Порошковая проволока для сварки алюминия
Как варить алюминий полуавтоматом
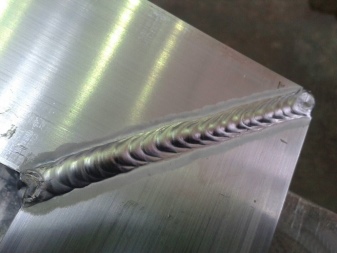
Сварка алюминия полуавтоматом должна выполняться под защитой инертного газа. В основном для этого используют аргон. Иногда к нему добавляется гелий.

Сегодня для сварки металлов применяют различные сварочные аппараты. При их выборе учитывают свойства и поведение металлов во время выполнения сварочных работ. Особый подход требует алюминий и его сплавы. Как и стальные сплавы, этот металл широко используется во многих сферах, поэтому вопрос соединения алюминиевых конструкций и отдельных изделий из него совсем не праздный. Чаще других для этих целей применяется сварка алюминия полуавтоматом.
Особые свойства алюминия
Широкое использование алюминия объясняется его небольшим удельным весом, достаточно стабильной прочностью и коррозионной устойчивостью. Но его поведение при тепловой обработке создает сложности при соединении алюминиевых конструкций и деталей с помощью сварки. Это объясняется спецификой физико-химических свойств алюминия:
- он не изменяет свой цвет при сильном нагревании, поэтому трудно понять по цвету о степени прогрева металла;
- имеет широкий температурный диапазон плавления в отличие от стальных сплавов и начинает плавиться при низком температурном пороге, теряя при этом свою прочность;
- не проявляет склонности к намагничиванию;
- обладает высокой теплопроводностью (в среднем в 5 раз больше, чем стальные сплавы), поэтому при нагреве зоны соединения тепло интенсивно распространяется по всей свариваемой детали. Чтобы его не терять, перед проведением сварочных работ, особенно больших алюминиевых изделий, предварительно проводят их нагрев;
Из-за активного взаимодействия алюминия с кислородом воздуха на его поверхности образуется окисная пленка. При достижении определенной толщины она затем начинает служить защитой алюминия от дальнейшего окисления. В то же время, окисная пленка создает сложности при сварке, т. к. плавится при температуре 2050-2200 о С, в отличие от самого металла, имеющего точку плавления в районе 660 о С.
Задачи сварщика при работе с алюминием
- избавиться от окисной пленки в месте шва: пробить ее электрическим импульсом или провести механическую очистку поверхности с помощью металлической щетки или путем химического травления. Для пробивания пленки используют специальный импульсный режим работы оборудования;
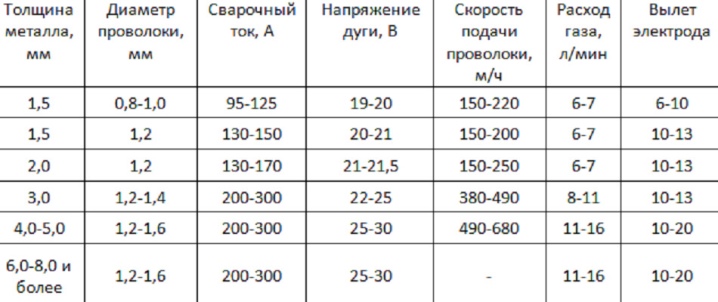
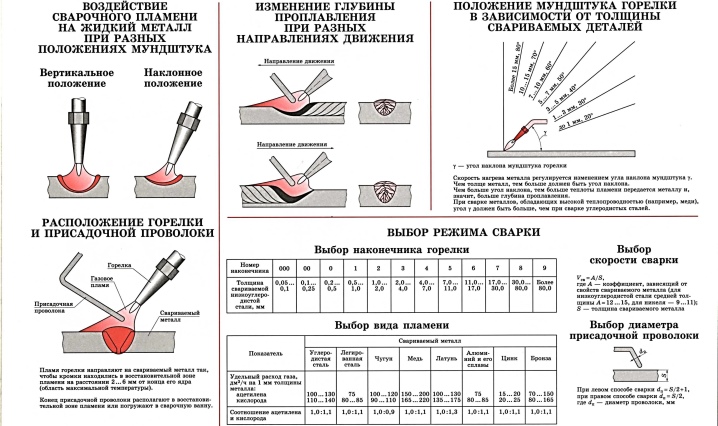
- при выборе режима сварки не допустить прожогов металла из-за повышенной теплопроводности и низкого порога плавления алюминия, приводящего к быстрой потере прочности при нагревании. Для этого он должен обеспечить нужную температуру процесса и дугу от 12 до 15 мм длиной, выбрать правильные электроды и размер присадочной проволоки, подходящий для толщины соединяемых алюминиевых деталей и сопла горелки;
- учитывать склонность алюминия к значительной линейной усадке (почти вдвое больше, чем у сталей) при быстром остывании после нагрева, т. к. это ведет к созданию внутреннего напряжения с образованием деформационных трещин или кратеров в области шва. Для предотвращения этого начинать сварочный процесс нужно при большом сварочном токе, чтобы пробить оксидную пленку, а заканчивать — постепенно снижая его к концу процесса, это смягчит резкую смену температуры и не даст образоваться кратеру.
Технологические особенности сварки
Разбавление аргона углекислым газом при сварке алюминия, как это делают при соединении стальных конструкций аргонодуговым способом, недопустимо.
Допускается выполнение сварного шва полуавтоматом без применения нейтрального газа при условии использования порошковой расходной проволоки. При нагреве она начинает распылять железосодержащий порошок, который образует облако и служит диэлектриком, выполняющим защитную роль также, как инертный газ.
Использование порошковой проволоки в качестве защитного флюса при сварке алюминия стоит применять только в исключительных случаях, т. к. при таком методе сварной шов не будет отличаться высоким качеством.
Задачи, которые стоят перед сварщиком при работе с алюминием, успешно можно решить с помощью сварочного полуавтомата с использованием TIG и MIG технологий.
При TIG технологии используются неплавящиеся электроды на основе вольфрама и присадочная проволока, автоматически заполняющая стык между деталями. При использовании этой технологии необходимо наличие в полуавтоматическом устройстве режима переменного тока, а также высокочастотного розжига дуги.
В этом случае окисная пленка пробивается путем «катодного» распыления ее поверхности в моменты тока с обратной полярностью.
При MIG методе в качестве присадки используют сами электроды, т. к. они являются плавящимися. Такой электрод равномерно подается в сварную зону с помощью устройства автоматической подачи проволоки.
Сварка алюминиевых сплавов полуавтоматическим аппаратом MIG способом проводится с использованием постоянного тока, имеющего обратный характер полярности. Рассмотрим его подробно.
Сварка постоянным током обратной полярности

