Правила выполнения прихваток при сварке
15.04.20 942 ПСР «Правила наложения прихваток»

Просмотр содержимого документа
«15.04.20 942 ПСР «Правила наложения прихваток»»
СОДЕРЖАНИЕ ОТЧЕТА
2. Основные положения по теоретическому материалу (кратко).
3. Выполнить тест.
Л №4: ПРАВИЛА НАЛОЖЕНИЯ ПРИХВАТОК.
Основные понятия. Прихватка — это процесс закрепления деталей при сборке под сварку при помощи коротких сварных швов, называемых прихваточными или «прихватками».
для закрепления при сборке деталей из тонколистовой стали толщиной до 3 мм (
для закрепления при сборке мелких деталей;
для временного фиксирования деталей в определенном положении;
для предварительного закрепления деталей.
Прихватки могут быть:
удаляемыми или временными
неудаляемыми или остающимися.
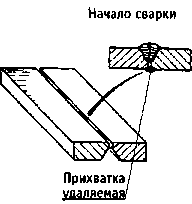
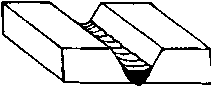
Удаляемые прихватки
это короткие сварные швы, которые используются только для закрепления деталей при сборке и подлежат удалению при операции расчистки (выборки) корня шва.
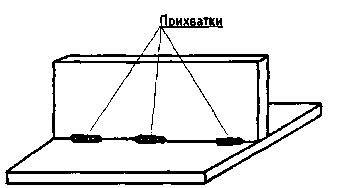
Постановку временных прихваток обычно производят со стороны, обратной началу сварки.
Неудаляемые (остающиеся) прихватки
это короткие швы, которые служат не только для закрепления деталей при сборке, но и являются частью основного сварного шва.
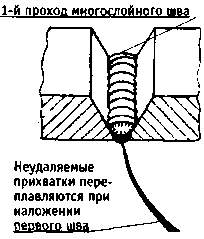
Неудаляемые прихватки в разделке стыковых соединений необходимо выполнять с полным проваром.
Требования к выполнению прихваток.
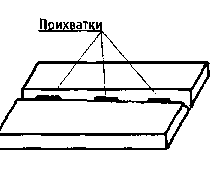
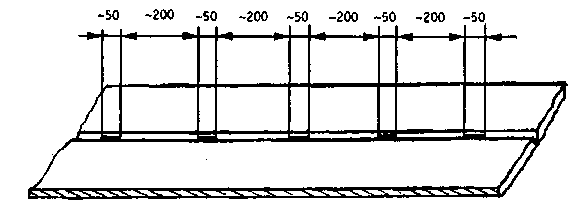
Прихватки следует располагать равномерно по всей длине
или периметру соединения с одинаковым расстоянием между ними.
Расстояние между прихваточными швами определяется в зависимости от протяженности соединения и обычно составляет от 80 до 350 мм.
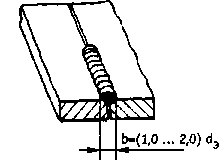
Прихватки стыковых соединений без разделки кромок с толщиной металла 4 мм выполняют узкими однопроходными швами, шириной b=(l,0. 2,0) dэ, где dэ — диаметр электрода, мм
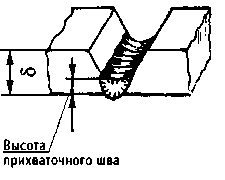
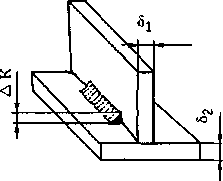
Высота швов прихваток, накладываемых в разделку, зависит от толщины свариваемого металла и обычно составляет (0,5-0,6) dэ, но не менее 3,0 мм и не более 7,0 мм; б — толщина металла
Закрепление деталей с толщиной металла
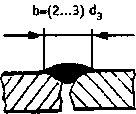
Прихватку стыковых соединений при наличии повышенных и неравномерных зазоров следует производить уширенными швами:
где dэ — диаметр электрода, мм;
b — ширина шва, мм
Прихватки тавровых, угловых и нахлесточных соединений выполняют короткими угловыми швами: катет (К) прихваточного углового шва должен быть в пределах (0,5 . 0,7) б1, но не менее 3 мм и не более 7 мм; здесь б1 — толщина более тонкой из свариваемых деталей, мм.
