленьким и самым простым в эксплуатации инвертором для сварки алюминия. Силовые показатели устройства — от 30 до 220 А, также имеется приличная мощность — 7 кВт. Аппарат способен долго трудиться без остановок при значительных нагрузках и просадках напряжения. Передняя панель имеет жидкокристаллический дисплей, датчики подключения к энергосети, перегрузку. Есть функции плавной регулировки, горячего старта, антиприлипания, встроенная термозащита. Решетки вентиляции защищены от попадания окалины. Если вы еще не знаете, какой сварочный аппарат лучше, то присмотреть к данной модели.
Сварочный аппарат Wester MINI 220T (MMA)
Достоинства:
- легкость управления
- долгая беспрерывная работа
- устойчивость к нагрузкам и перепадам тока
- встроенная термозащита
Недостатки:
- отсутствует транспортировочная ручка
На этом наша статья про сварочные аппараты для сварки алюминия подходит к своему завершению. Удачных покупок и правильного выбора!
Чипгуру
- Форум
- Правила форума
- Правила для Редакторов
- Правила конкурсов
- Руководство барахольщика
- Ликбез по форуму
- Изменить цвет форума
- Как вставлять фотографии
- Как вставлять ссылки
- Как вставлять видео
- Как обозначить оффтоп
- Как цитировать
- Склеивание сообщений
- Значки тем
- Подписка на темы
- Автоподписка на темы
- БиБиКоды (BBCode)
- Полигон для тренировок
- Калькуляторы
- Металла
- Обороты, диаметр, скорость
- Подбора гидроцилиндров
- Развертки витка шнека
- Расчёт треугольника
- Теплотехнический
- Усилия гибки
- Каталоги
- Подшипников
- Универсально-сборные пр.
- УСП-12
- Справочники
- Марки стали и сплавы
- Открытая база ГОСТов
- Применимость сталей
- Справочник конструктора
- Справочник ЧГ сталей
- Сравнение материалов
- Стандарты резьбы
- Таблицы
- Диаметров под резьбу
- Конусов Морзе
- Номеров модульных фрез
- Темы без ответов
- Активные темы
- Поиск
- Наша команда
Полуавтомат для алюминия.
Модератор: Pavel83

Полуавтомат для алюминия.
Сообщение #1 котейка » 12 фев 2017, 01:01
Здравствуйте.
Варил я инвертором Wester-180, долго и нудно, несколько лет, электродами по алюминию, по мере надобности, надоело, решил продать. Вот думаю обзавестись полуавтоматом, который умеет варить алюминий в среде аргона. В сварочных делах я постольку поскольку, потому хочу спросить вашего совета. 
Какой аппарат посоветуете не дорогой, но в тоже время вполне качественный, что-бы и чернину варил, и алюминий при надобности ? Габариты ещё желательно не большие, в пределах разумного, чтоб в гараже вписывался аккуратно 

Полуавтомат для алюминия.
Сообщение #2 zonard » 12 фев 2017, 01:31

Полуавтомат для алюминия.
Полуавтомат для алюминия.
Сообщение #4 котейка » 12 фев 2017, 01:58
Кустарь-одиночка с мотором , ценник исключительно порадовал.
Если предприятие открыть, то можно взять, а так ради пары метров шва по алюминию, и десятку по чернине — ну его нафиг.
Отправлено спустя 4 минуты 19 секунд:
zonard , про переменку в курсе, но варится ведь и постоянкой. Я вот варю инвертором алюминий, электродами, постоянкой, нормальные швы накладываю, даже колесо пит-байка варил, не сломалось, и тормозной барабан ещё ходит от мотоцикла. Постоянка более принципиальна к ТИГ сварке, там электрод плавится от неё быстро.