При ее проведении сварочная дуга окружена парами металлического расплава электродной проволоки. Капли жидкого алюминия при постоянной подаче проволоки в виде ионов притягиваются «катодной» поверхностью сварной ванны. При этом происходит их нейтрализация с образованием дополнительного тепла.
В результате такого процесса поверхностная оксидная пленка разрушается. Если окисный слой значительный, то перед проведением сварки его нужно удалить с помощью механической чистки или травлением.
Плавящийся электродный металл заполняет каплями область между стыками деталей, образуя при застывании прочный шов.
Как использовать полуавтомат при сварке алюминия
- Подача мягкой алюминиевой проволоки осуществляется специальным прижимным механизмом, который вращается с помощью четырех роликов, имеющих U–форму поверхностной канавки. Для обеспечения стабильной подачи проволоки необходимо отрегулировать давление на прижимной вращающийся механизм. Это поможет избежать зажимания проволочного алюминия во время проведения сварки.
- Расплавление присадочной проволоки происходит способом струйного переноса. Такой режим может быть обеспечен применением переменного тока в 270 ампер или импульсного тока в 100 ампер. Поэтому сварочный аппарат должен иметь возможность настроек таких режимов с помощью блока генерации, т. е. представлять инверторный тип аппарата.
- Аппарат при сварке алюминия должен работать в режиме обратной полярности сварного тока, когда «–» подается на клемму, закрепленную на детали, а электрод подсоединяется к «+». Это обеспечивает создание наивысшей температуры в сварной области.
- Т. к. алюминиевые сплавы при нагревании расширяются больше, чем стальные, то при их сварке для полуавтоматической подачи проволоки в горелках должны использоваться контактные наконечники с диаметром отверстия заведомо с припуском на величину расширения, при этом должен соблюдаться хороший контакт для поддержания электрической искры.
- Для меньшего контактного трения при прохождении проволоки внутри горелки нужно использовать специальный кабельный канал, рассчитанный на алюминий. Обычно он изготавливается из тефлонового материала или на основе графита.
- Важным для успешного выполнения сварного шва является подбор подходящего диаметра сварной проволоки из алюминия. Т. к. этот металл является мягким, то использование тонкой проволоки до 8 мм в диаметре затруднительно ввиду сложности ее прохождения через горелку (она может запутываться с образованием петель и изгибов). Выходом является использование горелок с небольшим размером длины или применения дополнительного приспособления подачи проволоки внутри корпуса горелки.
При использовании толстой проволоки (от 1,2 до 1,6 мм в диаметре) нужно применять высокий сварной ток.
Плюсы и минусы сварки алюминия полуавтоматом
Плюсы полуавтомата:
- Такое устройство аппарата позволяет использовать его в широком диапазоне с разными настройками, помогающими выбрать нужный режим проведения сварочного процесса.
- Контроль дуги можно проводить при любом положении горелки.
- Можно проводить сварку деталей любого размера. При необходимости соединения конструкций больших размеров проводить работу можно без использования защитного аргона.
- Аппарат обеспечивает высокую точность сварного шва.
- Обеспечивается экономный расход расходных материалов и электроэнергии с большой эффективностью.
- Аппараты полуавтоматического типа могут иметь небольшой вес и размеры, а также мобильность, позволяющую устанавливать их в нужном месте.
- Имеют высокий КПД, достигающий 95%.
- Основным недостатком полуавтомата инверторного типа является его высокая стоимость по сравнению с трансформаторными устройствами.
- Такие аппараты боятся пыли, которой в производственных условиях или на стройке достаточно. Поэтому, в отличие от других устройств, они нуждаются в регулярной чистке с продувкой инвертора.
- Электронные схемы управления регулировкой плохо реагируют на минусовые температуры, а перепады температур могут вызвать конденсат и вывести из строя систему.
Ознакомившись с процессом сварки алюминия с помощью полуавтоматического аппарата и его тонкостями, вы можете самостоятельно приступать к работе. Соблюдение всех рекомендаций статьи и правильного проведения технологического процесса позволит добиться качественного надежного соединения изделия из алюминия.
Алюминиевая проволока Сварочная порошковая в Москве
Стоимость товарной позиции зависит от её качества, способа и технической сложности производства, метода обработки, веса и размера.
Также, на стоимость товара напрямую влияет закупочный объем, благодаря которому даже небольшой опт обходится значительно дешевле, чем розница.
- проволока алюминиевая гост 14838 78
- АТ 3.5 мм
Алюминиевая проволока Сварочная порошковая цена от поставщика в Москве
Справочная информация:
- Условия приобретения, описание товара
- Условия доставки
- Контакты в Москве

