Полуавтоматическая сварка что это такое?
Сварочный полуавтомат: зачем он нужен и как применять?
Время чтения: 8 минут
Полуавтоматическая сварка — одна из самых часто используемых в профессиональной и полупрофессиональной среде. Полуавтомат можно найти как в гараже у дачного умельца, так и на станции технического обслуживания или в цеху. Сварка полуавтоматом чуть сложнее, чем сварка обычным инвертором. Но полуавтомат все равно гораздо проще и понятнее в применении, чем тот же трансформатор.

Для сварки полуавтоматом вам понадобится электродная проволока, газовый баллон и ваши навыки. Этого достаточно для формирования качественных и долговечных швов. В этой статье мы подробно объясним, что такое сварочный полуавтомат и как он функционирует, а также для чего нужен такой сварочный аппарат. Вы узнаете принцип работы полуавтомата, его разновидности и особенности применения.
Сварочный полуавтомат: устройство и принцип работы
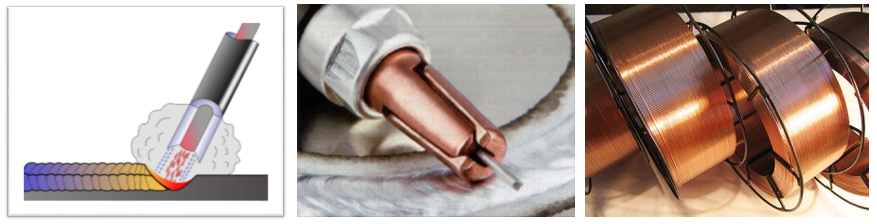
Полуавтомат — это инверторный сварочный аппарат, применяемый для TIG сварки и MIG/MAG сварки. Также может иметь встроенный режим ММА сварки. От обычного инвертора отличается возможностями. Инвертор используется в паре с электродом и применяется для ручной дуговой сварки. А полуавтомат используется с электродом, проволокой, газом. Соответственно, его возможности куда шире, и такой аппарат можно использовать для сварки в среде защитного газа. Получаемые швы отличаются высоким качеством и надежностью. Ниже показано, из чего состоит комплект оборудования для полуавтоматической сварки. Исходя из этого несложно понять устройство сварочного полуавтомата.

Полуавтомат получил свое название из-за механизма, подающего сварочную проволоку в зону сварки. Механизм работает в полуавтоматическом режиме, отсюда и многочисленные словосочетания «сварка полуавтоматом», «полуавтоматическая сварка» и т.д.
Принцип работы полуавтоматической сварки прост. В подающий механизм устанавливается бобина с проволокой, которая во время сварки подается в сварочную зону, так что нет необходимости часто сменять электроды, как при ручной дуговой сварке. Одновременно с подачей электродной проволоки подается защитный газ. Электрод и свариваемый металл находятся под напряжением, и в газовом облаке происходит разряд. Возбуждается дуга. Она и плавит металл, благодаря чему можно сформировать шов.
Некоторые преимущества полуавтоматической сварки:
- Высокое качество сварных швов
- Высокая производительность сварки
- Технология проста и понятна в эксплуатации
- Широкая сфера применения
Разновидности
Сварочное оборудование полуавтоматического типа может быть бытовым, профессиональным и промышленным.
Аппараты для бытовой сварки можно использовать для несложного ремонта кузова авто или забора. Их стоимость редко превышает 300$. Профессиональному полуавтомату под силу сварка профильной трубы и сложных металлоконструкций. Если вы выбираете полуавтомат для сварки трубопроводов, то присмотритесь именно к профессиональным и полупрофессиональным моделям. В этой статье мы подробно рассказываем, как сварить газовые трубы полуавтоматом. Стоимость профессионального полуавтомата может начинаться от 300-500$ и доходить до нескольких тысяч (а порой и десятков) долларов.

Промышленные полуавтоматы редко можно встретить в прямой продаже. Они очень дорого стоят и применяются на крупномасштабных производствах.
Новички часто интересуются, можно ли покупать китайский полуавтомат? Или стоит переплатить за оборудование от более именитого производителя? На наш взгляд, покупка недорого китайского полуавтомата оправдана, если вы стеснены в средствах. Не обязательно сразу покупать дорогой аппарат, если вы не планируете использовать его на все 100%. Приобретите более бюджетную модель и обучитесь азам полуавтоматической сварки. К тому же, большинство полуавтоматов ценой до 1000$ все равно собираются в Китае. И порой один завод изготавливает одинаковое оборудование сразу для нескольких брендов. Так можно найти два идентичных полуавтомата с разными логотипами, где один аппарат будет стоить существенно дороже другого просто из-за популярности бренда.