Полуавтомат для алюминия.
Сообщение #5 Денис# » 12 фев 2017, 02:27

Полуавтомат для алюминия.
Сообщение #6 T-Duke » 12 фев 2017, 03:40
TIG для нержи и люмина, если нужно сделать красиво незаменим. Но медленный он в сравнении с полуавтоматом. Хотя если объемы работ два фланца, да три шва в день, то ТИГ самое то.
Полуавтомат по люмину нужен, при больших объемах работ. Реально больших. Тогда никакой ТИГ не догонит полуавтомат. Но это конвеерное производство. Да и навык нужен не слабый, люмин мерзость теплопроводная очень, варить без подогрева трудно. Если хочется попробовать с люмином именно на полуавтомате, в рукав нужна тефлоновая трубка-вставка, специально ее приобретал. Тогда люмин куда охотнее лезет. Рукав длинный вот нельзя, люминовая проволока легко заминается. Слышал о правильных горелках для люминовой проволоки, там ролики в горелку встроены и тянут провод на себя из рукава, тогда заминов провода нету. Но живьем таких не видел.
Я вот пока в раздумиях, брать себе TIG или нет? Чернуху могу варить и полуавтоматом. А остальное пока и не нужно было варить. Хотя когда появится ТИГ, тогда сразу невесть откуда появятся задачи для него 
Полуавтомат для алюминия.
Сообщение #7 Pavel83 » 12 фев 2017, 06:59

Полуавтомат для алюминия.
Сообщение #8 DOC » 12 фев 2017, 07:21

Полуавтомат для алюминия.
Сообщение #9 ROW » 12 фев 2017, 07:39
Полуавтомат для алюминия.
Сообщение #10 Денис# » 12 фев 2017, 08:11
T-Duke писал(а): Источник цитаты TIG для нержи и люмина, если нужно сделать красиво незаменим. Но медленный он в сравнении с полуавтоматом. Хотя если объемы работ два фланца, да три шва в день, то ТИГ самое то.
Полуавтомат по люмину нужен, при больших объемах работ. Реально больших. Тогда никакой ТИГ не догонит полуавтомат. Но это конвеерное производство. Да и навык нужен не слабый, люмин мерзость теплопроводная очень, варить без подогрева трудно. Если хочется попробовать с люмином именно на полуавтомате, в рукав нужна тефлоновая трубка-вставка, специально ее приобретал. Тогда люмин куда охотнее лезет. Рукав длинный вот нельзя, люминовая проволока легко заминается. Слышал о правильных горелках для люминовой проволоки, там ролики в горелку встроены и тянут провод на себя из рукава, тогда заминов провода нету. Но живьем таких не видел.
Ща буду несоглашаться
ТИГ тепловложение дает большое, это верно, посему теплоотвод нужен соответствующий. Соответственно варить на подкладке медной. На счет медленности могу сказать так, знаю я человека который даже трубы метрового диаметра ТИГом варит, и хрен ты за ним угонишься. Поставь вольфрам потолще, тока побольше, настрой пульсацию, присадку толщиной с палец. и не тупи, а то прожжешь  Это конечно не совсем корректное сравнение, можно и п/а взять с порошковой проволокой ф6-8мм но думаю что суть понятна. Данные споры тут явно неактуальны, ибо
Это конечно не совсем корректное сравнение, можно и п/а взять с порошковой проволокой ф6-8мм но думаю что суть понятна. Данные споры тут явно неактуальны, ибо
котейка писал(а): Источник цитаты В сварочных делах я постольку поскольку, потому хочу спросить вашего совета.
Какой аппарат посоветуете не дорогой, но в тоже время вполне качественный, что-бы и чернину варил, и алюминий при надобности ? Габариты ещё желательно не большие, в пределах разумного, чтоб в гараже вписывался аккуратно
Вот исходя из этого и посоветовал что знаю и пользую.
Угу, есть и такой в хозяйстве  . Отличный аппарат на самом деле. Варит сам, сварщик превращается с ним в тупого оператора который просто тыкает горелкой туда где нужно сварить Умеет варить ТИГом постоянкой, но в этом варианте кастрированный. Поджиг контактный, грелка вентильная, настройки тоже не сказать что богатые и сильно порадовали. Это конечно все от неумения, то тем не менее Когда на нормальном аргоннике приблатыкался малость и на этом у соседа что то начало получаться, но с осцилятором намного удобнее! (имею ввиду бесконтактный поджиг).
. Отличный аппарат на самом деле. Варит сам, сварщик превращается с ним в тупого оператора который просто тыкает горелкой туда где нужно сварить Умеет варить ТИГом постоянкой, но в этом варианте кастрированный. Поджиг контактный, грелка вентильная, настройки тоже не сказать что богатые и сильно порадовали. Это конечно все от неумения, то тем не менее Когда на нормальном аргоннике приблатыкался малость и на этом у соседа что то начало получаться, но с осцилятором намного удобнее! (имею ввиду бесконтактный поджиг).
Вся замечательность этого аппарата не отменяет необходимости покупки спец.горелки за приличные деньги и прочего и не отменяет геморрой.
На самом деле аргонная сварка очень интересная тема. У себя в цеху я понял что многое мне удобнее варить п/а, но как пример были два нанятых сварщика. Один работал п/а и касаемо черняги закрывал им практически все задачи. Второй варил только аргоном (пытался как то п/а что то прихватить, так первый смеясь говорил «давай помогу, не позорься» ) и варил им (аргоном) вообще всё. К слову сказать основной задачей обоих было варить чернину и если касаться визуальной составляющей, то могу сказать что аргон всё равно даст фору п/а даже с настоящим Мастером (учитывая что аргоном варить будет так же Мастер).
Если приблатыкаться варить аргоном, действительно учиться и совершенствоваться, то этот тип сварки на много перспективнее. Это и черняга и нержа и люминь и титан и . да много чего!
Но п/а руку набить быстрее, особенно если варишь раз в неделю-две.
Ну рукав ни разу не менял
Наконечников и пр. расходки купил таки мешок, когда осознал зачем это надо Пока сварные работали я как то не вникал что они и когда меняли, они особо не спрашивали Просто говорили «надо» и всё. 
Сварка алюминия полуавтоматом: как выбрать аппарат
Сварка алюминия полуавтоматом – распространенный способ соединения данного металла и сплавов на его основе. В качестве присадочного материала используется сварочная проволока, скорость которой контролирует сварщик. Для защиты сварочной ванны от негативного взаимодействия с атмосферным воздухом применяют инертный или активный газ.