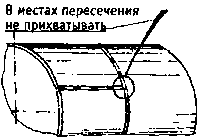
При выполнении узла из нескольких деталей не рекомендуется ставить прихватки в местах пересечения швов.
Прихватка осуществляется электродами тех же марок, что и сварка.
Число прихваток должно быть минимальным, но достаточным для надежного закрепления деталей.
Последовательность наложения прихваток
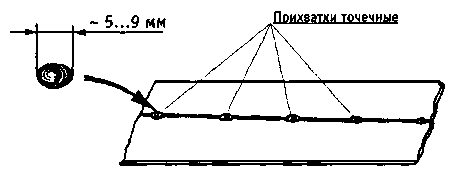
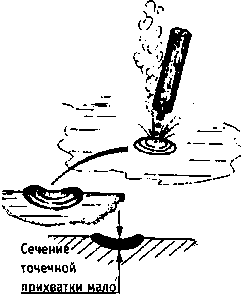
Техника наложения точечных прихваток
Зажгите дугу и держите ее на одном месте до естественного обрыва.
Отведите электрод, обейте шлак и осмотрите прихватку.
Расплавленный металл будет кристаллизоваться в форме плоской округлой капли небольшого диаметра.
Такая прихватка имеет неглубокий провар основного металла
и малое сечение.
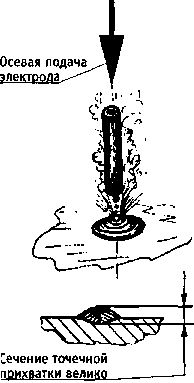
Зажгите дугу и удерживайте ее на одном месте с осевой подачей электрода в точку касания в течение 1—3 сек.
Погасите дугу естественным обрывом.
расплавленный электродный металл будет кристаллизоваться в виде высокой округлой капли
такая прихватка имеет большее поперечное сечение, чем предыдущая.
Зажгите дугу и сделайте небольшое поступательное перемещение электрода на длину
Погасите дугу естественным обрывом или кратковременной задержкой дуги на месте с последующим естественным обрывом.
Прихватка при сварке: для чего нужна и как делать?
Раздел: Без рубрики
 Процесс сварки включает в себя предварительную прихватку деталей. От этого зависит качество произведенных работ, а иногда и безопасность сварщика. Что подразумевает под собой эта процедура и какие нюансы стоит учитывать во время прихватывания металлических труб и арматуры, можно узнать из этой статьи.
Процесс сварки включает в себя предварительную прихватку деталей. От этого зависит качество произведенных работ, а иногда и безопасность сварщика. Что подразумевает под собой эта процедура и какие нюансы стоит учитывать во время прихватывания металлических труб и арматуры, можно узнать из этой статьи.
- Определение
- Почему они необходимы для сварочного соединения?
- Видео
- Что нужно знать?
- Длина
- Количество
- Сколько выдерживает?
- Требования
- Сборка деталей
- Выполнение
- Прихватка арматуры сваркой
Определение
Прихватка в сварке – это короткие сварочные швы, расположенные по установленным нормам и правилам. Делается после сборки в узел и до начала самой сварки. Выполняется ручной дуговой сваркой однопроходными швами и имеет определенный шаг (расстояние между швами).

металлический бак, собранный на прихватки перед сваркой
- отсутствие смещения деталей во время сварки;
- сохранение зазоров между деталями;
- увеличение жесткости узла.
Почему они необходимы для сварочного соединения?
Прихватка – это подготовительная работа. От нее зависит то, как в будущем будет выполнена сама сварка, а также ее качество и удобство выполнения. Сварка без предварительной прихватки некоторых деталей была бы невозможна. Особенно это относится к крупным узлам, сборка которых невозможно с помощью стенда.
Видео
Данный ролик наглядно демонстрирует то, к чему может привести сборка деталей без прихваток.
Что нужно знать?