Применение
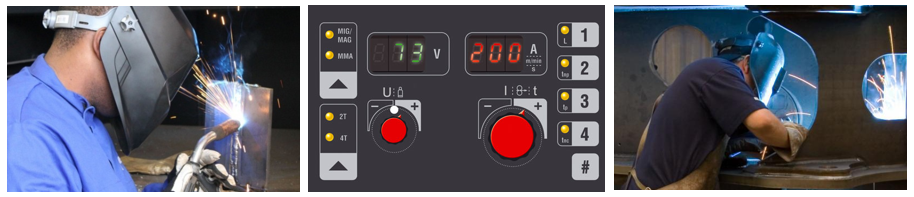
Работа сварочным полуавтоматом не составит труда, если правильно выполнить все подготовительные работы. Далее мы расскажем, как подключить полуавтомат к газовому баллону и выбрать режим сварки.
Перед началом сварки полуавтоматом необходимо провести полную регулировку всем компонентов подающего механизма. Отрегулируйте натяжение электродной проволоки, это можно сделать с помощью гайки на оси катушки с проволокой. Затем найдите прижимной ролик в подающем механизме и отрегулируйте его усилие. Наконец отрегулируйте расход сварочного газа. Для этого установите на баллон газовый редуктор.
Не забудьте установить силу сварочного тока. Мы рекомендуем задать небольшое значение силы тока и постепенно увеличивать ее в ходе работ. Так вы сможете избежать прожогов и непроваров. Чтобы подобрать оптимальную силу тока для вашей детали воспользуйтесь специальными таблицами. Их легко найти в интернете.
Газ и проволока
Как вы теперь уже знаете, полуавтоматы работают в паре с газовым баллоном. Газовый баллон соединяется с полуавтоматом с помощью специального шланга. Газ подается в сварочную зону и защищает металл от окисления, тем самым улучшая качество швов. В качестве защитного газа можно использовать аргон, углекислоту, гелий, водород и азот. А также смеси из этих газов.

Помимо газа используется металлическая проволока, выступающая в роли электрода. Проволока может быть плавящейся и неплавящейся. В первом случае проволока участвует в образовании шва, смешиваясь с основным металлом. Во втором случае проволока лишь проводить ток к сварочной зоне и плавит металл. Также существует порошковая проволока. Она представляет собой полую трубку, внутри которой находится флюс. При сварке внешняя металлическая оболочка плавится, высвобождая пары флюса, которые по своим свойствам похожи на защитный газ. По этой причине при сварке порошковой проволокой газ можно не использовать.
Но учтите, что порошковая проволока не способна в полной мере заменить защитный газ. Получаемые швы будут худшего качества, поскольку порошковая проволока просто не обладает теми же свойствами, что и газ. Данный тип проволоки используют для сварки в труднодоступных местах. Например, на высоте. Если у вас есть возможность транспортировки сварочного баллона, то лучше выбрать сварку с применением газа.
Техническое обслуживание и хранение
Полуавтомат — это технически сложный электроприбор. И чем дороже ваша модель полуавтомата, тем она сложнее. А мы все прекрасно знаем, что количество поломок и ремонтопригодность во многом связаны именно с простотой электроприбора.
Классический трансформаторный сварочный аппарат очень прост и потому надежен. Его можно без проблем перебрать в гараже, а детали не будут стоить дорого. Все это нельзя сказать про полуавтомат. В основе полуавтомата современные микросхемы с транзисторами, которые плохо переносят пыль, грязь и повышенную влажность. Исходя из этого несложно понять, что от правильного хранения и обслуживания полуавтомата во многом зависит срок его службы.
Два раза в год отдавайте ваш полуавтомат в сервисный центр для технического обслуживания. Там специалисты очистят корпус (в том числе изнутри) с помощью сжатого воздуха, проверят работоспособность аппарата и приведут в порядок все винты, гайки и разъемы.
Храните полуавтомат в картонной коробке, предварительно обмотав его полиэтиленовой пленкой. Не оставляйте аппарат на зиму в неотапливаемом гараже или на даче. Если у вас есть возможность заберите полуавтомат к себе в квартиру и храните его там.
Вместо заключения
Сварочный аппарат полуавтомат — это технологичный и современный тип сварочного оборудования. В этой статье мы постарались подробно и понятно объяснить, как работает полуавтомат и в целом каков принцип работы сварочного инверторного оборудования.
Сварка полуавтомат пригодится вам на даче, если вы хотите выполнять более сложный ремонт, на СТО, если важно качество швов при работе с кузовом, и в цеху при сварке сложных металлоконструкций.
Современные полуавтоматы представлены в большом ассортименте и позволяют выполнять как любительскую, так и профессиональную сварку. При выборе сварочного аппарата обращайте внимание не только на цену, но и на технические характеристики, качество сборки наличие гарантии. Не приобретайте самый дешевый полуавтомат. Скорее всего, он не оправдает ваших надежд, и быстро выйдет из строя. Желаем удачи в работе!
Что такое сварочный аппарат полуавтомат, его особенности и критерии выбора
 Метод сварки с использованием специальной плавящейся сварочной проволоки в защитной газовой среде начал использоваться в 60–е годы прошлого века. В начале аппараты такого типа, ввиду своей дороговизны и громоздкости работали в основном на крупных механосборочных и ремонтных предприятиях.