Особенности материала
Настройки полуавтомата для сварки алюминия осуществляют с учетом толщины, а также химических и механических свойств металла. Характерная особенность алюминия – высокая активность. В результате взаимодействия с кислородом, который содержится в атмосферном воздухе, образуется оксидная пленка, предотвращающая дальнейшее окисление металла. Ее температура плавления в 3 раза выше, чем аналогичный параметр чистого алюминия. Для получения надежного шва необходимо предварительно очистить или протравить поверхность.
К другим особенностям материала, которые определяют характер проведения работ, относят:
- Теплопроводность материала гораздо выше, чем у других металлов. Для полного проплавления шва потребуется большое количество тепловой энергии. При работе с толстолистовыми конструкциями рекомендуется предварительно прогревать поверхность.
- Ввиду низкой температуры плавления, при работе с металлом необходимо соблюдать осторожность – существует вероятность прожога заготовки;
- Расплавленный металл быстро застывает, что требует от сварщика хороших профессиональных навыков при заварке кратера шва. Современные аппараты оснащены специальными функциями, которые снижают силу тока для нормального завершения работ.
Как выбрать аппарат для полуавтоматической сварки алюминия
Выбор оборудования зависит от условий выполнения работ и требований, предъявляемых к качеству соединения. Для достижения наилучших результатов рекомендуется выполнять сварку алюминия полуавтоматом с импульсным режимом. Так называется метод бесконтактного переноса присадочного материала в сварочную ванну. На кончике проволоки формируются капли расплавленного металла, которые выталкиваются в зону расплава под действием кратковременного импульса тока. По сравнению со струйным и крупнокапельным переносом металла, метод отличается меньшими тепловложениями и низким коэффициентом разбрызгивания.
Современные аппараты с синергетическим управлением располагают встроенными интеллектуальными системами, которые самостоятельно подбирают оптимальные параметры работы, исходя из диаметра проволоки и типа защитного газа. При этом вероятность образования дефектов сведена к минимуму.
При сварке алюминия обычным полуавтоматом рабочие параметры выставляют вручную.
Отличия между MIG/MAG и TIG сваркой