Во время сварки прихватка полностью проваривается либо убираются механическим способом. По этому признаку их можно разделить на два вида:
- временные – используются для закрепления деталей и в последствии удаляются; наносятся с обратной сварке стороны;
- остающиеся – являются частью основного шва и выполняются с полным проваром.

Прихватка на угловом соединении
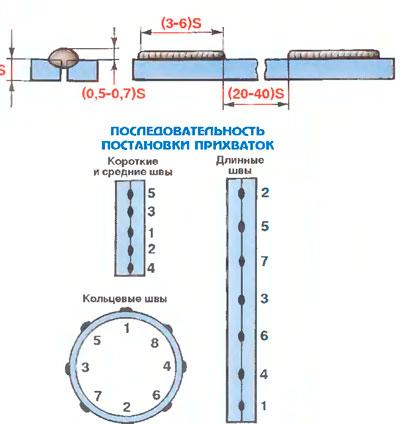
Последовательность выполнения швов различной длины:
- Короткий и средний. Первая точка ставится в середине будущего шва, следующая слева от нее, затем справа. Продолжать надо попеременно с разных сторон на одинаковом удалении от предыдущей точки до тех пора, пока не будут прихвачены края.
- Длинный. Последовательность противоположная предыдущему варианту. Сначала ставятся две точки по краям, затем прихватывается середина шва, после чего добавляются внутренние точки.
- Кольцевой. Первая точка ставится произвольно, вторая напротив нее. Следующие две прихватываются с поворотом в 45 градусах от них. Таким образом конструкция получается приваренной крест на крест. Затем, между каждой точкой добавляется еще одна.
Длина
Длина зависит от протяженности соединения деталей. Распространенными принято считать прихватки длиной 10-50 мм, либо вообще точечные на коротких соединениях.
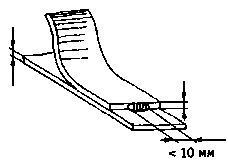
Протяженность соединения меньше 10 мм применяется для закрепления деталей из тонкой стали, толщина которой не превышает 3 мм и в процессе сборки мелких деталей, а также для предварительного и временного закрепления конструкции. При сварке труб длина равняется 2-5 толщин металла.
Количество
Количество прихваток определяет шаг или по-другому промежуток, через который располагаются точки. Влияет на него толщина и жесткость деталей, а также габариты и конфигурация самого свариваемого изделия.

Соединение повело из-за отсутствия прихватки
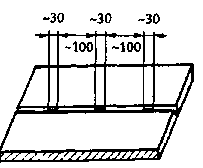
Для разных материалов существуют свои стандарты. Например, для деталей из листового металла 0,5-4 мм шаг делается 30-60 мм (сварка плавлением) либо 50-150 мм (точечная сварка).
Количество зависит от размеров изделия. Труба диаметром 100 – 400 мм должна иметь 3-4 прихватки длиной 30-40 мм, в то время как при диаметре меньше 50 мм достаточно одной или двух длиной около 10 мм.

Сколько выдерживает?
Как и в случае со сварочным швом, на прочность влияет:
- качество и состав металла,
- технология,
- марка электрода,
- а также то, как происходило охлаждение шва и множество других факторов.
Поэтому, точно ответить на вопрос, какую нагрузку выдержит сварочная прихватка невозможно.
Стоит учитывать, что изначально прихватка рассчитана только на то, чтобы прихватить шов, а не нести нагрузку. Однако, несмотря на это она должна выдерживать достаточный вес для того, чтобы не лопнуть во время проведения основных сварочных работ.
Требования
 Основные требования:
Основные требования:
- электрод берется аналогичный электроду, применяемому для сварки;
- толщина должна быть в два раза меньше сварочного шва;
- сварочный ток выбирается на 20% выше чем при сварке;
- прихватка по всей длине должна быть очищена от шлака и быть ровной, в противном случае это может привести к дефектам;
- ставится с лицевой стороны.
Сборка деталей
Сборка деталей до начала сварки – важный и трудоемкий процесс, который занимает до 30% времени и сил от общего изготовления изделия.