Метод сварки с использованием специальной плавящейся сварочной проволоки в защитной газовой среде начал использоваться в 60–е годы прошлого века. В начале аппараты такого типа, ввиду своей дороговизны и громоздкости работали в основном на крупных механосборочных и ремонтных предприятиях.
Технологический бум последних десятилетий, главным образом, появление и совершенствование инверторных технологий, позволили снизить весогабаритные и ценовые характеристики сварочных полуавтоматов.
Сегодня полуавтоматические сварочные аппараты инверторного типа уже не являются исключительной прерогативой профессионалов, а широко используются бытовыми потребителями.
Принцип действия и сфера применения
Сварочный полуавтомат инверторного типа относится к классу устройств, осуществляющих электродуговую сварку металлов с применением плавкого электрода. В отличие от ручных аппаратов, использующих штучные электроды, в рассматриваемом агрегате электродом служит специальная сварочная проволока, намотанная на бобину.
 В процессе работы осуществляется непрерывная подача проволоки к свариваемому участку. Наличие в аппарате механизма, выполняющего перемещение проволочного электрода по мере его оплавления, служит основанием называть это устройство полуавтоматическим.
В процессе работы осуществляется непрерывная подача проволоки к свариваемому участку. Наличие в аппарате механизма, выполняющего перемещение проволочного электрода по мере его оплавления, служит основанием называть это устройство полуавтоматическим.
Еще одной особенностью, которой обладает сварочный аппарат полуавтомат, является возможность выполнять сварку в защитной газовой среде, что препятствует окислению и азотированию металла в сварочной ванне, уменьшая разбрызгивание расплавленного металла. Такой режим обеспечивает высокое качество сварного шва, а также позволяет работать с материалами, обычная атмосферная сварка которых невозможна или требует применения специфических электродов.
Кстати, в необходимых случаях сложно обойтись и без металлорукавов под приварку, и как раз тут можно посмотреть каталог металлорукавов высокого давления: http://www.uzgs.ru/proizvodim-i-prodaem-metallorukava/metallorukav-pod-privarku.html
Подача проволоки и защитного газа происходит через газовую горелку, которую сварщик при работе удерживает в руке.

Такое название за этим устройством закрепилось благодаря внешней схожести с горелками газопламенного оборудования, на которой аналогия заканчивается.
Газовая горелка, с которой работает сварочный проволочный аппарат полуавтомат, служит для подачи защитного (негорючего) газа и проволочного электрода, находящегося под напряжением инверторного источника питания. Газ, подаваемый к месту сварки, может быть инертным (чаще всего это аргон), либо активным, которым служит углекислый газ. В первом случае, режим называется MIG (metal inert gas), Во втором – MAG (metal active gas).
Возможна сварка без подачи защитного газа. В этом варианте применяется специальная сварочная проволока, представляющая собой очень тонкую трубку из металла, внутри которой находится порошковый флюс, образующий защитный слой при сварке. По этой причине такую проволоку называют порошковой.
Основой сварочного полуавтомата является блок питания, построенный по принципу инвертора. Располагается он в основном корпусе аппарата. Там же находятся вентилятор для охлаждения элементов схемы и патрубки для присоединения газового баллона и подачи газа в горелку.
Механизм, осуществляющий подачу проволоки, может располагаться как внутри корпуса (толкающий), так и в ручке горелки (тянущий). Некоторые модели имеют оба вида привода. На Фото 2 представлен внешний вид основного корпуса инверторного полуавтомата.

Критерии выбора полуавтомата
Выбирать инверторный сварочный полуавтомат следует по техническим характеристикам, сопоставляя их с теми задачами, которые предполагается решать с его помощью. Рассмотрим основные параметры, влияющие на выбор аппарата.
Максимальная величина сварочного тока. Это одна из основных характеристик. Ток сварки, а также связанный с ним диаметр проволоки, в совокупности определяют толщину провара металла. Зная толщину металла, который предполагается сваривать, пользуясь данными Таблицы 1, можно определить необходимое значение тока сварки.

При выборе аппарата по сварочному току, желательно обеспечить запас по этому параметру. Хорошо, если значение максимального тока выбранного аппарата превосходит требуемое по технологии хотя бы на 30%.
Допустимый режим работы. Производители могут по-разному обозначать этот параметр. Часто его называют продолжительностью включения (ПВ) и указывают число в процентах. Смысл этой характеристики заключается в следующем. Работу сварочного агрегата принято разбивать на 10-ти минутные циклы. Продолжительность цикла принимается за 100%. Например, если указано ПВ 60%, это означает, что в течение цикла из 10-ти минут аппарат должен работать в режиме сварки не более 6 минут.
Иногда указывается режим работы для нескольких значений тока сварки. Например: при токе 150 Ампер, ПВ 100%, при токе 250 Ампер, ПВ 50%. Такая запись означает, что при значении сварочного тока 150 Ампер, аппарат может длительно работать без остановки, а при 250 Амперах, только 5 минут из 10-ти.
Ориентируясь на этот признак, а также на значение сварочного тока, модели аппаратов условно принято классифицировать на:
- Профессиональные;
- Полупрофессиональные;
- Любительские или бытовые.