Раньше считалось, что для создания надежного неразъемного соединения необходимо применять исключительно аргонодуговую сварку неплавящимся электродом. Работа осуществляется переменным током. Дуга образуется между вольфрамовым электродом и основной поверхностью. Ширина и плотность регулируется путем изменения частоты тока. В качестве защитной среды используют аргон, к чистоте которого предъявляют строгие требования.
Развитие технологий и появление импульсных сварочных полуавтоматов позволило повысить качество соединения и увеличить производительность. В отличие от TIG сварки, дуга образуется между присадочной проволокой и рабочей поверхностью. Сварку алюминия полуавтоматом осуществляют в среде аргона. Инертный газ обеспечивает должный уровень защиты и не взаимодействует с расплавленным металлом. Сварка алюминия полуавтоматом в среде углекислого газа не получила распространения, ввиду окислительных свойств защитной среды.
Какие расходные материалы потребуются
Как указано выше, аргон – лучший газ для сварки алюминия полуавтоматом. Присадочный материал – специальная алюминиевая проволока, требующая особых условий эксплуатации:
- Диаметр отверстия наконечника должен превышать величину сечения проволоки. Требование вызвано физическими свойствами алюминия – он расширяется при незначительных температурных воздействиях.
- Подающий механизм, конструкция которого включает в себя 4 ролика. В противном случае велика вероятность замятия проволоки. Форма профиля роликов – U-образная. Рывки при протяжке проволоки недопустимы.
- Не рекомендуется использовать шланги длиной больше 3 метров. Для снижения трения проволоки о стенки канала металлический подающий шланг необходимо заменить тефлоновым. Искривления и перегибы канала препятствуют нормальной протяжке проволоки.
- С увеличением диаметра присадочной проволоки упрощается процесс ее подачи в зону расплава. Для решения проблемы подачи используют горелки с механизмом Push-Pull (тяни-толкай).
Особенности и преимущества сварки алюминия полуавтоматом
Рассмотрим, как правильно варить алюминий полуавтоматом. К отличительным особенностям данного процесса относят:
- Ввиду высокой теплопроводности металла, для эффективного проплавления необходимо использовать аппараты с силой тока не ниже 200 А;
- Сварка алюминия полуавтоматом выполняют постоянным током обратной полярностиДля повышения качества готового соединения рекомендуется использовать сварочные аппараты синергетического типа с готовыми режимами сварки алюминиевых сплавов.
- При работе с тонколистовыми изделиями необходимо использовать формирующую теплоотводящую подкладку.
- Горелку располагают под углом 20º к вертикали. Направление сварки – справа налево (от себя) с высокой скоростью движения.
К достоинствам сварки алюминия полуавтоматом относят доступную стоимость рабочего оборудования и расходных материалов, производительность метода. Основные приемы работы на полуавтомате по силам освоить даже неподготовленный человек, чего не скажешь о TIG-сварке.

Вывод
Использование синергетических аппаратов при сварке алюминия позволяет получать надежные швы без дефектов. При этом стоимость оборудования гораздо ниже, по сравнению с ценами на оснастку для аргонодуговой сварки.
Как выбрать недорогой полуавтомат?

Содержание:
- 1. Сварка тонких материалов
- 2. Для работы с самозащитной проволокой
- 3. Комбинированное устройство
- 4. Начинающему мастеру
- 5. Сварка толстых материалов
- 6. Технические характеристики
Наша с вами задача — купить сварочный аппарат. Для начала отсортируем модели по цене, ведь мы ищем бюджетный вариант. Разбираться будем на конкретных примерах. Выясним, на что способен тот или иной полуавтомат.
Сварка тонких материалов
Использование полуавтоматов имеет несомненные преимущества по сравнению с ручной дуговой сваркой. Кроме высокой производительности за счет автоматической подачи проволоки, они позволяют получить шов отличного качества, что особенно важно при соединении тонких материалов.
Для работы с самозащитной проволокой
Маленький и легкий итальянский сварочный аппарат Telwin Bimax 105 работает только с самозащитной порошковой проволокой, максимальный диаметр которой не превышает 0,8 мм. С его помощью соединяют детали из углеродистых и низколегированных сталей. Полуавтомат выполняет стыковые соединения листового материала толщиной 1 мм и тавровые соединения размером 1-2 мм.
Сварка под флюсом, по сравнению с другими методами, во многих случаях более удобна. Отсутствие газового баллона избавляет пользователя от забот, связанных с его приобретением и хранением. Самозащитную проволоку хорошо использовать для работ на приусадебном участке. Для этого на дачу нужно отвезти только сварочный аппарат и расходные материалы.
Мастеру, приобретающему Telwin Bimax 105, не требуется покупать дополнительное оборудование, все необходимое входит в комплект. Вместе с основным устройством кроме горелки, кабеля и щитка поставляется небольшой моток проволоки.
Часто покупатели сомневаются, стоит ли приобретать аппарат, предназначенный только для сварки под флюсом. Их беспокойство понятно, самозащитная проволока стоит дороже обычной и не везде ее можно приборести. Как показывает практика, при выполнении бытовых задач расход материалов не велик. Например, катушки на 3 кг может хватить на 4-6 месяцев. Ее без проблем можно приобрести в интернет-магазине «ВсеИнструменты.ру». Причем, для полуавтомата Тельвин предлагаются фирменные материалы, использование которых гарантирует получение качественного шва.
Комбинированное устройство
При выборе оборудования, известность марки дает определенную гарантию качества. Но иногда, среди пока еще не громких имен, можно найти отличные товары. Познакомьтесь с аппаратом для полуавтоматической сварки проволокой с газом и без газа Сорокин 12.12. Возможности в обработке металла у него такие же, как у предыдущей модели. Преимущество состоит в возможности выбора способа сварки с газом или без газа.
Следует также отметить и более плавное протягивание проволоки. Это достигается за счет применения двух роликов, у Telwin Bimax 105 используется только один.
Отечественный аппарат имеет четыре степени регулировки, что позволяет задать оптимальный режим работы и получить, соответственно, шов отличного качества. Опытному пользователю это устройство, безусловно, подойдет.
Комментарий специалиста
«Сорокин» — российская марка. Она принадлежит компании, которая размещает заказы на производство за рубежом. В ассортименте значительное место занимает гаражное оборудование. Центральный офис и сервисный центр фирмы находятся в Москве.
Начинающему мастеру

