Понятие о сварке и ее сущность
Понятие о сварке и ее сущность Ю.А.Дементьев Краевое государственное образовательное учреждение начального профессионального образования «Профессиональное. — презентация
Презентация была опубликована 7 лет назад пользователемМарфа Ртищева
Похожие презентации
Презентация на тему: » Понятие о сварке и ее сущность Ю.А.Дементьев Краевое государственное образовательное учреждение начального профессионального образования «Профессиональное.» — Транскрипт:
1 Понятие о сварке и ее сущность Ю.А.Дементьев Краевое государственное образовательное учреждение начального профессионального образования «Профессиональное училище 46»
2 Сварка В соответствии с ГОСТ сварка процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместном действии того и другого. Неразъемные соединения, выполненные с помощью сварки, называют сварными соединениями. Посредством сварки соединяют преимущественно детали из металлов. Однако сварные соединения применяют и для деталей из неметаллов пластмассы и керамики или их сочетаний.
3 Для получения сварных соединений не требуются какие — либо специальные соединительные элементы ( заклепки, накладки и т. п.). Соединение происходит за счет образования связей между атомами соединяемых деталей. Для сварных соединений металлов характерно возникновение металлической связи, обусловленной взаимодействием обобществленных электронов и ионов решетки. При сварке керамик с металлами или между собой возрастает доля ковалентной или ионной составляющих связи.
4 Энергией активации Для получения сварного соединения недостаточно простого соприкосновения поверхностей соединяемых деталей. Межатомные связи устанавливаются только тогда, когда атомы соединяемых деталей получают некоторую дополнительную энергию, необходимую для преодоления существующего между ними энергетического барьера. Эту энергию называют энергией активации. При сварке ее вводят в зону соединения извне путем нагрева ( термическая активация ) или пластического деформирования ( механическая активация ).
5 В зависимости от характера активации при выполнении соединений различают два основных вида сварки : плавлением и давлением
6 Сварка плавлением При сварке плавлением детали по соединяемым кромкам оплавляются под действием источника нагрева. Расплавленный металл, сливаясь в общий объем, образует жидкую сварочную ванну. При охлаждении сварочной ванны жидкий металл затвердевает и образует сварной шов. Шов может быть образован только за счет расплавления металла свариваемых кромок или за счет металла кромок и дополнительного введения в сварочную ванну расплавляемой присадки.
7 Сварка давлением Сущность сварки давлением состоит в совместном пластическом деформировании материала по кромкам свариваемых деталей. Благодаря пластической деформации облегчается установление межатомных связей соединяемых частей. Для ускорения процесса применяют сварку давлением с нагревом. В некоторых случаях нагревают до оплавления свариваемые поверхности металла или промежуточные вспомогательные прокладки ; давление может осуществляться в непрерывном или прерывистом режимах.
8 Классификация видов сварки Различают более 150 видов сварочных процессов. ГОСТ сварочные процессы классифицирует по основным физическим, техническим и технологическим признакам. Основа классификации по физическим признакам вид энергии, применяемой для получения сварного соединения. По физическим признакам все сварочные процессы относят к одному из трех классов : термическому, термомеханическому и механическому.
9 По физическим признакам Термический класс все виды сварки плавлением, осуществляемые с использованием тепловой энергии ( газовая, дуговая, электрошлаковая, плазменная, электронно — лучевая и лазерная ). Термомеханический класс все виды сварки, осуществляемые с использованием тепловой энергии и давления ( контактная, диффузионная, кузнечная, газо — и дугопрессовая ). Механический класс все виды сварки давлением, проводимые с использованием механической энергии ( холодная, трением, ультразвуковая и взрывом ).
10 По техническим признакам По техническим признакам сварочные процессы классифицируют в зависимости от способа защиты металла в зоне сварки, непрерывности процесса и степени его механизации.
11 Виды сварки плавлением Источником нагрева при дуговых способах сварки служит сварочная дуга, представляющая собой устойчивый электрический разряд, происходящий в газовой среде между двумя электродами или электродом и деталью. Для поддержания разряда необходимой продолжительности разработаны специальные источники. При питании дуги переменным током применяют сварочные трансформаторы, при сварке на постоянном токе сварочные генераторы или сварочные выпрямители.