Разумеется, аппараты разных классов находятся и в разных ценовых категориях.
Делая выбор по этому параметру, необходимо оценить предполагаемый режим работы агрегата. Если устройство используется для мелкого ремонта в домашних условиях, то вполне удовлетворительной можно считать возможность его 20-ти процентной загрузки. Аппараты, работающие на сборочных линиях и крупных ремонтных предприятиях, должны обеспечивать длительный непрерывный режим работы, то есть, 100 – процентную загрузку.
Мощность, потребляемая из сети. Этот параметр связан со значением сварочного тока. Но его следует учитывать отдельно, сопоставляя с возможностями питающей электросети там, где предполагается использовать сварочный аппарат полуавтомат инверторного типа. Большие значения сварочного тока и возможность длительно работать без перерыва обеспечиваются закладываемым в аппарате запасом мощности. Поэтому, наибольшей мощностью и потреблением энергии отличаются профессиональные устройства.
Вид напряжения питания. Сварочные полуавтоматические инверторы имеют однофазное или трехфазное исполнение. Профессиональные аппараты, как правило, трехфазные. Такие устройства имеют лучшие характеристики сварочной дуги, но они существенно дороже.
Отличия полуавтоматов
К главным отличиям сварочных полуавтоматов следует отнести:
- Использование сварочной проволоки вместо штучных электродов;
- Применение защитных газов для формирования среды;
- Наличие автоматического механизма непрерывной подачи проволоки в процессе сварки.
Перечисленные конструктивные особенности обусловливают уникальные возможности, которыми обладают сварочные полуавтоматические аппараты.
Рекомендуем похожие статьи из раздела:
Особенности и критерии выбора сварочных аппаратов Ресанта, преимущества и недостатки, актуальные модели с отзывами.
Стоит ли приобретать сварочные аппараты Кемпи, какими особенностями и преимуществами они обладают, примеры аппаратов фирмы и отзывы потребителей.
Преимущества и недостатки
Сформулируем основные положительные свойства, которыми обладает сварочный инвертор полуавтомат, делающие выбор в пользу такого аппарата более предпочтительным.
 Возможность создавать высококачественные соединения, в том числе материалов, обычно плохо поддающихся сварке. Это преимущество обусловлено использованием специфической технологии, заключающейся в применении специальных газов, формирующих защитную микросреду в сварочной зоне.
Возможность создавать высококачественные соединения, в том числе материалов, обычно плохо поддающихся сварке. Это преимущество обусловлено использованием специфической технологии, заключающейся в применении специальных газов, формирующих защитную микросреду в сварочной зоне.- Возможность сваривать тонколистовой металл. Таким свойством полуавтомат обладает в силу того, что благодаря защитной среде и возможности применения тонкой (до 1 мм) сварочной проволоки, можно работать с малыми токами сварки. Такой режим недоступен при использовании штучного электрода, либо требует от сварщика высочайшего мастерства.
- Малый нагрев деталей при сварке. Данное качество обусловлено применением тонкой сварочной проволоки, благодаря чему зона горения дуги локализуется более узко, общая энергия дуги, и, следовательно, количество выделяемого тепла, уменьшается. Это очень важно при работе с тонколистовым материалом, неравномерный нагрев которого может привести к его короблению. При кузовном ремонте автотранспортной техники, малый нагрев обеспечивает сохранность лакокрасочного покрытия прилегающих к месту сварки деталей.
- Способность длительно работать в режиме сварки без гашения дуги. Это свойство особенно важно в условиях промышленного использования. При сварке ответственных крупногабаритных деталей, длинные сварные швы можно выполнять за одну проходку, благодаря наличию «бесконечного» электрода в виде сварочной проволоки.
- Простота использования. Настройка полуавтомата на нужный режим работы, обеспечивает дальнейшую устойчивость, не зависящую от квалификации сварщика. Это позволяет успешно работать с полуавтоматом даже новичкам.
Обладает устройство и некоторыми недостатками:
- Более высокие требования к подготовке свариваемых поверхностей. Полуавтомат более чувствителен к наличию загрязнений и коррозии.
- Использование баллона с газом делает устройство менее мобильным.
Описание процесса сварки алюминия полуавтоматом, основные нюансы и советы, а также меры предосторожности при сварке алюминия в аргоне — читать здесь.
Заключение
Резюмируя написанное здесь, следует отметить, что инверторный сварочный аппарат полуавтомат является универсальным устройством, способным решать разнообразные задачи в быту и на производстве. Добавить к этому можно тот факт, что некоторые представители этого класса устройств обладают возможностью использовать их в режиме ручной сварки с применением штучного электрода, а также ручной сварки в защитной газовой среде.
Сварочный полуавтомат. Как выбрать.
Полуавтоматическая сварка MIG/MAG считается самым производительным методом сварки. Для осуществления сварочных работ таким способом применяется специальная техника – сварочные полуавтоматы.

