Порошковая окраска что это такое?
Способы порошковой окраски металла
Порошковая покраска металла – современный метод окрашивания и защиты поверхностей. Жидкое покрытие с частицами порошка наносится на окрашиваемую деталь. Частицы удерживаются на поверхности силой электростатического притяжения. При высокой температуре частицы мелкодисперсного порошка расплавляются и полимеризуются, образуя единое качественное покрытие.
Характеристика и сферы применения порошкового окраса
Порошковая краска – жидкий состав на базе полимерных смол с отвердителями и модификаторами текучести. Для цвета добавлены пигменты. Температура обработки в камере 200–250 градусов. Технология порошковой покраски применяется для изделий, способных выдержать без деформации температуру, при которой происходит запекание покрытия.
Наибольшее распространение технология получила:

- в промышленном производстве металлических изделий;
- в металлургии;
- в производстве строительных материалов.
Стекло, керамика, МДФ также окрашиваются по этому методу.
Порошковой краской покрывают широкий сегмент товаров и конструкций, в том числе:
- мебель, бытовую технику;
- медицинские инструменты, оборудование;
- спортивный инвентарь;
- листовой металл, алюминиевые профили.
Основные преимущества и недостатки порошковой покраски
Порошковая покраска хорошо защищает поверхность. Краска ложится плотным слоем, толщиной 35–250 мкм, количество пор меньше. Один слой заменяет 2–3 слоя обычной краски. Ровная прочная плёнка покрытия не царапается, не повреждается при транспортировке.
Технология производства работ позволяет собирать распылённую в воздухе краску для повторного использования. Потери красящего состава сведены к минимуму, составляют 1–4% общей массы. Процесс покраски металла несложный, нетрудоемкий, не требует большого количества работников. Эти факторы удешевляют стоимость нанесения на квадратный метр конструкции.
Коррозия металла, окрашенного таким способом, исключена. Металлические изделия не выцветают под солнечным светом, цвет, качество покрытия не меняется в любых погодных условиях. Разнообразная палитра имеет множество оттенков, воспроизводит сложные фактуры бронзы, гранита, серебра. Блеск варьируется от матового до глянца.
Порошковая краска поставляется производителем уже готовой к работе, растворитель не применяется. Детали под порошковую окраску не грунтуют.
К недостаткам порошковой покраски относятся:

- состав не колеруется, выбор идёт из готовой палитры оттенков;
- невозможность нанесения вручную, только в цеховых условиях на специальном оборудовании;
- при дефекте в покраске металла исправить отдельный участок невозможно, деталь перекрашивается целиком;
- материал металлической детали должен выдерживать 200–250 градусов, что не всегда возможно;
- габариты деталей зависят от габаритов камеры полимеризации.
Разновидность порошковой окраски
Покраска металла проходит в три стадии. По подготовленной поверхности наносится порошковая краска. После напыления красящего состава деталь отправляют в печь для полимеризации.
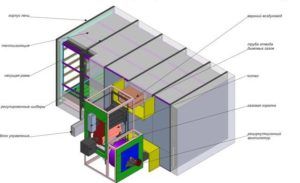
Для нанесения покраски необходимо следующее оборудование:
- Камера нанесения. Оборудована отсосами воздуха для сбора краски, возвращения её или утилизации.
- Пневматический пистолет-распылитель. Вместе с питателем образует инструмент для нанесения порошковой покраски.
- Питатель.
- Камера полимеризации. Создаёт достаточную для завершения процесса температуру.
Установка, состоящая из пистолета-распылителя и питателя, создаёт смесь красящего вещества с воздухом, образовывает факел, придаёт электрический заряд частицам краски. Форма факела зависит от установленного сопла пистолета. Заряженные частицы, оседая на обрабатываемой заготовке, удерживаются силой электрического притяжения.
Существующие способы наложения
Способы наложения по типу получения частицами заряда называются электростатическим и трибостатическим.

Электростатическим методом заряд сообщается коронирующим электродом под высоким, 20–100 тыс. В, напряжением. Электростатические установки более мощные, производительные. При снижении напряжения электрода увеличивается скорость воздушной струи.
Трибостатический эффект достигается трением частиц друг об друга и материал корпуса пистолета. Корпус пистолета для повышения трения изготавливают из фторопласта.