- предварительно собираются все входящие в изделие детали, после чего начинается процесс прихватки и сварки швов;
- сборка деталей осуществляется поочередно;
- сначала собираются, прихватываются и свариваются отдельные узлы, после чего начинается общая сборка изделия. Способ подходит для масштабных конструкций.
Сборка может происходить как с помощью подпорных клиньев или струбцины, которые убираются по мере формирования шва, так и на специальном стенде. Обычно используется стандартный стенд, который подойдет для большинства несложных работ, однако, массовое производство подразумевает наличие специализированного места.

Для сборки конструкции из листов металла допустимо использовать электромагнитный стенд. Это удобно, но не всегда возможно, ведь магнитное поле имеет свойство отрицательно влиять на сварочную дугу.
Выполнение
После того как вся конструкция соединена, узлы и детали соединяются прихватками.
Расположение зависит от того:
- где планируется делать сварочный шов;
- в какой части конструкции ожидается максимальное внутреннее напряжение;
- где возможна деформация.
Техника наложения зависит от желаемой глубины провара, но, в общем, не отличается от техники наложения сварочного шва. По сути, прихватка – это короткий сварочный шов, выполненный в один проход.
В случае, когда предполагается автоматическая сварка, прихватка накладывается с противоположной от первого прохода стороны, если не предъявлены обратные требования.
Прихватка арматуры сваркой
 Для армирования железно-бетонных конструкций применяется арматурная сталь, стыки которой сваривают либо вяжут. В первом случае предварительно делается прихватка.
Для армирования железно-бетонных конструкций применяется арматурная сталь, стыки которой сваривают либо вяжут. В первом случае предварительно делается прихватка.
- ставится на расстоянии 0,5-0,8 диаметра от концов накладок;
- осуществляется с двух либо с четырех сторон;
- высота должна составлять 4-6 мм;
- длина – 15-20 мм.
В большинстве случаев прихватка является обязательной процедурой перед свариванием. Она служит гарантией того, что в процессе работы шов не будет деформирован, а сама конструкция имеет необходимую жесткость. Длина и частота швов зависит от конструкции и толщины металла. Несмотря на то, что шов будет дополнительно сварен, к прихватыванию предъявляют определенные требования и соответствие нормам.
Благодарочка за “черным по белому”)) Мне 28, сам столяр, по большей части (хотя кем только не приходилось работать). Сварка для меня – один из немногих оставшихся, не особо до конца изведанных, но любопытных процессов. Данную статью изучил себе на ус, зашла как по маслу – интересно, информативно, локанично)
Сборка под сварку
Сборка под сварку деталей важная и ответственная операция от которой зависит качество готового изделия. Некачественная сборка может привезти к дефектам которые не возможно будет исправить. Это размеры и форма готового изделия, размеры швов. Некачественная сборка может привезти к непроварам и прожогам если не выдержан правильный зазор между деталями. Поэтому к процессу сборки соединяемых деталей нужно относиться крайне ответственно соблюдая все нормируемые параметры этого процесса, которые мы рассмотрим далее.
Нормируемые параметры сборки деталей под сварку
- Смещение кромок (Линейное смещение стыковых соединений);
- Зазор;
- Отклонение от прямолинейности (Угловое смещение);
- Требования к прихваткам (количество, длина, высота, место установки);
- Смещение продольных швов смежных сварных труб;
- Требования к приспособлениям, установке и снятию технологических креплений.
Линейное смещение кромок
Линейным смещением свариваемых кромок соединяемых листов или труб называют смещение между двумя свариваемыми элементами, у которых поверхности параллельны, но расположены не в одной плоскости.
Допускаемое смещение кромок устанавливается нормативными документами (ПБ,ОСТ, СТО, РД).
Важно! Большое смещение кромок может привести к непровару в корне сварного шва.
Зазор
Необходим для проплавления корня шва и формирования обратного валика.
Устанавливается стандартом на конструктивные элементы сварных соединений для различных способов сварки или отраслевыми нормативно техническими документами (ГОСТ, СТО, РД).
Важно! При заниженном зазоре возможен непровар, при завышенном прожог.