Сварочный полуавтомат – это электромеханическое устройство для сварки металлов и металлических сплавов в газовой среде плавящимся электродом, функцию которого в данном случае выполняет специальная проволока. Электродная проволока может быть разного диаметра, она идеально откалибрована и покрыта медью для лучшего скольжения и электрического контакта. Сам процесс сварки с таким аппаратом осуществляется вручную. А электродная проволока подается к месту сварки (к сварочной ванне) автоматически. Именно поэтому такой метод сварки называется полуавтоматическим.
Для равномерной размотки при подаче сварочная проволока намотана на специальную катушку. Скорость ее подачи устанавливается оператором-сварщиком. Газ, подаваемый в зону сварки, защищает шов от воздействия кислорода.
MIG/MAG – типы защитной газовой среды
Полуавтоматическая сварка может осуществляться в среде инертных или активных газов. Именно это и обозначают аббревиатуры MIG/MAG.
- MIG (MetalInertGas) – сварка в среде инертных газов. Чаще всего это смесь аргона и углекислого газа в соотношении 80% на 20% соответственно. При использовании такой газовой смеси достигается оптимальный процесс сварки и максимально высокое качество шва без необходимости дополнительной обработки. Содержание углекислого газа может быть увеличено при работе с толстостенными конструкциями на высоких токах.
- MAG (MetalActiveGas) – сварка в среде активных газов. Обычно это углекислый газ, который является самым «экономичным». При работе в режиме MAG шов получается не таким идеальным и чистым, как при сварке в среде инертного газа. Соединение требует дополнительной обработки и зачистки. Тем не менее, по причине экономичности, сварка MAG достаточно популярна и востребована. Особенно при работах с низкоуглеродистыми сталями.

Преимущества
- Методом полуавтоматической сварки можно сваривать практически все металлы и сплавы. За счет автоматической подачи электродной проволоки достигается высокая производительность рабочего процесса. Шов при полуавтоматической сварке получается безупречным – ровным, точным, чистым, не требующим завершающей обработки.
- Полуавтоматическая сварка позволяет выполнять короткие швы во всех пространственных положениях и осуществлять соединения на весу без дополнительных прокладок, предотвращающих вытекание металла. Именно такой метод считается наиболее подходящим для сваривания тонких металлов.
- Полуавтоматическая сварка безопасна и экономична. Во время работы не выделяются вредные токсичные вещества. А себестоимость работ (включая расходные материалы) в общем получается на порядок ниже по сравнению с другими популярными способами.
- Аппараты полуавтоматической сварки MIG/MAG активно применяются во всех сферах промышленности, в строительстве, монтаже металлоконструкций. Особенной востребованностью такой тип сварки пользуется в сфере автомобилестроения и авторемонта, в частности, при проведении кузовных работ. А в последнее время сварочные полуавтоматы бытового класса все чаще появляются в домашних мастерских и хозяйствах, в частных гаражах.

Вы решили купить сварочный полуавтомат и хотите перед покупкой узнать как можно больше информации об этом виде сварочной техники? Greenloft.ru подготовил ответы на основные вопросы, которые могут возникнуть в процессе выбора.
Назначение и класс сварочного полуавтомата
Пожалуй, первое с чего нужно начать, это с выбора сварочного оборудования по назначению. Сварочные полуавтоматы по назначению делятся на профессиональные, полупрофессиональные и бытовые. Отличает технику разных классов разный уровень мощности, показатели сварочного тока и процент ПВ (продолжительность включения).
Для продолжительных и интенсивных работ в промышленных условиях, на загруженных предприятиях, строительных площадках потребуется аппарат высокой мощности, c широким диапазоном сварочного тока (с верхним значением от 200 А и выше) и достаточным ПВ (не менее 60%). Если же сварка – это просто ваше «хобби», и вы планируете использовать аппарат время от времени для выполнения недлительных «любительских» работ, вам подойдут более дешевые и простые полуавтоматы бытового класса. Для несложных работ со стандартными материалами будет вполне достаточно сварочного тока до 200 А и продолжительности включения 30-60%.
Трансформатор или инвертор?
В зависимости от технологии, которая используется в производстве аппарата и на которой основан его принцип работы, сварочные полуавтоматы делятся на трансформаторные и инверторные установки. Сварочные аппараты трансформаторного типа сегодня мало востребованы. И не только потому, что они массивные и габаритные. Они во многом уступают современным инверторным аппаратам в функциональности и простоте использования. Инверторные полуавтоматы намного компактнее и легче. Большинство полезных функций, которые очень ценят сварщики, могут быть применены только в аппаратах инверторного типа – например, функции «горячего старта», «антиприлипания», форсажа дуги.

Сеть питания
Все сварочные полуавтоматы бытового назначение и большинство полупрофессиональных аппаратов питаются от однофазной сети 220 В, что дает возможность работать с техникой на всех объектах, где есть обычные бытовые розетки.
Профессиональные сварочные аппараты невысокой мощности могут также быть однофазными. Но индустриальные аппараты с высокой потребляемой мощностью, как правило, подключаются к промышленной трехфазной сети 380 В.