Трибостатические установки дешевле, производительность работы агрегатов меньше, чем у электростатических. Процент оседания частиц на детали ниже. Не все краски по металлу рассчитаны на зарядку трением, нужно выбирать специальные или использовать адаптирующие добавки. Детали пистолета изнашиваются и требуют замены. Трибостатическим способом удобнее обрабатывать детали сложной формы, пазы, углубления. Электростатический метод в таких условиях не эффективен, оставляет непрокрасы.
По составу смол смеси разделяют на три категории:
- эпоксидные краски;
- эпоксидно-полиэфирные составы;
- полиэфирные краски.
Эпоксидные порошковые покрытия
Эпоксидные краски по металлу прочные, стойкие к химическим веществам, маслу топливу. Грунтовка под них не требуется, сами могут быть грунтовочным слоем перед нанесением жидких порошковых окрасок. Толщина наносимого слоя до 500 мкм.
Эпоксидная краска не проводит электричество, за изоляционные свойства востребована в электротехнической, радиотехнической промышленности при окраске металла, требующей повышенных антикоррозионных свойств. Чёрные металлы, оцинкованная сталь фосфатируется, алюминий и алюминиевые сплавы хроматируются. Формируется ударопрочное покрытие с хорошей адгезией.

Эпоксидно-полиэфирные порошковые краски
Эпоксидно-полиэфирные покрытия более декоративны. На их основе можно получать сложные фактуры под тисненую кожу, эффекты состаренной поверхности, широкую палитру оттенков металлика с разной степенью блеска. Недостатком эпоксидно-полиэфирного покрытия является сниженная стойкость покраски к атмосферным явлениям и слабое противостояние процессам коррозии металла.

Полиэфирные порошковые краски
Полиэфирные порошковые краски – атмосферостойкие, механически прочные, стойкие к истиранию покрытия. Высокая адгезия полиэфирных составов позволяет наносить покрытие на все виды металлов, включая лёгкие сплавы. Хорошо изолируют электричество. Вступая в реакцию со щёлочью, слой покраски разрушается.
Особенности технологии нанесения порошковой краски и полимеризация
Нанесение порошковой краски проходит в три этапа:
- Подготовка поверхности. Включает в себя удаление загрязнений и нанесение дополнительных конверсионных покрытий для повышения защитных свойств и долговечности.
- Нанесение покраски в покрасочной камере с использованием установки.
- Полимеризация в печи при высокой температуре.
Химическое обезжиривание металла под покраску является обязательным. Остатки масла, химикатов или капли влаги могут вызвать пятна с изменением цвета, проколы, раковины. Заготовка осматривается на предмет наличия острых кромок, заусенцев, наплывов от сварных швов и пайки металла.
Необходимо очистить поверхность от ржавчины и пыли. Придание дополнительных свойств фосфатированием поверхности, хроматированием или пассивированием зависит от требований к покрытию.
Камера для нанесения оборудуется системой рекуперации, возвращающей микрочастицы в питатель.
Температура отвердения каждого вида краски указывается производителем в сопроводительных документах и, как правило, составляет 180–200 градусов. Под температурой полимеризации понимают температуру поверхности заготовки, а не температуру рабочего режима печи.
Отвердение покраски в полимеризационной камере рекомендовано проводить при сниженных температурах и длительных сроках. Это позволит увеличить твёрдость и избежать таких дефектов покрытия, как шагрень и потёки.
Массивные металлические изделия рекомендовано прогревать заранее, чтобы срока нахождения детали в печи хватило для окончательного отвердения. Не допускается наличие пыли в помещении. Транспортировать металлическое изделие с неостывшей покраской запрещено.
Видео по теме: Порошковая покраска металла
Порошковая окраска
Впервые метод промышленного напыления полимерных порошков на металлические поверхности был разработан в 50х годах ХХ столетия в Германии. Порошковая окраска – это процесс напыления мелкодисперсных частиц сухой электрически заряженной краски на поверхность, имеющую противоположный заряд. Защитное монолитное покрытие формируется при температурном воздействии в специальных камерах полимеризации. Порошок расплавляется, смачивая поверхность, полимеризуется, накрепко соединяется с ней, образуя прочную полимерную пленку. На данный момент выпускаются разнообразные модели оборудования, на которых производится порошковая покраска металла. Разработаны и успешно используются множество разновидностей порошковой краски, имеющие особые эксплуатационные и технические характеристики.