Угловое смещение (перелом)
Угловым смещением листов (труб) — называют смещение между двумя свариваемыми элементами, поверхности которых не параллельны и не находятся под заданным углом.
Допускаемое угловое смещение (отклонение от прямолинейности трубопроводов) устанавливается нормативными документами (ПБ, ОСТ, СТО, РД)
Угловое смещение труб, как правило, измеряют на расстоянии 200 мм. от стыка прикладыванием линейки длиной не менее 400 мм и измерением зазора.
Требование к прихваткам
Прихватки должны обеспечивать жесткость конструкции в процессе сварки за счет:
- количества;
- размеров (длины, высоты);
- равномерности расположения по длине шва.
Прихватки не должны снижать качество сварного шва, поэтому:
- должны выполняться аттестованными сварщиками;
- должны располагаться на свариваемых кромках ( за исключением мест пересечения сварных швов);
- должны выполняться теми же сварочными материалами, что и корневой слой шва;
- должны зачищаться (или удаляться) для обеспечения формирования корневого слоя;
- не должны иметь дефектов. При появлении дефектов в прихватке (пор, трещин) необходимо работы приостановить до выяснения причин;
При недостаточной длине прихваток возможно их разрушение, при завышенной их длине будет большая поперечная усадка и уменьшение требуемого зазора, что приведет к непровару.
Смещение продольных швов сварных труб
Необходимо для исключения концентратора напряжений в месте перекрестия продольных и кольцевых швов.
Для магистральных и промысловых газопроводов смещение преграждает лавинообразное разрушение по сварному шву на переходе с одной трубы на другую.
Требования к сборке технологических трубопроводов
Смещение кромок по наружному диаметру разнотолщинных труб не должно превышать 30% от толщины тонкостенного элемента, но не более 5 мм.
Смещение кромок по внутреннему диаметру не должно превышать значений:
- 0,10 S, но не более 1мм — для трубопроводов Рy свыше 10 МПа (100 кгс/см2) и трубопроводов I категории, работающих при температуре ниже — 70°C ;
- 0,15 S,но не более 1мм — для трубопроводов II — V категорий.
Если смещение кромок превышает допустимое значение, то плавный переход в месте стыка должен быть обеспечен путем проточки конца трубы под углом не более 15°.
Для трубопроводов с Ру до 10 МПа (100 кгс/см2) допускается калибровка концов труб методом цилиндрической или конической раздачи.
Условное смещение. Отклонение от прямолинейности, замеренное линейкой длиной 400 мм в трех равномерно расположенных по периметру местах на расстоянии 200 мм от стыка, не должно превышать: 1,5 мм — для трубопроводов Рy свыше 10 МПа (100 кгс/см2) и трубопроводов I категории; 2,5 мм — для трубопроводов II — V категорий.
Требования к прихваткам. Количество прихваток для трубопроводов диаметром до 100мм-2шт.; 100-600мм.-3-4шт.; свыше 600мм.-через каждые 300-400мм.
Длина прихватки для трубопроводов диаметром до 600мм. 2,0 — 2,5 толщины стенки, но не менее 15 и не более 60мм. Свыше 600 мм.-50-70мм.
Высота прихватки для трубопроводов диаметром до 600мм. 0,4 — 0,5 толщины стенки при толщине стенки до 10 мм и 5 мм при толщине стенки от 10 мм и выше. Свыше 600 мм. 4-5мм.
Требования к приспособлениям и технологическим креплениям
Сборка осуществляется с помощью центраторов или привариваемых на расстоянии 50 — 70 мм. от торца труб временных технологических креплений. Технологические крепления изготовливаются из стали того же класса, что и свариваемые трубы. Для закаливающихся теплоустойчивых сталей технологические крепления могут быть изготовлены из углеродистых сталей.
При сборке стыков из аустенитных сталей с толщиной стенки трубы менее 8 мм, к сварным соединениям которых предъявляются требования стойкости к межкристаллитной коррозии, приварка технологических креплений не допускается.