Большинство современных инверторных полуавтоматов адаптированы для работы со «слаботочными» сетями и способны выдавать стабильные параметры тока даже при сильных перепадах напряжения в сети ± 10-30%.
Параметры сварочного тока
Одна из важнейших характеристик сварочного полуавтомата – номинальный сварочный ток. Чем шире диапазон сварочного тока, тем большее количество разнообразных операций вы сможете производить. Чем выше верхнее значение тока, тем толще может быть свариваемый металл и больше диаметр электродной проволоки.
Зная примерную толщину металла, с которым вам придется работать, можно определить необходимые характеристики сварочного тока полуавтомата. Для сварки металлов до 5 мм толщиной будет достаточно показателей верхнего значения 150-200 А. Сварка конструкций и деталей толщиной более 5 мм потребует более высоких показателей сварочного тока — от 250 А и выше.
Рекомендуется при выборе закладывать некоторый запас по току – до 50 А. Это даст возможность не перегружать аппарат, работая постоянно на предельном токе. А также позволит качественно работать при сниженном напряжении в сети, при подключении аппарата через удлинитель — в этих случаях часто заявленный ток не соответствует фактическому.
Продолжительность включения
Один рабочий цикл любого сварочного аппарата по стандарту составляет 10 минут. Продолжительность включения устройства (ПВ) обозначает период времени в рамках рабочего цикла, в течение которого аппарат можно использовать в режиме сварки. Обозначается ПВ в процентах.
Если в технической документации указана ПВ 60%, это значит, что из 10 минут цикла производить сварочные работы вы можете в течение 6 минут. Остальные 4 минуты аппарат должен «отдыхать». Указывается ПВ, как правило, с учетом работы на максимальном токе и при температуре окружающей среды до +40 градусов. На меньших токах, соответственно, продолжительность включения без риска перегрева будет больше.
Механизм подачи проволоки
Механизм автоматической подачи проволоки может быть встроен в аппарат или представлять собой отдельную конструкцию. Бытовые сварочные полуавтоматы, предназначенные для сваривания небольших деталей, обычно оснащаются встроенным механизмом подачи проволоки. Профессиональные модели, предназначенные для работы с крупногабаритными конструкциями, часто имеют отдельный механизм подачи, который подключается к самому автомату посредством кабель-пакета от 5 до 30 м.
Сам механизм подачи проволоки может быть двухроликовым или четырехроликовым. Двухроликовыми устройствами оснащаются полуавтоматы бытового класса. В моделях профи-класса обычно устанавливается четырехроликовый механизм, который отличается повышенным ресурсом, обеспечивает равномерную и качественную подачу.
Независимо от того, сколько роликов в механизме, они должны быть достаточного диаметра для надежного контакта с проволокой (от 30 см и больше). Хорошо, если ролики будут стандартного типа – в случае необходимости их можно будет легко заменить.
Сварка металлов полуавтоматом — преимущества и недостатки
Сварочные полуавтоматы широко используются в промышленности и быту. Это оборудование удобно в применении, позволяет без особых усилий получать качественные аккуратные швы в местах соединения металлических элементов. Поэтому его выбирают для работы как опытные мастера, так и новички.
Что такое сварочный полуавтомат
Оборудование для сварки полуавтоматическим способом представляет собой устройство, работающее от электрической сети. Выпускаются различные модификации — от габаритных промышленных до мобильных бытовых. Принцип работы сварочного полуавтомата похож на ручную сварку — с помощью тепловой энергии электрической дуги. Только, в отличие от используемых в ручной сварке электродов, в полуавтоматической сварке используется плавящийся подвижный электрод в виде специальной проволоки и газ, выполняющий защитную функцию. Полуавтоматы бытового, профессионального и промышленного класса Вы можете выбрать в магазине Технология Сварки.
Устройство сварочного полуавтомата
Полуавтоматическая сварка проводится в ручном режиме, с использованием таких приспособлений:
источника электроэнергии, с различной мощностью (адаптированного для промышленного аппарата трехфазным, а для бытового двухфазным трансформатором), выпускаются также с инверторными источниками питания;
механизма подачи электрода — установленной катушки со специальной проволокой, автоматически подающейся к месту сварки;
гибких шлангов для подачи защитного газа из баллона к пистолету;
пистолета для выполнения сварочного шва.
Принцип работы с газом и без газа
Сварочные полуавтоматические аппараты работают в двух разных режимах защиты шва:
с применением газов (используется углекислота, гелий, аргон или их смеси, хранящиеся в баллонах под высоким давлением);
без газа, под флюсом (или с применением порошковой проволоки).
Детали могут свариваться стыковочным способом, внахлест, непрерывным швом или точечно. Применяемая технология зависит от нескольких факторов:
возможности доступа к месту соединения;
вида металла свариваемых изделий;
применением газового баллона или без него.
Особенности сварки с применением газа и без него:
Сварка с газовым баллоном используется чаще, потому что такие швы получаются наиболее прочные и аккуратные. Производительность увеличивается в несколько раз. Легко сваривать даже вертикальные швы — расплавленный металл не стекает вниз.