Области окрашивания полимерными составами
Порошковая краска активно используется во многих областях производства, где необходима надежная защита металлических деталей от коррозии, химических, биологических и механических повреждений. Перечень отраслей, где необходима полимерная окраска изделий, постоянно расширяется. Это и сельскохозяйственное машиностроение, химическое приборостроение, строительство и производство стройматериалов, автомобилестроение.
Современные компактные устройства для напыления и полимеризации порошковой краски позволили многим фирмам оказывать услугу окрашивания. Сейчас камерами напыления оборудованы многие СТО и производства по выпуску продукции из металла. Цена услуг покраски довольно ощутима, но преимущества, которые получает клиент, весьма значительны.
Какие металлические изделия подлежат порошковой окраске
Номенклатура готовой продукции, деталей и комплектующих, которые нуждаются в полимерном покрытии, весьма широка, при этом следует учитывать и декоративные преимущества которые дает покраска:
- Металлические строительные конструкции: профиля, трубы, фасадный сайдинг и т.п.;
- Кровельные материалы – металлочерепица и профнастил;
- Медицинская техника и специализированная металлическая мебель для медучреждений;
- Детали и корпуса спортивного инвентаря, контактирующие с агрессивной средой;
- Корпуса автомобилей, мотоциклов, велосипедов и т.п.;
- Мебельная фурнитура.
Разновидности и свойства порошковых красок
Порошковая краска – это мелкодисперсная смесь твердых веществ, имеющая состав:
- Полимерная смола, образующая пленку;
- Отвердитель;
- Пигментные наполнители;
- Модификаторы.
Производятся два типа порошковой краски, которые различаются по способу образования защитного слоя: термореактивный и термопластичный.
Покраска термореактивным составом формирует пленочное защитно-декоративное покрытие на металлической поверхности в результате химической реакции полимеризации возникающей в процессе нагрева изделия в печи. Такой материал не плавится и не коррозирует под воздействием основных бытовых и промышленных растворителей, кислот и щелочей. К этому типу причисляют лакокрасочные материалы на основе акрилатов, полиуретановых, эпоксидных и полиэфирных смол. Покрытие характеризуется значительной прочностью и твердостью внешнего слоя, высоким сопротивлением механическим, химическим и биологическим воздействиям. Из-за довольно высокой цены применяется в химической промышленности, производстве стройматериалов, машиностроении:
- Эпоксидные краски – значительная механическая и химическая стойкость, высокая адгезия с поверхностью. Под воздействием высокой температуры желтеют, при интенсивном влиянии ультрафиолетового излучения разрушается верхний слой.
- Эпоксидно-полиэфирные смеси – двухкомпонентные краски, более стойки к нагреву, со временем не желтеют. Широко используются в покраске радиаторных батарей.
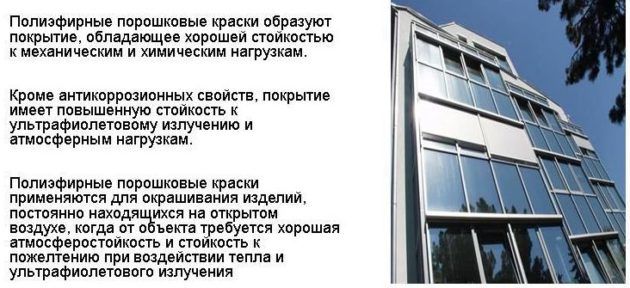
- Полиэфирные составы – используются для окрашивания изделий, постоянно находящихся вне помещения. Имеют высокую устойчивость к УФ-излучению, не образуют «мелового» налета.
- Полиуретановые краски – кроме антикоррозионных свойств защищают изделие от абразивного износа в местах, подверженных трению. Обработанная поверхность может иметь как стойкий блеск, так и текстуру жатого шелка. Проявляют высокую стойкость к растворителям, минеральным маслам, нефтепродуктам, воде и различным атмосферным проявлениям.