13 По характеру защиты свариваемого металла и сварочной ванны от окружающей среды существуют способы дуговой сварки с шлаковой, газошлаковой и газовой защитой. По виду электродного материала различают дуговую сварку плавящимися и неплавящимися электродами. Плавящимися электродами служат металлические проволоки и стержни из стали, сплавов алюминия, титана, никеля, меди и других металлов ; неплавящимися угольные, графитовые, вольфрамовые стержни. При горении дуги и плавлении свариваемого и электродного металлов необходима защита сварочной ванны от воздействия атмосферных газов кислорода, азота и водорода, так как они растворяются в жидком металле и ухудшают качество металла шва.
14 По способу защиты сварочной ванны, самой дуги и конца нагреваемого электрода от воздействия атмосферных газов дуговую сварку разделяют на следующие виды : сварку покрытыми электродами ; под флюсом ; в защитном газе ; самозащитной порошковой проволокой ; в вакууме ; с комбинированной защитой. По степени автоматизации процесса различают ручную, механизированную и автоматическую сварку.
15 Дуговая сварка покрытыми электродами При этом способе сварку выполняют вручную штучными покрытыми электродами. Покрытый электрод представляет собой металлический стержень с нанесенным на его поверхность покрытием ( обмазкой ). Покрытие электродов готовят из порошкообразной смеси различных компонентов. Его назначение повысить устойчивость горения дуги, провести металлургическую обработку сварочной ванны, обеспечить защиту расплавленного металла от атмосферных газов и улучшить качество сварки.
16 Сварной шов образуется за счет расплавления металла свариваемых кромок и плавления стержня сварочного электрода. При этом сварщик вручную выполняет два основных технологических движения : подачу покрытого электрода в зону сварки по мере его расплавления и перемещение дуги вдоль свариваемых кромок. Ручная дуговая сварка покрытыми электродами один из наиболее распространенных способов, используемых при изготовлении сварных конструкций.
17 Дуговая сварка под флюсом При сварке под флюсом сварочная проволока и флюс подаются в зону горения дуги, под воздействием теплоты которой плавятся кромки основного металла, электродная проволока и часть флюса. Вокруг дуги образуется газовый пузырь, заполненный парами металла и материалов флюса. По мере перемещения дуги расплавленный флюс всплывает на поверхность сварочной ванны, образуя шлак. Расплавленный флюс защищает зону горения дуги от воздействия атмосферных газов и значительно улучшает качество металла шва.
18 Сварку под слоем флюса применяют для соединения средних и больших толщин металла. Сварочный электрод выполнен в виде проволоки, свернутой в кассете. Подача проволоки в зону горения дуги механизирована, а перемещение дуги по свариваемым деталям выполняют вручную или специальными механизмами..
19 Дуговая сварка в защитных газах Электрическая дуга горит в среде специально подаваемых в зону сварки защитных газов. При этом используют как неплавящийся, так и плавящийся электроды. Процесс можно выполнять вручную, механизированным или автоматическим способом. При сварке неплавящимся электродом изделий большой толщины применяют присадочную проволоку. В качестве защитных газов применяют углекислый газ, аргон, гелий, иногда азот для сварки меди. Наиболее распространены смеси газов : аргон + кислород, аргон + гелий или аргон + углекислый газ + кислород.
20 В процессе сварки защитные газы, подаваемые в зону горения дуги через сопло сварочной горелки, оттесняют атмосферные газы от электрода и сварочной ванны.
21 Электрошлаковая сварка Процесс сварки является бездуговым. В отличие от дуговой сварки для расплавления основного и при — садочного металлов используют теплоту, выделяющуюся при прохождении сварочного тока через расплавленный электропроводный шлак ( флюс ). В начале процесса дугой расплавляют небольшое количество флюса. Затем электрод погружают в шлаковую ванну, горение дуги прекращается и ток начинает проходить через расплавленный шлак. Сварку выполняют снизу вверх чаще всего при вертикальном положении свариваемых деталей с зазором между ними.