Требования к смещению продольных швов
При сборке труб и других элементов с продольными швами последние должны быть смещены относительно друг друга. Смещение должно быть не менее трехкратной толщины стенки свариваемых труб (элементов), но не менее 100 мм. При сборке труб и других элементов с условным диаметром 100 мм и менее продольные швы должны быть смещены относительно друг друга на величину, равную 1/4 окружности трубы (элемента).
Требования к сборке трубопроводов газового оборудования
Смещение кромок. Допускаемое смещение кромок свариваемых труб не должно превышать величины 0,15S + 0,5 мм, где S — наименьшая из толщин стенок свариваемых труб.
Сварка стыков разнотолщинных труб или труб с соединительными деталями и патрубками арматуры допускается без специальной обработки кромок при толщине стенок менее 12,5 мм (если разность толщин не превышает 2,0 мм).
на надземных и внутренних газопроводах низкого давления допускается производить нахлесточные соединения «труба в трубу» размеров d 50×40, 40×32, 32×25, 25×20 мм.при условии:
— просвет между трубами, соединяемыми внахлест, не более 1—2 мм и равновелик по периметру;
— величина нахлеста по длине соединяемых труб не менее 3 см;
— на конце трубы меньшего диаметра выполняется фаска вовнутрь под углом не менее 45° на всю толщину стенки трубы;
Требования к смещению продольных швов
Сборку под сварку труб с односторонним продольным или спиральным швом производят со смещением швов в местах стыковки труб не менее чем на:
15 мм — для труб диаметром до 50 мм; 50 мм —от 50 до 100 мм; 100 мм диаметром св. 100 мм.
При сборке под сварку труб, у которых швы сварены с двух сторон, допускается не производить смещение швов при условии проверки места пересечения швов физическими методами.
Требования к сборке трубопроводов котельного оборудования
Требования к прихваткам
Прихваточные швы должны быть равномерно расположены по периметру стыка. Не рекомендуется накладывать прихватки на потолочный участок стыка.
В стыках, собираемых без подкладных колец, число прихваток и их протяженность зависят от диаметра труб и должны соответствовать следующим нормам:
«Прихватка деталей из низкоуглеродистой стали»

Бюджетное профессиональное образовательное учреждение Омской области
«Седельниковское училище № 65».
«Прихватка деталей из низкоуглеродистой стали»
ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
по профессии 150709.02 Сварщик (электросварочные и газосварочные работы)
Подготовил: мастер производственного обучения
Профессия сварщик

В наше время очень многое из построек и всего прочего держится на металле. Современный мир без него существовать не может. Все высокие здания возводятся с помощью металла. Машины и корабли тоже состоят из металла. Металл применим и в быту, и в промышленности. Именно поэтому человек, который может соединять все металлическое, в наше время просто необходим. Но тема сегодняшнего разговора – профессия сварщик. Всегда с большим уважением относился к этой профессии из-за того, что она ответственная, требует определенной виртуозности. От качества работы сварщика очень многое зависит. Строительные конструкции должны быть долговечными, а у любой техники важен срок ее эксплуатации.
Как и все профессии, профессия сварщик имеет свою историю. Мало кто интересуется временем возникновения профессий. В далеком – 1802 году, когда В. Петровым был открыт эффект электрической дуги, ее эффект позволяет создать высокую температуру, которая позволяет расплавить металл. В промышленности это открытие стало применяться не сразу. Только спустя несколькие десятилетия этот метод стал использоваться в различных отраслях промышленности. Он те только стал использоваться, но и произвел целую революцию в строительстве и соединении металлов.
В наше время профессия сварщик имеет большое социальное значение в обществе. Работа сварщика применяется в очень многих отраслях: конструкции и системы коммуникаций, промышленность, машиностроение, кораблестроение, энергетика, нефтеперерабатывающая промышленность, сельское хозяйство и другие. Трудно найти то или иное производство, где не применяется труд сварщика.