Условия приобретения, описание товара.
Клиентам компании НПК «Специальная металлургия» возможно приобрести товар от поставщика в Москве по следующим условиям:
- Покупка партии оптом, либо в розницу;
- Приобрести товар в рассрочку;
- Оплата по безналичному счёту, либо при помощи наличных средств;
- Купить по предоплате.
Многолетний опыт работы с металлопрокатом (мы на рынке металлоизделий с 2015 года), собственные производственные комплексы, отлаженный отдел продаж и логистики позволяют нам дать нашему клиенту качественный товар по выгодной цене.
Сварочная порошковая алюминиевая проволока
Содержание:
- Описание
- Применение
Описание
Сварочная порошковая алюминиевая проволока – это проволочное изделие, изготавливающееся из алюминия. По своему внешнему виду изделие напоминает металлическую нить светлого оттенка цвета. Для конкретного продукта характерна гибкость и способность принимать необходимую форму, при этом сохраняя целостность структуры. Продукция поставляется в катушках, мотках, бухтах разного веса. Измеряется изделие в миллиметрах (мм).
В роли сырьевого материала используется металл алюминий. Он является очень востребованным сырьём. Для него свойственны характерные отличительные особенности, которыми так же обладает изготавливаемая из него продукция. К ним относятся:
- Пластичность;
- Низкий удельный вес;
- Защита от коррозии.
Маркой, применяемой для создания этого метиза, является E71T-GS. Эти три параметра являются самыми важными для изделий данной разновидности. У нас вы сможете купить флюсовую проволоку алюминиевую, изготавливаемую по ГОСТ. Мы тщательно следим за производственным процессом. Главной целью для нас является то, чтобы наши клиенты могли приобретать качественный продукт без наценок и переплат.
Производится изделие путём электролитического или термального восстановления из порошкового сырья. Это осуществляется при помощи специальных печей, в которые помещаются формы с материалами. Весь производственный процесс регламентируется ГОСТ, а технические аспекты соответствуют ТУ.
Применение
Такой продукт пользуется большим спросом. В наше время строительная отрасль постоянно растёт и развивается, а поэтому и растёт количество строящихся объектов. Алюминиевая сварочная проволока переназначается для осуществления соединения металлических объектов путём сваривания их. Уникальные физико-химические свойства продукта позволяют не ограничивать себя в выборе способа сваривания, что позволяет использовать изделие в широком спектре. Он подойдёт для аргонодуговой сварки, полуавтоматической сварки и дуговой, сварки под флюсом. Цена сварочной порошковой алюминиевой проволоки носит договорных характер, поэтому мы сможем подобрать оптимальный вариант для вас.
Метиз подойдёт для стройки, для осуществления ремонтных работ, создания крепких соединительных швов, изготовления металлопродукции и многого другого. Уточняйте наличие и актуальность цен или получите бесплатную консультацию по товарам у наших специалистов.