Немецкий сварочный полуавтомат Fubag TSMIG 150 рекомендован для бытового использования, но благодаря высокому качеству, он подходит для строительных и монтажных работ, может применяться в автомастерских. Его период включения (ПВ) на полной мощности составляет 20%, в то время как у предыдущих моделей этот параметр составляет 10-15%.
Аппарат хорошо соединяет различные виды стали, в том числе нержавеющую. Он работает в двух режимах: с газом и без газа. Полуавтомат устроен просто, но при этом каждая деталь выполнена добротно. Например, горелка, которой он оснащен, изготовлена компанией Abicor Blazer, признанным мировым лидером в производстве комплектующих для сварочного оборудования.

При силе тока в 120 А можно сваривать металлы толщиной до 3 мм. Поэтому у Telwin Bimax 4.135 больше возможностей, по сравнению с менее мощными устройствами, представленными выше. Кроме того, с его помощью можно соединять детали из алюминия с использованием проволоки диаметром 0,8 мм.
Аппарат выгодно отличается небольшим весом, благодаря чему отлично подходит для выездных работ. Он работает с газом и без газа. В комплект входит все необходимые принадлежности, включая горелку и маску в виде щитка.
Сварка толстых материалов

Чем больше мощность, тем дороже стоит сварочный полуавтомат. Энкор 140 MIG это утверждение опровергает. По стоимости он сравним с комбинированными итальянскими аппаратами 105 серии, но мощность его почти в 3 раза больше. Это позволяет ему выполнять стыковые соединения материалов толщиной до 8 мм из низкоуглеродистой и нержавеющей стали.
По устойчивости к нагреву аппарат относится к самому высокому классу (Н). Такие устройства, при правильном использовании служат очень долго. Проволока подается плавно, сварочный ток регулируется в 4 ступени. Полуавтомат имеет компактный корпус, мало весит и полностью укомплектован для работы.
Вы можете задать вопрос: почему при таких преимуществах он стоит недорого? Все дело в невысоком ПВ. Продолжительность включения на максимальной мощности составляет всего 10%. Аппарат может непрерывно работать 1 минуту, 9 минут он должен отдыхать. С другой стороны, при бытовом использовании показатель ПВ не критичен. Покупатели, знающие об этом, охотно покупают Энкор 140 MIG. В интернет-магазине этот сварочный аппарат пользуется неплохим спросом.
В начале обзора мы познакомились с полуавтоматом, работающим только с самозащитной проволокой. Существуют аппараты, предназначенные только для сварки в среде защитного газа. Одним из них является Калибр СВА-160/МОНО-М . По устройству он представляет собой инверторный трансформатор, работающий на постоянном напряжении.
Как и аппарат Энкор, он предназначен для сварки стали толщиной до 8 мм. Но у Калибра рабочий цикл на максимальной мощности больше — 20%. Кроме того, он может работать в однофазной и трехфазной сети. Он предназначен для ремонтных и монтажных работ на предприятиях или для использования в быту.
Технические характеристики
| Telwin Bimax 105 | Сорокин 12.12 | Fubag TSMIG 150 | Telwin Bimax 4.135 | Энкор 140 MIG | Калибр СВА-160 | |
| Мощность, кВт | 2,5 | 3 | 4,2 | 3,6 | 5,5 | 7,4 |
| Сварочный ток, А | 55-80 | 35-90 | 30-105 | 50-120 | 40-140 | 25-160 |
| Диаметр проволоки, мм | 0,8 | 0,6-0,8 | 0,6-0,9 | 0,6-0,8/0,8-0,9 (без газа) | 0,6-1 | 0,6-1,0 |
| Напряжение сети, В | 220 | 220 | 220 | 230 | 220 | 220/380 |
| Габариты, мм | 355х175х300 | 525х280х410 | 535х300х443 | 420х240х370 | — | 695х346х480 |
| Вес, кг | 12,7 | 25 | 23 | 17,3 | 28 | 35 |
Каждый из представленных в обзоре сварочных полуавтоматов подойдет для домашнего использования. Вам остается только решить должно ли устройство быть комбинированным для сварки и с газом, и под флюсом. Если вы планируете работать с толстым материалом (более 1-3 мм), вам потребуется аппарат, работающий с проволокой толщиной от 1 мм в диаметре. В любом случае начинающему мастеру перед покупкой лучше посоветоваться со специалистом. Сделайте всего один звонок в интернет-магазин «ВсеИнструменты.ру» и проблема выбора будет решена наилучшим образом.
Особенности сварки алюминия полуавтоматом – технология и оборудование
Сварка алюминия полуавтоматом – это процесс, требующий не только наличия определенных навыков, но и знания особенностей данного материала, варить который достаточно непросто. Однако освоить этот сложный процесс может почти каждый желающий, затратив на это не так уж много времени и приложив к обучению свое старание и желание овладеть новыми полезными навыками.