Сварка без газа применяется в тех случаях, когда такие работы производятся редко и нет смысла приобретать газовый баллон. Тогда используется порошковая или флюсовая проволока. Внутри такой проволоки содержится вещество, которое при ее расплавлении создает над швом слой защитного газа. При сварке вертикально расположенных швов, чтобы избежать стекания расплавленного металла, необходимо начинать работу снизу вверх.
Преимущества и недостатки сварочного полуавтомата
Этот способ сварки самый высокопроизводительный, потому что:
полуавтоматы удобны в управлении и обслуживании;
розжиг дуги быстрый и легкий;
скорость выполнения работ возрастает троекратно по сравнению с ручной сваркой;
не требуется постоянно менять электроды, потому что проволока-электрод подается постоянно автоматически;
не нужно освобождать швы от шлака, потому что он не образуется при такой сварке;
не требуется ощутимых затрат на расходные материалы;
работать можно даже с металлами, подвергшимися незначительной коррозии;
соединения создаются быстрее, чем при ручном способе, без окиси, шлаков;
можно качественно сваривать заготовки разной толщины;
малый нагрев свариваемых деталей позволяет сохранять их без повреждений;
получаются аккуратные соединения даже в тонких материалах толщиной менее 0,5 мм;
при сварке изделий с антикоррозийными и другими покрытиями покрытиями, эти защитные пленки не повреждаются;
отсутствие задымленности при выполнении сварки;
с использованием защитного газа брызги металла при сварке незначительны;
полуавтомат с применением газа позволяет соединять материалы, для которых обычная атмосферная сварка не подходит или когда требуются специальные электроды.
Недостатков у такого оборудования немного:
при сварке без газового баллона увеличивается разбрызгивание расплавленного металла;
излучение электрической дуги намного выше, чем при ручной сварке, поэтому надо приобретать качественные, надежные защитные средства.
Даже имеющиеся недочеты не мешают широко применять сварочные полуавтоматы в промышленности и быту. Потому что преимуществ у этого способа намного больше, чем у остальных видов сварки.
Сферы применения
Более мощные и габаритные аппараты широко используются в различных производственных и строительных отраслях:
на больших заводах тяжелой промышленности, небольших предприятиях, мастерских сваривают изделия любой толщины из черных и цветных металлов, получая качественные, аккуратные, надежные соединения;
полуавтоматическая сварка создает такие прочные, устойчивые к агрессивным средам соединения, что этот метод используется при создании емкостей для химической промышленности;
такое оборудование востребовано даже в микроэлектронике, благодаря возможности создавать аккуратные невидимые швы, а также высокой производительности;
в строительной сфере полуавтоматический способ сварки позволяет быстро возводить надежные, прочные конструкции, выполнять различные отделочные работы;
в машиностроении тоже активно используется этот метод для сварки кузовов, изготовлении деталей механизмов и др.;
сварочные полуавтоматы используются даже для разрезания металлических изделий, в тех случаях, когда нет доступа применить обычную болгарку или другой инструмент.
Для бытовых нужд и домашних мастерских выбирают малогабаритные, мобильные аппараты, адаптированные под используемые электросети. Эти установки удобны при выполнении различных ремонтных работ в доме, а также устранении неполадок и повреждений в автомобиле, изготовлении различных изделий из металла и др. Небольшие полуавтоматы для сварки менее производительны и функциональны, но всегда выручают, когда возникает необходимость быстро устранить поломки, изготовить нужную деталь и др. Для редкого использования достаточно купить оборудование без газового баллона, обойдется намного дешевле. Но для частного бизнеса, регулярного применения в домашней мастерской рекомендуется выбирать с газовым баллоном, чтобы получать более качественные соединения.
Чтобы качественно выполнять сварочные работы полуавтоматом, важно не только мастерство, но и правильно подобранное оборудование. При покупке сварочного полуавтомата в первую очередь необходимо обратить внимание на мощность и габариты оборудования, функционал, популярность бренда среди пользователей.
По материалам: интернет-магазин сварочного оборудования Технология Сварки — бытовые, профессиональные и промышленные сварочные полуавтоматы с доставкой по Перми и всей России.
Что такое MIG-MAG сварка?
Содержание:
- 1. Как это работает?
- 2. Преимущества MIG-MAG метода по сравнению с другими видами сварки
- 3. MIG-MAG метод – нужен выпрямитель или инвертор?
В зависимости от материала или специфики изделий мастера выбирают различные методы сварки, например, ММА — ручная дуговая сварка штучными электродами с покрытием, или TIG — аргонная ручная сварка вольфрамовыми неплавящимися электродами с защитным газом (аргоном). Однако наибольшее распространение получила MIG-MAG сварка:
- MIG – сварка, при которой в качестве изолирующей среды выступает инертный газ, такой как гелий или аргон.
- MAG – вид сварки с использованием активного газа, например азота, углекислого газа и т.п.