Условия доставки в Москве
Доставка приобретенной продукции возможна тремя способами:

Контакты в Москве
Для вашего удобства, связаться с нами можно несколькими способами:
- Удобные формы заказа на нашем сайте. (К примеру, нажав на кнопку «онлайн заявка» в самом верху сайта, или же написав в онлайн-чат и пообщаться со специалистом отдела продаж здесь и сейчас);
- Отправить заявку на электронную почту: [email protected]
- Позвонить по телефону: +7(495)120-13-92 , отдел продаж работает с 9:00 до 18:00;
- Обратиться на горячую линию по любому интересующему вас вопросу: 8-800-500-17-53. Бесплатный звонок по всей России.
- Порадовать нас своим личным визитом по адресу: 115280, г.Москва, ул. Ленинская Слобода, д. 26, строение 5, офис 5203.
Также рекомендуем ознакомиться со следующими разделами нашего сайта: география поставок и рекомендации от наших партнеров.
Алюминиевая сварочная проволока
Алюминиевая сварочная проволока, применяемая для полуавтоматической сварки ответственных конструкций из Al — Mg сплавов, содержащих > 3% Mg, таких как AlMg3, AlMg4, AlMg5, AlMg6, с аналогичными.
Сварочная алюминиевая проволока широко применяемая для аргоновой и полуавтоматической сварки.
Сварочная алюминиевая проволока широко применяемая для аргоновой и полуавтоматической сварки.
Сварочная алюминиевая проволока широко применяемая для аргоновой и полуавтоматической сварки.
Проволока для алюминия ∅ 1,0 мм, 0,45 кг
Сварочная алюминиевая проволока широко применяемая для аргоновой и полуавтоматической сварки.
Сварочная проволока применяется для полуавтоматической сварки литейных Аl — Si; Аl — Si — Mg сплавов типа АД31, АДЗЗ, АД35 (блоки ДВС, опорные плиты, рамы и т.
Сварочная алюминиевая проволока широко применяемая для аргоновой и полуавтоматической сварки.
Сварочная алюминиевая проволока широко применяемая для аргоновой и полуавтоматической сварки.
Основное применение сварочной проволоки из сплава ALMg5Mn — cварка и наплавка деталей из алюминиевых бронз. Возможна также наплавка медных и латунных деталей. Хорошие антифрикционные свойства позволяют использовать его для наплавки износостойких и коррозионностойких покрытий на низкоуглеродистые и низколегированные стали, а также никелевые сплавы.
Сварочная алюминиевая проволока широко применяемая для аргоновой и полуавтоматической сварки.
Алюминиевая сварочная проволока, применяемая для полуавтоматической сварки ответственных конструкций из Al — Mg сплавов, содержащих > 3% Mg, таких как AlMg3, AlMg4, AlMg5, AlMg6, с аналогичными.
Алюминиевая сварочная проволока, применяемая для полуавтоматической сварки профилей и металлоконструкций из Al — Mg сплавов, содержащих > 3% Mg, таких как AlMg3, AlMg4, AlMg5, AlMg6, с аналогичными.
Алюминиевая проволока широко применяемая для сварки профилей и металлоконструкций из AlMg сплавов, содержащих не менее 3% Mg, таких, как АМг3, АМг4, АМг5, АМг6 с аналогичными.
Сварочная алюминиевая проволока широко применяемая для аргоновой и полуавтоматической сварки.
Сварочная алюминиевая проволока широко применяемая для аргоновой и полуавтоматической сварки.
Сварочная алюминиевая проволока широко применяемая для аргоновой и полуавтоматической сварки.
Алюминиевая сварочная проволока, применяемая для полуавтоматической сварки профилей и металлоконструкций из Al — Mg сплавов, содержащих > 3% Mg, таких как AlMg3, AlMg4, AlMg5, AlMg6, с аналогичными.
Сварочная алюминиевая проволока широко применяемая для аргоновой и полуавтоматической сварки.
Проволока сплошная алюминиевая.
Сварочная проволока применяется для полуавтоматической сварки профилей и металлоконструкций из Аl — Мg сплавов, содержащих > 3% Мg, таких, как АlМg3, АlМg 4, АlМg 5, АlМg 6 с аналогичными материалами.
Проволока для алюминия ∅ 0,8 мм, 0,45 кг