- Акрилатные составы – имеют хорошую устойчивость к щелочам и термальному воздействию. Придают покрытиям устойчивый глянец и насыщенный цвет.


Термопластичная порошковая покраска металла формирует пленочное покрытие за счет расплавления полимера и дальнейшего охлаждения расплава. Цена таких составов несколько ниже. Такие защитные пленки термопластичны и зачастую поддаются воздействию растворителей. Все краски такого типа однокомпонентные, к ним относятся: поливинилбутираль; поливинилхлорид; полиамид; полиэтилен.
- Поливинилбутираль – составы на его основе используются внутри помещения, способны выдерживать солевые растворы воды при комнатной температуре. Имеют высокие параметры износостойкости, являются хорошим диэлектриком.
- Поливинилхлорид и полиамид имеют сходные эксплуатационные показатели. Окрашивание возможно не только внутри, но и снаружи помещения. Имеют высокую устойчивость к растворителям, атмосферным явлениям, истиранию и другим физическим повреждениям. Придают поверхности эстетичный внешний вид.
- Полиэтилен, полипропилен – используются для защиты кабелей, труб, корпусов бытовых приборов и т.п. Имеют значительную стойкость к механическому воздействию, хороший диэлектрик. При длительном воздействии атмосферных явлений могут растрескиваться.
Характеристика состава порошковых красок
Независимо от типа пленкообразующего полимера все порошковые краски имеют следующие ключевые характеристики:
Дисперсия твердых частиц – существует несколько методов окрашивания красящим составом, в зависимости от его выбора варьируется максимальный размер частиц от 5 до 350 микрометров. В порошковых красках ведущих производителей размер частиц находится в диапазоне 20 – 100 микрометров.
Гигроскопичность – мелкодисперсные порошки обладают свойством влагопоглощения. В результате может существенно измениться электростатическое свойство и сыпучесть порошка, что негативно скажешься на качестве услуги покраски.
Сыпучесть – один из основных параметров, влияющих на качество покраски. Чем выше сыпучесть, тем легче и равномернее производится порошковая окраска. Оценку сыпучести производят различными методами, которые оперируют такими показателями как:
- Скорость высыпания смеси;
- Угол ссыпания и обрушения порошка.
Для хороших составов параметр сыпучесть откоса конуса находится в пределах 36°-45°;
Способ и этапы покраски
Основная технология покраски порошковыми полимерами состоит из следующих этапов:
- Подготовка рабочей поверхности;
- Напыление порошка;
- Плавление и полимеризация под воздействием температуры с образованием пленки;
- Охлаждение покрытия.
Однако каждый из этапов может существенно отличаться в зависимости от того какой используется порошок, или какой металл нужно покрасить:
1. Подготовка осуществляется в несколько этапов очистка и обезжиривание. Для предотвращения попадания загрязнений наносят конверсионный состав. Напыление вспомогательной прослойки краски на неорганической основе, для повышения адгезии.
Некоторые технологии используют абразивную очистку поверхности металлической дробью или травление кислотами и едким натром.
2. Грунтовка повышает антикоррозионную сопротивляемость поверхности металла. Обычно наносятся эпоксидные цинкосодержащие порошковые грунты;
3. Покраска – нанесение порошка осуществляется на очищенную, просушенную и охлажденную поверхность в специальной камере напыления, ручным или автоматическим способом. Порошковая масса в питателе приводится во взвешенное состояние (кипящая краска) затем подается в распылитель, который снижает концентрацию порошка и распределяет его по окрашиваемой поверхности. Электрод в установке напыления придает частичкам электрический заряд.
Все эти процессы происходят в камере полимеризации. Существует множество моделей таких устройств, которые существенно отличаются нагревательными элементами, их расположением, системой контроля и т.п. 

Преимущества полимерных порошковых покрытий
Существует несколько критериев, по которым следует оценивать технические, экономические и эксплуатационные показатели порошковых полимерных красок:
1. Экономические преимущества:
a. Небольшое количество отходов, окрашивание поверхности осуществляет 96% распыляемого вещества;
b. Возможность повторного использования непрореагировавшей краски. При условии, что покраска осуществлялась в специальной для этого предназначенной камере;
c. Нет необходимости в приобретении специальных очистителей и растворителей, что существенно удешевляет услуги покраски;
2. Влияние на экологию:
a. В составе отсутствуют вредные, летучие и канцерогенные вещества;
b. Процесс хранения и покраски имеет низкую вероятность возгорания;
c. Значительно снижено выделение неприятных «химических» запахов.