Процесс сварки алюминия полуавтоматом
В чем заключаются особенности и сложности сварки деталей из алюминия
Основная сложность соединения алюминиевых деталей при помощи сварки заключается в том, что на поверхности данного металла всегда присутствует тугоплавкая оксидная пленка, которую необходимо удалить. Если пренебречь этим требованием, то варить алюминий будет очень сложно, а полученное соединение будет обладать очень низким качеством.
Сварка алюминия полуавтоматом или с использованием любого другого оборудования осложнена еще и тем, что данный металл отличается очень высокой теплопроводностью и невысокой температурой плавления. Именно из-за этого заготовки из алюминия при сварке часто прожигаются и деформируются.

Зачистка алюминиевой заготовки углошлифовальной машиной
Подготовка деталей из алюминия и сплавов на основе данного металла к сварке должна решить сразу две задачи: удаление с поверхности металла тугоплавкой окисной пленки и исключение возможности деформации соединяемых заготовок в процессе выполнения сварочных работ.
Пленку удаляют при помощи механической зачистки области соединения металлическими щетками, напильниками и шлифовальными машинками либо специальными флюсами. Чтобы избежать деформации соединяемых деталей в процессе сварки, их предварительно нагревают в печах или при помощи газовой горелки.
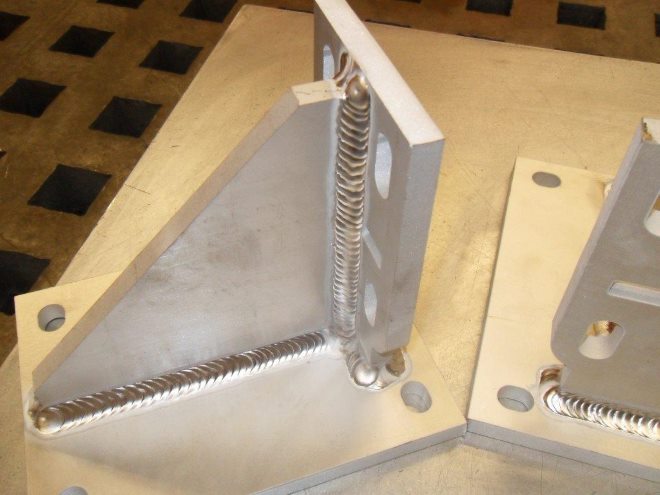
Качественно выполненное сварное соединение алюминиевых деталей
Требования к оборудованию для полуавтоматической сварки алюминия
Сварка алюминия полуавтоматом может выполняться на любом оборудовании, но лучших результатов позволяют добиться импульсные сварочные аппараты. Инверторные устройства (ТИГ), на которых сварка выполняется на переменном токе высокой частоты, также обеспечивают высокое качество получаемого соединения, но процесс на них происходит в три раза медленнее, по сравнению с импульсным оборудованием. Однако для тех домашних мастеров, которые собираются варить детали из алюминия своими руками, ТИГ-аппараты являются оптимальным выбором.
Технология сварки алюминия полуавтоматом подразумевает использование защитного газа, в качестве которого используется аргон или смесь этого газа с гелием (если варить необходимо заготовки большого сечения). В отдельных случаях полуавтоматическая сварка данного металла может выполняться и без газа, но тогда необходимо использовать специальную порошковую проволоку, испарения которой формируют защитную среду, либо осуществлять процесс под слоем флюса.
Полуавтомат для сварки алюминия должен соответствовать ряду требований, которые учитывают особенности как свариваемых деталей, так и расходных материалов, используемых для выполнения соединения. Среди таких требований необходимо выделить следующие:
- Диаметр отверстия в наконечнике, через которое подается сварочная проволока, должен иметь некоторый запас по своему размеру. Объясняется это требование тем, что алюминиевая проволока, используемая для сварки, в процессе нагрева значительно расширяется, что может привести к ее застреванию в подающем отверстии.
- Шланг полуавтомата, через который подается сварочная проволока, должен быть не слишком длинным (не более 3 метров), что объясняется мягкостью используемой проволоки из алюминия, которая может деформироваться. Не допускается, чтобы на таком шланге были скручивания и сильно изогнутые участки.
- Чтобы минимизировать силу трения сварочной проволоки, подающейся через шланг полуавтомата, рекомендуется заменить обычный канал подачи на тефлоновый.
- Чтобы механизм подачи сварочного полуавтомата не заминал мягкую алюминиевую проволоку, он должен быть оснащен 4 роликами, имеющими U-образные канавки. Использование такого подающего механизма позволит обеспечить минимальное механическое воздействие на поверхность проволоки.