Сварочная проволока применяется для полуавтоматической сварки профилей и металлоконструкций из Аl — Мg сплавов, содержащих > 3% Мg, таких, как АlМg3, АlМg 4, АlМg 5, АlМg 6 с аналогичными материалами.
Проволока сплошная алюминиевая.
Алюминиевая проволока, широко применяемая для сварки и пайки литейных AlSi, AlSiMg сплавов типа АД31, АД33, АД35 (блоки ДВС, опорные плиты, рамы и т.
Сварочная проволока применяется для полуавтоматической сварки профилей и металлоконструкций из Аl — Мg сплавов, содержащих > 3% Мg, таких, как АlМg3, АlМg 4, АlМg 5, АlМg 6 с аналогичными материалами.
Сварочная алюминиевая проволока широко применяемая для аргоновой и полуавтоматической сварки.
Основное применение сварочной проволоки из сплава ALMg2,7Mn — cварка и наплавка деталей из алюминиевых бронз. Возможна также наплавка медных и латунных деталей. Хорошие антифрикционные свойства позволяют использовать его для наплавки износостойких и коррозионностойких покрытий на низкоуглеродистые и низколегированные стали, а также никелевые сплавы.
Алюминиевая сварочная проволока, широко применяемая для полуавтоматической сварки литейных Al — Si; Al — Si — Mg сплавов типа АД31, АД33, АД35 (блоки ДВС, опорные плиты, рамы и т.
Алюминиевая сварочная проволока, применяемая для полуавтоматической сварки профилей и металлоконструкций из Al — Mg сплавов, содержащих > 3% Mg, таких как AlMg3, AlMg4, AlMg5, AlMg6, с аналогичными.
Алюминиевая сварочная проволока, применяемая для полуавтоматической сварки профилей и металлоконструкций из Al — Mg сплавов, содержащих > 3% Mg, таких как AlMg3, AlMg4, AlMg5, AlMg6, с аналогичными.
Сварочная алюминиевая проволока широко применяемая для аргоновой и полуавтоматической сварки.
Проволока сплошная алюминиевая.
Сварочная алюминиевая проволока широко применяемая для аргоновой и полуавтоматической сварки.
Алюминиевая сварочная проволока, применяемая для полуавтоматической сварки ответственных конструкций из Al — Mg сплавов, содержащих > 3% Mg, таких как AlMg3, AlMg4, AlMg5, AlMg6, с аналогичными.
Проволока сплошная алюминиевая.
Алюминиевая проволока, широко применяемая для сварки и пайки литейных AlSi, AlSiMg сплавов типа АД31, АД33, АД35 (блоки ДВС, опорные плиты, рамы и т.
OK Autrod 4047 была разработана как твердый припой, чтобы воспользоваться преимуществами ее низкой температуры плавления и узким диапазоном застывания.
Проволока сплошная алюминиевая.
Проволока сплошная алюминиевая.
Сварочная алюминиевая проволока широко применяемая для аргоновой и полуавтоматической сварки.
Сварочная алюминиевая проволока широко применяемая для аргоновой и полуавтоматической сварки.
Основное применение сварочной проволоки из сплава AlSi5 — cварка и наплавка деталей из алюминиевых бронз. Возможна также наплавка медных и латунных деталей. Хорошие антифрикционные свойства позволяют использовать его для наплавки износостойких и коррозионностойких покрытий на низкоуглеродистые и низколегированные стали, а также никелевые сплавы.
Сплошная алюминиевая проволока с содержанием
Алюминиевая сварочная проволока, широко применяемая для полуавтоматической сварки литейных Al — Si; Al — Si — Mg сплавов типа АД31, АД33, АД35 (блоки ДВС, опорные плиты, рамы и т.
Алюминиевая сварочная проволока, широко применяемая для полуавтоматической сварки литейных Al — Si; Al — Si — Mg сплавов типа АД31, АД33, АД35 (блоки ДВС, опорные плиты, рамы и т.
Проволока сплошная алюминиевая.
Проволока сплошная алюминиевая.
Алюминиевая проволока широко применяемая для сварки AlMg сплавов, содержащих до 5% Mg.
Сварочная проволока применяется для полуавтоматической сварки литейных Аl — Si; Аl — Si — Mg сплавов типа АД31, АДЗЗ, АД35 (блоки ДВС, опорные плиты, рамы и т.
Порошковая проволока с флюсом
Найдено 46 товаров
Категория
- 24
- 48
- 96