22 Для формирования шва по обе стороны зазора устанавливают медные ползуны — кристаллизаторы, охлаждаемые водой. По мере формирования шва ползуны перемещаются в направлении сварки. По виду электрода различают электрошлаковую сварку проволочным, пластинчатым электродом и плавящимся мундштуком ; по наличию колебаний электрода без колебаний и с колебаниями электрода ; по числу электродов одно -, двух — и многоэлектродную. Обычно электрошлаковую сварку применяют для соединения деталей толщиной от 50 мм до нескольких метров
23 Плазменная сварка Процесс основан на пропускании под давлением потока газов через электрический разряд большой плотности. В результате получают высокотемпературный ионизированный газ, называемый плазмой. Температура плазменной струи достигает ° С. Плазменную сварку можно выполнять при изготовлении как тонкостенных изделий, так и деталей большой толщины из различных материалов. В качестве плазмообразующего газа чаще всего используют аргон, гелий или азот. Состав и расход плазмообразующего газа зависят от вида электрода и свариваемого материала.
24 Электронно — лучевая сварка Сварку проводят в специальной камере в глубоком вакууме. В результате интенсивной бомбардировки места сварки быстродвижущимися электронами, излучаемыми нагретым вольфрамовым или металлокерамическим катодом, выделяется энергия, необходимая для нагрева и плавления металла. Ускорение движения электронов обусловлено постоянным высоким напряжением ( до 100 кВ ) между катодом и анодом ( изделием ). Поток электронов фокусируется в узкий луч и направляется в место соединения деталей. Сварку можно выполнять без колебаний и с колебаниями электронного луча, острофокусированным или расфокусированным лучом. Электронным лучом сваривают тугоплавкие и химически активные металлы, выполняют узкие и глубокие швы на деталях большой толщины ( до 70 мм и более ).
25 Лазерная сварка Способ сварки плавлением, при которой для нагрева используют энергию излучения лазера ( англ. « усиление света посредством стимулированного излучения »). Современные промышленные лазеры применяют для сварки, наплавки, резки, прошивки отверстий, поверхностной обработки различных конструкционных материалов во многих отраслях машиностроения. Промышленные газовые и твердотельные лазеры снабжены микропроцессорной системой управления. Вакуум при сварке лазером не нужен, и ее можно выполнять на воздухе даже на значительном расстоянии от генератора излучения. С помощью газового лазера режут не только металлические, но и неметаллические материалы : слоистые пластики, стеклотекстолит, гетинакс и др.
26 Газовая сварка Для плавления свариваемого и присадочного металлов используют высокотемпературное газокислородное пламя. В качестве горючего для сгорания в кислороде применяют ацетилен, водород, пропан — бутановую смесь, пары керосина, бензина, природный, светильный, нефтяной, коксовый и другие газы.
27 Термитная сварка Свариваемые детали помещают в огнеупорную форму, а в установленный сверху тигель засыпают термит порошкообразную смесь алюминия с железной окалиной. В процессе горения термитной смеси при температуре более 2000 ° С образуется жидкий металл, который при заполнении формы оплавляет кромки свариваемых изделий, заполняет зазор, образуя сварной шов.
Глава I. Общие сведения о сварке
§ 1. Сущность и классификация процесса сварки
Сваркой называется процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместным действием того и другого.
Определение сварки относится к металлам и неметаллическим материалам (пластмассы, стекло, резина и т. д.).
Свойства материала определяются его внутренним строением — структурой атомов. Все металлы в твердом состоянии являются телами с кристаллической структурой. Аморфные тела (стекло и др.) имеют хаотическое расположение атомов. Для соединения свариваемых частей в одно целое нужно их элементарные частицы (ионы, атомы) сблизить настолько, чтобы между ними начали действовать межатомные связи, что и достигается местным или общим нагревом или пластическим деформированием или тем и другим.
В зависимости от условий, при которых осуществляется сваривание (образование межатомных связей) частиц металла, различают сварку плавлением и сварку давлением.