Сама по себе профессия сварщик имеет разные специализации: ручная и дуговая сварка, газосварка, автоматическая сварка (здесь специалистом является оператор). Но все эти люди делают одно дело – соединяют металлические конструкции, детали узлов и прочее. Любая одежда имеет швы, вот и все что сварено из металла тоже имеет швы. От мастерства сварщика зависит то, насколько качественный будет сварочный шов. Небрежность в этой работе может привести к необратимым последствиям или катастрофе. Представьте себе катастрофу из-за некачественной сварки газопровода… Поэтому сварщик в первую очередь должен быть профессионалом. В его работе большое значение имеет техника безопасности и санитария.
Профессия сварщик имеет свои плюсы и минусы. Сейчас я постараюсь отразить их более подробно. Эта профессия высоко востребована на рынке и довольно престижна. Сварщик пользуется спросом и на уровне государственной экономики, и в частном порядке. Если специалист достаточно квалифицированный, то ему не придется долго искать работу – она найдет его сама. Даже без опыта работы сварщика могут взять на работу (ЖКХ или частник). Заработная плата сварщика растет в зависимости от его квалификации и опыта работы. Профессия сварщик имеет и минусы: условия труда довольно не легкие, часто приходится работать на открытых площадках и в любую погоду, сварщик постоянно испытывает нагрузку на зрение из-за яркости электрической дуги. Данная профессия считается вредной из-за выделения газов и тепла при работе.
«Прихватка деталей из низкоуглеродистой стали»
Основные понятия и определения
Прихватка — это процесс закрепления деталей при сборке под сварку при помощи коротких сварных швов, называемых прихваточными или «прихватками».
1.1. «Прихватки» выполняются ручной дуговой сваркой однопроходными швами с определенным шагом или расстоянием между швами.

Длина прихваточных швов зависит от протяженности соединения. Наиболее часто применяются прихватки длиной от 10 до 60 мм. Ориентировочная длина прихваток приведена в таблице.
Подготовка и сборка деталей под сварку
Подготовка и сборка деталей под сварку подразумевает выполнение очистки, выравнивания, разметки, резания и сборки заготовок.[context]
Кромки и примыкающую зону, 20-30 мм с каждой стороны, очищают от ржавчины, краски, окалин, масла и других загрязнений. Качественно подготовленные кромки и прилегающая зона имеют металлический блеск, что достигается при использовании металлических щеток, пламя, а при ответственных соединениях используют травление, обезжиривание, пескоструйную обработку.
Более подробно об очистке заготовок перед сваркой смотрите в этой статье.
Детали с вмятинами, выпуклостями, волнистостью, искривлением обязательно выпрямляют. В холодном состоянии можно выпрямлять листы и прокат вручную или при помощи машин. При сильной деформации металла выпрямление делают в горячем состоянии. Для выпрямления используют молотки, прессы, правильные машины.
Следующий этап подготовки деталей перенесение размеров из чертежа на металл и его разметка. Для измерений и разметки используют метры, линейки, угольники, циркули, чертилки, маркеры, мел и специально изготовленные шаблоны. Во время сварки заготовки укорачиваются, что необходимо учитывать при разметке заготовок. Для этого используют припуск с расчета 1 мм на каждый поперечный стык и 0,1-0,2 мм на 1 м продольного шва.
После разметки детали разрезают термическими или механическими способами, для придания заготовкам необходимого размера и формы. Кромки на местах будущих сварных соединений делают напильником, зубилом или механическим способом на фрезерных станках, строгальных станках и др. Угол скоса зависит от способа сварки, химического состава металла и его толщины. Проверку угла скоса кромок делают при помощи шаблонов.


Сборка деталей под сварку производится одним из трех подходов:
предварительно собрать всю деталь и сварить все необходимые швы;
сварить часть конструкции и к ней постепенно присоединять недостающие детали;
предварительная сборка и сварка изделия с отдельных узлов конструкции;
Продуктивность и качество изготовления сварных конструкций во многом зависит от базовых поверхностей (баз) для сборки сварных конструкций. Базовыми считаются поверхности с наибольшими размерами; в качестве направляющей базы — самую длинную поверхность; опорной базой считают любого размера поверхность в нормальном состоянии и неизменной форме (без резов, капель, швов).
Выбирать базу стоит исходя из наличия сборочных приспособлений, вида заготовок, жесткости деталей и точности из размещения, зазора между кромками. Важно учитывать сварочные напряжения и деформации.