Аналоги: Е71TGS; ПП-АН7, ПС-44-А2Г
Материал: порошковая (с флюсом)

Материал: порошковая (с флюсом)

Аналоги: E71T-GS; ПП-АН7, ПС-44-А2Г
Материал: порошковая (с флюсом)

Аналоги: E71T-GS; ПП-АН7, ПС-44-А2Г
Материал: порошковая (с флюсом)

Материал: порошковая (с флюсом)
Вес нетто: 0.45 кг

Аналоги: E71T-GS; ПП-АН7, ПС-44-А2Г
Материал: порошковая (с флюсом)
Вес нетто: 0.9 кг

Материал: порошковая (с флюсом)
Материал: порошковая (с флюсом)

Аналоги: E71T-GS; ПП-АН7, ПС-44-А2Г
Материал: порошковая (с флюсом)

Аналоги: Е71TGS; ПП-АН7, ПС-44-А2Г
Материал: порошковая (с флюсом)
Материал: порошковая (с флюсом)

Материал: порошковая (с флюсом)
Аналоги: E71T-GS; ПП-АН7, ПС-44-А2Г
Материал: порошковая (с флюсом)

Аналоги: E71T-GS; ПП-АН7, ПС-44-А2Г
Материал: порошковая (с флюсом)
Вес нетто: 0.45 кг

Аналоги: E71T-GS; ПП-АН7, ПС-44-А2Г
Материал: порошковая (с флюсом)
Вес нетто: 0.8 кг

Материал: порошковая (с флюсом)

Материал: порошковая (с флюсом)

Аналоги: E71T-GS; ПП-АН7, ПС-44-А2Г
Материал: порошковая (с флюсом)
Вес нетто: 0.9 кг

Материал: порошковая (с флюсом)

Материал: порошковая (с флюсом)

Материал: порошковая (с флюсом)
Вес нетто: 0.8 кг

Аналоги: E71T-GS; ПП-АН7, ПС-44-А2Г
Материал: порошковая (с флюсом)
Вес нетто: 0.9 кг

Материал: порошковая (с флюсом)
Вес нетто: 0.8 кг

Материал: порошковая (с флюсом)
Проволока порошковая представляет собой тонкую металлическую оболочку, внутри которой заключен порошок-наполнитель. Сердечник проволоки состоит из смеси ферросплавов, руд и минерального порошка, которые обеспечивают стабильное ведение процесса сварки. Оболочка проволоки для работы с чугуном и сталью изготавливается из низкоуглеродистой стали, а цветные металлы требуют соответствующего мягкого сплава. Для дуговой сварки под флюсом применяют проволоку, способную поддерживать высокую скорость плавления материала. Для этого в сердечник добавляются микролегирующие компоненты, которые позволяют точно контролировать присутствие кислорода и оптимизируют структуру шва. Порошковая проволока с флюсом в процессе работы отличается минимальными потерями на разбрызгивание, увеличенной глубиной проплавления и отсутствием дыма и излучения от дуги.
Выбор проволоки для сварки алюминия
- Особенности
- Виды
- Как выбрать?
- Нюансы использования
Сварка алюминия – сложный технологический процесс. Металл плохо поддаётся свариванию, ввиду чего выбирать расходные материалы для работы необходимо с особой тщательностью. Из материала данной статьи вы узнаете, как выбрать проволоку для сварки алюминия, какой она бывает, какими особенностями обладает.