Четырехроликовый механизм, обеспечивающий плавную подачу алюминиевой проволоки
Если вы собираетесь выполнять сварку заготовок из алюминия своими руками достаточно часто и вам важна производительность данного технологического процесса, то лучше использовать для этих целей специализированное оборудование, работающее в импульсном режиме. В таком полуавтомате изначально заложен синергетический режим сварки, что дает возможность эффективно использовать это устройство для соединения деталей, изготовленных из алюминия.
Если же вас в первую очередь интересует качество формируемого сварного шва, а не скорость технологического процесса, то лучше использовать для сварки алюминиевых деталей в среде аргона упомянутый выше инвертор ТИГ. Такое оборудование стоит значительно дороже, но обеспечивает высокое качество сварного шва, его однородность и отсутствие в нем пор.

Инверторный полуавтомат марки «Кедр» с выносным механизмом подачи проволоки
Условия сварки алюминия
Алюминий, являясь металлом с высокими прочностными характеристиками, требует особых условий при выполнении сварки. При соблюдении этих условий можно варить детали из данного металла и своими руками.
- Поверхности соединяемых заготовок должны пройти обязательную очистку от окисной пленки, для чего можно использовать механические или химические способы.
- Необходимо применение наконечника с отверстием большего диаметра, чем диаметр сварочной проволоки.
- Сварку следует выполнять в среде защитного газа, в качестве которого преимущественно используется аргон.
- Требуется следить за стабильностью длины сварочной дуги. Интервал этого параметра должен составлять 12–15 мм. Следует также контролировать скорость выполнения сварки, которая не должна быть слишком высокой (в противном случае не получится достичь качественной проварки соединяемых деталей).
- Если сварка выполняется без использования защитного газа, необходимо выполнять ее при помощи порошковой проволоки или под слоем специального флюса. Защита зоны сварки необходима для того, чтобы минимизировать влияние на нее негативных факторов внешней среды, а также не допустить образования на поверхности соединяемых деталей тугоплавкой оксидной пленки.
- Чтобы формирование сварного шва не сопровождалось его деформацией, подачу защитного газа следует отключать не сразу после окончания процесса сварки, а спустя 5–7 секунд.
- Достичь хороших результатов при выполнении сварки полуавтоматом алюминия позволяет использование четырехтактного импульсного режима.
Соблюдение вышеперечисленных условий выполнения полуавтоматической сварки деталей, изготовленных из алюминия и сплавов на основе данного металла, не гарантирует высокого качества формируемого соединения, если неправильно выбраны рабочие режимы такого технологического процесса.
Как правильно настроить оборудование
Сложность сварки алюминия обусловлена не только химическими свойствами данного металла, но также необходимостью строго придерживаться оптимальных режимов выполнения данной технологической операции. Для того чтобы хорошо усвоить правила выполнения такого непростого процесса, недостаточно будет просто посмотреть обучающее видео, важно понимать нюансы осуществления данной операции.
К особенностям рассматриваемого процесса, о которых не расскажет обучающее видео, относятся следующие.