На сегодняшний день нет такой отрасли промышленности, где не использовалась бы MIG-MAG сварка. Основной сферой является машиностроение, производство автомобилей, рельсовых транспортных средств, а также локомотивов. Не обходится без сварки судостроение и мостостроение. Применима она и при возведении различных конструкций из стали, в производстве кранов, бурильных установок и силовой техники. Нужна она и на заводах по производству металлоконструкций и металлических изделий. Реже MIG-MAG используется в приборостроении, трубопроводном производстве, где предпочтительна сварка основными стержневыми электродами. Помимо промышленности MIG-MAG не редкость и в мастерских, таких как слесарные или по ремонту автомобилей.
Как это работает?
Принцип сварки типа MIG-MAG достаточно прост. Проволока во время работы подается через сварочный пистолет в зону сварки. Ее плавление в свою очередь происходит от тепла дуги. Помимо того, что проволока играет роль токопроводящего электрода, она еще является присадочным материалом. Сама зона сварки (сварочная ванна, зона дуги и электрод) защищены потоком газа.
Преимущества MIG-MAG метода по сравнению с другими видами сварки
- наибольшая степень защиты расплавленного металла за счет использования защитных газов. Они не позволяют воздуху проникнуть в рабочую зону, отлично изолируя сварочную ванну от внешнего воздействия;
- удобство эксплуатации. MIG-MAG дает возможность работы в любом положении и позволяет визуально прослеживать процесс сварки, формировать шов и при необходимости править его;
- отличный результат. Шов получается более ровный и с полным отсутствием шлака. Это позволяет сэкономить время на зачистке обработанной поверхности металла;
- производительность данного метода является одной из самых высоких.
MIG-MAG метод – нужен выпрямитель или инвертор?
В качестве источников питания сварочных полуавтоматов, работающих на постоянном токе, применяются выпрямители и инверторы, каждый из которых отличается от других аппаратов некоторыми особенностями и имеет свои преимущества. Для того чтобы определиться с выбором конкретного типа устройства, нужно задать условия, в которых преимущественно и будет производиться сварка.
Например, для нечастого использования в быту подойдет и универсальный полуавтомат инверторного типа FUBAG INMIG 160, способный работать не только в MIG-MAG, но и в режиме ММА. Он оснащен специальным евроразъемом, который позволяет быстро подключить или поменять горелку (можно использовать продукцию другого производителя, подходящую по стандарту). Купив Fubag INMIG 160, вы сможете сделать теплицу, навес для автомобиля, мангал. Подойдет он и для кузовного ремонта.
В модельном ряду аппаратов PRORAB стоит обратить внимание на сварочный полуавтомат-инвертор MIDFIELDER 160 MOS. Им можно варить как с защитными газами, используя проволоку диаметром 0,6–0,8 мм, расположенную в механизме подачи проволоки рядом с панелью управления, так и плавящимся электродом диаметром 2,5–3,2 мм (подойдут основные, целлюлозные, рутиловые и т.д.). MIDFIELDER 160 MOS отлично варит детали и конструкции, изготовленные из углеродистой и нержавеющей стали, а также алюминия. Отлично соединяет детали и конструкции, изготовленные из низколегированной и нержавеющей стали, а также чугуна и стали.
Среди выпрямителей для работы MIG-MAG методом наибольшим спросом пользуется модель Fubag TSMIG 180. Им можно работать как в среде защитного газа, так и с защитной флюсовой проволокой. Возможность плавной регулировки значения сварочного тока и ступенчатая подача проволоки к месту работы позволяют установить оптимальные значения для выполняемой операции. Аппарат надежно защищен от перегрева благодаря принудительному воздушному охлаждению. Максимальная сила тока составляет 145 А.
| Технические характеристики/модель | Fubag TSMIG 180 | FUBAG INMIG 160 | MIDFIELDER 160 MOS |
| Max сварочный ток, А | 145 | 160 | 160 |
| Диаметр электрода/проволоки,мм | 0,6-0,9 | 0,6-1 | 2,5-3,2 |
| ПВ на макс. Токе, % | 15 | 30 | — |
| Номинальное напряжение, В | 220 | 220 | 220 |
| Габариты, мм | 535х300х443 | 450х240х340 | — |
| Вес, кг | 27,5 | 14,3 | — |
Универсальные полуавтоматы, безусловно, имеют преимущество перед простыми инверторами для MIG/MAG сварки. Используя различные режимы, с одним аппаратом можно выполнить любую работу. Подобная универсальность вполне окупает более высокую стоимость, по сравнению с простыми инверторами. Они будут незаменимым помощником для работы в частном хозяйстве: в гараже, на даче или небольшой автомастерской. Выбрать и заказать любой подходящий аппарат вы можете в каталоге на нашем сайте уже сейчас.
Вам также могут быть интересны статьи:
-
MIG-MAG — сварка под надежной защитой газа
MIG-MAG сварка — одна из наиболее распространенных и повсеместно используемых. В этом тексте вы узнаете об отличиях сварки в среде защитных газов от других видов, о технике, используемой в процессе работы, и о влиянии основных характеристик на выбор покупателем полуавтоматического оборудования.