3. По сравнению с традиционными жидкими лакокрасочными изделиями:
a. Эксплуатационные свойства и качество нанесенного покрытия значительно выше;
b. Меньшая пористость слоя значительно снижает гигроскопичность и повышает ударопрочность изделия;
c. Нет необходимости в дополнительной подготовке состава к работе;
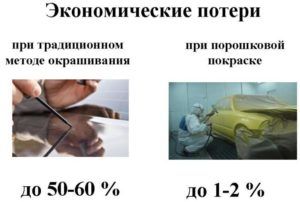
d. Безвозвратные потери порошка составляют 2-5%, потери жидкости при нанесении на ту же поверхность сложной конфигурации могут составить до 45%.
e. Отверждение или химическая полимеризация осуществляется за 30 мин.;
Сроки эксплуатации и уход
Полимерное покрытие не требует особого ухода. Достаточно соблюдать рекомендованный производителем режим эксплуатации изделия. При этом срок использования может составлять 10 лет и более в зависимости от интенсивности применения.
Компания «Евро-Декор» имеет опыт работы с компаниями, которые предоставляют качественные услуги по покраске с использованием порошковых полимерных составов в Москве и по всей России.
Принципы порошковой окраски металлических изделий
Использование красок на основе порошка началось с 60-х годов прошлого столетия. Они получили большую популярность за короткий промежуток времени благодаря привлекательному виду, эксплуатационным характеристикам. После порошковой окраски металлические изделия становятся более качественными.
 Покрытие металла порошковой краской
Покрытие металла порошковой краской
Суть и особенности метода
В процессе напыления мелкие элементы краски заряжаются при трении или от внешнего источника подачи электричества. Благодаря электрическому полю частицы притягиваются к окрашиваемой поверхности. Осуществляется это благодаря отрицательному заряду изделия.
Частички, которые не осели на металл, улавливаются специальным механизмом покрасочной камеры и могут использоваться повторно. Когда деталь будет полностью покрыта красящим составом, ее помещают в нагретую камеру для запекания.
Процесс застывания краски состоит из трех этапов. Частицы порошка расплавляются, переходят в вязкотекучее состояние. Из расплавленной массы образуется монолитный слой. Последний этап — покрытие металлические поверхностей полимером. После его остывания получаются гладкие поверхности.
Сферы применения
Области применения технологии порошковой покраски:
- обработка стеклянных панелей, листов МДФ;
- порошковая окраска изделий из металла;
- покраска изделий из натурального, искусственного камня, керамики;
- покрытие алюминия.

Способы нанесения
Существует два способа покраски металлических изделий порошковой краской. Перед выполнением работ нужно изучить особенности каждого из метода.
Электростатический
Впервые краскопульт для нанесения краски электростатическим способом был запатентован в 1941 году (некоторые утверждают, что это произошло с 1941 по 1944 год).
Принцип работы электростатического краскопульта заключается в том, что проходящая через сопло краска касается электрода, на который подается отрицательное напряжение до 10000 вольт.
Трибостатический
Для проведения этого способа используется специальный пистолет, на котором установлен ствол большой длины. На его внутренних поверхностях закреплен абразивный материал. Краска проходит через него и за счет трения заряжается отрицательным зарядом.

Виды красящих составов
- Термопластичные — нанесение декоративного слоя осуществляется при сильном нагреве. В качестве связывающей смолы могут применяться нейлоны, винилы, полиэстеры.
- Термореактивные — декоративное покрытие, образующееся благодаря химической реакции.
Детали, покрашенные термореактивным способом, подходят для жестких условий эксплуатации.
Преимущества и недостатки метода
Достоинства технологии порошковой покраски металла:
- экологичность красящего состава.
- минимальная усадка благодаря отсутствию растворителя;
- большой выбор цветов;
- высокая механическая устойчивость окрашенных поверхностей;
- привлекательный вид.
- Для покраски больших заготовок нужно покупать крупногабаритную печь.