- Перед началом сварки важно правильно выбрать и выставить рабочие режимы полуавтомата (напряжение, силу тока, скорость подачи сварочной проволоки, полярность).
- Чтобы полученный сварной шов обладал требуемым качеством и надежностью, необходимо правильно подобрать расходные материалы.
- Если посмотреть видео, демонстрирующее сварку алюминия полуавтоматом, можно обратить внимание на то, что данный процесс сопровождается образованием большого количества копоти. Это также следует учитывать при выполнении такой технологической операции.
Как и любой сложный технологический процесс, сварка деталей из алюминия при помощи полуавтомата требует тщательной подготовки, в рамках которой выполняются следующие мероприятия:
- подбираются наконечники для сварочного оборудования, которые оптимально подойдут для присадочной проволоки определенного диаметра;
- выполняется тщательная зачистка поверхностей деталей, которые необходимо варить;
- выбираются режимы сварки полуавтоматом, которые зависят от нескольких параметров: толщины соединяемых деталей, типа соединения и др. (чтобы облегчить себе выбор режимов сварки, можно использовать специальные таблицы или параметры, которые оговорены требованиями соответствующих ГОСТов);
- при выполнении сварки алюминия полуавтоматом наконечник устройства располагают под требуемым углом к поверхности соединяемых деталей.
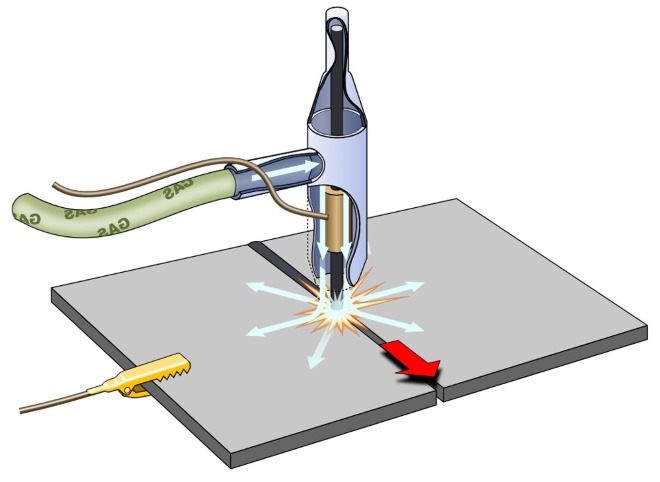
Схема наложения шва при сварке алюминия
При сварке алюминия, который отличается высокой теплопроводностью, очень важно контролировать степень нагрева соединяемых заготовок, чтобы не допустить их перегрева и, как следствие, деформации.
Выбираем аппараты для полуавтоматической сварки алюминия
Для сварки алюминия, которую вы собираетесь выполнять своими руками, очень важно правильно выбрать оборудование, позволяющее получать качественное и надежное соединение.
При выборе подходящего агрегата следует учитывать ряд параметров.
В том случае, если варить алюминий вы собираетесь постоянно, лучше выбрать полуавтомат профессионального типа, отличающийся высокой мощностью.
Режим работы сварочного аппарата
Оптимальным по своим характеристикам является оборудование, работающее в импульсном режиме (PULSE). Использование такого полуавтомата не только обеспечивает разрушение окисной пленки и предотвращает риск прожигания соединяемых деталей, но и гарантирует получение качественного и надежного сварного шва.
Отдельные модели сварочного оборудования могут работать от обычной электросети, но более стабильную работу демонстрируют те из них, которые подключаются к трехфазной электрической сети с напряжением 380 В. Такие аппараты обеспечивают стабильность сварочной дуги и равномерность распределения нагрузки на электрическую сеть.
На выбор оборудования для выполнения сварочных работ с алюминием и сплавами на основе данного металла оказывает влияние и торговая марка, под которой оно выпускается. Среди опытных специалистов большой популярностью пользуются полуавтоматы от немецких и итальянских производителей, а также аппараты отечественного производства.
Сварка деталей из алюминия и сплавов на основе данного металла является достаточно сложным технологическим процессом, к выполнению которого следует привлекать только квалифицированных специалистов, обладающих опытом работы в данной области.