Особенности
Проволока для сварки алюминия – присадочная алюминиевая проволока с малым сечением, поставляемая в виде прутков либо в катушках. Её вес измеряется в килограммах, она используется для сварки алюминия, что под силу только опытным сварщикам. Данный расходный материал применяют для сварки на полуавтоматах.
На поверхности алюминия есть тугоплавкая окисная плёнка, которая мешает качественной сварке. Высоколегированная сварочная проволока нуждается во вспомогательной защите.

Ввиду этого используется аргоновая дуговая сварка, уменьшающая негативный эффект, связанный с влиянием среды из-за изоляции.
В ходе сварки приходится следить за присадочным материалом. Во время манипуляций мастера расходнику необходима защита. Поэтому приходится использовать специализированный материал, который автоматически подаётся в зону сварки с одинаковой скоростью. Причём скорость её подачи выше, чем, например, меди.
Алюминий – мягкий металл с низкой температурой плавления. Присадочный материал для его сварки передаёт сварному шву свои характеристики. Чем он прочней, тем прочней сам шов. При этом сварной материал бывает разным, благодаря чему его можно подобрать под конкретный сплав с алюминием (изделия из него обычно имеют разные присадки, повышающие его прочность).

Обычно такая проволока не меняет своих свойств при смене температуры. Она не ржавеет, отличается широким ассортиментом номенклатуры. Благодаря этому можно максимально точно выбрать присадочный материал необходимого диаметра. При этом проволока подходит, как для ручной, так и для автоматической сварки.
Однако у неё есть несколько недостатков. Например, на ней тоже образуется оксидная плёнка, ввиду чего она нуждается в предварительной обработке.

Если этого не делать, это отражается на качестве сварочных швов. Плохо и то, что большой ассортимент усложняет выбор, когда точно не известно, какой материал придётся сваривать.
Свои основные свойства присадочная проволока получает от алюминия. Ввиду большой скорости её плавления, важно следить за точностью регулировки скорости подачи проволоки в рабочую зону сварки. При работе с ней нет потребности в высоких температурах. Причём в ходе работы проволока не меняется в цвете, что может усложнить контроль нагрева. Она не уменьшает электропроводность алюминия.


Сварочная проволока имеет диаметр в диапазоне от 0,8 до 12,5 мм. Помимо катушек, её продают в форме бухт и пучков. Зачастую её пакуют в герметичные мешки из полиэтилена вместе с силикагелем. Диаметр тянутой разновидности не превышает 4 мм. Прессованная варьируется в пределах 4,5-12,5 мм.
Химические свойства проволоки для сварки алюминиевых сталей полуавтоматом без газа определяются её составом. Исходя из этого можно выделить несколько типов расходного сварочного материала. При этом маркировка указывает на содержание в составе проволоки алюминия или иных присадок:
- для работы с чистым алюминием (металлом с минимальным числом присадок) подходит присадочная проволока марки СВ А 99, которая состоит из практически чистого алюминия;

- когда планируется работа с алюминием с небольшой долей присадок, используют проволоку марки СВ А 85Т, в состав которой помимо 85% алюминия входит 1% титана;

- в работе с алюминиево-магниевым сплавом применяют сварочную проволоку марки СВ АМг3, в которой содержится 3% магния;

- когда запланирована работа с металлом, в котором преобладает магний, в работе используют специально предназначенную для этого проволоку с маркировкой СВ АМг 63;

- для металла, в состав которого входит кремний, разработана сварочная проволока СВ АК 5, состоящая из алюминия и 5% кремния;

- СВ АК 10 отличается от предыдущего типа расходного проволочного сырья большим процентом кремниевой присадки;

- разновидность СВ 1201 предназначена для работы с алюминиевым сплавом, содержащим медь.