- Невозможно нанести тонкий слой покрытия.
- Порошок плавится только при высокой температуре. Из-за этого технология не подходит для окрашивания пластиковых, деревянных заготовок.

Этапы окрашивания в домашних условиях
Чтобы самостоятельно покрыть металлические поверхности краской на основе порошка, нужно подготовить специализированное оборудование, изучить особенности проведения технологического процесса.
Инструменты и оборудование
Для проведения работ нужно подготовить:
- камеру для покраски (работы нельзя выполнять на открытом воздухе);
- порошковую краску;
- пистолет-распылитель;
- печь для сушки деталей.
Печное оборудование можно собрать самостоятельно.
Подготовка поверхности
Особенности подготовки металлических поверхностей:
- Очистить заготовки от загрязнений, ржавчины, налета.
- Окалины убрать болгаркой, шлифовальной машинкой.
- Легкие загрязнения удалить с помощью кислоты.
После очистки поверхности нужно обезжирить растворителем.
Нанесение состава
Процесс покраски металла:
- Заготовку нужно закрепить в покрасочной камере, нанести сухой порошок распылителем. Инструмент необходимо держать на одинаковом расстоянии от детали со всех сторон.
- Собрать остатки порошка можно специальным приспособлением — рекуператором. Если его нет, можно использовать пылесос циклонного типа.
- Запустить печь. Она должна быть расположена в хорошо проветриваемом помещении.
- Поместить деталь внутрь на 30 минут так, чтобы она лежала на заземленной раме.
Эксплуатировать изделие можно через сутки, когда декоративный слой полностью высохнет.
Рекомендации и техника безопасности
Рекомендации по проведению работ:
- Покраску нужно осуществлять в защитном костюме с маской, респиратором.
- Нельзя включать слишком сильную подачу воздуха при нанесении порошка. Это может привести к ускоренному износу оборудования, перерасходу красящего состава.
- Важно сделать правильное заземление, чтобы краска легла равномерно.
- Нельзя смешивать разные по цвету порошки.
- Хранить порошок нужно в теплом, сухом помещении.
- Нужно точно следовать технологии спекания порошкового вещества. Любое нарушение приведет к появлению визуальных дефектов.
Внутри покрасочной камеры должно быть хорошее освещение. Его можно обеспечить с помощью ламп дневного света. Чтобы покрасить заготовку большого размера, можно использовать красящий пистолет с пропановой горелкой.
Окраска металла порошковой краской — популярная технология нанесения декоративных покрытий. Ее применяют на промышленных предприятиях, в домашних условиях (при наличии покрасочной камеры).
Порошковая окраска металла: технология

- Суть метода
- Виды порошковых красок
- Требуемые материалы и оборудование
- Подготовка поверхности
- Нанесение краски
- Основные этапы окрашивания
Без специального покрытия железо быстро теряет первоначальный вид и ржавеет. Конечно, можно просто покрасить его кистью или пульверизатором. Но самым надежным способом защиты от коррозии является порошковая окраска.
Суть метода
Технология порошковой окраски позволяет получить на металле тончайший слой полимера, выглядящий единым целым с поверхностью. В промышленном производстве железо окрашивают именно этим способом. С помощью него обрабатывают детали механизмов, кованые изделия, мебель, входные двери, предметы бытовой техники.
Вначале металл равномерно покрывают сухими частицами порошка с помощью распылителя, подключенного к источнику напряжения. Они подаются под давлением вместе с потоком воздуха и удерживаются на поверхности за счет электростатического притяжения. Далее в специальных печах под воздействием повышенных температур или химических активаторов краска полимеризуется. В результате образуется тончайшая, но очень прочная пленка.
Окраска порошковой краской металлических изделий позволяет получить покрытие, не боящееся даже значительных перепадов температур и воздействия ультрафиолетовых лучей. Поцарапать или повредить полимерную пленку каким-либо другим способом даже при транспортировке не так-то просто. Да и выглядит она необычайно декоративно.
Виды порошковых красок
Их подразделяют по способам образования пленки на поверхности. Выделяют две основные группы подобных красок:
- термопластичные: покрытие образуется под воздействием высоких температур 150-200°С за счет плавления и дальнейшего затвердевания порошка.