Сущность сварки плавлением (рис. 1) состоит в том, что металл по кромкам свариваемых деталей 1 и 2 подвергается плавлению от нагрева сильным концентрированным источником тепла: электрической дугой, газовым пламенем, химической реакцией, расплавленным шлаком, энергией электронного луча, плазмой, энергией лазерного луча. Во всех этих случаях образующийся от нагрева жидкий металл одной кромки самопроизвольно соединяется с жидким металлом другой кромки. Создается общий объем жидкого металла, который называется сварочной ванной. После застывания металла сварочной ванны получается металл шва 4. Металл шва может образоваться только за счет переплавления металла по кромкам 3 или дополнительного присадочного металла, введенного в сварочную ванну.
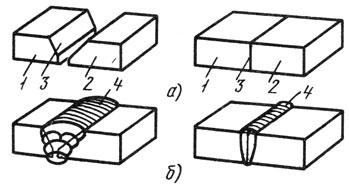
Рис. 1. Схема соединения деталей сваркой плавлением: а — детали перед сваркой, б — детали после сварки
Зона частично оплавившихся зерен металла на границе кромки свариваемой детали и шва называется зоной плавления, в этой зоне достигается межатомная связь. При этом металл шва тесно соприкасается с металлом свариваемых частей, а загрязнения, находившиеся на поверхностях свариваемых частей, всплывают наружу, образуя шлак.
Сущность сварки давлением (рис. 2) состоит в пластическом деформировании металла в месте соединения под действием силы P. Находящиеся на соединяемых поверхностях различные загрязнения вытесняются наружу, а поверхности свариваемых частей будут чистыми, ровными и сближенными по всему сечению на расстояние атомного сцепления. Зона, в которой установилась межатомная связь, называется зоной соединения. Ширина зоны соединения измеряется десятками микрон.
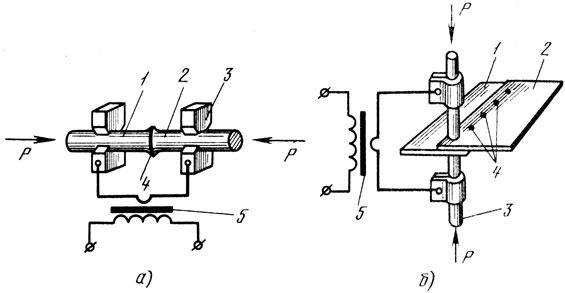
Рис. 2. Схема соединения деталей сваркой давлением: а — стыковая контактная сварка, б — точечная контактная сварка; 1 и 2 — свариваемые детали, 3 — медные электроды, 4 — место сварки, 5 — сварочный трансформатор, P — сжимающее усилие
Пластическую деформацию кромок деталей осуществить легче, если нагревать место соединения. Источником тепла (при сварке с местным нагревом) служит электрический ток, газовое пламя, химическая реакция, механическое трение; при сварке, с общим нагревом — кузнечный горн, нагревательная печь.
Процесс сварки делят на три класса (ГОСТ 19521 — 74): термический, термомеханический и механический. Термический класс объединяет виды сварки, осуществляемые плавлением металла. Термомеханический класс включает виды сварки, осуществляемые давлением с использованием тепловой энергии. К механическому классу относятся виды сварки, выполняемые давлением с дополнительной механической энергией.
Сварка по виду применяемой энергии подразделяется на следующие основные виды:
давлением с общим нагревом: кузнечная, прокаткой, выдавливанием;
давлением с местным нагревом: контактная, индукционно-прессовая, термитно-прессовая, газопрессовая, диффузионная, дуго-прессовая;
давлением без нагрева металла внешним источником тепла; ультразвуковая, холодная, трением, взрывом, магнитноимпульсная;
плавлением: дуговая, газовая, термитная, электрошлаковая, электронно-лучевая, лазерным лучом, плазменная.
Понятие о сварке и ее сущность

- Главная
- Разделы сайта
- Программы спецпредметов
- Поурочное планирование
- Методические материалы
- Документы
- Технология сварки, материалы
- Мастерская
- Разное
- Книги/статьи
- Всё для сварки
- Форум
- Магазин электрооборудования
- Мои услуги



Сваркой называется процесс получения неразъемного соединения двух или более деталей из твердых материалов (металлов) путем их местного сплавления или совместного деформирования с нагревом и без нагрева с получением на границе их раздела прочных межатомных связей. Для реализации межатомного взаимодействия атомы следует приблизить на расстояние, равное параметру кристаллической решетки металла соединяемых деталей (этому препятствуют различные неровности, имеющиеся на поверхности деталей, загрязнения окислами и т. д.). Такое сближение достигается расплавлением кромок свариваемых деталей или их совместным пластическим деформированием посредством приложения давления. Таким образом, все виды сварки можно разделить на две основные группы: сварка плавлением и сварка давлением.