Присадочную проволоку для сварки алюминия производят с ориентацией на 2 основных стандарта.
ГОСТ 14838-78 говорит о том, что данная продукция разработана для холодной высадки из алюминия и его сплавов, в которых он доминирует. ГОСТ 7871-75 – стандарт проволоки, применяемой исключительно для сварки алюминия и его сплавов.
Помимо сочетаний алюминий/кремний, алюминий/магний в продаже встречается проволока из алюминия с присадкой марганца. В большинстве случаев для работы приобретают расходное сырьё универсального назначения. Несмотря на то что универсальность считается относительной, данная проволока обеспечивает высокое качество сварных швов. Она не магнитится, является уникальным электродом особого типа.

Как выбрать?
Выбирать алюминиевую проволоку для сварки необходимо правильно. От этого зависят качество и надёжность формируемых сварочных швов, а кроме того, стабильность их механических характеристик. Чтобы приобрести действительно качественный расходник, нужно учитывать такие параметры:
- сопротивление шва на разрыв;
- пластичность сварного соединения;
- устойчивость к ржавлению;
- устойчивость к появлению трещин.
Подбирать сварочную проволоку нужно с учётом свариваемого объекта. Диаметр расходника должен быть чуть меньше толщины металла. К примеру, для листового алюминия толщиной 2 мм подойдёт пруток с диаметром 2-3 мм.
Кроме того, необходимо знать состав объекта, для которого покупают расходник. В идеале его состав должен быть идентичным составу металла.
Такой компонент, как кремний, придаёт проволоке прочность. В иных модификациях в её состав могут входить никель и хром. Данное расходное сырьё используют не только в машиностроении, пищевой, нефтяной и лёгкой промышленности, но и судостроении. Высококачественная сварочная проволока для алюминия является незаменимым элементом дуговой сварки.
Если точно не известно, что входит в состав имеющегося материала для сварки, лучше купить универсальную присадочную проволоку для работы с алюминием с маркировкой СВ 08ГА. При этом необходимо учитывать объём расходного сырья. Если планируется небольшой объём работы, нет смысла покупать большие катушки проволоки.
Если же запланирована длительная и однотипная работа, не обойтись без большого запаса материала. В таком случае выгодней покупать бухты, отличающиеся максимальной длиной проволочного расходника. Чтобы не ошибиться в выборе, стоит обратить внимание на температуру плавления металла и самой проволоки. Работать придётся быстро, чтобы не прожечь металл. Поэтому нужно, чтобы она была идентичной.

Отличается же она преимущественно из-за наличия в составе примесей. Чем больше разнятся составы проволоки и металла, тем хуже качество сварочного шва.
Вспомогательные присадки в составе сплавов могут стать причиной того, что металл перегреется, а проволока так и не достигнет необходимого состояния для сварки.
Чтобы не сомневаться, можно обратить внимание на марку. В идеале марка проволоки и свариваемого металла должна быть идентичной. Если она не совпадёт, это может сказаться на качестве сварочных швов.
Купить качественный проволочный материал можно у проверенных производителей. К таким брендам относятся ESAB, Aisi, Redbo и «Искра».

При выборе присмотренного варианта нельзя забывать ключевое правило. Использование материала должно быть своевременным. После вскрытия упаковки время хранения необходимо свести к минимальному значению. Чем дольше будет храниться проволока, тем быстрее она придёт в негодность. Максимальную осторожность следует соблюдать при хранении материала в условиях повышенной влажности.
При покупке стоит учесть, что маленькие катушки с намотанной проволокой для сварки алюминия подходят далеко не ко всем аппаратам. Если при подборе того или иного варианта возникают сомнения, можно посоветоваться с продавцом-консультантом.

Ещё лучше зайти на сайт производителя и поинтересоваться у него, какой именно вид проволоки подойдёт для работы с конкретным металлом.
Нюансы использования
Пользоваться расходником для сварки алюминия не так просто. Присадочный материал отличается склонностью к короблению, у него высокий коэффициент линейного расширения. Металл не упругий, что может осложнить проведение сварки. Ввиду этого необходимо обеспечить жёсткость фиксации свариваемого предмета, для чего можно использовать разные грузы.
Непосредственно перед самим процессом сварки проводят предварительную подготовку металла. Поверхность самого объекта и проволоки очищают от плёнки посредством химического растворителя. Это позволит минимизировать вероятность образования кристаллических трещин. Упростить работу и избежать появления трещин поможет предварительный нагрев заготовок до температуры 110 градусов.

О том, как выбрать присадочный пруток, смотрите далее.