- термореактивные: наносятся с помощью химических акриловых, эпоксидных или полиэфирных реагентов.
В промышленности больше распространен второй способ. Покрытия, нанесенные с помощью термореактивных реагентов, не боятся длительного нагрева и пребывания на солнце. Порошковое окрашивание металлических изделий в домашних условиях чаще производится термопластичным способом.
Требуемые материалы и оборудование
Итак, дадим подробное описание технологии порошковой окраски металла. Для создания на нем прочного слоя напыления понадобятся:
- печь (камера) для полимеризации: ее можно изготовить самому или приобрести в специализированном магазине;
- пистолет-распылитель: так как стоит подобное устройство немало, его можно также собрать из преобразователя, часто используемого в зажигалках для газовых плит, блока питания и обычной пластиковой бутылки;
- естественно, сама краска.
Печи для сушки потребуется подключить к источнику напряжения, равному 25 кВт. В работе она будет выдавать 6 кВт, на разогреве чуть больше – 12 кВт. Для ее изготовления понадобится толстый листовой металл для корпуса, ТЭНы, вентилятор тангенциального типа, в котором воздушные массы будут перемещаться в одном направлении, а также любой негорючий теплоизолятор для обшивки.
Нагревательные элементы располагают параллельно друг другу на противоположных стенках печи. Основная часть вентилятора крепится вне камеры. Его наваривают таким образом, чтобы выход был узким, а вход достаточно широким. В сушильной печи также необходимо сделать отдельную камеру для напыления. Для обработки крупных деталей лучше предусмотреть тележки рельсового типа.
Подготовка поверхности
Этот этап считается самым важным. Технология порошковой покраски металлических изделий подразумевает полную очистку поверхности от ржавчины и загрязнений. При наличии даже мельчайших следов коррозии покрытие просто осыплется. 
Зачищать поверхность следует наждачкой или металлической щеткой до блеска, так, чтобы не осталось не одного, даже мельчайшего ржавого пятнышка. Для удаления значительного слоя коррозии используют травление соляной или серной кислотой. Старый слой краски или чернение также полностью удаляются. Для этого используются специальная смывка.
После полной зачистки металл необходимо обезжирить растворителем. Далее для увеличения адгезии (сцепления с краской) поверхность грунтуют. Последний этап – пассивирование, то есть обработка смесью натрия и нитрата хрома для защиты от коррозии.
Нанесение краски
Процесс довольно прост. Помещаем требуемую деталь в отсек напыления и подключаем краскопульт к источнику питания.
- Сухой порошок наносится с помощью распылителя равномерно. Для этого необходимо держать инструмент на одинаковом расстоянии от поверхности в течение всего времени обработки.
- Сухие частички краски под воздействием электрического напряжения сами прилипнут к поверхности. Если его достаточно, при поднесении бутылки с металлической пробкой ближе 20-30 мм должны появиться мелкие искры.
- Учтите, что смешивать несколько видов порошка для получения нужного оттенка не рекомендуется. Цвет получится неравномерным.
- Сбор остатков порошка в производственных условиях производится с помощью специального оборудования – рекуператора. В домашних условиях можно воспользоваться пылесосом циклонного типа. На пол лучше заранее настелить газеты.

Основные этапы окрашивания
Опишем подробно технологию нанесения порошковой краски на металл:
- Печь следует установить в помещении, имеющем принудительную вытяжку. Все работы проводятся в защитном костюме, марлевой повязке или респираторе и очках.
- Для освещения понадобятся лампы дневного света. Использовать обычные лампочки не следует – мельчайшие частицы порошка будут к ним притягиваться.
- Покрытые сухой краской изделия помещаются на полчаса в печь. Крепить их следует на раме, имеющей заземление.
- Добиться равномерного прогрева разного вида деталей в домашних условиях непросто. Для получения монолитной и прочной полимерной пленки температуру каждый раз придется подбирать опытным путем.
- Для каждого вида краски существуют особые рекомендации, описанные в инструкции производителя, в том числе и точное время полимеризации. Его следует неукоснительно соблюдать.
- Основные сложности возникают при окрашивании деталей разных размеров. Для каждой из них может понадобиться отдельная печь.