При сварке плавлением кромки свариваемых деталей и присадочный материал расплавляются теплотой сварочной дуги или газовым пламенем, образуя так называемую сварочную ванну. При кристаллизации металла сварочной ванны рост кристаллов начинается с оплавленных кристаллов основного металла, металлическая связь обеспечивается образованием общих зерен сварного шва с основным металлом. При сварке давлением совместная направленная пластическая деформация свариваемых металлов способствует соприкосновению и перемешиванию их атомов и образованию межатомной связи. При некоторых видах сварки процесс получения металлической связи сопровождается нагревом свариваемых деталей до пластического состояния или до оплавления свариваемых поверхностей.
Согласно ГОСТ 19521-74 сварка металлов классифицируется по физическим, техническим и технологическим признакам.
Классификация видов сварки металлов по физическим признакам. В зависимости от формы энергии, используемой для образования сварного соединения, различают три класса сварочных процессов: термический, термомеханический и механический. Вид сварки объединяет сварочные процессы по виду источника энергии, непосредственно используемого для образования сварного соединения.
К термическому классу относятся виды сварки, осуществляемые плавлением с использованием тепловой энергии, а именно: дуговая, электрошлаковая, электронно-лучевая, плазменно-лучевая, ионно-лучевая, тлеющим разрядом, световая, индукционная, газовая, термитная и литейная.
К термомеханическому классу относятся виды сварки, осуществляемые с использованием тепловой энергии и давления, а именно: контактная, диффузионная, индукционно-прессовая, газопрессовая, термокомпрессионная, дугопрессовая, шлакопрессовая, термитно-прессовая и печная.
К механическому классу относятся виды сварки, осуществляемые с использованием механической энергии и давления, а именно: холодная, взрывом, ультразвуковая, трением и магнитоимпульсная.
Классификация видов сварки металлов по техническим признакам. К техническим признакам относятся: способ защиты металла в зоне сварки, непрерывность процесса и степень механизации сварки.
По способу защиты металла различают сварку в воздухе, вакууме, защитных газах, под флюсом, по флюсу, в пене и с комбинированной защитой. В качестве защитного газа могут применяться активные газы (углекислый, азот, водород, водяной пар и смесь активных газов), инертные газы (аргон, гелий и смесь аргона с гелием), а также смесь инертных и активных газов. Защита расплавленного металла в зоне сварки может быть струйной или в контролируемой атмосфере. Струйная защита газом расплавленного металла, осуществляемая только со стороны сварочной дуги, называется односторонней, защита со стороны сварочной дуги и корня шва — двусторонней.
По непрерывности процесса виды сварки бывают непрерывные и прерывистые; по степени механизации виды сварки подразделяются на ручные, механизированные, автоматизированные и автоматические.
Классификация видов сварки металлов по технологическим признакам. По технологическим признакам сварка подразделяется на дуговую, электрошлаковую, электроннолучевую, плазменно-лучевую, световую, газовую, контактную, диффузионную, печную, холодную и ультразвуковую.Спонсор сайта: Тиберис – лучший интернет-магазин сварочного оборудования Подробнее »
Metalcut Pro — современный центр металлообработки Подробнее »Сварка. Понятие и сущность сварки
Сварка — технологический процесс получения неразъемных соединений материалов посредством установления межатомных связей между свариваемыми частями при их местном или пластическом деформировании, или совместным действием того и другого. Сваркой соединяют однородные и разнородные металлы и их сплавы, металлы с некоторыми неметаллическими материалами (керамикой, графитом, стеклом и др.), а также пластмассы.
Сварка — экономически выгодный, высокопроизводительный и в значительной степени механизированный технологический процесс, широко применяемый практически во всех отраслях машиностроения.