Приспособления для сборки и сварки

Для более продуктивного и качественного изготовления сварных конструкций используют специальные приспособления для сборки и сварки:
- универсальный зажим для монтажа и сборки цилиндрических деталей;
- ручная скоба для сборки профильного и листового металла;
- ручная пружинная скоба для сборки профильного металла;
- поворотный винтовой зажим для сборки и крепления деталей в массовом производстве;
- струбцина для сборки деталей разного профиля;
- угловой прихват из болтом для сборки крупных контрукций с листового металла;
- скоба прихваточная с ломом для конструкций, которые собирают внахлест в монтажных условиях;
- гребенка на прихватках для крупных листовых конструкций;
- прихваточные шайбы с планками и клиньями для листовых конструкций;
- винтовая стяжка для притягивания деталей;
- стягивательное кольцо для трубопроводов большого диаметра;
- гибкий хомут с эксцентрическим зажимом для цилиндрических деталей;
- винтовой распорно-стягивательный механизм для листовых конструкций и плоскостных изделий;
- крюк с ломом для стягивания кромок;
- винтовая распорка для цилиндрических деталей;
- распор для сборки деталей машиностроительных конструкций;
- винтовая упорная скоба для деталей ограниченных размеров;
- односторонний винтовой упор для сборки профилей ферм и других конструкций;
- односторонний упор для сборки конструкций на стационарных постах.
Выполнение прихваток после сборки конструкции

[context] Собранные детали прихватывают. Длина прихваток и расстояния между ними зависит от толщины металла и длины шва. Ставят прихватки для фиксации деталей и сохрани зазора между ними в процессе сварки. Прихватка должна проваривать корень шва, потому что в процессе сварки сама прихватка может полностью не переплавится.
| Толщина металла, мм | ≤ 5 | ≤ 5 |
| Длина металла, мм | ≤ 150-200 | ≤ 200 |
| Длина прихваток, мм | ≤ 5 | 20-30 |
| Расстояние между прихватками, мм | 50-100 | 300-500 |
Нужно делать прихватки максимально низкими, лучше если они будут вогнутыми. Прихватки ставят на режимах аналогичных режимам сварки. Иногда прихватку заменяют цельным швом небольшого разреза.
При сварки меди необходимо обходиться без прихваток, зажимать детали в кондукторах или других приспособлениях, потому что они вызывают трещины при повторном нагревании.
Прихватки нагревают металл и при последующем передвижении деталей возможно возникновение трещин. Чем больше толщина деталей, тем больше растягивающая усадка в прихватках и возможность появления трещин. Поэтому прихватки целесообразно использовать для деталей небольшой толщины (до 6-8 мм). При большей толщине листов безопасность передвижения узлов можно достичь при помощи гребенок (эластичных прихваток) или собирают изделие из гибкими деталями (решетки, фермы и т.п.)
Подготовка под сварку деталей разной толщины

При стыковом соединении деталей разной толщины можно обойтись без дополнительных операций и сваривать их как детали одинаковой толщины, если разница между ними не выше чем значения указанные в таблице ниже
| Толщина тонкой детали, мм | 1-4 | 4-20 | 20-30 | больше 30 |
| Допустимая разница, мм | 1 | 2 | 3 | 4 |
Для плавного перехода между деталями допускается наклонное размещение поверхности шва.
Если разница в толщине свариваемых деталей больше чем указаны в таблице, то на деталях большей толщины делают скос кромок с одной или обеих сторон. При этом элементы разделки и толщину шва выбирают исходя их размеров меньшей детали. Допускается смещение кромок не более: 0,5 мм — для деталей толщиной до 4 мм; 1,0 мм — для деталей толщиной 4-10 мм; 0,1 × S, но не более 3 мм — для деталей толщиной 10-100 мм; 0,01 × S + 2 мм, но не более 4 мм — для деталей толщиной более 100 мм.
Катеты углового шва должны указываться при проектировании изделия, но не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины тонкой детали при сварке деталей толщиной более 3 мм.