- Никакой дополнительной обработки не требуется. После остывания и отверждения в течение суток окраска считается оконченной. Сушка производится обычным способом на открытом воздухе.
- Для окрашивания крупногабаритных изделий можно использовать пистолет с пропановой горелкой. Сухой порошок, проходя через нее, сразу же расплавляется и подается в полужидком состоянии. Сама окрашиваемая деталь при этом не нагревается.
Таким образом, нанесение порошковой краски на металл даже в домашних условиях вполне реально. Подобным методом можно обрабатывать не только железо, но и закаленное стекло, способное выдержать температуру 150-200°С.
Порошковая покраска – что это и как делается?
Порошковая покраска является одним из самых популярных способов нанесения краски. Эта технология использует порошковую краску, которая наносится равномерно на поверхности. Наносится на металл, стекло, дерево, алюминий и другие с использованием электростатического или электрокинетического спрея. Материал с порошковым покрытием имеет гладкую и прочную поверхность.
Технология порошкового покрытия подходит для таких поверхностей как: сталь, алюминий, чугун, стекло, дерево, керамика или МДФ. Порошковое покрытие не подходит для меди, цинка или нержавеющей стали. Эти материалы плохо переносят этап химической обработки.
Порошковая покраска – что это?
Порошковая покраска – это технология, при которой краска распыляется на очищенную и пропитанную поверхность. Для этого используется оборудование – распылитель с электростатическим или электрокинетическим распылением. Перед распылением краски поверхность следует нагреть, чтобы порошок хорошо растворился и прилип к поверхности. По этой причине только те элементы могут быть окрашены порошковой краской, которым не страшна температура около 180-200 градусов по Цельсию. Вы можете применять эту технику, например на:
- листы для кровли,
- мебель из МДФ
- металлические строительные конструкции,
- возвышения,
- автомобильные диски и кузова,
- радиаторы.
Аппликатор порошкового покрытия – электростатический пистолет – работает по принципу создания эффекта прессования частиц краски. Во время распыления очищенная поверхность с положительным зарядом поглощает краску. Она притягивает ее отрицательные частицы при формировании электростатического поля. Электростатическое порошковое покрытие представляет собой односторонний спрей, который хорошо работает на небольших поверхностях.
Для окраски больших элементов и плоскостей лучше подходит электрокинетический спрей, также известный как метод трибо. Эта технология порошкового покрытия использует сжатый воздух. Частицы краски положительно заряжены трением. Они скребутся друг о друга и о внутренние стенки аппликатора порошкового покрытия. В момент удара о поверхность краска постоянно и равномерно прилипает к плоскости. Тем не менее, это сложный метод покраски и должен быть сделан в специальной комнате. Кабина для работы с порошковым покрытием должна соответствовать определенным стандартам. Например, должна быть изготовлена из материалов, не проводящих электричество. Условия, преобладающие в ней, определяют конечный результат окраски.
Оборудование для нанесения порошкового покрытия – пистолет и печь
Оборудование для порошковой покраски – это, прежде всего, аппликатор краски – пистолет. Автоматические и ручные модели есть в продаже. В дополнение к пистолету также необходима печь для полимеризации краски. Её задача – нагревать окрашиваемую поверхность. Печь такого типа обеспечивает бесперебойное движение воздуха, что позволяет порошку растворяться и обеспечивает гладкую, ровную поверхность краски. Нефтяные и газовые печи являются самыми популярными. Они быстро нагреваются, эффективны и точны.
Краска для порошковой покраски
В дополнение к оборудованию для порошкового покрытия требуется само порошковое покрытие. Оно не содержит растворителей и эффективен. Порошок гораздо экономнее, чем другие эмульсионные краски и устойчив к вредным физическим, химическим и атмосферным факторам. Тип порошковой краски зависит от поверхности, которую вы планируете покрасить. Это и цвет, и текстура (матовая, структурная или сатиновая), а также состав продукта.
Большинство красок для порошковой покраски изготавливаются из эпоксидных или полимерных смол. Первые имеют высокую ударопрочность, но низкое ультрафиолетовое излучение. Другие имеют более высокую стойкость к солнечному излучению. Это делает их пригодными для окраски поверхностей снаружи и внутри здания. Порошковые полимерные краски также используются для окраски, например кузовов автомобилей.