Физическая сущность процесса сварки заключается в образовании прочных связей между атомами и молекулами на соединяемых поверхностях заготовок. Для образования соединений необходимо выполнение следующих условий: освобождение свариваемых поверхностей от загрязнений, оксидов и адсорбированных на них инородных атомов; энергетическая активация поверхностных атомов, облегчающая их взаимодействие друг с другом; сближение свариваемых поверхностей на расстояния, сопоставимым с межатомным расстоянием в свариваемых заготовках.
В зависимости от формы энергии, используемой для образования сварного соединения, все виды сварки разделяют на три класса: термический, термомеханический и механический.
К термическому классу относятся виды сварки, осуществляемые плавлением с использованием тепловой энергии (дуговая, плазменная, электрошлаковая, электронно-лучевая, лазерная, газовая и др.).
К термомеханическому классу относятся виды сварки, осуществляемые с использованием тепловой энергии и давления (контактная, диффузионная и др.).
К механическому классу относятся виды сварки, осуществляемые с использованием механической энергии и давления (ультразвуковая, взрывом, трением, холодная и др.).
Электродуговая сварка
Дуга — мощный стабильный разряд электричества в ионизированной атмосфере газов и паров металла. Ионизация дугового промежутка происходит во время зажигания дуги и непрерывно поддерживается в процессе ее горения. Процесс зажигания дуги в большинстве случаев включает в себя три этапа: короткое замыкание электрода на заготовку, отвод электрода на расстояние 3-6 мм и возникновение устойчивого дугового разряда.
Короткое замыкание выполняется для разогрева торца электрода и заготовки в зоне контакта с электродом. После отвода электрода с его разогретого торца (катода) под действием электрического поля начинается термоэлектронная эмиссия электронов. Столкновение быстродвижущихся по направлению к аноду электронов с молекулами газов и паров металла приводит к их ионизации. По мере разогрева столбца дуги и повышение кинетической энергии атомов и молекул происходит дополнительная ионизация за счет их соударения. Отдельные атомы также ионизируются в результате поглощения энергии, выделяемой при соударении других частиц. В результате дуговой промежуток становится электропроводным и через него начинается разряд электричества. Процесс зажигания дуги заканчивается возникновением устойчивого дугового разряда.
Источником теплоты при дуговой сварке служит электрическая дуга, которая горит между электродом и заготовкой. В зависимости от материала и числа электродов, а также способа включения электродов и заготовки в цепь электрического тока различают следующие способы дуговой сварки:
а) Сварка неплавящимся (графитным или вольфрамовым) электродом, дугой прямого действия, при которой соединение выполняется путем расплавления только основного металла, либо с применением присадочного металла.
б) Сварка плавящимся (металлическим) электродом, дугой прямого действия, с одновременным расплавлением основного металла и электрода, который пополняет сварочную ванну жидким металлом.
в) Сварка косвенной дугой, горящей между двумя, как правило, неплавящимися электродами. При этом основной металл нагревается и расплавляется теплотой столба дуги.
г) Сварка трехфазной дугой, при которой дуга горит между электродами, а также между каждым электродом и основным металлом.
Питание дуги осуществляется постоянным или переменным током. При применение постоянного тока различают сварку на прямой и обратной полярностях. В первом случае электрод подключают к отрицательному полюсу (катод), во втором — к положительному (анод).
Сварка. Понятие, сущность процесса






Понятие о свариваемости.
К любым материалам рекомендуемым для изготовления сварных конструкций предъявляются требования свариваемости. Под свариваемостью понимают: технологическое свойство металлов (или их сочетаний) образовывать в процессе сварки соединения отвечающие конструктивным и эксплуатационным требованиям к ним. Свариваемость бывает:
— Хорошая, (без подогрева и термообработки).
— Удовлетворительная, (с подогревом).
— Ограниченная, (требуется подогрев + термообработка после сварки).
Кроме того, свариваемость разделяют на:
Металлургическую (влияние химического состава металла на характер химического взаимодействия элементов в металле шва и околошовной зоне).
Тепловую (влияние на свариваемость металла — термодеформационного цикла сварки).
Конструктивную (в зависимости от взаимного расположения свариваемых деталей возникновение дефектов).
Технологическую (способность металла сварного соединения выдерживать различного рода повреждения (разрушения) весь технологический процесс сварки).
Принципиальную (способность к получению принципиальных (атомных) связей).
Достаточную (относительно основного металла).
Недостаточную (относительно основного металла).
В связи с тем, что свариваемость определяется совокупностью свойств единой методики, однозначно определяющих свариваемость — не существует. Для оценки свариваемости проводят ряд испытаний, каждое из которых характеризует те или иные свойства.
Сварка представляет собой процесс получения неразъемного соединения посредством установления непрерывных межатомных связей между соединяемыми деталями при их нагревании и (или) пластическом деформировании.
Всего существует около 200 способов.
Все существующие способы сварки, можно разделить на две основные группы: сварку давлением (контактная, газопрессовая, трением, холодная, ультразвуком) и сварку плавлением (газовая, термитная, электродуговая, электрошлаковая, электронно-лучевая, лазерная).
Самое широкое распространение получили различные способы электрической сварки плавлением, а ведущее место занимает дуговая сварка, при которой источником теплоты служит электрическая дуга.
Наибольший объём среди других видов сварки занимает ручная дуговая сварка — сварка плавлением штучными электродами, при которой подача электрода и перемещение дуги вдоль свариваемых кромок производится вручную.
Электрическую сварку плавлением в зависимости от характера источников нагрева и расплавления свариваемых кромок можно разделить на следующие основные виды сварки:
1. электрическая дуговая, где источником тепла является электрическая дуга;
2. электрошлаковая, где основным источником теплоты является расплавленный шлак, через
который протекает электрический ток;
3. электронно-лучевая, при которой нагрев и расплавление кромок соединяемых деталей производят направленным потоком электронов, излучаемых раскалённым катодом;
4. лазерная, при которой нагрев и расплавление кромок соединяемых деталей производят направленным сфокусированным мощным световым лучом микрочастиц — фотонов.
При электрической дуговой сварке основная часть теплоты, необходимая для нагрева у плавления металла, получается за счет дугового разряда, возникающего между свариваемым металлом и электродом. Под действием теплоты дуги кромки свариваемых деталей и тори плавящегося электрода расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания дугового разряда, получаете; от источников питания дуги постоянного или переменного тока. Классификация дуговой сварю производится в зависимости от степени механизации процесса сварки, рода тока и полярности типа дуги, свойств электрода, вида защиты зоны сварки от атмосферного воздуха и др.

По степени механизации различают ручную, полуавтоматическую и автоматическую сварку. Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определенной длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращения процесса сварки.
По роду защиты зоны сварки от окружающего воздуха различают следующие способы сварки: без защиты (голым электродом, электродом со стабилизирующим покрытием), со шлаковой защитой (толстопокрытыми электродами, под флюсом), шлакогазовой (толстопокрытыми электродами), газовой защитой (в среде защитных газов – аргон, азот, углекислый газ и др.), с комбинированной зашитой (газовая среда и покрытие или флюс). Стабилизирующие покрытия представляют co6oй материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки. Защитные покрытия представляют собой механическую смесь различных материалов предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва.
Наибольшее применение имеют средне — и толстопокрытые электроды, предназначенные для ручной дуговой сварки и наплавки, изготовляемые в специальных цехах или на заводах.
Применяются также магнитные покрытия, которые наносятся на проволоку в процесс сварки за счёт электромагнитных сил, возникающих между находящейся под током электродной проволокой и ферромагнитным порошком, находящемся в бункере, через который проходи электродная проволока при полуавтоматической или автоматической сварке. Иногда это ещё сопровождается дополнительной подачей защитного газа.
При ручной сварке указанные операции, необходимые для образования шва, выполняются рабочим-сварщиком вручную без применения механизмов.
При полуавтоматической сварке плавящимся электродом механизируются операции п подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются вручную.
При автоматической сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва. Автоматическая сварка плавящимся электродом ведётся сварочной проволокой диаметром 1-6 мм, при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
